FANUC报警一览表全
- 格式:doc
- 大小:4.59 MB
- 文档页数:55
发那科报警一览表
发那科报警一览表
FANUC
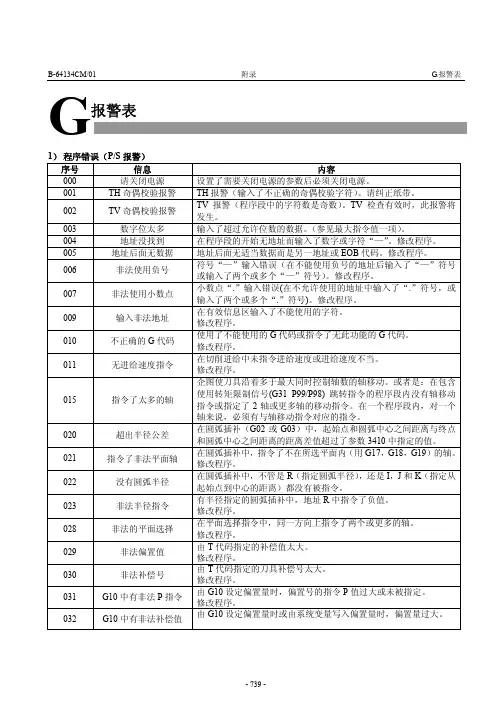
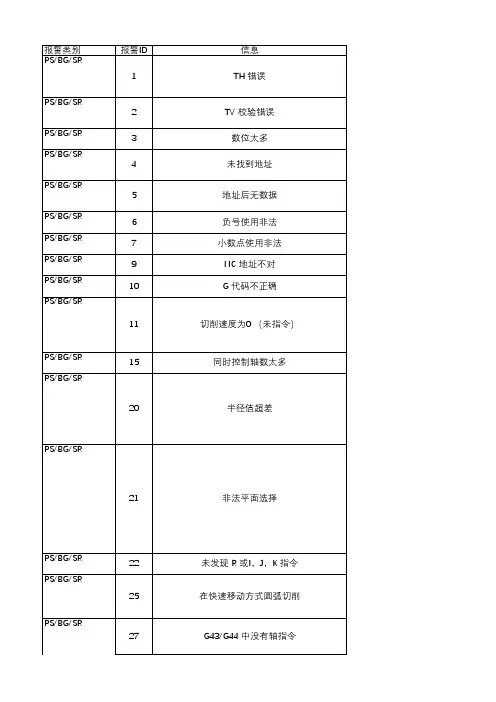
1、程序错误/有关编程和操作的报警(P/S报警)
000号----253号 5010号----5455号
2、绝对脉冲编码器APC的报警 300号---309号
3、感应同步器报警 330号---331号
4、串行脉冲编码器SPC的报警 360号----387号
5、伺服报警1 401号----468号
6、超程报警 500号----515号
7、伺服报警2 600号----607号
8、过热报警 700号----704号
9、刚性攻丝报警 740号---742号
10、串行主轴报警 749号---784号
11、系统报警 900号----976号
以上为FANUC系统报警的基本号,详细见发那科说明书,我给你发一个电子档得说明书,你看一下
以下是FANUC的一些基本参数:
1320 机床三轴正方向的行程
1321 机床三轴负方向的行程
1420 机床三轴快速位移速度
1421 机床FO进给速度
4077 主轴定位参数调整
1850 机床原点调整
1851 机床的三轴背隙的调整
3401.0 机床有无小数点
5115 G83回退量调整
具体的我给你发一份参数说明书,你看看上面,。
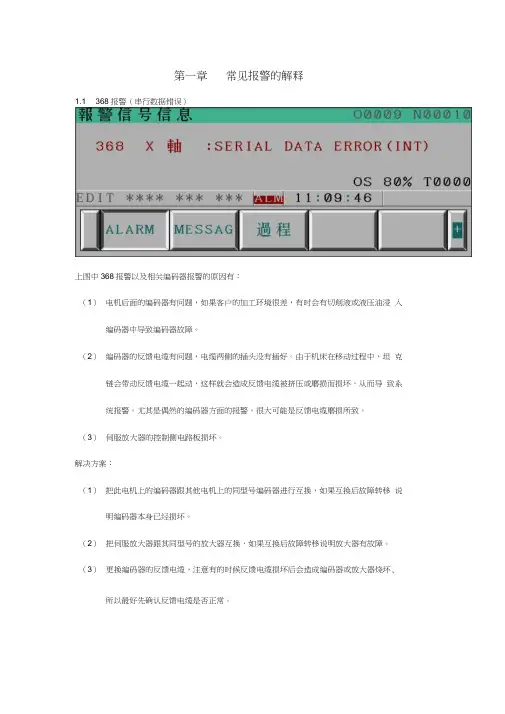
第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏, 所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443 , 61000009 N000443 443 X軸Y軸車由軸軸軸軸軸ZAXYZACNV. COOLING CNV.COOL ING CNwCOOLING CNV. COOLI NG CMV. COOL TNGCNV. COOL TNG CNV.COOL ING CNCOOLING COOLIMG FANFAN FAILUREFAN FAILUREFAN FA 1 LUREFAN FA I LUREFAN FA T LUREFAN FAILUREFAJM FAILUREFAN FA 1 LURESTOP I N PSMEDIT * * * * 狀** *** 桦■叫 1 1 :51 :0 7LJ IALARMħΛESSAG∣過程y9059SPN 1上图报警是电源模块控制板内风扇损坏导致的报警(使用α i电源模块时),报警时电源模块PSM的LED显示2 ”,主轴放大器SPM的LED显示59 ”。
拆下电源模块控制板后,风扇位置如下图所示:1.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“ FAN ”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
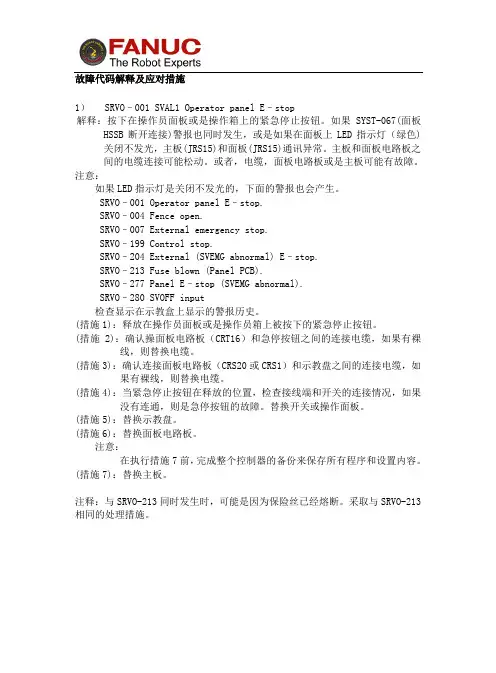
故障代码解释及应对措施1)SRVO–001 SVAL1 Operator panel E–stop解释:按下在操作员面板或是操作箱上的紧急停止按钮。
如果SYST-067(面板HSSB断开连接)警报也同时发生,或是如果在面板上LED指示灯(绿色)关闭不发光,主板(JRS15)和面板(JRS15)通讯异常。
主板和面板电路板之间的电缆连接可能松动。
或者,电缆,面板电路板或是主板可能有故障。
注意:如果LED指示灯是关闭不发光的,下面的警报也会产生。
SRVO–001 Operator panel E–stop.SRVO–004 Fence open.SRVO–007 External emergency stop.SRVO–199 Control stop.SRVO–204 External (SVEMG abnormal) E–stop.SRVO–213 Fuse blown (Panel PCB).SRVO–277 Panel E–stop (SVEMG abnormal).SRVO–280 SVOFF input检查显示在示教盒上显示的警报历史。
(措施1):释放在操作员面板或是操作员箱上被按下的紧急停止按钮。
(措施2):确认操面板电路板(CRT16)和急停按钮之间的连接电缆,如果有裸线,则替换电缆。
(措施3):确认连接面板电路板(CRS20或CRS1)和示教盘之间的连接电缆,如果有裸线,则替换电缆。
(措施4):当紧急停止按钮在释放的位置,检查接线端和开关的连接情况,如果没有连通,则是急停按钮的故障。
替换开关或操作面板。
(措施5):替换示教盘。
(措施6):替换面板电路板。
注意:在执行措施7前,完成整个控制器的备份来保存所有程序和设置内容。
(措施7):替换主板。
注释:与SRVO-213同时发生时,可能是因为保险丝已经熔断。
采取与SRVO-213相同的处理措施。
2) SRVO –002 SVAL1 Teach pendant E –stop解释:示教盒上的紧急停止按钮被按下。

A 报警列表A.1 报警列表(CNC) (381)(1) 与程序操作相关的报警(PS报警) (381)(2) 与后台编辑相关的报警(BG报警) (381)(3) 与通讯相关的报警(SR报警) (381)(4) 参数写入状态下的报警(SW报警) (401)(5) 伺服报警(SV报警) (401)(6) 与超程相关的报警(OT报警) (405)(7) 与存储器文件相关的报警(IO报警) (405)(8) 请求切断电源的报警(PW报警) (406)(9) 与主轴相关的报警(SP报警) (406)(10) 过热报警(OH报警) (408)(11) 其他报警(DS报警) (408)(12) 与误动作防止功能相关的报警(IE报警) (410)A.2 报警列表(PMC) (411)A.2.1 显示在PMC报警画面的信息 (411)A.2.2 PMC系统报警信息 (414)A.2.3 操作错误 (415)A.2.4 I/O通信错误 (423)A.3 报警列表(串行主轴) (426)A.4 错误代码列表(串行主轴) (431)A.1 报警列表(CNC)(1) 与程序操作相关的报警(PS报警)(2) 与后台编辑相关的报警(BG报警)(3) 与通讯相关的报警(SR报警)这些报警种类的报警号为公用的编号。
根据报警的状态,以PS“报警号”例)PS0003BG“报警号”例)BG0085SR“报警号”例)SR0001的方式予以显示。
报警号信息内容0001 TH错误输入设备的读入过程中检测出了TH错误。
引起TH错误的读入代码和是从程序段数起的第几个字符,可通过诊断画面进行确认。
0002 TV校验错误在单程序段的TV检测中检测出了错误。
通过将参数TVC(No.0000#0)设定为0可以使系统不进行TV检测。
0003 数位太多指定了比NC指令的字更多的允许位数。
此允许位数根据功能和地址而有所不同。
0004 未找到地址 NC语句的地址+数值不属于字格式。

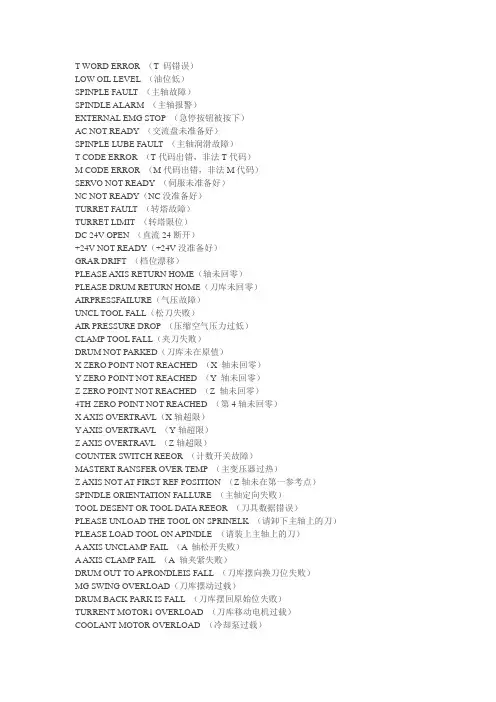
T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRA VL(X轴超限)Y AXIS OVERTRA VL (Y轴超限)Z AXIS OVERTRA VL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTA TION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DA TA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BA TTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT A T PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICA TION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DA TA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)数控机床发生故障时,应首先停止机床,不要断电,(有时候断电重新启动后就看不到刚才报警的状态),保护现场,然后对故障进行尽可能详细的记录,故障的记录可为维修人员排除故障提供第一手材料,应尽可能详细。
F A N U C常见报警的解释 Revised by Petrel at 2021常见报警的解释1.1368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1.3主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4伺服放大器SVM内冷风扇报警608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED显示“1”。
1.5主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-HXXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
1. 程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
055 自动切角或自动圆角程序段中,运动距离小于C或R的值。
机床报警信息序号报警号报警信息报警内容11100EMERGENCY PB OR X Z OT LIMIT SW紧急情况---- 紧急停止21101OVER LOAD THRMAL OR CP TRIP (超 负荷 或 跳闸) 过载跳闸THRMAL或CP----热继电器过载31102HYDRO OR AIR PRESSURE OFF 水或空气压力----低气压报警41103 SPINDLE ALARM 主轴报警----主轴报警51104KEEPRELAY ALARM(K10.4=1 K7.7=1) KEEPRELAY报警( K10.4 = 1 K7.7 = 1 )---- 保持继电器报警K10.4=1 K7.7=1 61105 3 PHASE POWER SOURCE ALARM 3相电源报警----三相电压相反报警71106TOOL SPINDLE ALARM 刀具主轴报警----动力刀主轴报警81107KEEPRELAY ALARM(K0.5 K6.1 K6.7=1) ( K0.5 K6.1 K6.7 = 1 )----保持继电器报警K0.5 K6.1 K6.7=191110OIL MATIC ALARM(READY OFF) 油马蒂奇报警(就绪关)101111KEEPRELAY ALARM(K6.0 K6.3)KEEPRELAY报警( K6.0 K6.3 )----保持继电器报警K6.0 K6.3111120TURRET 1-INDEX LS ALARM 刀架1指数镑报警121121TURRET 1-INDEX CYCLE TIME OVER刀架1指数循环时间131122TURRET INDEX CYCLE TIME OVER 刀架指数循环时间141123TURRET INDEX COUNT OVER刀架指数计数超151124SUB SPINDLE ALARM 小组主轴报警----- 副主轴报警161125TURRET NC ALARM(P-MATE OR B SEVBO MENTE)刀架数控报警(对配偶或B SEVBO门)171126TURRET UNCLAMP ALARM(LS,SOL)刀架UNCLAMP报警(叙利亚镑,溶胶)181127TURRET CLAMP ALARM(LS,SOL) 刀架弹簧报警(镑,溶胶)191130TOOL SPINDLE CLAMP ALARM 刀具主轴夹具报警201131TAIL STOCK Z FORWARD OVER 尾股?取得进展212150SLIDE OIL LEVEL LOW 滑动油位低---- 润滑油低油位报警222151BATTERY ALARM(NC) 电池报警(数控)-----NC电池低电压报警232152 ZERO RETURN 零退货 零 返回-----回零报警242153EXTERNAL ALARM(BAR FEEDER LOADER ETC)外部报警(英美馈线装载机等)252154AUTO START SWITCH ALARM自动启动报警开关-----自动启动按钮开关报警262155FEED HOLD SWITCH ALARM饲料锁定开关报警-----暂停按钮开关报警272156SPINDLE FORWARD SWITCH ALARM主轴前进开关报警-----主轴正转开关报警282157SPINDLE REVERSE SWITCH ALARM主轴反向开关报警-----主轴反转开关报警11292160OPEN THE DOOR 敞开大门----门打开报警302161DOUBLE M-CODE ALARM双重的M -代码报警----- 双M指令报警312162SINGLE M-CODE ALARM单一的M -代码报警3221631-ST M-CODE ALARM 1 ST段的M -代码报警3321642ND M-CODE ALARM 第2的M -代码报警342165 3RD M-CODE ALARM 第3次的M -代码报警352166CHUCK UNCLUMP NO TURN SPINDLE 夹头UNCLUMP编号转到主轴362167COOLANT OIL LEVEL LOW冷却油位低----冷却液低油位报警372170COUNTER COUNT UP 计数器计数向上 ----计数器计数报警382171TURRET INDEX NOT READY 刀架指标未准备好392172T-CODE ALARM(9 OVER)T型码报警( 9以上)402173SPINDLE STOP PB ALARM 主轴停止外周血报警----主轴停止报警。
常见报警的解释1.1368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1.3主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4伺服放大器SVM内冷风扇报警608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED 显示“1”。
1.5主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-HXXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。