总装工艺流程图SVG
- 格式:doc
- 大小:31.50 KB
- 文档页数:1

分析单位department of analysis :分 析analysis 检 查check①需要追加、变更④成本、投资费用②品质问题 qulity ○⑤作业性改善③性能、技能改善车型零件名称件号版本分析日期 the date of analysis :MODELpart name item edition管理编号:现状及问题 点 problem对策及要求事项MEASUREMENT签字 sign 日期 date冲压 press签字 sign焊接 weld设计确认涂装 coating 总装 assembly②相关部门意见 the comment of related department设 计 design工艺跟踪情况result零件工艺变更要求表 The requirement of part examination提案理由由于天窗前端出水管总成(左)的排水管软管导出量过少,会发生向着室内脱落。
天窗前端出水管总成(左)의 DRIAN HOSE 가 前围上板에 돌출된 량이 적어 실내로 빠짐 발생우려分析单位department of analysis :分 析analysis 检 查check①需要追加、变更④成本、投资费用②品质问题 qulity ○⑤作业性改善③性能、技能改善车型零件名称件号版本分析日期 the date of analysis :MODELpart name item edition管理编号:现状及问题 点 problem对策及要求事项MEASUREMENT签字 sign 日期 date冲压 press签字 sign焊接 weld设计确认涂装 coating 总装 assembly②相关部门意见 the comment of related department 设 计 design工艺跟踪情况result零件工艺变更要求表 The requirement of part examination提案理由前保上安装支架(左)安装在组合前灯总成(左)时,由于未有安装定位销与装配部形状导致无法安装。
J B5054流程图开发决策市场预测报告技术调研报告先行试验大纲“+”先行试验报告“+”可行性分析报告可行性分析评审报告新产品开发项目建议书技术报价书“+”技术协议书“+”初步设计技术(设计)任务书研究试验大纲“+”研究试验报告 “+”设计评审报告总图(草图或草案)简图(草图或草案)技术设计研究试验大纲“+”研究试验报告“+”计算书“+”技术设计说明书“+”技术经济分析报告“+”特殊元件、外购件、材料表“+”设计评审报告总图简图零件图(主要零件的草图或草案)部件装配图(主要部件的草图或草案)工作图设计计算书“+”早期故障分析报告“+”设计评审报告简图零件图部件装配图总装配图“+”安装图(含基础图)“+”(为成套设备必须具备的)包装图样及文件“+”图样目录“+”文件目录“+”明细表汇总表“+”产品质量特性重要度分级表合格证(合格证明书)质量证明书“+”使用说明书装箱单试制鉴定大纲标准化审查报告产品标准(草图或草案)试制设计评审报告简图零件图部件装配图总装配图“+”包装图样及文件“+”图样目录“+”文件目录 “+”明细表汇总表“+”产品质量特性重要度分级表合格证(合格证明书 )质量证明书“+”使用说明书装箱单试制鉴定大纲型式试验报告试用报告“+”试制总结标准化审查报告产品标准(草图或草案)样机鉴定技术协议书“+”技术(设计)任务书计算书“+”技术设计说明书“+”设计评审报告简图零件图部件装配图总装配图“+”安装图(含基础图)“+”(为成套设备必须具备的)包装图样及文件“+”图样目录 “+”文件目录“+”明细表汇总表“+”产品质量特性重要度分级表合格证(合格证明书)质量证明书“+”使用说明书装箱单试制鉴定大纲型式试验报告试用报告“+”用户验收报告试制总结标准化审查报告产品标准(草图或草案)小批鉴定简图零件图部件装配图总装配图“+”安装图(含基础图)“+”(为成套设备必须具备的)包装图样及文件“+”图样目录 “+”文件目录“+”明细表汇总表“+”产品质量特性重要度分级表合格证(合格证明书)质量证明书“+”使用说明书装箱单试制鉴定大纲型式试验报告试用报告“+”试制总结标准化审查报告产品标准(草图或草案)正式生产简图零件图部件装配图总装配图“+”安装图(含基础图)“+”(为成套设备必须具备的)包装图样及文件“+”图样目录 “+”文件目录“+”明细表汇总表“+”产品质量特性重要度分级表合格证(合格证明书)质量证明书“+”使用说明书装箱单产品标准(草图或草案)随机出厂安装图(含基础图)“+”(为成套设备必须具备的)合格证(合格证明书)质量证明书“+”使用说明书装箱单自由主符号“+” 表示可酌情确定题。

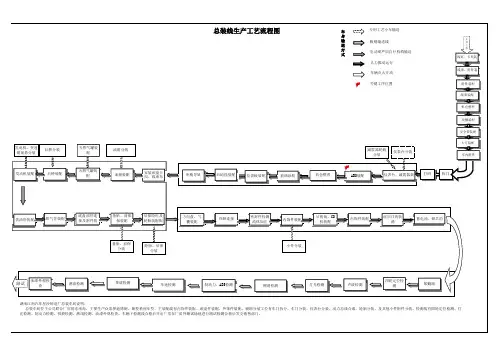
在汽车制造业中,冲压、焊装、涂装、总装合为四大核心技术(即四大工艺)1、冲压工艺冲压是所有工序的第一步。
先是把钢板在切割机上切割出合适的大小,这个时候一般只进行冲孔、切边之类的动作,然后进入真正的冲压成形工序。
每一个工件都有一个模具,只要把各种各样的模具装到冲压机床上就可以冲出各种各样的工件,模具的作用是非常大的,模具的质量直接决定着工件的质量。
a、冲压工艺的特点及冲压工序的分类冲压是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得一定形状、尺寸和性能的零件(冲压件)。
冲压工序按加工性质的不同,可以分为两大类型:分离工序和成形工序。
b、冲压工序可分为四个基本工序:冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。
弯曲:将板料沿弯曲线成一定的角度和形状的冲压工序。
拉深:将平面板料变成各种开口空心零件,或把空心件的形状、尺寸作进一步改变的冲压工序。
局部成形:用各种不同性质的局部变形来改变毛坯或冲压成形工序(包括翻边、胀形、校平和整形工序等)。
c、几种汽车覆盖件的冲压工艺冲压件示意图汽车覆盖件的冲压工艺,通常都是由拉深、修边冲孔、翻边整三个基本工序组成;有的还需要落料或冲孔,有的需要多次修边、冲孔或翻边,有的工序还可以合并。
因此,对于一个具体的汽车覆盖件来说,要确定其冲压工艺,就必须具体地分析该零件的形状、结构、材料和技术要求,结合生产批量(纲领)和生产设备条件,才能最后确定。
2、焊装工艺冲压好的车身板件局部加热或同时加热、加压而接合在一起形成车身总成。
在汽车车身制造中应用最广的是点焊,焊接的好坏直接影响了车身的强度。
汽车车身是由薄板构成的结构件,冲压成形后的板料通过装配和焊接形成车身壳体(白车身),所以装焊是车身成形的关键。
装焊工艺是车身制造工艺的主要部分。
汽车车身壳体是一个复杂的结构件,它是由百余种、甚至数百种(例如轿车)薄板冲压件经焊接、铆接、机械联结及粘接等方法联结而成的。
批准:
审核
编制:
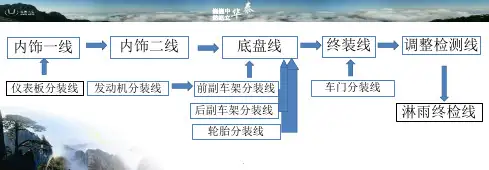
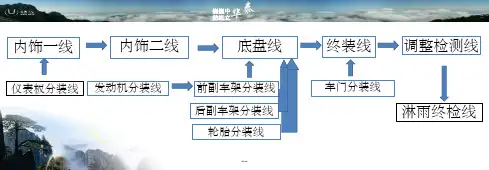
客车装配工艺流程图(底盘改制)
3、油管有无老化、裂纹存在,各总成管路及接头不能松动、漏油;
4、水箱有无破损、漏水现象;
二、主要项目:
1、检查并补足发动机冷却水;
主要质量要求:
一、底盘外观:
1、各个总成件是否齐全;
2、不能有破损、磨花、生锈、螺丝松矿、缺装弹簧垫;
1、底盘路试不少于30Km ;
2、发动机无异响、无漏油、漏水、漏气,制动不跑偏,传动轴不震动,整车无异响,温度正常;
2、检查发动机油、变速箱油、后桥油、方向机油按要求补足;
3、各黄油嘴重打润滑脂;
4、主要部件拧紧力矩;(附表一)(附表二)(附表三)
三、试车
★ 重要工序。
化工工艺图(工艺安装和指导生产的重要技术文件)工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图一、方案流程图1方案流程图(流程示意图或流程简图)初步设计阶段示意性的展开图,并加有必要的标注与说明①设备的画法:用细实线画出设备的大致轮廓或示意图,一般不按比例,但应保持它们的相对大小。
②各设备之间的高低位置及设备上重要接管口的位置,应大致符合情况。
③在方案流程图中,同样的设备可只画一套;备用设备可以省略不画。
2工艺流程图的画法①用粗实线画出主要物料的工艺流程线,用箭头标明物料流向,并在流程线的起始和终了位置注明物料的名称、来源或去向。
②如遇流程线之间、或流程线与设备之间发生交错或重叠,而实际并不相连时,应将其中一条断开或曲折绕过,以使各设备间流程线的表达清晰明了、排列整齐。
③在方案流程图中,一般只画出主要工艺流程线,其它辅助流程线不必一一画出。
3位号与名称注写在流程图的上方或下方和靠近设备图形的显著位置列出设备的位号及名称。
或可将设备依次编号,并在图纸空白处按编号顺序集中列出设备名称。
但对于流程简单、设备较少的方案流程图也可以不编号,而将名称直接注写在设备的图形上。
(为了给工艺方案的讨论和施工流程图的设计提供更为详细具体的资料,还常将工艺工艺流程图中关于流量、温度、压力、液面以及成分分析等测量控制点画在方案流程图上,这种图与施工流程图比较接近。
方案流程图的图幅一般不做规定。
图框和标题栏亦可省略。
)二、施工流程图1、(工艺管道及仪表流程图或带控制点管道安装流程图)。
这种流程图应画出所有的生产设备和全部管道。
它是设备布置图和管道布置图的设计依据,并为施工安装、生产操作提供参考。
施工流程图的表达一般应包括以下几项内容:①带设备位号、名称和接管口的各种设备示意图。
②带管道号、规格和阀门等管件以及仪表控制点(测温、测压、测流量、分析点等)的各种管道流程线。
③对阀门等管件和仪表控制点图例符号的说明。