第二节 平面度误差测量
- 格式:ppt
- 大小:581.01 KB
- 文档页数:20
平面度误差的测量方法平面度误差的测量啊,就像是在给平面这个家伙做一场超级严格的“体检”。
你想啊,平面就像一个安静躺着的大板子,表面上看起来平平整整的,可实际上呢,它可能有着自己的小秘密,也就是那些我们要找出来的平面度误差。
测量平面度误差的方法那可是多种多样,就像厨师做菜有好多菜谱一样。
有一种方法就像是用超级敏感的小触角去探测平面的每一个角落。
比如说用水平仪,这水平仪就像是一个超级挑剔的小蜗牛,在平面上慢慢爬动,只要平面稍微有点高低起伏,就像小蜗牛遇到了小土坡或者小坑洼,它就能敏锐地察觉到。
还有用打表法来测量呢。
这就好比是给平面找了一群超级小侦探,那些表针就像一个个好奇的小指头,不停地在平面上指指点点。
表针稍微一动,就像小指头在兴奋地说:“嘿,这里有点不一样哦!”然后我们就能根据表针的跳动情况算出平面度误差,这就像是从小指头的汇报里分析出平面到底有多“调皮”。
光学平晶测量法就更酷啦。
光学平晶就像是一个有着神奇魔力的镜子,把平面照得清清楚楚。
平面上的一点点瑕疵在它面前就像妖怪在照妖镜下无所遁形。
它把平面的真实面貌反射出来,让我们能精准地找出那些误差,就像从魔法镜子里看到隐藏在平面世界里的小怪物。
干涉法也很有趣。
干涉条纹就像神秘的小河流在平面上流淌。
如果平面是完美的,这些小河流就会规规矩矩地排列。
但要是有平面度误差,那就像有调皮的小精灵在小河流里捣乱,条纹就会变得弯弯曲曲的。
我们就可以根据这些像被风吹乱的丝带一样的条纹来判断平面度误差,就像从丝带的扭曲程度猜出小精灵到底做了多少坏事。
三坐标测量机就像是一个来自未来的机械巨兽。
它的探头在平面上探索的时候,就像巨兽的爪子在轻轻地触摸。
它能精确地确定平面上各个点的坐标,然后通过复杂的计算找出平面度误差,就像巨兽用它那超级智慧的大脑分析平面的情况。
不管是哪种方法,都是为了揭开平面度误差的神秘面纱。
就像探险家们寻找宝藏一样,我们在寻找平面的真实平整度。
这些测量方法就像各种各样的探险工具,带着我们在平面的世界里穿梭,直到我们把那些隐藏的误差宝藏找出来。
平面度误差测量的实验报告一实验内容及目的:1.学会用千分表测量一个平面的平面度2..学会千分表的使用二实验仪器:千分表:测量范围0—1mm. 最小分度值0.001mm 0级大平板三实验原理:千分表是利用齿条齿轮传动,将测杆的直线位移变为指针的角位移的计量器具。
主要用于工件尺寸和形位误差的测量,或用作某些测量装置的测量元件。
一.使用前检查1.检查相互作用:轻轻移动测杆,测杆移动要灵活,指针与表盘应无摩擦,表盘无晃动,测杆、指针无卡阻或跳动。
2.检查测头:测头应为光洁圆弧面。
3.检查稳定性:轻轻拨动几次测头,松开后指针均应回到原位。
二. 读数方法读数时眼睛要垂直于表针,防止偏视造成读数误差。
小指针指示整数部分,大指针指示小数部分,将其相加即得测量数据。
三. 正确使用1.将表固定在表座或表架上,稳定可靠。
装夹指示表时,夹紧力不能过大,以免套筒变形卡住测杆。
2.调整表的测杆轴线垂直于被测平面,对圆柱形工件,测杆的轴线要垂直于工件的轴线,否则会产生很大的误差并损坏指示表。
3.测量前调零位。
绝对测量用平板做零位基准,比较测量用对比物(量块)做零位基准。
调零位时,先使测头与基准面接触,压测头使大指针旋转大于一圈,转动刻度盘使0线与大指针对齐,然后把测杆上端提起1-2mm再放手使其落下,反复2-3次后检查指针是否仍与0线对齐,如不齐则重调。
4.测量时,用手轻轻抬起测杆,将工件放入测头下测量,不可把工件强行推入测头下。
显著凹凸的工件不用指示表测量。
5.不要使测量杆突然撞落到工件上,也不可强烈震动、敲打指示表。
6.测量时注意表的测量范围,不要使测头位移超出量程,以免过度伸长弹簧,损坏指示表。
7.不使测头测杆做过多无效的运动,否则会加快零件磨损,使表失去应有精度。
8.当测杆移动发生阻滞时,不可强力推压测头,须送计量室处理。
四实验数据记录及处理。
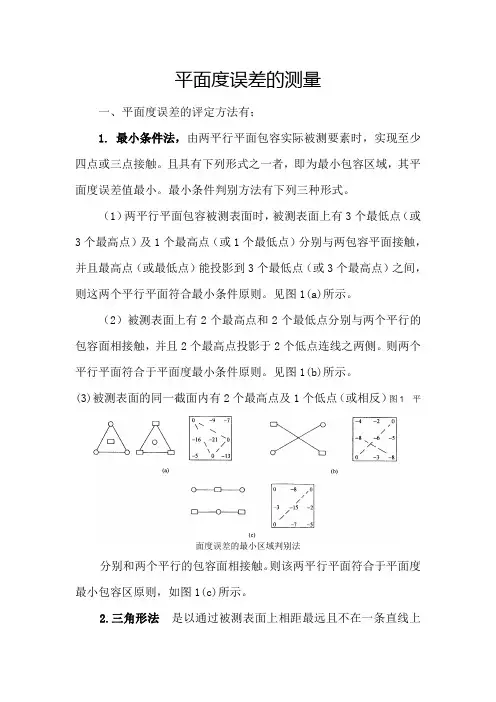
平面度误差的测量一、平面度误差的评定方法有;1. 最小条件法,由两平行平面包容实际被测要素时,实现至少四点或三点接触。
且具有下列形式之一者,即为最小包容区域,其平面度误差值最小。
最小条件判别方法有下列三种形式。
(1)两平行平面包容被测表面时,被测表面上有3个最低点(或3个最高点)及1个最高点(或1个最低点)分别与两包容平面接触,并且最高点(或最低点)能投影到3个最低点(或3个最高点)之间,则这两个平行平面符合最小条件原则。
见图1(a)所示。
(2)被测表面上有2个最高点和2个最低点分别与两个平行的包容面相接触,并且2个最高点投影于2个低点连线之两侧。
则两个平行平面符合于平面度最小条件原则。
见图1(b)所示。
(3)被测表面的同一截面内有2个最高点及1个低点(或相反)图1 平面度误差的最小区域判别法分别和两个平行的包容面相接触。
则该两平行平面符合于平面度最小包容区原则,如图1(c)所示。
2.三角形法是以通过被测表面上相距最远且不在一条直线上的3个点建立一个基准平面,各测点对此平面的偏差中最大值与最小值的绝对值之和为平面度误差。
实测时,可以在被测表面上找到3个等高点,并且调到零。
在被测表面上按布点测量,与三角形基准平面相距最远的最高和最低点间的距离为平面度误差值。
3. 对角线法是通过被测表面的一条对角线作另一条对角线的平行平面,该平面即为基准平面。
偏离此平面的最大值和最小值的绝对值之和为平面度误差。
二、平面度测量步骤检测:工具:平板、带千分表的测量架等。
检测时,将被测零件放在平板上,带千分表的测量架放在平板上,并使千分表测量头垂直地指向被测零件表面,压表并调整表盘,使指针指在零位。
然后,按(图2)所示,将被测平板沿纵横方向均布画好网格,四周离边缘10mm,其画线的交点为测量的9个点。
同时记录各点的读数值。
全部被测点的测量值取得后,按对角线法求出平面度误差值。
图 2三、数据处理1. 数据处理 数据处理的方法有多种,有计算法、作图法等。
平面度误差检测一、中小型零件1、检测工具:平面平晶2、检测方法:(1)对量块工作面、千分尺测蛅平面等高精度的小平面工件,一般多用平面平晶以光波干涉原理测量平面度;(2)测量时,将平面平晶贴在被测表面上,并稍加压力,当干涉条纹的数目为最少时,方可进行读数;(3)被测平面的平面度误差为封闭的干涉条纹数乘以光波波长λ的一半,即f=n*0.5λ;(4)对不封闭的干涉条纹,平面度误差为条纹的弯曲度与相邻两条纹间距之比乘以光波波长λ的一半,即f=0.5λ*a/b;(5)当干涉条纹为直线时,则说明被测表面是平整的。
注:比值a/b是靠目力估计的,其中:a:干涉带变曲度,b:干涉带宽度轴类零件圆度误差的检测1、两点法对圆度误差的检测(1)检测工具:检验平板、指示表、表架、支承。
(2)检测方法:a被测零件轴线应垂直于测量截面,同时固定轴向位置;B在被测件回转一周过程中,指示表读数的最大差值的一半为单个截面的圆度误差;C按上述方法,测量若干个截面,取其最大的误差值,为该零件的圆度误差;D转动时,可以转动被测零件,也可以转动量具。
f=0.5(M max-M min)2、三点法测量圆度误差(1)检测工具:V形块(90°、120°;72°、108°)或鞍形块、检验平板、指示表、表架(2)检测方法:适用于测量内外表面的奇数棱形状误差A、将被测零件放在V形块上,使其轴线垂直于测量截面、同时固定轴向位置;B、在被测件回转一周过程中,指示表读数的最大差值的一半为单个截面的圆度误差;C、按上述方法,测量若干个截面,取其最大的误差值,为该零件的圆度误差;D、此法测量结果的可靠性,取决于截面形状误差和V形块夹角的综合效果,通常用α=90°和120°或72°和108°两块V形块,分别测量;f=0.5(M max-M min)轴类零件圆柱度误差的检测计算一、三点法测量1、检测工具:检验平板、V形块、指示表、表架2、检测方法:(1)将零件放在检验平板上的长度大于零件长度的V形块内;(2)在被测零件回转一周过程中,测量一个横截面上最大与最小的读数。
2平面度误差测量的实验报告实验报告标题:二维平面度误差测量实验摘要:本实验主要探究二维平面度误差的测量方法。
通过实验得到物体表面的实际平面度误差,以及不同测量方法的精度和测量误差。
实验结果表明,使用激光干涉仪进行测量可以获得更加准确的结果。
1.引言二维平面度是指物体表面在一个平面内的各点与一个基准平面之间的距离误差。
测量物体的平面度误差对于生产制造过程中质量控制至关重要。
在本实验中,我们将使用不同的测量方法来测量物体的平面度误差,并比较这些方法的精度和测量误差。
2.实验装置和方法实验所用的装置包括激光干涉仪、测高仪和台式平台。
首先,使用测高仪测量基准平面的高度。
然后,将待测物体放置在台式平台上,并将激光器的光束垂直照射在物体表面上。
同时,在同一高度位置同时使用测高仪测量物体表面的高度。
最后,通过分析测高仪的测量数据,得到物体表面的平面度误差。
3.实验结果与分析通过实验测得了待测物体表面的平面度误差数据。
通过对实验数据的对比和分析,我们可以发现不同的测量方法有不同的精度和测量误差。
3.1使用激光干涉仪测量的结果在使用激光干涉仪进行测量时,我们得到了较为精确的平面度误差数据。
激光干涉仪通过光程差的测量原理,可以提供高精度的表面高度数据。
从而可以得到较为准确的平面度误差。
实验结果表明,该方法的精度较高,适用于对平面度误差要求较高的测量。
3.2使用测高仪测量的结果在使用测高仪进行测量时,由于测量的原理和精度限制,得到的平面度误差稍有偏差。
测高仪通过测量距离的变化来得到物体表面的高度数据,但在实际测量中,可能存在一些误差。
因此,使用测高仪测量得到的平面度误差可能会有一定的偏差和误差。
4.实验结论实验结果表明,在对平面度误差要求较高的测量中,使用激光干涉仪能够获得更加准确的结果。
而使用测高仪测量得到的结果则可能会存在一定的偏差和误差。
因此,在实际应用中需要根据需要选择合适的测量方法。
5.实验总结本实验通过对二维平面度误差的测量方法进行探究,得到了物体表面的平面度误差数据,并比较了不同测量方法的优缺点。
平面度误差测量的常用方法有如下几种:
1、平晶干涉法:用光学平晶的工作面体现理想平面,直接以干涉条纹的弯曲程度确定被测表面的平面度误差值。
主要用于测量小平面,如量规的工作面和千分尺测头测量面的平面度误差。
2、打表测量法:打表测量法是将被测零件和测微计放在标准平板上,以标准平板作为测量基准面,用测微计沿实际表面逐点或沿几条直线方向进行测量。
打表测量法按评定基准面分为三点法和对角线法:三点法是用被测实际表面上相距最远的三点所决定的理想平面作为评定基准面,实测时先将被测实际表面上相距最远的三点调整到与标准平板等高;对角线法实测时先将实际表面上的四个角点按对角线调整到两两等高。
然后用测微计进行测量,测微计在整个实际表面上测得的最大变动量即为该实际表面的平面度误差。
3、液平面法:液平面法是用液平面作为测量基准面,液平面由“连通罐”内的液面构成,然后用传感器进行测量。
此法主要用于测量大平面的平面度误差。
4、光束平面法:光束平面法是采用准值望远镜和瞄准靶镜进行测量,选择实际表面上相距最远的三个点形成的光束平面作为平面度误差的测量基准面。
除上述方法可测量平面度误差外,还有采用平面干涉仪、水平仪、自准直仪等用于测量大型平面的平面度误差。
平面度误差的测量方法嘿,朋友们!今天咱就来唠唠平面度误差的测量方法。
你可别小瞧了这个平面度误差,它就像是一个爱捣蛋的小淘气,要是咱不把它抓住,那可就麻烦啦!咱先说说用打表法来测量平面度误差吧。
这就好比是我们在给平面这个大“家伙”做体检。
把表头在平面上到处溜达溜达,看看它哪里高了哪里低了,然后把这些数据都记下来。
这就像是我们在给平面画一幅高低起伏的地图一样,通过这些数据就能知道平面度误差有多大啦!你说神奇不神奇?还有一种叫水平仪法。
想象一下,水平仪就像是一个超级敏感的小侦探,它能敏锐地察觉到平面的一点点倾斜。
我们拿着它在平面上慢慢移动,它就会告诉我们这个平面到底平不平。
要是平面有点歪,它可就立马“报警”啦!再来讲讲干涉法,这可高级啦!就像是给平面穿上了一件特别的“衣服”,通过这件“衣服”上的纹路,我们就能清楚地看到平面哪里不平整。
这可真是个神奇的办法呀!然后是三坐标测量机法。
这就像是给平面请了一个超级厉害的“私人医生”,它能全方位、无死角地给平面做一个超级详细的检查。
任何一点点的不平整都逃不过它的“法眼”。
这得多厉害呀!那我们在测量的时候可得注意啦!要像对待宝贝一样小心翼翼,不能马虎大意。
要是测量错了,那可就糟糕啦!就好像我们要去一个地方,却走错了路,那不是白费力气嘛!所以呀,一定要认真认真再认真!测量平面度误差的方法还有很多很多呢,每一种都有它独特的魅力和用处。
我们要根据不同的情况选择合适的方法,这样才能把平面度误差测量得准确无误。
所以呀,朋友们,平面度误差的测量可真是一门大学问呢!我们要不断学习,不断探索,才能掌握这门技术。
让我们一起加油,把平面度误差这个小淘气给彻底制服吧!。
定位误差检测1.同轴度误差的检测⑴顶尖法测量同轴度误差适用于各种类型的轴类零件及盘套类零件(加配带中心孔的心轴)的同轴度误差的测量,也适用于中等尺寸的孔组的同轴度误差的测量,如图1、图2所示。
⑴将被测零件或测量心轴装卡在测量设备的两顶尖上;⑵按选定的基准轴线体现方法测量基准要素,并确定基准要素的位置;⑶测量实际被测要素各正截面轮廓的半径差值,计算轮廓中心点的坐标;⑷根据基准轴线的位置及实际被测轴线上各点的测量值,确定被测要素的同轴度误差。
⑵V形架法测量同轴度误差适用于各类轴类零件的同轴度误差测量,也适用于中等尺寸的孔组的同轴度误差测量,如图3、图4所示。
⑴将被测零件或测量心轴放在V形架上,并轴向定位;⑵按选定的基准轴线体现方法测量基准要素,并确定基准要素的位置;⑶测量实际被测要素各正截面轮廓的半径差值,计算轮廓中心点的坐标;⑷根据基准轴线的位置及实际被测轴线上各点的测量值,确定被测要素的同轴度误差。
2.对称度误差的检测⑴差值法测量对称度误差用于测量被测实际中心平面相对于基准中心平面的对称度误差。
设基准中心平面与其外轮廓面之间的尺寸为d ,而被测槽实际中心平面与其内槽侧面之间的尺寸为c ,f 为对称度误差,则由如图5b 可得出c f d a -+=2,c f d b --=2,两式相减取绝对值,则有被测零件的面对面对称度误差值为b a f -=。
⑵打表法测量对称度误差主要用于测量槽中心平面对基准槽中心平面的对称度误差。
实际基准要素和实际要素分别用厚度为d 和w 的定位块模拟体现。
⑴先将基准定位块的上表面相对平板上工作面调平,用相对测量法(可先用高度尺估计定位块上表面的高度H ,然后按照H 值组合量块组)测量定位块上表面相对平板工作面的绝对高度1H 。
设指示表测量量块组上表面的读数值为e ,不动指示表,测量定位块上表面,此时指示表读数为a ,则()e a H H -+=1。
基准中心平面相对平板上表面的绝对高度为2/1d H l -=。
平面度误差检测平面度误差检测是在制造业中常用的质量控制方法之一,用于评估产品表面的平整度。
平面度是产品表面与所设定的标准平面之间的偏差,通常以微米(μm)为单位。
平面度误差检测的主要目的是确保产品表面符合预定要求,从而提高产品质量和减少不良品率。
平面度误差检测通常分为直接测量和间接测量两种方法。
直接测量就是使用专门的测量设备,如平面度测量仪、光学仪器等,在产品表面上直接测量出偏差值,并与标准平面进行比较。
直接测量方法准确性高,但设备成本较高,操作复杂,对操作人员的技术要求也较高。
间接测量是利用已知的关联尺寸和角度,通过测量这些尺寸和角度的变化,推导出产品表面的平面度误差。
间接测量方法相对简便,成本较低,可以通过普通的测量工具进行,操作人员的技术要求也较低。
然而,间接测量方法的准确性相对较低,适用于一些精度要求相对较低的场合。
在进行平面度误差检测时,需要注意以下几个方面。
首先,要选择合适的测量设备或工具,确保其准确性和可靠性。
其次,要保证测量环境的稳定,避免影响测量结果的因素,如振动、温度等。
此外,操作人员要进行充分的培训,掌握正确的测量方法和操作技巧,以减少人为误差的发生。
平面度误差检测结果的评定与产品的具体需求有关。
一般来说,平面度误差值越小,说明产品表面越平整,质量越好。
根据产品的具体要求,可以制定相应的平面度误差容许范围,并进行合格与否的判定。
总之,平面度误差检测是重要的质量控制方法之一,对于确保产品品质具有重要意义。
通过选择合适的测量方法和设备,建立科学的检测流程和标准,培训合格的操作人员,可以有效提高产品的表面平整度,提高产品品质和竞争力。
平面度误差检测在制造业中占据重要位置,特别是对于需要高精度和高质量的产品,平面度的控制更加关键。
下面将从平面度误差的影响、检测方法和技术进展等方面进行详细探讨。
首先,平面度误差对产品的性能和可靠性有着直接的影响。
在某些应用领域,如光学仪器、半导体制造、航空航天等,平面度要求非常严格。
平面度误差的评定方法
平面度误差是指工件表面与参考平面之间的偏差,是衡量工件表面平整度的重要指标。
在工业生产中,平面度误差的大小直接影响着工件的质量和精度,因此对平面度误差的评定方法进行研究和掌握是非常必要的。
一、平面度误差的测量方法
1. 直接测量法:将工件放在平面度测量仪上,通过测量仪的指针或传感器直接测量工件表面与参考平面之间的距离差,得出平面度误差的大小。
2. 比较测量法:将待测工件与标准工件放在同一平面度测量仪上,通过比较两者之间的距离差,得出待测工件的平面度误差。
3. 光学测量法:利用光学原理,通过测量工件表面反射光线的角度和方向,计算出工件表面与参考平面之间的距离差,从而得出平面度误差的大小。
二、平面度误差的评定方法
1. 根据工件的使用要求和精度要求,确定平面度误差的允许范围。
2. 根据测量方法得出的平面度误差数据,计算出平均值和标准差。
3. 根据平均值和标准差的大小,判断工件表面的平整度是否符合要
求。
一般来说,平均值越小,标准差越小,说明工件表面越平整,平面度误差越小。
4. 如果工件表面的平整度不符合要求,需要进行修磨或加工,直到达到要求为止。
平面度误差的评定方法是一个比较复杂的过程,需要根据具体情况选择合适的测量方法和评定标准,以确保工件表面的平整度符合要求,从而保证工件的质量和精度。