电批扭力管理规范
- 格式:doc
- 大小:147.00 KB
- 文档页数:5
文件名称电批扭力控制指引版次A/01 Page 1 of 4文件更改简历版本更改类别更改内容简要生效日期增加删除日期作废A/01 首版发行本文件分发部门:□总经理□包装部□采购部□行政部□注塑部□计划部□SMT □仓库部□财务部□品管部□工程部□装配部□生产部□其它:制定部门编制人审核批准生效日期受控印章文件名称电批扭力控制指引版 次A/01Page 2 of 41 目的本规定提供了电批的技术工艺参数和电批的调校说明,规定了一些电批在发放、使用维护中的方法和手段,以达到对主要生产工具技术监控的目的,使工具在规定的技术参数范围内使用,从而保证所生产产品的质量。
2 范围本程序适用于新创玩具制品有限公司 3 定义有效长度:指该螺丝打入胶件螺丝柱内的部分与胶件衔接处的实际接触长度。
4 程序4.1 电批的规格及输出扭力:电批规格 电批最大输出扭力(kgf )cm ) 大 25 中 10 小24.2 操作时工艺参数如下:4.2.1 常用螺丝规格的螺丝扭力范围:表中字母a~z 表示电批的实际使用范围。
扭力范围(kgf.cm)螺丝规格(mm)M1.0~1.2M1.7 M2.0 M2.3 M2.5&M2.6 M3.0 M3.5 备注有效长度(mm)1.0~3.0 a 0.4~0.8 c 0.5~1.7 f 1.2~2.8 i 1.2~3.0 m 2.0~4.5 q 2.2~4.5 v 2.5~5.0 a~e 适合小电批,f~z 适合中,大电批3.1~6.0 b 0.5~1.0 d 0.7~1.8 g 1.5~3.0 J 1.5~4.0 n 2.2~6.0 r 2.5~6.5 w 2.8~6.5 6.1~10.0 e 1.1~1.9 h 1.8~4.0 k 2.0~5.0 o 2.5~6.5 s 3.0~7.5 x 3.2~8.0 10.1~15.0 l 2.5~5.5 p 3.2~7.5 t 3.5~8.0 y 4.2~10.0 15.1~20.0a1 4.0~8.0 u 4.5~11.0 z 5.0~12.020.0~25.0b 5.5~11.5特殊螺丝3.0~7.5说明:特殊螺丝包括(但不限于)打印头螺丝,电池门螺丝,电位器螺丝等。

电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。
1.0目的规范电批使用方法,确保和提高产品质量、满足客户需求。
2.0范围:本规范适用于本公司生产部电批管理,各种产品螺纹连接装配的使用操作,以及作为制作工艺文件、现场工艺控制、生产螺纹连接工具配备的依据,同时,也可以作为检验产品连接可靠性实验的参考。
3.0职责:作业员负责,生产组长、生产线PE、IPQC及工艺人员监督。
4.0说明:4.1力矩在螺纹连接中,为达到一定预紧力而通过装配工具,施加在螺纹紧固件上的力度.表示相同意思的称谓有: 扭矩、扭力。
4.2力矩国际单位为“牛顿·米”(N·m),工程单位为“千克力·米”(kgf.cm),换算关系:98N.m=10kgf.cm(我司生产中一般以kgf.cm为单位)。
4.3电批:常用和称谓有电批、电动起子、电动螺钉旋具等。
4.4电批批头:安装于电批上,常用称谓有起子头、电批咀等。
4.5批头根据其头部形状不同:有十字批头、一字批头、六角批头、套筒批头、六角花型批头等。
5.0正文:5.1 本规范目的在于从装配角度去控制螺纹连接的可靠和防锈,装配可靠性的控制在于保证足够的预紧力,下面就影响螺纹连接可靠的装配要素及各要素的控制方法加以详细说明。
5.1.1紧固力矩是影响螺纹连接可靠性最主要因素,选择适当的紧固力矩是保证预紧力和防止螺纹紧固件机械损伤的关键。
5.1.2紧固件扭力大小的确定主要由以下因素制约:螺纹紧固件公称直经是影响紧固力矩最主要的因素,要在其他条件相同的性况下,公称直经越大,所需紧固力矩也越大。
5.1.3螺纹紧固件与连接件之间结合面的润滑程度和粗糙度紧固扭矩主要同三部份组成,50%用来克服螺纹紧固件和螺纹连接件结合面之间的摩擦力矩;40%用来克服螺纹副之间的摩擦力矩,其余10%用来克服螺纹副之间的反拧力矩。
5.1.4可见结合面之间的粗糙度和润滑程度也直接影响紧固力矩的大小,保证足够的预紧力,对粗糙结合面的连接,应使用较大紧固力矩;而对于光滑结合面,就可使用较小紧固力矩。
1目的
规范风批、电批使用,确保产品质量。
2适用范围
适用本公司拉线所有风批、电批的使用。
3职责
3.1工程部:风批、电批扭力规定的制定。
3.2生产部:负责按要求测试风批、电批的扭力。
3.3品质部: 负责监督电烙铁使用是否达到要求。
4运作程序
4.1风批、电批使用扭力要求
本公司依据所使用的螺钉不同,同时考虑对螺钉、螺钉孔及产品的保护,对每种锁螺钉位置规定相应的使用扭力。
4.2螺钉扭力规则
4.3生产线每天排拉时使用不同螺钉依据上述规则调试风批、电批钮力,并做好点检记录。
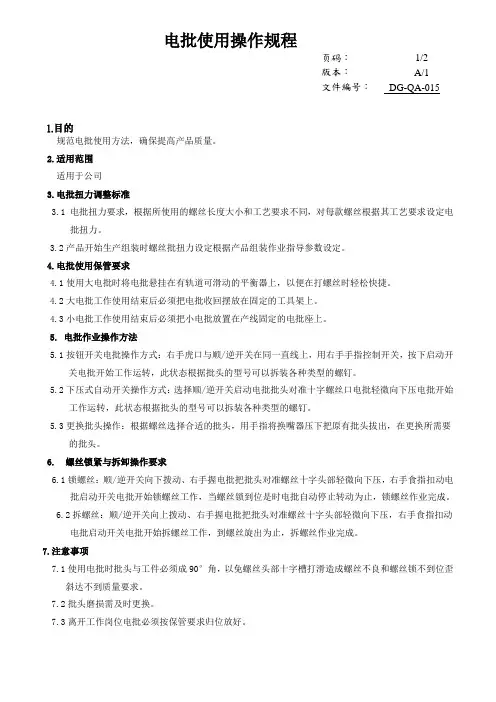
文件編号:DG-QA-0151.目的规范电批使用方法,确保提高产品质量。
2.适用范围适用于公司3.电批扭力调整标准3.1 电批扭力要求,根据所使用的螺丝长度大小和工艺要求不同,对每款螺丝根据其工艺要求设定电批扭力。
3.2产品开始生产组装时螺丝批扭力设定根据产品组装作业指导参数设定。
4.电批使用保管要求4.1使用大电批时将电批悬挂在有轨道可滑动的平衡器上,以便在打螺丝时轻松快捷。
4.2大电批工作使用结束后必须把电批收回摆放在固定的工具架上。
4.3小电批工作使用结束后必须把小电批放置在产线固定的电批座上。
5.电批作业操作方法5.1按钮开关电批操作方式:右手虎口与顺/逆开关在同一直线上,用右手手指控制开关,按下启动开关电批开始工作运转,此状态根据批头的型号可以拆装各种类型的螺钉。
5.2下压式自动开关操作方式:选择顺/逆开关启动电批批头对准十字螺丝口电批轻微向下压电批开始工作运转,此状态根据批头的型号可以拆装各种类型的螺钉。
5.3更换批头操作:根据螺丝选择合适的批头,用手指将换嘴器压下把原有批头拔出,在更换所需要的批头。
6.螺丝锁紧与拆卸操作要求6.1锁螺丝:顺/逆开关向下拨动、右手握电批把批头对准螺丝十字头部轻微向下压,右手食指扣动电批启动开关电批开始锁螺丝工作,当螺丝锁到位是时电批自动停止转动为止,锁螺丝作业完成。
6.2拆螺丝:顺/逆开关向上拨动、右手握电批把批头对准螺丝十字头部轻微向下压,右手食指扣动电批启动开关电批开始拆螺丝工作,到螺丝旋出为止,拆螺丝作业完成。
7.注意事项7.1使用电批时批头与工件必须成90°角,以免螺丝头部十字槽打滑造成螺丝不良和螺丝锁不到位歪斜达不到质量要求。
7.2批头磨损需及时更换。
7.3离开工作岗位电批必须按保管要求归位放好。
文件編号:DG-QA-015 8.电批扭力参考表。
用量
1
项次工治具名称用量项次工治具名称用量项次辅料名称用量
修订日期版本1静电手环12电批扭力测试仪
13
电源线
1
制作:
确认:核准:
修订记录
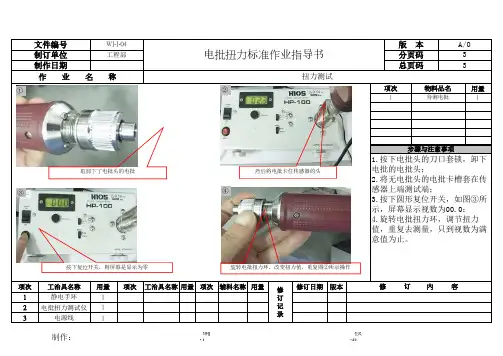
1.按下电批头的刀口套锁,卸下电批的电批头;
2.将无电批头的电批卡槽套在传感器上端测试端;
3.按下圆形复位开关,如图③所示,屏幕显示视数为00.0;
4.旋转电批扭力环,调节扭力值,重复去测量,只到视数为满意值为止。
电批扭力标准作业指导书
步骤与注意事项
修 订 內 容
项次
物料品名
1
待测电批
制作日期
总页码
3
作 业 名 称
扭力测试
文件编号WI-I-04版 本A/0制订单位工程部
分页码3取卸下了电批头的电批
然后将电批卡住传感器的头
按下复位开关,则屏幕是显示为零旋转电批扭力环,改变扭力值,重复图②所示操作
①
②
③
④。
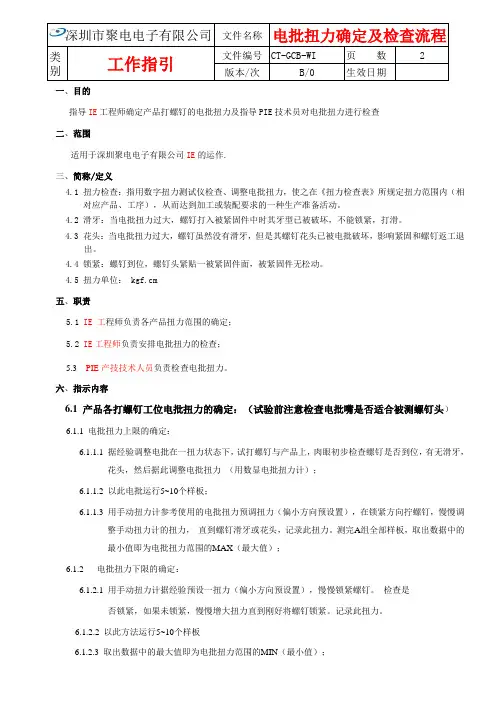
一、目的指导IE工程师确定产品打螺钉的电批扭力及指导PIE技术员对电批扭力进行检查二、范围适用于深圳聚电电子有限公司IE的运作.三、简称/定义4.1 扭力检查:指用数字扭力测试仪检查、调整电批扭力,使之在《扭力检查表》所规定扭力范围内(相对应产品、工序),从而达到加工或装配要求的一种生产准备活动。
4.2 滑牙:当电批扭力过大,螺钉打入被紧固件中时其牙型已被破坏,不能锁紧,打滑。
4.3 花头:当电批扭力过大,螺钉虽然没有滑牙,但是其螺钉花头已被电批破坏,影响紧固和螺钉返工退出。
4.4 锁紧:螺钉到位,螺钉头紧贴一被紧固件面,被紧固件无松动。
4.5 扭力单位: kgf.cm五、职责5.1 IE 工程师负责各产品扭力范围的确定;5.2 IE工程师负责安排电批扭力的检查;5.3 PIE产技技术人员负责检查电批扭力。
六、指示内容6.1 产品各打螺钉工位电批扭力的确定:(试验前注意检查电批嘴是否适合被测螺钉头)6.1.1 电批扭力上限的确定:6.1.1.1 据经验调整电批在一扭力状态下,试打螺钉与产品上,肉眼初步检查螺钉是否到位,有无滑牙,花头,然后据此调整电批扭力(用数显电批扭力计);6.1.1.2 以此电批运行5~10个样板;6.1.1.3 用手动扭力计参考使用的电批扭力预调扭力(偏小方向预设置),在锁紧方向拧螺钉,慢慢调整手动扭力计的扭力,直到螺钉滑牙或花头,记录此扭力。
测完A组全部样板,取出数据中的最小值即为电批扭力范围的MAX(最大值);6.1.2 电批扭力下限的确定:6.1.2.1 用手动扭力计据经验预设一扭力(偏小方向预设置),慢慢锁紧螺钉。
检查是否锁紧,如果未锁紧,慢慢增大扭力直到刚好将螺钉锁紧。
记录此扭力。
6.1.2.2 以此方法运行5~10个样板6.1.2.3 取出数据中的最大值即为电批扭力范围的MIN(最小值);6.1.3 综合即得电批扭力的SPEC范围(MIN ~ MAX)。
如有相关行业或国际/国家标准,可以参考进行(客户特别要求除外)。
电批扭力管理办法
1、目的:确保电批在使用过程中具有最佳的扭力,保证产品质量,避免造成物料的损坏;
2、范围:公司生产作业工位打入螺钉的电批;
3、权责:
3.1 技术中心:负责生产作业工位打入螺钉电批扭力范围的制定;
3.2 制造部设备组:负责生产作业工位打入螺钉电批扭力的测试和记录的保存;
3.3 QA:负责生产作业工位打入螺钉电批扭力测试情况的稽核;
4、定义:无
5、作业内容:
5.1 技术中心确定相关机种和产品相关工位打入螺钉电批扭力以及误差范围;
5.2 技术中心制作首版作业指导书和制造部工艺人员修订作业指导书时明确规范和说明
电批扭力以及误差范围;
5.3 各制造部设备组自行确定电批扭力测试人员,每天在各拉线的打入螺钉工位的电批
使用或更换作业内容前用扭力测试仪测试电批扭力的大小,如扭力大小在作业指导书规定的范围内,则通知电批使用人员可以开始作业,并在《电批扭力测试记录表》相应位置填写测量扭力数据,且以上数值单位为Kgf.cm,如所测试的扭力不在作业指导书规定的范围内,则扭力测试人员可以对电批的扭力进行调整,直到所测试的扭力符合作业指导书的要求方可使用,否则在《电批扭力测试记录表》上的相应位置打“X”,并报送制造部设备组人员进行调整;
5.4 扭力测试合格后,测试人员应用不干胶标签贴在电批调节旋钮和电批主体的交界处,
并写明扭力的测试数值,防止电批调节旋钮转动造成扭力变动;
5.5 电批使用人员应保持标签的完好;
5.6 除测试记录人员外,其他任何人不得随便调整电批的扭力,但可以提出测试或调整
建议;
6、相关文件:
《WI-TE3-0062设备维护保养、维修管理规定A》
7、使用表单:
《电批扭力测试记录表》
8、附件:无。
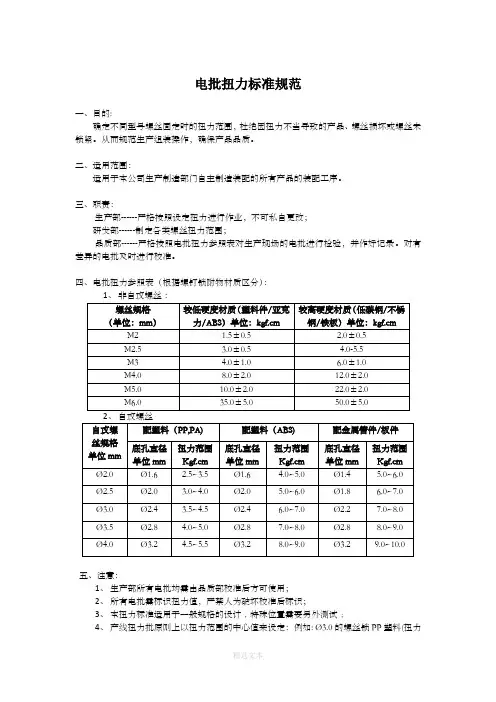
电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。
电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分)
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计,特殊位置需要另外测试;
4、产线扭力批原则上以扭力范围的中心值来设定:例如:?3.0的螺丝锁PP塑料(扭力范围:3.5~4.5Kgf.cm),产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如:?3.0的螺丝锁PP塑料(扭力范围
3.5~
4.5Kgf.cm),品管应将定扭力计设定为 3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际
情况酌情调整扭力值,不可自行调整。
电批风批扭力测试仪安全操作及保养规程电批、风批和扭力测试仪是常见的电动工具,在工业领域中被广泛使用。
因为它们可以有效地提高工作效率和准确度,但是如果不加以正确操作和保养,这些工具可能会对工人造成危害。
因此,本文将介绍电批、风批和扭力测试仪的安全操作和保养规程,以确保工人的安全和设备的正常运行。
电批的安全操作和保养安全操作1.在使用电批之前,确认电源线和插头处于良好状态,并且插头与插座匹配。
2.禁止在潮湿和易燃的环境中使用电批。
3.在使用电批之前,应检查螺丝刀头是否松动、是否有损坏,为了避免过多的磨损,应正确选择螺丝刀头。
4.使用电批时,应确保平稳的操作,不可暴力使用或施力方向错误,避免超出其可扭矩范围。
5.在使用完电批后,清洁设备,避免灰尘和脏物进入电机内部。
保养规程1.定期检查电批转子和电刷的磨损情况,并加以更换。
2.清洁电批的外壳,使用棉布(或棉棒)蘸上少许汽油清除外壳的污渍。
3.不要将电批长时间存放在高湿度、酸性、碱性环境中,为了避免锈蚀和损坏,建议使用干燥的地方存放。
风批的安全操作和保养安全操作1.在操作之前,保证风批连通、线路接正,安全保护措施到位。
2.严禁将风批戳刺到人体上、将手指或其他物品伸入风批进气口、将风批反过来使用、超出其工作范围(转速)。
3.风批使用时,需要采取安全措施,建议使用耳塞、护目镜或口罩。
4.当风批使用过程中出现异常响声、异味、火花或其他异常现象,应立刻停止使用,检查缺陷,未修复前禁止使用。
5.不要让未经培训或未获得适当授权的人员使用风批。
保养规程1.风批内部应定期清洁,避免灰尘和脏物在元器件之间形成导电路或短路。
2.清洁风批的外壳,使用棉布(或棉棒)蘸上少许汽油清除外壳的污渍。
3.风批在使用时会产生较多的热量,因此需要定期检查风批的散热器和风扇是否运转正常。
4.风批使用需要纯净的空气,如果经常在灰尘严重的环境或工作面上操作,内部过滤器应定期清洁或更换。
扭力测试仪的安全操作和保养安全操作1.在使用扭力测试仪之前,应检查设备是否良好,操作人员需熟悉设备的安全工作原理和操作规程。
1.0目的规范电批使用方法,确保和提高产品质量、满足客户需求。
2.0范围:本规范适用于本公司生产部电批管理,各种产品螺纹连接装配的使用操作,以及作为制作工艺文件、现场工艺控制、生产螺纹连接工具配备的依据,同时,也可以作为检验产品连接可靠性实验的参考。
3.0职责:作业员负责,生产组长、生产线PE、IPQC及工艺人员监督。
4.0说明:4.1力矩在螺纹连接中,为达到一定预紧力而通过装配工具,施加在螺纹紧固件上的力度.表示相同意思的称谓有: 扭矩、扭力。
4.2力矩国际单位为“牛顿·米”(N·m),工程单位为“千克力·米”(kgf.cm),换算关系:98N.m=10kgf.cm(我司生产中一般以kgf.cm为单位)。
4.3电批:常用和称谓有电批、电动起子、电动螺钉旋具等。
4.4电批批头:安装于电批上,常用称谓有起子头、电批咀等。
4.5批头根据其头部形状不同:有十字批头、一字批头、六角批头、套筒批头、六角花型批头等。
5.0正文:5.1 本规范目的在于从装配角度去控制螺纹连接的可靠和防锈,装配可靠性的控制在于保证足够的预紧力,下面就影响螺纹连接可靠的装配要素及各要素的控制方法加以详细说明。
5.1.1紧固力矩是影响螺纹连接可靠性最主要因素,选择适当的紧固力矩是保证预紧力和防止螺纹紧固件机械损伤的关键。
5.1.2紧固件扭力大小的确定主要由以下因素制约:螺纹紧固件公称直经是影响紧固力矩最主要的因素,要在其他条件相同的性况下,公称直经越大,所需紧固力矩也越大。
5.1.3螺纹紧固件与连接件之间结合面的润滑程度和粗糙度紧固扭矩主要同三部份组成,50%用来克服螺纹紧固件和螺纹连接件结合面之间的摩擦力矩;40%用来克服螺纹副之间的摩擦力矩,其余10%用来克服螺纹副之间的反拧力矩。
5.1.4可见结合面之间的粗糙度和润滑程度也直接影响紧固力矩的大小,保证足够的预紧力,对粗糙结合面的连接,应使用较大紧固力矩;而对于光滑结合面,就可使用较小紧固力矩。
宜昌环高乐器制造(宜昌)有限公司
电批使用规范
文件编号:20111028
版本: 01 页码:1/4
编 写 审 核 审 核 批 准
签名
签章
日期
生效日期 版本 变更说明 编写
2011年10月28 01
电批使用规范
文件编号:
版本: 页码:2/4
注:文件编写人员必须在要求执行的相关部门的方框内打“√”,不需要执行的部门在方框内打
“×”。审批栏由部门主管填写。
文 件 审 批 通 知 单
部 门 是否适用 审 批 部 门 是否适用 审 批
总经理 签名: 签章: 日期: 年 月 日 油漆车间 签名: 签章:
日期: 年 月 日
管理者代表 签名: 签章: 日期: 年 月 日 音源车间 签名: 签章:
日期: 年 月 日
生产部 签名: 签章: 日期: 年 月 日 总装车间 签名: 签章:
日期: 年 月 日
质控部 签名: 签章: 日期: 年 月 日 销售部 签名: 签章:
日期: 年 月 日
技术部 签名: 签章: 日期: 年 月 日 采购部 签名: 签章:
日期: 年 月 日
行政部 签名: 签章: 日期: 年 月 日 财务部 签名: 签章:
日期: 年 月 日
工程部 签名: 签章: 日期: 年 月 日 物资管理部 签名: 签章:
日期: 年 月 日
木壳车间 签名: 签章: 日期: 年 月 日 签名: 签章:
日期: 年 月 日
电批使用规范
文件编号:
版本: 页码: 3/4
变更时间 变更频次 变更记录 编写
审核
审核
1. 目的:
规范电批的使用方法,确保和提高产品质量,满足客户需求。
2. 适用范围:
本规范适用于环高和金宝乐器生产部所有电批管理,各种螺钉和部件连接的使用操作,以及制作工艺和工艺控
制,也可以作为检验产品连接可靠性的实验。
3、职责:
操作者:按照电批扭力大小严格执行扭力管理规定,不得违反扭力控制表;
组 长:负责对产线电批扭力大小的控制和监督;
质控部:品质过程控制中对电批扭力的控制检查。
4,要求:针对不同型号电批和不同螺钉大小以及不同螺钉纹选择不同的批头。工作中常用的是一字螺钉(批头)
和十字螺钉(批头),还有其它型号批头这里不做详细叙述。下表是根据总装车间不同工位、不同电批测出的实际
电批扭力挡位。
UP
序号 工序 电批型号 档位范围 要求档位
1 踏脚安装 BOSCH 1-25 14
2 长身安装 BOSCH 1-5 5
3 下装 BOSCH 电动电批400W ——
4 摆脚 BOSCH 1-5 3
5 键盘 BOSCH 电动电批400W ——
6 沙扶档 BOSCH 1-5 2
7 铰链 BOSCH 1-25 7
8 顶盖支撑 BOSCH 1-25 9
9 谱架 BOSCH 1-25 5
10 座盖 BOSCH 1-25 8
11 座盖垫块 BOSCH 1-25 14
12 AT18的顶盖 BOSCH 1-5 3
13 键盖缓降 BOSCH 1-25 10
14 U型卡座 BOSCH 1-25 10
15 上锁档 BOSCH 1-25 6
16 AT系列下门 BOSCH 1-5 4
17 键侧木 BOSCH 1-25 5
18 压键档 BOSCH 1-25 5
19 下门装饰网 BOSCH 1-25 7
GP
电批使用规范
文件编号:
版本: 页码: 4/4
变更时间 变更频次 变更记录 编写
审核
审核
工序 电批型号 档位范围 要求档位
1 制造音器 BOSCH 1-25 11
2 调节钮螺丝 HITACH 5
3 击弦机总档螺丝 手工
4 支杆座架 BOSCH 1-5 4
5 长铰链螺丝 BOSCH 1-5 2
6 顶盖铰链 BOSCH 1-25 7
7 琴轮 BOSCH 电动电批400W ——
8 前框护木 BOSCH 1-25 7
9 锁挡螺丝 BOSCH 1-25 13
10 摇盖螺丝 BOSCH 1-25 5
11 谱架导轨螺丝 BOSCH 1-25
12 击弦机支架大螺丝 BOSCH HITACH 10
13 击弦机支架小螺丝 BOSCH HITACH 9
14 键侧木螺丝 BOSCH HITACH 7
15 限位固定块 BOSCH HITACH 11
5,规范电批力度的好处:
5.1:对于过程操作起到作业标准化的指引,规范操作规程,完善过程品质控制作业指导;
5.2:对于任何员工在使用电批过程中起到指导作用,不会因为人员更替造成经验流失;
5.3:防止人为操作不当引起的返工修理,部件和工具本身的损坏报废;
5.4:快速有效提高工作效率,工作中与规定有差异的情况下可以实际情况进行调整并更改程序文件,做到有
条例可循。
6,备注:根据电批的使用情况,连接件的变化差异,可以适当调整电批档位上下一档以满足实际生产需要。