熔喷布生产线
- 格式:docx
- 大小:12.66 KB
- 文档页数:2


熔喷布生产工艺流程嗨,朋友们!今天咱们来聊聊熔喷布的生产工艺流程。
这可真是个挺有趣的事儿呢!首先呢,得准备好原料。
原料的质量那可是相当重要的哦!如果原料不好,后面的工序可能就会遇到各种麻烦。
我觉得在挑选原料的时候啊,一定要仔细检查,别马虎!接下来就是把原料加热融化啦。
这个温度的控制呢,是有讲究的。
具体的温度范围可以根据实际的设备和原料情况来调整,不过可不能差太多哦!要是温度不合适,熔喷布的质量可能就不达标了。
这一步就像是做饭时控制火候一样重要呢!你想啊,如果火候不对,做出来的饭肯定不好吃,熔喷布也是这个道理呀。
然后呢,融化后的原料要通过喷丝板喷丝。
这喷丝板就像一个神奇的魔法板,把原料变成细细的丝。
小提示:在这个环节,要注意喷丝板的清洁哦!要是喷丝板不干净,丝可能就不均匀啦。
我曾经见过有的生产线上,就因为喷丝板有点脏,结果生产出来的熔喷布有瑕疵,多可惜呀。
再之后就是对喷出的丝进行牵伸啦。
这一步要让丝变得更细更均匀。
刚开始可能会觉得这一步有点难把握,但习惯了就好了。
可以根据实际情况去调整牵伸的力度和速度哦。
在丝被牵伸之后呢,就要让它们冷却定型了。
这个冷却的过程也不能大意呀!合适的冷却条件能让熔喷布的结构更稳定。
最后就是收卷啦。
这就像是把做好的熔喷布整理起来打包一样。
小提示:别忘了最后一步哦!如果收卷没做好,前面的努力可能就白费了一部分呢。
熔喷布的生产工艺流程大概就是这样啦。
虽然看起来有点复杂,但只要按照这个大概的流程走,再根据实际情况灵活调整,就能够生产出不错的熔喷布啦。
希望这篇文章能对大家有所帮助哦!。

熔喷法非织造布基本知识一、熔喷法非织造布熔喷技术源于20世纪50年代,是冷战时期,美国海军为了收集高层大气中的放射性微粒而研发的一种制造具有超细过滤效果材料的空气过滤技术。
熔喷法非织造布生产工艺(Melt Blown)是一种由熔体直接纺丝成网工艺,熔喷法非织造布是采用熔喷法工艺制造的非织造布。
常将熔喷法非织造布简称成为熔喷布,用“M”,“MB”代表熔喷法非织造布生产系统或产品。
二、熔喷法非织造布生产工艺图1熔喷法非织造布工艺流程示意图注:图中的T—温度,F—流量,V—速度目前,熔喷法非织造布生产工艺主要有Exxon和Biax两种,其中绝大部分为埃克森(Exxon)工艺,其特点是采用单排喷丝孔,高温的聚合物熔体从喷丝板中央的喷丝孔喷出,然后被从两侧以一定角度吹出的高温气流牵伸,最后在收集装置上依靠纤维的余热自固结成熔喷布。
三、熔喷法非织造布生产线的组成熔喷法生产线的设备简单,各系统的功能与基本设备包括:1.熔体制备系统,将聚合物原料加工成品质均匀,压力稳定的纺丝熔体:原料输送、计量混合、螺杆挤压机、熔体过滤器、纺丝泵;2.牵伸气流系统,产生高温牵伸气流:牵伸风机、空气加热器;3.纺丝系统,将熔体纺制成超细纤维:纺丝箱、喷丝板组件;4.接收装置,接收纤网并凝聚成布:接收装置、成网风机;5.收卷装置,收卷熔喷布并进行分切:卷绕机四、熔喷法非织造布生产工艺流程熔喷法非织造布生产工艺具有工艺流程短(从投料到形成产品仅需十多分钟时间),图2 熔喷法非织造布的生产流程聚合物原料由输送装置经过计量、混合后,进入螺杆挤压机加工熔融成为熔体。
在滤除杂质后,进入纺丝泵(计量泵)。
经过计量加压后,即成为压力稳定、流量稳定、分布均匀的熔体,这些高温熔体进入纺丝箱后,由其内部的熔体通道均匀分配至喷丝组件。
另一方面,由牵伸风机产生的压力气流进入空气加热器后,便成为高温的牵伸气流,由管道送入纺丝箱内的牵伸气流通道,然后从喷丝板两侧的通道对着从熔喷头喷出的熔体喷射,熔体在这种高温、高速气流的作用下被牵伸成微米级的超细纤维。

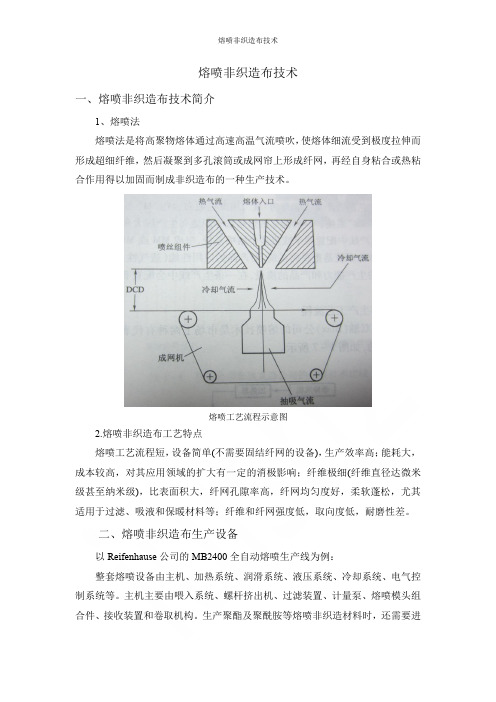
熔喷非织造布技术一、熔喷非织造布技术简介1、熔喷法熔喷法是将高聚物熔体通过高速高温气流喷吹,使熔体细流受到极度拉伸而形成超细纤维,然后凝聚到多孔滚筒或成网帘上形成纤网,再经自身粘合或热粘合作用得以加固而制成非织造布的一种生产技术。
熔喷工艺流程示意图2.熔喷非织造布工艺特点熔喷工艺流程短,设备简单(不需要固结纤网的设备),生产效率高;能耗大,成本较高,对其应用领域的扩大有一定的消极影响;纤维极细(纤维直径达微米级甚至纳米级),比表面积大,纤网孔隙率高,纤网均匀度好,柔软蓬松,尤其适用于过滤、吸液和保暖材料等;纤维和纤网强度低,取向度低,耐磨性差。
二、熔喷非织造布生产设备以Reifenhause公司的MB2400全自动熔喷生产线为例:整套熔喷设备由主机、加热系统、润滑系统、液压系统、冷却系统、电气控制系统等。
主机主要由喂入系统、螺杆挤出机、过滤装置、计量泵、熔喷模头组合件、接收装置和卷取机构。
生产聚酯及聚酰胺等熔喷非织造材料时,还需要进行切片干燥、预结晶。
1.喂料系统喂料系统采用德国AZOGMOHCO公司的P-320-38G型三级料箱计量混料系统。
喂料系统由3个料桶组成:1个主料桶、2辅料桶,主料桶加入聚合物切片,两个辅料桶分别加入色母粒和功能母粒,且通过PLC/SBBL自动控制主料、色母粒及抗静电剂的比例和喂入量。
三级料箱计量混料系统料桶示意图实行定时定量喂料,满足挤出量的要求通过PLC/SBBL控制系统自动控制切片、色母粒和功能母粒的比例;每一料桶有一料位水平指示仪,显示计量桶中料的高度,由程序监控。
混合作用定量加入的粒料在混合计量桶内进一步混合,桶内有一个螺旋搅拌器,通过搅拌使各种粒料混合均匀,再通过喂入管喂入螺杆挤压机。
2.螺杆挤压机在螺杆挤出机的进料端,聚合物切片要与稳定剂、增白剂等添加剂及色母粒等必须的原料,经过充分搅拌混合后进入螺杆挤出机,加热成熔体。
采用RH801单螺杆挤压机。
3.过滤装置(滤网)采用双活塞过滤装置,可保证生产中在线更换滤网。

人教版初中物理长度与时间的测量题型总结及解题方法单选题1、“估测”是物理学中常用的一种方法。
小明对些数据的估测,最接近实际的是()A.一般教学楼每层楼高约为3.1mB.人体感觉最舒适的温度约为37℃C.一个鸡蛋的质量约为100gD.人正常步行的速度约为12m/s2、你认为下列数据中符合实际情况的是()A.初中生体重约50NB.物理课本的宽约18cmC.一张物理试卷的质量约50gD.初中生正常步行速度约10m/s3、如图是某单位组织党日活动时的合影,根据照片信息可判断出他们所用党旗的规格是()A.长96cm,宽64cmB.长144cm,宽96cmC.长192cm,宽128cmD.长288cm,宽192cm4、小明是一位身材标准的中学生,他的身体条件下列估测最接近实际的是()A.他的身高约为1750cmB.他的正常步幅约为2m(步幅,走路时,两脚尖之间的距离)C.他的“1柞”约为40cm(柞:念zhǎ,张开手,拇指尖到中指尖之间的距离)D.他的“1庹”约为1.75m(庹:念tuǒ,两臂左右平伸时,两手中指尖之间的距离)5、下列估测,最接近生活实际的是()A.中学生课桌的高度约8dmB.人正常步行的速度约18km/hC.九年级物理课本重约10ND.家用台灯的额定电流约2A多选题6、下列关于误差的说法中正确的是()A.选用更精确的测量工具可以减小误差B.误差不同于错误,错误可以避免C.误差会随着科技水平的不断提高而消失D.错误可能是不规范操作引起的7、如图所示是对测量物体长度时使用刻度尺的几种情况分析,其中使用方法不正确的是()A.刻度线没有紧贴被测物体B.刻度尺没有放正C.读数时,视线没有与刻度尺面垂直D.物体边缘没有对齐零刻度线8、某同学用刻度尺测量物理课本的宽度,共测量5次,其结果分别为17.46cm、17.47cm、17.30cm、17.48cm、17.49cm,则以下说法错误的是()A.17.30cm 是错误数据B.所用刻度尺分度值为1cmC.最终结果应记为17.475cmD.采用多次测量求平均的方法可以消除误差9、在物理学中,估测是一种能力,下列就一名普通中学生的估测值接近生活实际的是()A.普通中学生的身高约160cmB.普通中学生的质量约50kgC.普通中学生正常步行的速度约5m/sD.普通中学生从一楼走到三楼所做的功约为3000J10、用一把刻度尺测量某物体的长度,不能只测一次,而是要测量三次或更多次,这样做是因为()A.一次实验具有偶然性B.一次实验得不出测量值C.测三次可以避免错误D.三次实验取平均值可以减小误差填空题11、如图甲所示,温度计的示数是______℃。
(每日一练)(文末附答案)2022届初中物理长度与时间的测量知识点题库单选题1、小明用刻度尺测量铅笔的长度,其中测量方法正确的是()A.B.C.D.2、根据生活经验,下列数据最符合实际的是()A.中学生的平均身高约1.6 dmB.重庆年平均气温约40℃C.中学生的正常步行速度约1.1 m/sD.中学生的质量约为500 kg3、小虎同学是一位八年级的男生,下列与他相关的一些估测数据,最接近实际的是()A.他的质量大约是600NB.他的百米赛跑速度约为10m/sC.他的体积大约是60dm3D.他所穿的运动鞋长度约为42cm4、关于一名普通中学生人体数据的估测中,下列最接近真实情况的是()A.步行速度约为5m/sB.脉搏的跳动约为每分70次C.身高约为1680cmD.他跳绳的高度约为5.0mm5、如图是某单位组织党日活动时的合影,根据照片信息可判断出他们所用党旗的规格是()A.长96cm,宽64cmB.长144cm,宽96cmC.长192cm,宽128cmD.长288cm,宽192cm6、用同一把刻度尺测量同一个物体的长度,先后四次测量的结果为:13.26cm、13.27cm、13.2cm、13.28cm,则该物体的长度为()A.13.25cmB.13.26cmC.13.27cmD.13.28cm7、要测量1角硬币的厚度且使测量结果误差较小下列方法中最佳的选择是()A.刻度尺仔细测量硬币的厚度,求平均值B.刻度尺多次测量硬币的厚度,求平均值C.用刻度尺分别测出10个1角硬币的厚度,求平均值D.用刻度尺测出10个1角硬币叠加起来的总厚度,再除以10,求得一个1角硬币的厚度8、下列物理量的估测中,最接近实际的是()A.教室课桌高度约为0.7dmB.声波在真空中的传播速度为340m/sC.人体心脏1min跳动次数约为60次D.重庆冬天的最低温度约为-20o C9、科学家经常用估算的方法来获得事物的有关信息。
企业的经营与发展1.2021年,国家铁路局的主要工作目标是逐步推广高铁票价差异化的浮动定价机制,即车票价格受各种因素的影响而发生变化。
比如淡季的价格会低,而旺季的价格就会相应高一些。
推广高铁票价差异化的浮动定价机制()①必将提高铁路出行成本,公平参与行业竞争①能够发挥价格机制作用,提升铁路运营效率①能够改善企业经营状况,提升企业服务水平①能够准确反映供求关系,确保企业提高效益A.①①B.①①C.①①D.①①2.新冠疫情初期,面对急增的需求和口罩原材料短缺的矛盾,不少企业开始通过技术研发等方式加入“跨界护盘”行列中。
2月24日,中石化宣布,投资2亿元快马加鞭建设10条熔喷布生产线。
可每天生产4吨N95熔喷布或6吨医用平面口罩熔喷布,这些原料可以生产120万片N95口罩,或者600万片医用平面口罩。
由此可以看出( )①国有经济是国民经济的主体①国企是保障人民共同利益的重要力量①提高信誉是企业经营的直接目的①科技创新是企业提高效率的重要途径A.①①B.①①C.①①D.①①3.国潮走过1.0、2.0时代,3.0时代的消费者,对于国潮的审视不再流于表面,产品质量、创造性、精神内核、文化表达成为新生代消费群体的国潮诉求。
因此,“形神双修”成为了国货品牌的必修课,回归产品、练好硬核内功,品质和体验需要放到第一位,尤其体现在自主研发能力和科技创新方面。
这说明企业的经营需要()①制定正确的经营战略,自觉树立品牌升级意识①加大科技创新,创造性价比高的产品满足消费者需求①加强国内外合作,充分利用两个市场的资源推动产品创新①商品生产者需要生产适销对路、质量上乘的商品,质量决定交换价值A.①①B.①①C.①①D.①①4.国家统计局发布2021年1-8月份全国规模以上工业企业主要财务指标,数据显示:由于煤炭价格不断创新高,煤炭开采业利润同比大增145.3%,煤炭燃料加工业利润同比暴涨2471.2%;全社会用电量同比增长13.8%,电力热力供应企业利润却下跌15.3%。
99级熔喷布生产工艺调试指南
目录
一、99级熔喷布设备核心部件
二、熔喷布设备调机流程
三、熔喷布设备调机异常情况处理
四、熔喷布静电减弱的措施
五、熔喷布过滤效果提升的调试方法
六、熔喷布产品质量调整方法
七、提高熔喷布强度及伸长率的方法
八、减少阻力提高效率的调整措施
一、99级熔喷布设备核心部件
目前市场上面的设备大小生产线比较多,从300到
3200mm宽幅都有,配置也是有很大的区别,熔喷布设备主要核心部件在于:挤出机、模具、罗茨风机(或空压机)、驻极设备等核心部件,像换网器、计量泵这些配件也要配好:
1、挤出机
根据制品宽幅,挤出机从50/30、65/30、75/30、90/30、105/30、150/30等型号的挤出机,小线以600mm型为主,挤出机65/30单螺杆挤出机,一般这种机型主要看螺杆机筒,机筒要拉槽,增加吃料效果和塑化效果。
大线同样需要机筒拉槽。
螺杆转速适中或偏小一点(风压小,挤出量可以小一点,风压大,挤出量可以大一点)温度设备:建议不要太高,小线温度参考:1区160-170度,2区190-210度,3区200-225度,4区205-230度,换网器、计量泵温度225-240度。
熔喷布生产线
熔喷法生产线是以合成高聚合物为原料,经过熔融纺丝后直接成网,形成性能独特的熔喷无纺布,广泛应用于口罩过滤材料、保温填充材料、医用卫材和擦拭材料等。
熔喷布概况
熔喷法工艺是聚合物挤压法非织造工艺中的一种,起源于20世纪50年代初。
当时,美国海军实验室为收集核试验产生的放射性微粒,开始研制具有超细过滤效果的过滤材料。
20世纪60年代中期,美国埃克森(Exxon)公司与精确(Accurate)公司合作制造出了第一台熔喷设备原型机,并申请了专利。
目前,除了埃克森公司拥有熔喷技术的专有技术外,其它一些公司(如美国3M公司,德国Freudenberg 公司等)也成功开发出了自己的熔喷非织造技术。
我国,熔喷非织造布研究大约在50年代末、60年代初,所研究的设备是间歇式的。
大约在92-94 年间从美国、德国引进连续式生产线。
2006 年全国熔喷非织造布的产量已超过2万吨,其中70%左右都是连续式熔喷设备生产的。
今后发展熔喷非织造布生产,主要指发展连续式熔喷设备。
从20世纪80年代开始,熔喷法非织造布增长迅速,保持了10%~12%的年增长率。
熔喷法生产线工艺原理
熔喷非织造工艺是利用高速热空气对模头喷丝孔挤出的聚合物熔体细流进行牵伸,由此形成超细纤维并凝聚在凝网帘或滚筒上,并依靠自身粘合而成为非织造布。
熔喷法生产线工艺流程与设备
1)熔喷的工艺流程
聚合物准备→熔融挤压→计量泵→熔喷模头组合件→熔体细流拉伸→冷却→接收装置
2)熔喷设备
主要设备:上料机、螺杆挤出机、计量泵、熔喷模头组合件、空压机、空气加热器、接收装置、卷绕装置。
生产聚酯等原料,还需要切片干燥装置。
生产辅助设备主要有模头清洁炉、静电施加装置和喷雾装置等
3)熔喷原料。
聚丙烯是熔喷工艺应用最多的一种切片原料,此外,熔喷工艺常用的聚合物切片原料有聚酯、聚酰胺、聚乙烯、聚四氟乙烯、聚苯乙烯、PBT、EMA、EVA等。
4)熔喷法非织造布的特点之一是纤维细度较小,通常小于10μm,大多数纤维细度在1~4μm。