FOSECO冒口规格明细
- 格式:xls
- 大小:26.50 KB
- 文档页数:1

铝合金重力铸造综述目录铝合金重力铸造综述1.概述:---------------------------------------------------42.铝合金铸件金属型重力铸造工艺技术 ------------------------5 2.1铝合金铸件金属型铸造工艺设计---------------------------52.1.1铸件浇注位置-------------------------------------------52.1.2浇冒系统---------------------------------------------52.1.3砂芯的定位方式---------------------------------------62.1.4模具工作温度-----------------------------------------62.1.5模具的结构设计---------------------------------------62.1.6 铝合金浇注温度、浇注速度----------------------------62.2铝合金金属型设计及材料---------------------------------72.2.1金属型设计及制造-------------------------------------72.2.2金属型材料-------------------------------------------72.3 铝合金重力铸造制芯工艺--------------------------------72.3.1热芯-------------------------------------------------82.3.2 壳芯------------------------------------------------82.3.3 冷芯------------------------------------------------93.铝合金铸造工艺性能--------------------------------------103.1流动性-------------------------------------------------103.2收缩性-------------------------------------------------103.2.1体收缩-----------------------------------------------113.2.2线收缩-----------------------------------------------113.3 热裂性------------------------------------------------113.4 气密性------------------------------------------------123.5铸造应力-----------------------------------------------123.5.1热应力-----------------------------------------------123.5.2相变应力---------------------------------------------123.5.3收缩应力---------------------------------------------123.6 吸气性------------------------------------------------124.金属型重力铸造的优缺点 ---------------------------------134.1优点--------------------------------------------------134.2 缺点--------------------------------------------------135.金属型铸件常见缺陷及预防 ------------------------------135.1 针孔------------------------------------------------135.2 气孔------------------------------------------------145.3氧化夹渣--------------------------------------------145.4 热裂------------------------------------------------145.5疏松-------------------------------------------------146.铝合金金属型铸造设备及自动化 --------------------------156.1金属型铸造设备---------------------------------------156.2金属型铸造自动化生产线-------------------------------15 6.3 主要重力铸造设备介绍 -----------------------------156.3.1 J34-6水平重力铸造机------------------------------156.3.2 倾转式重力铸造机---------------------------------166.3.3 Loramendi制芯机--------------------------------16~197.铝合金铸件典型工艺介绍--------------------------------197.1 铝合金薄壁件---------------------------------------197.1.1复杂铝合金薄壁件的基本概念及特征------------------197.1.2 有色合金复杂薄壁件成型的基本要求------------------207.2 TA1铝缸盖铸造工艺探讨-----------------------------21参考文献------------------------------------------------221、概述:从近几年全球工业发展来看,轿车工业是铸造工业的最大用户。
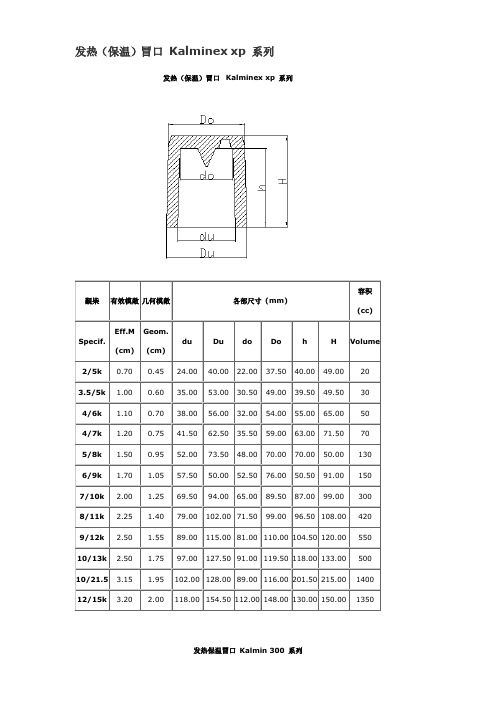
发热(保温)冒口Kalminex xp 系列发热(保温)冒口Kalminex xp 系列覲枈有效模敞几何模敞各部尺寸(mm)容积(cc)Specif.Eff.M(cm)Geom.(cm)du Du do Do h H Volume2/5k0.70 0.45 24.00 40.00 22.00 37.50 40.00 49.00 20 3.5/5k 1.00 0.60 35.00 53.00 30.50 49.00 39.50 49.50 30 4/6k 1.10 0.70 38.00 56.00 32.00 54.00 55.00 65.00 50 4/7k 1.20 0.75 41.50 62.50 35.50 59.00 63.00 71.50 70 5/8k 1.50 0.95 52.00 73.50 48.00 70.00 70.00 50.00 130 6/9k 1.70 1.05 57.50 50.00 52.50 76.00 50.50 91.00 150 7/10k 2.00 1.25 69.50 94.00 65.00 89.50 87.00 99.00 300 8/11k 2.25 1.40 79.00 102.00 71.50 99.00 96.50 108.00 420 9/12k 2.50 1.55 89.00 115.00 81.00 110.00 104.50 120.00 550 10/13k 2.50 1.75 97.00 127.50 91.00 119.50 118.00 133.00 500 10/21.5 3.15 1.95 102.00 128.00 89.00 116.00 201.50 215.00 1400 12/15k 3.20 2.00 118.00 154.50 112.00 148.00 130.00 150.00 1350发热保温冒口Kalmin 300 系列冒口规格 有效模数 cm 几何模数 cm 容积 cc Do do HSpecificationEffectiveModulus GeometricModulus Volume mm mm mm直桶式冒口Kalmin 300 CylinderKalmin 300 150x150 3.58 2.50 2649 195 150 150 Kalmin 300 180x180 4.29 3.00 4578 230 180 180 Kalmin 300 200x200 4.77 3.33 6280 250 200 200 Kalmin 300 225x225 5.36 3.75 8942 275 225 225 Kalmin 300 250x250 6.04 4.17 12266 305 250 250 Kalmin 300 275x275 6.65 4.58 16326 330 275 275 Kalmin 300 300x300 7.25 5.00 21195 360 300 300 Kalmin 300 325x1635.90 4.07 13515 385 325 1637.85 5.42 26948 385 325 325 Kalmin 300 350x1756.13 4.38 16828 415 350 1758.17 5.83 33657 415 350 350 Kalmin 300 375x1886.57 4.69 20753 440 375 1888.75 6.25 41396 440 375 375 Kalmin 300 400x2007.00 5.00 25120 465 400 2009.33 6.67 50240 465 400 400 Kalmin 300 450x1506.21 4.50 23844 515 450 150 8.87 6.43 47689 515 450 30010.35 7.50 71533 515 450 450 Kalmin 300 500x1676.71 5.01 32774 565 500 167 9.587.15 65548 565 500 33411.178.3398125 565 500 500Kalmin 300 550x1847.28 5.51 43693 620 550 18410.39 7.87 87386 620 550 36812.10 9.17 130604 620 550 550 Kalmin 300 600x2007.80 6.00 56520 670 600 20011.14 8.57 113040 670 600 40013.00 10.00 169560 670 600 600Kalmin 300 缩颈冒口冒口规格有效模数cm几何模数cm各部位尺寸Dimensions容积Du N Do do H h Volumemm mm mm mm mm mm dm3Kalmin 300 RND 80 1.99 1.37 70 39 100 78 100 27 0.42 Kalmin 300 RND 150 3.71 2.56 120 74 192 147 192 68 2.78 Kalmin 300 RND 180 4.33 2.98 132 88 222 175 222 90 4.44 Kalmin 300 RND 200 4.93 3.40 150 100 250 200 250 100 6.54 Kalmin 300 RND 225 5.54 3.82 160 113 278 225 278 110 9.32 Kalmin 300 RND 250 5.99 4.28 180 126 310 252 310 120 12.96 Kalmin 300 RND 3007.08 5.06 210 150 360 300 360 140 21.31 Kalmin 300 RND 3508.31 5.94 240 178 410 355 410 155 34.19Kalmin 300 斜颈式冒口American SpecificationChinaSpecification几何模数(cm)有效模数(cm)容积(dm3 )各部尺寸Dimensions (mm)Geo.Mod (cm)Eff.Mod.(cm)Volume(dm3 )D H h NTminTmaxKmx 2000AND7x3.5x12 Kalmin 300AND 1803.464.67 6675 177.8 304.8 217.70 88.9 12.7 17.5Kmx 2000 AND 8x4x12 Kalmin 300AND 2003.83 5.17 8588 203.2 304.8 204.70 101.6 12.7 17.5Kmx 2000AND9x4.5x12 Kalmin 300AND 2254.155.60 10663 228.6 304.8 192.00 114.3 19.1 23.9Kmx 2000 AND 10x4x12 Kalmin 300AND 2504.46 6.02 12787 254.0 304.8 224.50 101.6 19.1 23.9Kmx 2000AND 12x4.8x12 Kalmin 300AND 3005.046.80 18234 304.8 304.8 153.90 121.9 19.1 23.9Kmx 2000AND 14x5.6x12 Kalmin 300AND 3505.5 7.43 24002 355.6 304.8 128.50 142.2 19.1 23.9发热保温冒口盖发热保温冒口盖型号D d A B C M N T Kalminex xp cap 150D 180 150 30 5 30 30 20 20 Kalminex xp cap 180D 230 180 30 5 30 37.5 22 25 Kalminex xp cap 200D 250 200 30 5 30 42.5 24 25 Kalminex xp cap 225D 275 225 30 5 30 48.8 26 25 Kalminex xp cap 250D 305 250 30 5 30 55 28 25 Kalmin 300 cap 275D 330 275 35 5 35 60 30 30 Kalmin 300 cap 300D 360 300 35 5 35 66.3 32 30 Kalmin 300 cap 325D 385 325 40 5 40 71.3 34 35 Kalmin 300 cap 350D 415 350 40 5 40 77.5 36 35 Kalmin 300 cap 375D 440 375 40 5 40 83.8 38 35 Kalmin 300 cap 400D 465 400 40 5 40 90 40 35 保温板Kalboard适用于大型铸件的柔性保温板,具有不受冒口形状、尺寸限制的优点。

铸铁件冒口设计手册诸葛胜福士科铸造材料(中国)有限公司铸铁冒口设计手册一、概述冒口是一个个储存金属液的空腔。
其主要作用是在铸件成形过程中提供由于体积变化所需要补偿的金属液,以防止在铸件中出现的收缩类型缺陷(如图1和图2所示),而这些需要补偿的体积变化可能有:图1 各种缩孔图2 缩孔生产图a)和冒口的补缩图b)1—一次缩孔 2—二次缩孔 3—缩松 1—缩孔 2—型腔胀大 3—铸件(虚线以内) 4—显微缩松 5—缩陷(缩凹,外缩孔)(1)铸型的胀大(2)金属的液态收缩(3)金属的凝固收缩补偿这些体积变化所需要的金属液量随着铸型和金属种类的不同而异。
此外,冒口还有排气及浮渣和非金属夹杂物的作用。
铸件制成后,冒口部分(残留在铸件上的凸块)将从铸件上除去。
由此,在保证铸件质量要求的前提下,冒口应尽可能的小些,以节省金属液,提高铸件成品率。
由此冒口的补缩效率越高,冒口将越小,铸件成品率越高、越经济。
FOSECO公司的发热保温冒口具有高达35%的补缩效率;因而,具有极高的成品率和极其优越的经济性。
在金属炉料价格飞涨的情况下,其优越性显得尤其突出。
另外,高品质发热保温冒口,及其稳定可靠的产品质量是获得高品质铸件的重要手段和可靠的质量保证。
二、铸铁的特点铸钢和铸铁都是铁碳合金,它们在凝固收缩过程中有共同之处)如凝固前期均析出初生奥氏体树枝晶,都存在着液态、凝固态和固态下的收缩),但也有不同的特点。
其根本不同之处是铸铁在凝固后期有“奥氏体+石墨”的共晶转变,析出石墨而发生体积膨胀,从而可部分地或全部抵消凝固前期所发生的体积收缩,即,具备有“自补缩的能力”。
因此在铸型刚性足够大时,铸铁件可以不设冒口或采用较小的冒口进行补缩。
灰铸铁在共晶转变过程中析出石墨,并在与枝晶间的液体直接接触的尖端优先长大,其石墨长大时所产生的体积膨胀直接作用在晶间液体上,进行“自补缩”。
对于一般低牌号的灰铁铸件,因碳硅含量高,石墨化比较完全,其体积膨胀量足以补偿凝固时的体收缩,故不需要设置冒口,只放排气口。
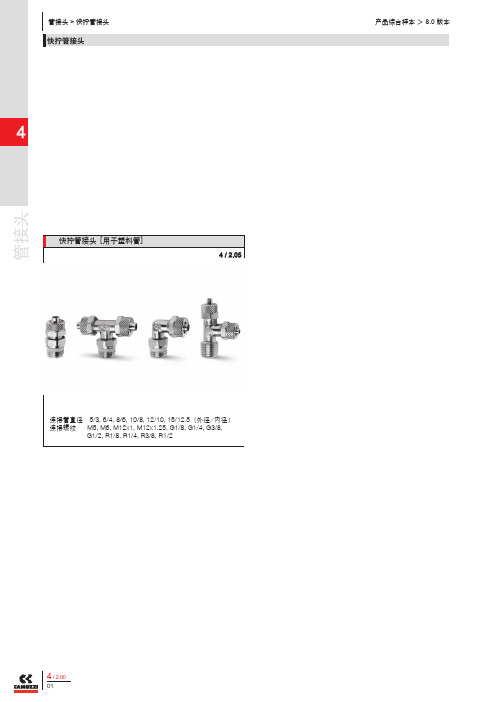
管接头连接管直径5/3, 6/4, 8/6, 10/8, 12/10, 15/12.5(外径/内径)连接螺纹 M5, M6, M12x1, M12x1.25, G1/8, G1/4, G3/8, G1/2, R1/8, R1/4, R3/8, R1/21000 系列快拧管接头 [用于塑料管]快拧管接头有 28 种不同的类型,很容易将连接管安装在管接头上,一般不需要使用扳手。
也可以使用较硬的尼龙管。
锁紧螺母可以用手旋紧,也可用扳手旋紧。
接头上的导向锥可确保管子不被意外地切断。
综合参数连接管直径 5/3, 6/4, 8/6, 10/8, 12/10, 15/12.5(外径/内径)连接螺纹 M5, M6, M12x1, M12x1.25, G1/8, G1/4, G3/8, G1/2, R1/8, R1/4, R3/8, R1/2应用示例材料镀镍黄铜,聚四氟乙烯或尼龙螺纹密封件连接螺纹英制锥管螺纹 ISO 7 (BSPT)英制圆柱管螺纹 ISO 228 (BSP)公制 M5, M6可提供 NPT 螺纹或其它公制螺纹(最低供货量请与我们的销售工程师联系)。
工作压力取决于连接管的工作压力连接管尼龙 (PA ) ; 聚乙烯 (PE ) ; 聚氯乙烯 (PVC ) ;聚氨脂 (PU )连接管直径 5/3 ~ 15/12.5(外径/内径)介质压缩空气和低压流体工作温度参见所用连接管相应参数管接头尺寸表1510 5/3-1/81510 6/4-1/81510 6/4-1/41510 6/4-3/81510 6/4-1/21510 6/4-M12x1,251510 8/6-1/8尺寸表型号连接管1511 5/3-M51511 5/3-M61511 5/3-1/81511 6/4-M51511 6/4-M61511 6/4-1/81511 6/4-1/41511 6/4-3/8尺寸表型号连接管1463 5/3-1/85/3 1463 6/4-1/86/4管接头尺寸表尺寸表尺寸表型号连接管1493 6/4-1/86/4尺寸表型号连接管1431 6/4-1/86/4管接头尺寸表型号连接管1525 6/4-1/86/4管接头尺寸表型号连接管1610 5/3-M55/3尺寸表型号A 1631 01-M5M5 1631 01-1/8G1/8 1631 01-1/4G1/4 1631 01-3/8G3/8 1631 01-1/2G1/2尺寸表1635 01-1/81635 01-1/41635 01-3/81635 01-1/21635 01-M12x1,25 1635 01-M12x1,5尺寸表1631 02-1/81631 02-1/4管接头1635 02-1/81635 02-1/41635 02-3/81635 02-1/21631 03-1/81631 03-1/41631 03-3/81580 5/31580 6/41580 8/61580 10/81580 12/101580 15/12,515/12.5连接管1590 5/31590 6/41590 8/61590 10/810/8 1590 12/1012/101590 6/4-5/36/4-5/3 1590 8/6-6/48/6-6/4尺寸表型号连接管1550 6/46/4 1550 8/68/6 1550 10/810/8 1550 12/1012/10 1550 15/12,515/12.5尺寸表型号连接管1540 5/35/3 1540 6/46/4 1540 8/68/6 1540 10/810/8 1540 12/1012/10管接头尺寸表型号连接管1600 6/46/41600 8/68/6连接管1470 6/46/41470 8/68/6尺寸表型号A 2651 1/8142651 1/418 材料:铝尺寸表型号A 2661 M3 4.92661 M582661 M692661 1/8142661 1/4182661 3/8212661 1/226尺寸表型号A 2665 1/8142665 1/4182665 3/8212665 1/226尺寸表型号A 2669 1/8142669 1/418 材料:塑料材料:塑料材料:塑料管接头尺寸表型号连接管1703 5/3-M7x0,751703 6/4-M8x0,751703 6/4-M10x11703 8/6-M12x11703 10/8-M14x110/81703 12/10-M16x112/101703 15/12,5-M20x115/12.5尺寸表型号连接管1723 6/4-M10x16/41723 8/6-M12x18/61723 10/8-M14x110/81723 12/10-M16x112/101723 15/12,5-M20x115/12.5。
常见预冲孔孔径一览表第一篇:常见预冲孔孔径一览表更多文章首页 > 文章 > 模具知识常見預沖孔孔徑一覽表字体大小:大 | 中 | 小 2007-05-09 16:16评论:0常見預沖孔孔徑一覽表料厚類型0.6 0.8 1.0 1.2 M3 1.2 1.5 1.5(1.8)1.8 M3.5 1.2 1.5 1.5(1.8)1.8 M4 1.2 1.5 1.5(1.8)1.8 #6-32 1.2 1.5 1.5(1.8)1.8 說明: 1以上攻牙形式均為無屑式.2抽牙高度:一般均取H=3P,P為螺紋距離(牙距).3.內徑:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 # 6-32 Φ3.10文章出处:来源于互联网第二篇:常见标准代号一览表中国标准: CB-中国船舶行业标准CH-中国测绘行业标准CJ-中国城镇建设行业标准 CY-中国新闻出版行业标准DA-中国档案工作行业标准 DB-中国农机工业标准 DJ-中国电力工业标准 DL-中国电力建设行业标准 DZ-中国地质矿产行业标准 EJ-中国核工业行业标准 FZ-中国纺织行业标准GB-中国国家强制性标准GB/T-中国推荐性国家标准GJB-中国国家军用标准GY-中国广播电影电视行业标准GA-中国公共安全行业标准HB-中国航空工业行业标准HG-中国化工行业标准HJ-中国环境保护行业标准 HY-中国海洋工作行业标准JB-中国机械行业(含机械、电工、仪器仪表等)强制性行业标准JC-中国建筑材料行业标准JB/T-中国机械行业(含机械、电工、仪器仪表等)推荐性行业标准 JG-中国建筑工业行业标准JR-中国金融系统行业标准 JT-中国公路、水路运输行业标准 JY-中国教育行业标准 JZ-中国建筑工程标准LD-中国劳动和劳动安全行业标准 LY-中国林业行业标准MH-中国民用航空行业标准 MT-中国煤炭行业标准 MZ-中国民政工作行业标准 NY-中国农业行业标准QB-中国轻工行业标准QC-中国汽车行业标准QJ-中国航天工业行业标准SB-中国商业行业标准SC-中国水产行业标准SH-中国石油化工行业标准SJ-中国电子行业标准SL-中国水利行业标准SN-中国进出口商品检验行业标准 SY-中国石油天然气行业标准TB-中国铁路运输行业标准 TD-中国土地管理行业标准 TY-中国体育行业标准WB-中国卫生标准WH-中国文化行业标准WJ-中国兵器工业标准 XB-中国稀土行业标准YB-中国黑色冶金行业标准 YC-中国烟草行业标准 YD-中国邮电通信行业标准 YS-中国有色金属行业标准 YY-中国医药行业标准ZB-中国专业标准ZBY-中国仪器行业专用标准ZY-中国中医行业标准CNS-台湾工业标准国际标准: ISO-国际标准化组织标准JSO/R-国际标准化组织建议IIW-国际焊接协会标准JCAO-国际民用航空组织标准ICRP-国际射线防护委员会标准美国标准: ASTM STD-美国材料与试验协会标准AASHTO STD-美国国家公路及运输公务员协会标准ANSI STD-美国标准协会标准AIAG STD-自动化工业行动集团标准 API STD-美国石油协会标准ASNT(SNT)STD-美国无损检测协会AREA STD-美国铁路工程协会标准 ASME STD-美国机械工程师协会标准AIA STD-美国航空学会标准AWS STD-美国焊接协会标准FAA STD-美国联邦标准MIL-STD美国国家辐射防护与测量理事会标准SAE-美国汽车工程师协会标准NAS-美国国家航空航天标准AMS-美国宇航材料规范ABS-美国海运局标准AES-美国原子能委员会标准AISI-美国钢铁协会标准 DOD-美国国防部标准 AIA-美国宇航工业协会标准 DOE-美国能源部标准 NBS-美国国家标准局标准日本标准: JIS-日本工业标准 NDIS-日本无损检测协会标准 HPI-日本高压技术协会标准加拿大标准: CSA STD-加拿大国家标准 CAN CGSB-加拿大工业通用标准 IRS-加拿大标准化协会标准英国标准: BSI-英国标准协会标准DTD-英国航空材料规范BS-英国国家标准法国标准: NF-法国国家标准 AFNOR-法国标准化协会标准 AIR-法国国防部标准德国标准: LN-原西德航空标准 SEL-原西德钢铁产品交货技术条件DIN-德国工业标准其他: UNI-意大利国家标准EN-欧洲标准化委员会标准ГОСТ-前苏联国家标准EFNDT-欧洲无损检测联盟STAS-罗马尼亚国家标准AS-澳大利亚国家标准第三篇:冲孔灌注桩冲钻孔灌注桩施工方案应从以下4个方面进行交底工作:①组织施工图纸设计交底,认真熟悉设计1、施工技术及相应资料交底图纸,使施工方透彻理解设计意图;学习有关施工、验收规范,掌握地质资料,核查有关灌注桩方面的资料。
好必特喷砂枪参数表一、概述喷砂枪作为一种常用的表面处理工具,在工业领域有广泛的应用。
好必特喷砂枪是市场上知名的品牌之一,其参数表对于用户选择合适的喷砂枪具有重要的参考价值。
本文将对好必特喷砂枪的参数表进行全面、详细、完整的探讨。
二、喷砂枪参数表的结构好必特喷砂枪参数表通常包含以下几个方面的内容:喷嘴类型、喷丸流量、工作压力、进气接口尺寸、喷丸噪音、喷嘴材质等。
在选择喷砂枪时,用户可以根据自己的具体需求,对这些参数进行比较和分析,以选择合适的型号。
2.1 喷嘴类型好必特喷砂枪的喷嘴类型包括直通型、角型、弯曲型等多种形式。
不同的喷嘴类型适用于不同的表面处理需求。
直通型喷嘴适用于一些需要长距离作业的场合,而角型喷嘴可以用于处理一些较为狭窄的区域,弯曲型喷嘴则适用于一些需要弯曲喷射的工作。
2.2 喷丸流量喷丸流量是指喷砂枪在单位时间内所喷出的喷丸量,通常以千克/小时或者升/分钟为单位进行表示。
喷丸流量的大小直接决定了喷砂枪的作业效率,对于大面积的表面处理工作来说,较大的喷丸流量能够提高工作效率。
2.3 工作压力好必特喷砂枪的工作压力是指喷砂枪工作时所需要的气压大小,通常以巴(bar)为单位进行表示。
工作压力的大小会影响到喷丸流量和喷丸速度,太低的工作压力会导致喷丸量不足,太高的工作压力则会使喷丸速度过快,影响到表面的处理效果。
2.4 进气接口尺寸好必特喷砂枪的进气接口尺寸是指喷砂枪与压缩空气管路连接的接口尺寸,通常以英寸为单位进行表示。
进气接口尺寸的大小与压缩空气的供应能力密切相关,太小的接口尺寸会限制喷砂枪的工作效率,太大的接口尺寸则可能导致压缩空气的浪费。
2.5 喷丸噪音喷丸噪音是指喷砂枪在工作时所产生的声音。
好必特喷砂枪通常会在参数表中标明喷丸噪音的大小,这对于一些对工作环境噪音有要求的用户来说非常重要。
一般来说,喷砂枪的喷丸噪音应该控制在合理的范围内,以减少对工作环境和操作者的影响。
2.6 喷嘴材质好必特喷砂枪的喷嘴材质通常包括合金钢、硼化钨等材质。
引言模具CAD∕CAE∕CAM是改造传统模具生产方式的关键技术,是一项高科技、高效益的系统工程。
它以计算机软件的形式,为企业提供一种有效的辅助工具,使工程技术人员借助于计算机对产品性能、模具结构、成形工艺、数控加工及生产管理进行设计和优化。
模具CAD/CAE/CAM技术能显著缩短模具设计与制造周期、降低生产成本和提高产品质量已成为模具界的共识。
与任何新生事物一样,模具CAD/CAE/CAM在近二十年中经历了从简单到复杂,从试点到普及的过程。
进入本世纪以来,模具CAD/CAE/CAM技术发展速度更快、应用范围更广,为了使广大模具工作者能进一步加深对该技术的认识,更好发挥模具CAD∕CAE∕CAM的作用,本文针对模具中应用最广泛、最具有代表性的铸造模、锻模、级进模、汽车覆盖件模和塑料注射模CAD/CAE/CAM的发展状况和趋势作概括性的介绍和分析。
铸造模CAD/CAE/CAM的发展概况铸造成形过程模拟的探索性工作始于求解铸件的温度场分布。
1962年丹麦的Fursund用有限差分法首次对二维形状的铸件进行了凝固过程的传热计算,1965年美国通用汽车公司Henzel 等对汽轮机铸件成功进行了温度场模拟,从此铸件在模具型腔内的传热过程数值分析技术在全世界范围内迅速开展。
从上世纪70年代到80年代,美国、英国、法国、日本、丹麦等相继在铸件凝固模拟研究和应用上取得了显著成果,并陆续推出一批商品化模拟软件。
进入90年代后,我国的高等院校,如清华大学和华中科技大学在该领域也取得了瞩目的成就。
单纯的传热过程模拟并不能准确计算出铸件的温度变化和预测铸造中可能产生的缺陷,充模过程对铸件初始温度场分布的影响以及凝固过程中液态金属的流动对铸件缺陷形成的影响都是不可忽视的。
铸件充模过程的模拟技术始于上世纪80年代,它以计算流体力学的理论和方法为基础,经历十余载,从二维简单形状开始,逐步深化和扩展,现己成功实现了三维复杂形状铸件的充模过程模拟,并能将流动和传热过程相耦合。