不锈钢304焊接工艺评定报告PQR全氩弧doc
- 格式:doc
- 大小:297.50 KB
- 文档页数:11
奥氏体不锈钢304焊接性评定试验报告奥氏体不锈钢304具有非常好的塑性和韧性,这决定了它具有良好的弯折、卷曲和冲压成型性,因而便于制成各种形状的构件、容器或管道;奥氏体型不锈钢304的耐腐蚀性能特别优良,是它获得最为广泛应用的根本原因。
也正是这样,在评价焊接质量时必然特别强调焊接接头的开裂倾向、焊接缺陷敏感性和耐晶间腐蚀等的能力。
本报告结合奥氏体不锈钢304的焊接特点,进行了手工钨极氩弧焊评定性试验,现就试验结果作一介绍一、奥氏体不锈钢的焊接特点:奥氏体不锈钢韧性、塑性好,焊接时不会发生淬火硬化,尽管其线膨胀系数比碳钢大得多,焊接过程中的弹塑性应力应变量很大,却极少出现冷裂纹;尽管有很强的加工硬化能力,由于焊接接头不存在淬火硬化区,所以,即使受焊接热影响而软化的区域,其抗拉强度仍然不低。
304钢的热胀冷缩特别大所带来的焊接性的问题,主要有两个:一是焊接热裂纹,这与奥氏体不锈钢的晶界特性和对某些微量杂质如硫、磷等敏感有关;二是焊接变形大。
1、焊接接头的热裂纹及其对策1.1焊接接头产生热裂纹的原因单相奥氏体组织的奥氏体型不锈钢焊接接头易发生焊接热裂纹,这种裂纹是在高温状态下形成的。
常见的裂纹形式有弧坑裂纹、热影响区裂纹、焊缝横向和纵向裂纹。
就裂纹的物理本质上讲,有凝固裂纹、液化裂纹和高温低塑性裂纹等多种。
奥氏体型不锈钢易产生焊接接头热裂纹的主要原因有以下几点:1)焊缝金属凝固期间存在较大的拉应力,这是产生凝固裂纹的必要条件。
由于奥氏体型不锈钢的热导率小,线膨胀系数大,在焊接区降温(收缩)期焊接接头必然要承受较大的拉应力,这也促成各种类型热裂纹的产生。
2)方向性强的焊缝柱状晶组织的存在,有利于有害杂质的偏析及晶间液态夹层的形成。
3)奥氏体不锈钢的品种多,母材及焊缝的合金组成比较复杂。
含镍量高的合金对硫和磷形成易熔共晶更为敏感,在某些钢中硅和铌等元素,也能形成有害的易熔晶间层。
1.2避免奥氏体型不锈钢焊接热裂纹的途径。
焊接工艺评定记录(pqr)焊接工艺评定记录(Welding Procedure Qualification Record,简称WPQR)是对焊接工艺进行全面评估的重要文件,它包含了焊接工艺的详细信息、试验过程及结果评价。
焊接工艺评定记录的主要内容包括以下几个方面:一、焊接工艺评定过程1.拟定预备焊接工艺指导书(Preliminary Welding Procedure Specification,简称PWPS):在评定前,首先需要拟定一份初步的焊接工艺指导书,其中包括焊接方法、焊接材料、焊接参数等。
2.施焊试件和制取试样:根据预备焊接工艺指导书进行试件焊接,然后从试件上制取各种试样,以备后续检测。
3.检验试件和试样:对制取的试样进行外观检测、无损探伤、拉伸测试、弯曲测试、冲击测试、硬度测试、低倍金相测试等,以评估焊接接头的质量。
4.测定焊接接头是否满足标准所要求的使用性能:通过各种测试方法,如表面裂纹检测、弯曲测试、冲击测试等,检验焊接接头是否具备良好的使用性能。
5.提出焊接工艺评定报告:对试样的检测结果进行综合分析,判断焊接工艺指导书的正确性,并撰写评定报告。
二、焊接工艺评定应用范围焊接工艺评定主要适用于锅炉、压力容器、压力管道、桥梁、船舶、航空航天、核能以及承重钢结构等钢制设备的制造、安装、检修工作。
此外,还适用于气焊、焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、埋弧焊、等离子弧焊、电渣焊等焊接方法。
三、焊接工艺评定常规测试1.外观检测:检查焊接接头的外观质量,如焊缝形状、焊缝宽度、焊缝高度等。
2. 无损探伤:通过超声波、射线等无损检测方法,检测焊接接头内部是否存在缺陷。
3.拉伸测试:测试焊接接头的拉伸强度和韧性。
4.弯曲测试:评估焊接接头在弯曲载荷下的抗弯能力。
5.冲击测试:检验焊接接头在冲击载荷下的韧性和抗裂性能。
6.硬度测试:测量焊接接头的硬度,以评估其耐磨性能。
7.低倍金相测试:观察焊接接头的金相组织,判断其是否符合标准要求。
PQR焊接工艺评定报告一、报告目的本报告旨在对PQR焊接工艺进行评定,确保其符合相关的标准和规范要求,以确保焊接质量和焊接接头的牢固性。
二、报告内容1.质量评定:评定PQR焊接工艺的质量是否符合相关要求,并对其进行等级评定。
2.技术评定:评定PQR焊接工艺的技术可行性和适用性,确保其能够满足焊接过程中的需求。
3.工艺评定:评定PQR焊接工艺的工艺参数和工艺流程,确保其能够保证焊接质量和焊接接头的强度。
三、质量评定1.质量标准:根据《焊接接头质量评定标准》以及相关的国家和行业标准,对PQR焊接工艺的质量进行评定。
2.质量等级:根据评定结果,对PQR焊接工艺的质量进行等级评定,包括合格、优良、良好等等。
四、技术评定1.技术可行性:根据焊接材料、焊接位置、焊接条件等因素,评定PQR焊接工艺是否可行。
2.适用性评定:评定PQR焊接工艺是否适用于所需焊接材料和焊接接头的要求,确保焊接质量和焊接接头的牢固性。
五、工艺评定1.工艺参数评定:评定PQR焊接工艺的各项工艺参数,包括焊接电流、焊接电压、焊接速度等,确保其符合相关的标准和规范要求。
2.工艺流程评定:评定PQR焊接工艺的焊接流程,包括预热、焊接、后热处理等步骤,确保焊接过程中的各项操作得以正确执行。
六、评定结果及建议根据对PQR焊接工艺的质量、技术和工艺的评定结果,给出相应的评定等级和建议,包括改进措施、调整参数等,以提高焊接质量和焊接接头的强度。
七、总结通过对PQR焊接工艺的评定,可以对焊接过程中的各项工艺参数和工艺流程进行有效控制,确保焊接质量和焊接接头的牢固性。
同时,评定结果可以为改进焊接工艺提供参考,提高焊接质量和焊接接头的强度。
氩弧焊焊接工艺评定报告氩弧焊焊接工艺评定报告1. 背景介绍•目的:对氩弧焊焊接工艺进行评定,评估其适用性和可行性。
•工艺定义:氩弧焊是一种利用氩气作为保护气体的焊接方法,通过电弧加热工件并熔化焊丝来实现焊接的工艺。
•应用领域:氩弧焊广泛应用于航空、汽车、石化等领域,适用于不锈钢、铝合金等材料的焊接。
2. 评定过程评定过程包括以下几个步骤:材料准备•选择焊接材料:根据实际需求和工件要求,选择适合的焊接材料,常用的有不锈钢、铝合金等。
•准备工件:对需要焊接的工件进行清洁处理,确保表面没有油脂、氧化物等杂质。
参数设定•选择焊接电流:根据焊接材料和工件的厚度确定合适的焊接电流,保证焊缝的质量和强度。
•设定焊接速度:根据工件的尺寸和材料的熔化特性,设定适当的焊接速度,避免过热或冷凝引起的焊接缺陷。
样品焊接•进行试焊:根据设定的参数进行样品焊接,保证焊缝的牢固性和一致性。
•焊接评估:对焊接质量进行评估,包括焊缝外观、焊接缺陷等方面。
结果分析根据焊接样品的实际情况进行结果分析,包括焊缝质量、焊接强度、焊接缺陷等方面的评估和总结。
3. 评定结论综合以上评定过程和结果分析,我们得出以下结论:•氩弧焊是一种可行的焊接工艺,能够满足不同材料和工件的焊接需求。
•正确的参数设定和焊接技术能够保证焊缝质量和强度。
•在实际应用中,需要根据具体情况进行参数调整,保证最佳的焊接效果。
4. 建议改进基于评定过程和结果的分析,我们提出以下改进建议:•加强工艺参数的设定和调整,根据不同材料和工件的特性,优化焊接参数。
•提高焊接操作人员的技术水平和经验,确保焊接质量和效率的提升。
•定期进行焊接设备的维护和检修,保证设备的正常运行和稳定性。
5. 总结通过对氩弧焊焊接工艺的评定,我们得出结论该工艺具备广泛的适用性和可行性。
在实际应用中,我们需要根据具体需求和工件特性进行参数设定和调整,提高焊接质量和效率。
同时,对焊接设备的维护和操作人员的培训也是确保工艺稳定性和可靠性的重要因素。
氩弧焊接工艺评定报告(pqr)
氩弧焊接工艺评定报告(PQR)是对氩弧焊接工艺进行评定和记
录的文件,用于验证焊接工艺的可靠性和适用性。
PQR报告通常包
括以下内容:
1. 焊接工艺规范,包括焊接材料、焊接方法、焊接电流、电压、气体流量等具体参数的规定。
2. 焊接试样信息,包括试样的材料规格、尺寸、准备方法等。
3. 焊接工艺记录,详细记录焊接过程中的各项参数、操作方法、焊接条件等。
4. 焊接试验结果,包括焊接试样的外观质量、焊缝形貌、尺寸
偏差、焊接强度、断裂模式等试验结果。
5. 焊接工艺评定结论,根据试验结果对焊接工艺的可行性和适
用性进行评定,包括焊接工艺的合格范围和限制条件。
PQR报告的编制需要严格按照相关标准和规范进行,以确保评
定结果的准确性和可靠性。
该报告对于焊接工艺的合格性和可靠性
具有重要意义,是焊接质量控制和管理的重要依据。
同时,PQR报
告也是进行焊接工艺资格认证的必要文件,对于确保焊接质量、提
高焊接工艺水平具有重要作用。
总的来说,PQR报告是对氩弧焊接工艺进行评定和记录的重要
文件,其内容涵盖了焊接工艺规范、试样信息、焊接工艺记录、试
验结果和评定结论等内容,对于焊接质量控制和管理具有重要意义。
焊接工艺评定报告
报告编号:YAⅡ-PQR-PP-28
焊接工艺名称:Fe-8-1组不锈钢管对接手工钨极氩弧焊打底,手工电弧焊盖面(垂直固定)
焊接方法:手工钨极氩弧焊打底,手工电弧焊盖面
母材:0Cr18Ni9 (φ114×4)
焊材:焊丝H0Cr21Ni10 (ER308)
焊条A102(E308-16)
云南省第二安装工程公司
二零一二年八月
目录
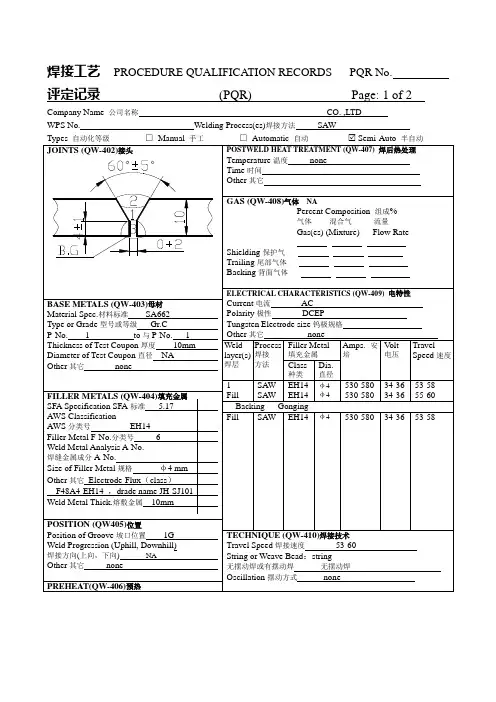
一、表F.1预焊接工艺评定(pWPS)
二、表F.2焊接工艺评定报告(PQR)
三、试件检验记录
四、表F.2(续)焊接工艺评定结论
五、焊接工艺评定外观检验记录
六、附表母材和焊材原始数据
表F.1 预焊接工艺规程(pWPS)
表F.2(续)
附表
母材和焊接材料原始数据。
焊接工艺评定记录(pqr)焊接工艺评定记录(PQR)一、引言焊接工艺评定记录(PQR)是针对特定焊接工艺和焊接材料的评定报告,用于验证焊接过程的可行性、安全性和质量合格性。
本文将详细介绍PQR的内容和编制要求。
二、PQR的编制要求2.1 PQR的基本信息PQR应包含焊接工艺、焊接材料、焊接参数等基本信息,以确保评定记录的准确性和可追溯性。
同时,应明确记录编制人员和审核人员,以确保评定记录的可靠性和权威性。
2.2 PQR的实施过程PQR的实施过程应详细记录,包括焊接设备的选择和调试、焊接工艺的确定、焊接材料的准备和使用、焊接参数的设定和监控等。
通过详细记录实施过程,可以确保评定记录的可复制性和可验证性。
2.3 PQR的测试结果PQR的测试结果是评定记录的核心内容,应详细记录焊接试样的性能测试结果。
测试项目包括焊缝形态、焊缝强度、焊缝硬度、焊缝断裂韧性等。
通过准确的测试结果,可以评估焊接工艺的可行性和焊接材料的合格性。
2.4 PQR的评定结论根据实施过程和测试结果,编制PQR的评定结论。
评定结论应明确表明焊接工艺和焊接材料的合格性和可行性,并提出必要的改进措施和建议。
三、PQR的应用范围PQR的应用范围主要包括焊接工程的设计、焊接工艺的选择、焊接材料的采购和焊接过程的控制等。
通过PQR的应用,可以保证焊接工程的质量和安全。
四、结论PQR是焊接工艺评定的重要记录,对于确保焊接工艺的质量和可行性至关重要。
编制PQR需要详细记录实施过程和测试结果,并提出评定结论。
PQR的应用范围广泛,对焊接工程的设计和控制具有重要意义。
通过合理的编制和应用PQR,可以提高焊接工程的质量和安全性。
以上是对焊接工艺评定记录(PQR)的简要介绍和编制要求,希望能对读者有所帮助。
糯扎渡机电安装项目部焊接工艺评定报告(WPQR)*****设备安装公司冲击试验2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
17、首先是管好自己,对自己言行的管理,对自己形象的管理,然后再去影响别人,用言行带动别人。
18、首先要说的是,CEO要承担责任,而不是“权力”。
你不能用工作所具有的权力来界定工作,而只能用你对这项工作所产生的结果来界定。
CEO要对组织的使命和行动以及价值观和结果负责。
19、团队精神是从生活和教育中不断地培养规范出来的。
研究发现,从小没有培养好团队精神,长大以后即使天天培训,效果并不是很理想。
因为人的思想是从小造就的,小时候如果没有注意到,长大以后再重新培养团队精神其实是很困难的。
20、团队精神要从经理人自身做起,经理人更要带头遵守企业规定,让技术及素质较高的指导较差的,以团队的荣誉就是个人的骄傲启能启智,互利共生,互惠成长,不断地逐渐培养员工的团队意识和集体观念。
不锈钢焊接工艺评定报
告P Q R
Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】
焊接工艺评定报告
评定报告编号: QAP-47
焊接工艺指导书编号: QA-47
焊接方法: SMAW
母材: TP304 规格:φ×
焊接材料:(H0Gr21Ni10)规格:φ
江苏启安建设集团有限公司
2009年7月18日
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定委托单
委托受理人:委托单位技术负责人:编制:
焊接工艺指导书
焊接工艺指导书
焊接记录
试件编号: 2009006 焊接日期:2009-3-3
焊接工程师:记录:焊工:
射线探伤报告
RADIOGRAPHIC TEST REPORT OF WELD 报告编号:RT2009-焊-037 报告日期:
Report No Date 2009年 3月3日
力学性能试验报告MECHANICAL TEST REPORT
工作令号Job No. PQ2009-046 报告编号Report No. PQ2009-046
金相试验报告
METALLOGRAPHY EXAMINATION REPORT
报告编号:
Report No.:PQ2009-015。
氩弧焊焊接工艺评定报告氩弧焊是一种常用的焊接工艺,广泛应用于各个行业中。
本文将针对氩弧焊焊接工艺进行评定报告,对其原理、特点、应用领域以及评定结果进行详细阐述。
一、工艺原理:氩弧焊是利用氩气作为保护气体,通过电弧的热量将焊接材料熔化并连接起来的一种焊接方法。
氩气具有稳定性好、化学惰性强、不易与其他元素反应等特点,能够有效地保护焊接区域不受氧气和水蒸气的污染,从而提高焊接质量。
二、工艺特点:1. 高焊接质量:氩气保护下,焊缝形成快,熔池稳定,焊接质量高,焊缝外观美观。
2. 适用范围广:氩弧焊适用于焊接不同种类的金属材料,包括钢、铝、镁、铜、镍等。
适用于薄板焊接,对焊接材料的厚度要求较低。
3. 焊接速度快:氩弧焊焊接速度较快,效率高,适用于大批量生产。
4. 操作简单:氩弧焊设备操作简单,焊接过程稳定,操作者只需掌握基本的焊接技能即可。
5. 焊接变形小:由于氩气保护下焊接热影响区小,焊接变形较小。
三、工艺应用领域:氩弧焊广泛应用于航空航天、船舶、汽车制造、石化等行业中的焊接工艺中。
具体应用领域包括:1. 航空航天领域:氩弧焊适用于航空航天器的结构件、发动机零部件等的焊接,能够满足高强度、高密封性、高可靠性的要求。
2. 汽车制造领域:氩弧焊适用于汽车车身、车架等金属结构件的焊接,能够提高车身强度、刚性和安全性。
3. 石化领域:氩弧焊适用于石化设备的焊接,能够保证设备的密封性和耐腐蚀性。
4. 电子领域:氩弧焊适用于电子元器件的焊接,能够提高元器件的可靠性和稳定性。
四、评定结果:经过对氩弧焊焊接工艺的评定,得出以下结论:1. 焊接质量:氩弧焊焊接质量高,焊缝牢固,外观美观。
2. 应用范围:氩弧焊适用于不同种类的金属焊接,具有较广泛的应用领域。
3. 焊接效率:氩弧焊焊接速度快,适用于大批量生产,能够提高生产效率。
4. 操作方便:氩弧焊设备操作简单,易于上手,操作者只需掌握基本的焊接技能即可。
5. 变形控制:氩弧焊焊接变形较小,能够满足对焊接变形要求较高的场合。