发热保温冒口工艺体现
- 格式:pdf
- 大小:141.71 KB
- 文档页数:2
发热保温冒口的保温原理发热保温冒口由轻质发热保温材料制作而成,配合高发热值而且对合金不造成污染的发热剂,确保其具有高效的补缩性能。
其发气量低,透气性好,耐火度高使得回炉料清洁。
该高效发热保温冒口套,密度低,强度和韧性较好,特别适用于中大型铸铁、铸钢及多种造型工艺,产品分为直筒、椭圆形、缩颈、斜颈等类别,并可以提供对应的冒口盖。
保温材料和发热材料最佳配比,生产出冒口保温发热剂。
应用于明冒口金属液表面瞬间覆盖并燃烧发出热量,能有效地降低金属液表面热辐射、热对流, 减小热传导而产生的热损失。
正确使用可以改善冒口收缩形状, 使得冒口缩面呈平锅底状, 有效地防止了尖锥状缩面和中心缩管的形成, 可以增大冒口补缩效果和安全距离。
适用于铸钢、球铁、灰铁等铸件的明冒口和砂型普通冒口,也同样适用于中转包金属液发热保温,冒口保温发热覆盖剂所有的铸造用户都意识到在能生产出完美的铸件前提下,将冒口寸降低到最小的必要性,因为大的冒口通常意味着较低的得料率。
发热保温冒口保温不好导致热量从冒口顶部散失到空气中。
热量将很快消失,而冒口侧面被硅砂或都保温冒口套包裹,故热量散失比顶部慢,在凝固时会形成“V”形缩口,影响冒口补缩效率。
同时冒口的过早凝固会导致结壳,影响铸件内的气体析出和夹渣的上浮导致废品率的上升。
毅航小编接下来给大家说说发热保温冒口作用原理:发热保温冒口在不使用保温冒品套的情况下,通过自身的保温和发热增加冒口热量补给,明显延长冒口顶部结壳时间,使冒口中的金属液长时间处在大气压力作用下,随着型腔内的金属液的凝固收缩,冒口处的金属回补,形成补缩。
同时有利于铸件中气体的析出和夹杂特上浮。
发热保温冒口可以给用户带来的效益:一、减少了冒保温套的使用,节约成本;二、使铸件内的气体逐渐析出和夹渣的上浮,除低铸件因气孔和夹渣的废品率,提升综合效益。

保温冒口生产工艺
保温口罩的生产工艺分为以下几个步骤:
1. 材料准备:根据产品要求选择合适的材料。
常见的保温口罩材料有保温织物、过滤材料、细纤维布料等。
将这些材料准备好,并根据生产需求进行裁剪和整理。
2. 缝纫工艺:将准备好的材料按照设定的尺寸和形状进行缝纫。
这一步骤通常需要使用缝纫机进行操作,将不同的材料进行拼接、裁剪、翻边等处理。
3. 细节加工:在缝纫工艺的基础上,对口罩进行细节加工。
这包括将鼻梁条与口罩绑定、加入耳带等。
鼻梁条通常使用铝丝或塑料条,在口罩顶端和两侧的边缘内嵌入,以提供更好的密封性和贴合度。
耳带通常使用橡胶或弹性绳带,将其缝制在口罩两侧,以便佩戴者戴上口罩。
4. 接口处理:口罩边缘和接口部分需要进行特殊处理,以提供更好的耐用性和舒适度。
这包括缝边、贴边、热熔等工艺。
5. 检测和包装:生产完成后,需要对口罩进行质量检测。
这包括检查缝纫是否牢固、口罩大小规范是否符合要求等。
合格的口罩经过检测后,会按照规定的包装要求进行包装,然后可以进行出货。
需要注意的是,保温口罩作为一种特殊用途口罩,其生产工艺还需要符合相关的标准和要求。
对于不同的口罩品牌和型号,
生产工艺会有所不同。
因此,在生产过程中,需要根据产品要求和质量标准进行操作,并不断进行工艺优化和改进,以确保生产出的口罩具备良好的保温性能和使用体验。
最后,需要强调的是,生产过程中必须严格遵守相关法律法规和环境保护要求,确保生产过程安全环保。
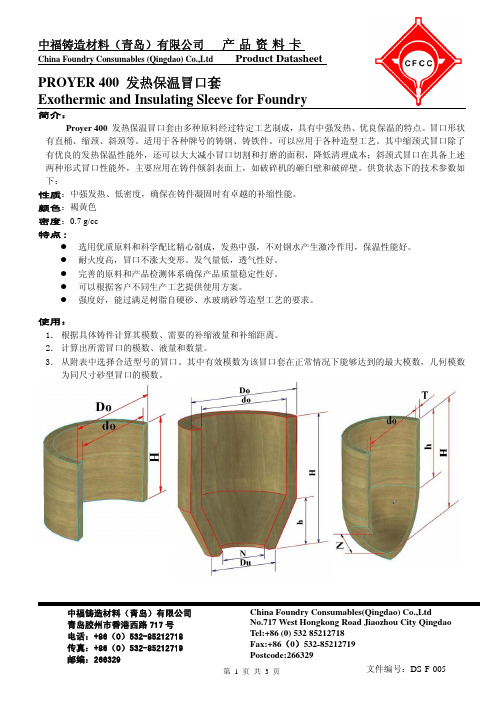
PROYER 400 发热保温冒口套Exothermic and Insulating Sleeve for FoundryChina Foundry Consumables(Qingdao) Co.,Ltd No.717 West Hongkong Road Jiaozhou City Qingdao Tel:+86 (0) 532 85212718 Fax:+86(0)532-85212719 中福铸造材料(青岛)有限公司 青岛胶州市香港西路717号 电话:+86(0)532-85212718 简介:Proyer 400 发热保温冒口套由多种原料经过特定工艺制成,具有中强发热、优良保温的特点。
冒口形状有直桶、缩颈、斜颈等。
适用于各种牌号的铸钢、铸铁件。
可以应用于各种造型工艺。
其中缩颈式冒口除了有优良的发热保温性能外,还可以大大减小冒口切割和打磨的面积,降低清理成本;斜颈式冒口在具备上述两种形式冒口性能外,主要应用在铸件倾斜表面上,如破碎机的砸臼壁和破碎壁。
供货状态下的技术参数如下:性质:中强发热、低密度,确保在铸件凝固时有卓越的补缩性能。
颜色:褐黄色 密度:0.7 g/cc 特点:z 选用优质原料和科学配比精心制成,发热中强,不对钢水产生激冷作用,保温性能好。
z 耐火度高,冒口不涨大变形。
发气量低,透气性好。
z 完善的原料和产品检测体系确保产品质量稳定性好。
z 可以根据客户不同生产工艺提供使用方案。
z强度好,能过满足树脂自硬砂、水玻璃砂等造型工艺的要求。
使用:1. 根据具体铸件计算其模数、需要的补缩液量和补缩距离。
2. 计算出所需冒口的模数、液量和数量。
3. 从附表中选择合适型号的冒口。
其中有效模数为该冒口套在正常情况下能够达到的最大模数,几何模数为同尺寸砂型冒口的模数。
PROYER 400 发热保温冒口套Exothermic and Insulating Sleeve for FoundryChina Foundry Consumables(Qingdao) Co.,Ltd No.717 West Hongkong Road Jiaozhou City Qingdao Tel:+86 (0) 532 85212718 Fax:+86(0)532-85212719 中福铸造材料(青岛)有限公司 青岛胶州市香港西路717号 电话:+86(0)532-85212718Proyer 400 发热保温直桶式冒口参数表冒口规格 几何模数cm 有效模数cm 容积cc Do (mm) do (mm) H (mm) 包装(个/包)150x150 2.50 3.58 2649 195 150 150 4 180x180 3.00 4.29 4578 230 180 180 4 200x200 3.33 4.77 6280 250 200 200 4 225x225 3.75 5.36 8942 275 225 225 4 250x250 4.17 6.04 12266 305 250 250 4 275x275 4.58 6.65 16326 330 275 275 1 300x300 5.00 7.25 21195 360 300 300 1 325x163 4.07 5.90 13515 385 325 163 15.42 7.85 26948 385 325 326 350x175 4.386.13 16828 415 350 175 15.83 8.17 33657 415 350 350 375x188 4.696.57 20753 440 375 188 16.25 8.75 41369 440 375 374 400x200 5.007.00 25120 465 400 200 1 6.679.3350240465400400Proyer 400 发热保温缩颈式冒口参数表规格 几何模数 有效模数 各部尺寸 mm 容积 包装 Proyer400 RND cm CmDuN Do do Hh dm3 个/包150 2.66 3.86 1308019315018668 2.81 4 180 3.06 4.44 1358822217521283 4.27 4 200 3.48 5.04 15010025020023892 6.27 4 225 3.83 5.76 162110276225278100 9.37 4 250 4.39 6.15 183125308253296110 12.55 4 275 4.82 6.75 205137338275330120 16.62 1 300 5.23 7.32 210145360300360136 21.34 1 350 3.34 4.68 235180410350155150 9.04 1 400 3.69 5.17 260205452400170170 12.77 1 500 4.40 6.1631025056050020020023.101PROYER 400 发热保温冒口套Exothermic and Insulating Sleeve for FoundryChina Foundry Consumables(Qingdao) Co.,Ltd No.717 West Hongkong Road Jiaozhou City Qingdao Tel:+86 (0) 532 85212718 Fax:+86(0)532-85212719 中福铸造材料(青岛)有限公司 青岛胶州市香港西路717号 电话:+86(0)532-85212718Proyer 400 发热保温斜颈式冒口参数表规格 几何模数有效模数 各部名义尺寸 mm 容积包装 Proyer400 AND cmcm do T(max)T(min)H hN dm3 个/包 150 3.13 4.23 154.2 22.0 18.0 307.4 207.8 75.3 5.23 4 180 3.51 4.74 178.1 22.0 18.0 309.4 195.9 86.3 6.94 4 200 3.86 5.20 203.2 28.0 22.0 304.8 204.7 101.6 8.73 4 225 4.27 5.76 231.5 28.0 22.0 314.1 176.3 113.6 11.55 4 250 4.60 6.21 256.3 31.5 23.5 316.1 158.3 102.3 14.06 4 300 5.15 6.95 308.3 34.0 26.0 311.9 141.3 120.6 19.38 1 350 5.757.76 362.0 37.5 27.5 325.0119.8137.627.141储运: 小心轻放。

发热保温冒口套的原理发热保温冒口套是一种用于保护设备和管道冒口的保温材料,其原理是通过发热导电材料产生的热量来维持冒口的温度,以防止冒口结冻或受到严寒天气的影响。
发热保温冒口套通常由发热导电材料、保温材料和外层包覆材料组成。
发热导电材料是发热保温冒口套的关键部分,其通过导电原理将电能转化为热能。
当通电时,发热导电材料中的电阻会产生一定的电流,从而产生能量,进而转化为热能。
这种发热导电材料通常采用碳纤维、金属丝、导电碳黑等高导热材料制成。
保温材料是用来包裹发热导电材料的,以减少热量的散失。
常见的保温材料有发泡聚氨酯、聚苯乙烯泡沫、玻璃纤维布等,其具有良好的保温性能和隔热性能,能够有效地防止冒口的温度散失。
外层包覆材料主要起到保护作用,可以用于防护冒口套受到外界环境的磨损和损坏。
一般来说,外层包覆材料通常采用耐磨、耐腐蚀、防水、防火的材料,如聚脂薄膜、聚乙烯膜等。
发热保温冒口套的工作原理可以简单概括为以下几个步骤:1. 电源通电:当把电源与发热保温冒口套连接时,电能会通过发热导电材料,使其产生一定的电流。
2. 电能转化为热能:发热导电材料中的电阻会使电流通过,由于电阻的存在,电能会转化为热能,从而产生一定的热量。
3. 保温材料隔热:保温材料的存在可以减少热量的散失,有效地保持热量在冒口区域内。
4. 外层包覆材料保护:外层包覆材料可以起到保护作用,防止冒口套受到外界环境的损坏。
发热保温冒口套的主要作用是保持冒口的温度,防止其受到严寒天气的影响。
在寒冷的气候条件下,冒口容易结冰,导致管道或设备受损,影响生产效率。
通过发热保温冒口套,可以提供稳定的热量,防止冒口结冰,确保设备和管道运行的正常。
发热保温冒口套的应用范围广泛,常见于石化、化工、冶金、电力、锅炉等行业。
它不仅可以用于冒口的保温,还可以用于设备的保温、管道的保温等。
通过发热保温冒口套,不仅可以提高设备的运行效率,降低能源消耗,还能延长设备的使用寿命,减少故障率。
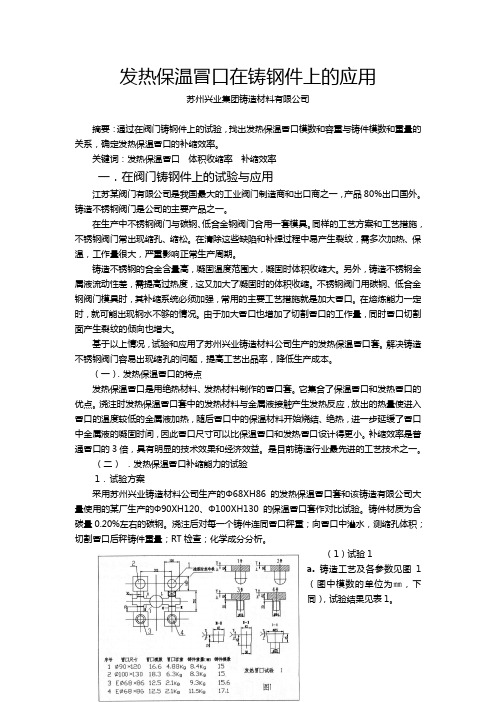
发热保温冒口在铸钢件上的应用苏州兴业集团铸造材料有限公司摘要:通过在阀门铸钢件上的试验,找出发热保温冒口模数和容重与铸件模数和重量的关系,确定发热保温冒口的补缩效率。
关键词:发热保温冒口体积收缩率补缩效率一.在阀门铸钢件上的试验与应用江苏某阀门有限公司是我国最大的工业阀门制造商和出口商之一,产品80%出口国外。
铸造不锈钢阀门是公司的主要产品之一。
在生产中不锈钢阀门与碳钢、低合金钢阀门合用一套模具。
同样的工艺方案和工艺措施,不锈钢阀门常出现缩孔、缩松。
在清除这些缺陷和补焊过程中易产生裂纹,需多次加热、保温,工作量很大,严重影响正常生产周期。
铸造不锈钢的合金含量高,凝固温度范围大,凝固时体积收缩大。
另外,铸造不锈钢金属液流动性差,需提高过热度,这又加大了凝固时的体积收缩。
不锈钢阀门用碳钢、低合金钢阀门模具时,其补缩系统必须加强,常用的主要工艺措施就是加大冒口。
在熔炼能力一定时,就可能出现钢水不够的情况。
由于加大冒口也增加了切割冒口的工作量,同时冒口切割面产生裂纹的倾向也增大。
基于以上情况,试验和应用了苏州兴业铸造材料公司生产的发热保温冒口套。
解决铸造不锈钢阀门容易出现缩孔的问题,提高工艺出品率,降低生产成本。
(一).发热保温冒口的特点发热保温冒口是用绝热材料、发热材料制作的冒口套。
它集合了保温冒口和发热冒口的优点。
浇注时发热保温冒口套中的发热材料与金属液接触产生发热反应,放出的热量使进入冒口的温度较低的金属液加热,随后冒口中的保温材料开始烧结、绝热,进一步延缓了冒口中金属液的凝固时间,因此冒口尺寸可以比保温冒口和发热冒口设计得更小。
补缩效率是普通冒口的3倍,具有明显的技术效果和经济效益。
是目前铸造行业最先进的工艺技术之一。
(二).发热保温冒口补缩能力的试验1.试验方案采用苏州兴业铸造材料公司生产的Φ68ΧH86的发热保温冒口套和该铸造有限公司大量使用的某厂生产的Φ90ΧH120、Φ100ΧH130的保温冒口套作对比试验。
发热冒口在机车铸件上的生产实践发热保温冒口在铁路机车铸钢件上的生产实践刘党库1张科峰 1 朱能山1王小芹2(1. 济南圣泉集团股份有限公司; 2. 北方重工集团)摘要在本文中,介绍了圣泉发热保温冒口的特点,并在铁路机车铸件上进行了生产实践。
结果表明:发热保温冒口具有高效的发热和保温性能,能大大减小冒口尺寸,提高铸件工艺出品率,减小清理和修补工作量。
关键词发热保温冒口;低合金铸钢件Production Practice of Insulating and Exothermic Riser to the low Alloy SteelCasting for Railway LocomotiveLiu Dangku1Zhang Kefeng1Zhu Nengshan1Wang Xiaoqin2(1. Jinan Shengquan Group; 2. Northern Heavy Industries Group)Abstract: The paper introduced the characteristics of insulating and exothermic riser. Practices have been carried out in railway locomotive casting. Results showed that heating and insulation properties of the I nsulating and Exothermic riser were efficient, which can greatly reduce the riser size, improve casting process yield, reduce the workload of cleaning and repair.Key words insulating and exothermic riser;low alloy steel cast自改革开放以来,中国国民经济持续高速增长,中国已连续9年铸件产量位居世界第一,成为名符其实的铸造生产大国。
发热保温冒口在铸件补缩工艺上的应用
铸造是一种重要的制造工艺,广泛应用于各个领域。
在铸造过程中,由于铸件的凝固收缩,往往会出现缩孔、气孔等缺陷,影响铸件的质量。
为了解决这些问题,人们发明了各种补缩工艺,其中发热保温冒口是一种常用的方法。
发热保温冒口是指在铸造过程中,将一定量的铸造材料放置在铸件上方,通过加热使其熔化,形成一定高度的液态金属,起到保温作用,防止铸件凝固收缩过快,从而减少缩孔、气孔等缺陷的产生。
发热保温冒口的应用可以有效地改善铸件的质量,提高生产效率。
具体来说,它可以实现以下几个方面的优化:
1. 减少缩孔、气孔等缺陷的产生。
发热保温冒口可以使铸件凝固收缩过程更加均匀,减少缩孔、气孔等缺陷的产生,从而提高铸件的质量。
2. 提高铸件的密度。
发热保温冒口可以使铸件凝固收缩过程更加缓慢,从而使铸件的密度更加均匀,提高铸件的质量。
3. 提高生产效率。
发热保温冒口可以使铸件凝固收缩过程更加稳定,减少了铸件的修补次数,从而提高了生产效率。
4. 降低生产成本。
发热保温冒口可以减少铸件的缺陷率,从而减少了铸件的废品率,降低了生产成本。
发热保温冒口在铸件补缩工艺上的应用是非常重要的。
它可以有效地改善铸件的质量,提高生产效率,降低生产成本。
因此,在铸造过程中,应该充分发挥发热保温冒口的作用,以获得更好的铸件质量和更高的生产效率。
发热保温冒口工艺体现
发热保温冒口,是在制作冒口时加入一定量的铝热剂,助熔剂,氧化剂与上述绝热保温材料而成。
发热同时兼具保温功能。
浇铸时,冒口在680度左右被迅速点燃燃烧,此时放出的热量使其冒口内铁液温度升高,使冒口内金属液凝固时间变长,延长补缩时间,提高冒口对铸件的补缩效率。
发热保温冒口工艺的体现主要是在使用中,这里举例说明如下,在铸造生产R48T船用柴油机轴承座时,采用直浇道、横浇道、内浇道组合的浇注系统,内浇道上部放置1只直径300mm的保温冒口,由于金属液进入型腔时的高温气流使保温冒口物质分解剥落,回落到金属液中,随液流流至铸件本体的某些部位而形成夹杂,甚至气孔,其模拟状态经试验验证了模拟状态的真实性。
因此,在铸造工艺设计时应尽可能避免浇注系统的液流直接冲击保温冒口;对保温暗冒口加强排气措施;减轻液态气流、热辐射对保温冒口的侵蚀;对浇注速度较慢、所需浇注时间较长的铸件,也可以采用保温冒口或保温冒口刷涂料的工艺措施。
发热保温冒口是集发热和保温于一体的复合冒口。
发热保温冒口不仅具有很好的保温性能,而且其中发热材料的放热反应可有效地提高冒口套自身温度,从而延缓冒日的凝固速度,提高冒口的补缩效率。
不仅如此,就像毅航耐火材料的发热冒口还可以给用户带来很大的效益,如:
一、减少了冒保温套的使用,节约成本;
二、使铸件内的气体逐渐析出和夹渣的上浮,除低铸件因气孔和夹渣的废品率,提升综合效益;
三、冒口重量除低50%以上,工艺出品率提高10%以上,除低能耗。