总装工艺流程图
- 格式:ppt
- 大小:7.78 MB
- 文档页数:11
后桥工艺流程图后桥工艺流程图是用来描述汽车后桥组装过程中的各个环节和步骤的一种图形化表达工具。
在汽车制造过程中,后桥是一个非常关键的部件,它连接着汽车的驱动系统和驱动轮胎,承受着车辆的驱动力和转向力。
因此,后桥的制造过程对于汽车的性能和安全性具有重要的影响。
下面是一张简单的后桥工艺流程图。
首先,在整个后桥组装过程中,需要准备好所需的零部件和工具。
然后,将各个零部件按照一定的顺序进行组装。
首先是拆解并清洗后桥的零部件,确保表面干净无油污和杂质。
然后对零部件进行检查,判断是否有损坏或磨损,如果有,应及时更换。
接下来,需要根据设计要求和标准,对零部件进行调整和修整,确保其尺寸和形状符合要求。
接下来是后桥的总装过程。
首先,将主减速器和差速器组装在一起,并确保它们之间的配合精确。
然后,将主减速器和差速器组装到后桥壳体上,并确保其与壳体之间的密封性良好。
同时,还需要安装侧齿轮、轴承、油封等配件,并进行调整和校正。
最后,将后桥总装件与其他零部件进行组装,如半轴、轮毂和制动器等。
在后桥组装过程中,需要进行一些重要的工艺控制。
首先是对零部件的质量进行检测,确保其符合要求。
包括检测尺寸、形状、材料、硬度等。
其次是对工艺参数进行控制,如装配间隙、张力、力矩等。
还需要对润滑和密封进行检测,以确保后桥正常工作。
最后是对后桥组装件进行试验,如静压试验、漏油试验和运转试验等,以确保其性能和安全性。
总的来说,后桥工艺流程图是指导后桥组装过程的重要工具。
通过对后桥制造过程的准确定义和规范,可以保证后桥的质量和性能。
同时,也能有效提高生产效率和产品的交付时间。
因此,对于汽车制造企业来说,良好的后桥工艺流程图是非常重要的。
通过不断优化和完善后桥组装过程,可以提高汽车的品质和竞争力。
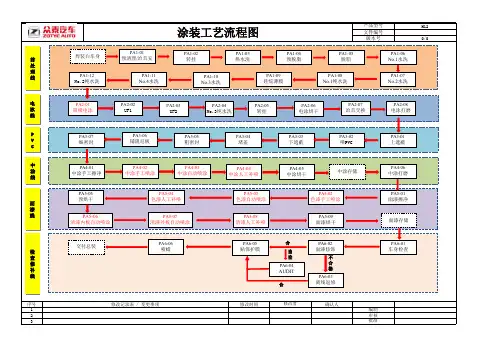
序号123产品型号涂装工艺流程图文件编号M12版本号0/0编制审核批准修改记录表 / 变更事项修改时间确认人修改者PA5-05 预烘干 PA5-04 色漆人工补喷PA5-03 色漆自动喷涂 PA5-02 色漆手工喷涂PA5-01面漆擦净面漆存储PA5-09面漆烘干PA5-08清漆人工补喷 PA5-07清漆外板自动喷涂PA5-06清漆内板自动喷涂PA4-06中涂打磨中涂存储PA4-05中涂烘干PA4-04 中涂人工补喷 PA4-03 中涂自动喷涂 PA4-02 中涂手工喷涂 PA4-01 中涂手工擦净 PA3-07细密封PA3-06铺阻尼板PA3-05 粗密封 PA3-04堵盖PA3-03 下遮蔽 PA3-02 喷PVC PA3-01上遮蔽PA2-01 阴极电泳 PA2-02 UF1 PA2-03 UF2 PA2-04 No.3纯水洗 PA2-05 转挂 PA2-06 电泳烘干 PA2-07 治具交换 PA2-08电泳打磨PA1-01预清理/治具安PA1-08No.1纯水洗 焊装白车身PA1-11No.4水洗 PA1-10No.3水洗PA1-12No.2纯水洗 PA1-07No.2水洗PA1-02 转挂PA1-03热水洗PA1-04预脱脂 PA1-05脱脂PA1-06No.1水洗PA1-09硅烷薄膜 前处理线电泳线 P V C 中涂线检查修补线面漆线PA6-01车身检查合PA6-05贴保护膜 PA6-06喷蜡不合格 PA6-03离线返修PA6-04AUDIT抽检 交付总装合PA6-02 面漆修饰。

汽车制造行业主要生产工艺职业病危害因素识别和防护措施汽车制造行业的工艺类型很多,根据《建设项目职业病危害风险分类管理目录(2021年版)》,汽车制造业C36,属于职业病危害严重行业。
本教案以小型乘用汽车制造工艺为例,讲解汽车制造行业职业卫生监督执法基础知识,重点知识点为汽车制造行业生产工艺流程及生产过程中职业病危害因素识别、职业病防护设施和个人防护措施、以及相关职业病危害因素职业健康检查项目等。
汽车制造行业主要包括冲压车间、焊装车间、涂装车间、树脂车间、总装车间。
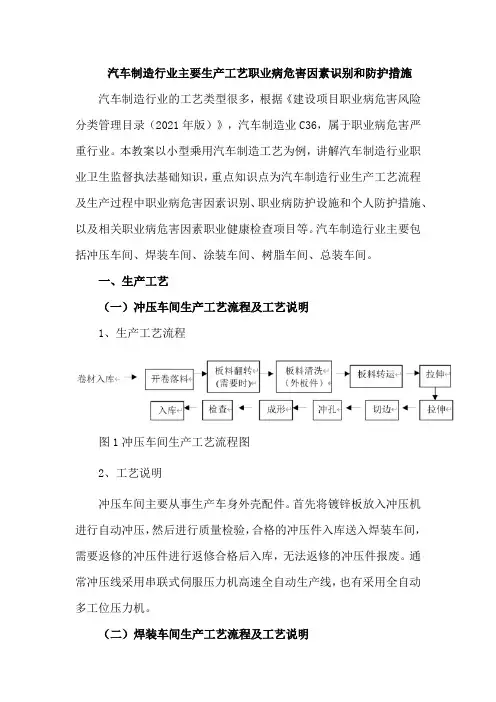
一、生产工艺(一)冲压车间生产工艺流程及工艺说明1、生产工艺流程图1冲压车间生产工艺流程图2、工艺说明冲压车间主要从事生产车身外壳配件。
首先将镀锌板放入冲压机进行自动冲压,然后进行质量检验,合格的冲压件入库送入焊装车间,需要返修的冲压件进行返修合格后入库,无法返修的冲压件报废。
通常冲压线采用串联式伺服压力机高速全自动生产线,也有采用全自动多工位压力机。
(二)焊装车间生产工艺流程及工艺说明1、生产工艺流程图2焊装车间生产工艺流程图2、工艺说明焊装车间主要进行车身总成及其分总成焊接、装配、调整和修磨,分总成主要包括左/右侧围内板总成、左/右侧围外板总成、顶盖总成、地板总成、左/右车门、前盖、后盖总成和车身总成。
焊装车间焊接工艺主要有两种:接触电阻焊和气体(CO2)保护电弧焊。
焊装车间主体部分以电阻焊为主,现代汽车工业通常以机器人自动生产线为主,小件焊接生产线以CO2保护焊为主,独立车间设置。
(三)涂装车间生产工艺流程及工艺说明1、生产工艺流程图3涂装车间生产工艺流程图2、工艺说明涂装车间主要负责车身表面的涂装作业,包括表面处理、电泳涂装、密封胶喷涂、底漆、中涂、面漆喷涂、自动注蜡等。
首先将从焊装车间送入的车框进行预处理,然后进行电泳,再然后进行烘干,之后喷色漆、清漆,再然后送入报交线,无质量问题最后送入自动注蜡机进行注蜡。
涂装车间内一般布置有底漆线、涂胶线、中涂线、面漆线、精饰线、返修线。

汽车生产工艺流程图汽车生产工艺流程图汽车生产工艺流程图是汽车生产过程中各个环节的有机组合和排列,以图形的形式展示出来,便于人们理解和记忆。
下面是一个简单的汽车生产工艺流程图,包含了汽车生产的一些基本环节。
1. 零部件制造:汽车生产的第一步是制造各种零部件,包括发动机、变速器、底盘等。
这些零部件由专门的供应商生产,并按照汽车厂商的要求进行品质管理。
2. 零部件检验:零部件制造完成后,需要进行质量检验,确保每个零部件符合标准要求。
检验包括外观检查、尺寸测量、功能测试等。
3. 零部件入库:通过质量检验的零部件将被送入仓库,并按照不同型号和规格进行分类和存储,以便后续生产使用。
4. 车身焊接:汽车的车身是由多个零部件焊接而成的。
首先,将车身底板焊接在一起,然后将车身侧面和顶部的零部件加入进来,最后进行点焊和线焊,确保整个车身的稳定性和强度。
5. 补强结构和装配:车身焊接完成后,将进行补强结构的装配,包括安装车身柱、横梁、门框等,以增强整车的抗震性能。
同时,还要进行一些必要的装配工作,如安装车窗、车门、灯具等。
6. 涂装:涂装是给汽车车身上色的过程,它不仅能增加汽车的外观美观性,还能防止车身腐蚀和氧化。
涂装分为底漆、面漆和清漆三个步骤,每个步骤都需要经过喷涂、烘干和磨光等环节。
7. 总装:在涂装完成后,开始进行汽车的总装工作。
总装包括安装发动机、变速器、底盘、车厢等部件,以及安装各种控制系统和电子设备,如刹车系统、空调系统、音响系统等。
8. 质量检验:在总装完成之后,对整车进行全面的质量检验,确保每辆车都符合标准要求。
检验内容包括外观检查、功能测试、路试等。
9. 上市销售:通过质量检验合格的车辆,被送往车辆的销售渠道,如经销商等进行销售。
同时,还需要进行相关的手续办理,如车辆登记、保险等。
总结:汽车生产工艺流程图是汽车生产过程中的一个重要工具,它将汽车生产过程中的各个环节有机地组合在一起,让人们可以一目了然地了解整个流程。


更改级别:/日期(最初):更改日期:/日期(修订):零件号:零件名称:工艺过程流程图文件编号:图纸日期:图 纸 号:/XXX 精密机械有限公司更改级别:/日期(最初):更改日期:/日期(修订):零件号:零件名称:图纸日期:图 纸 号:/更改级别:/日期(最初):更改日期:/日期(修订):零件号:零件名称:图纸日期:图 纸 号:/KPC2X11.72±0.02(英制)KCCKPC1.25±0.02(英制)KCCKPC 2.38±0.02(英制)KCC KPC 1.56±0.02(英制)KCC KPC 2.44±0.02(英制)KCC KPC 8XΦ0.118±0.01(英制)KCC KPC KCC KPC2X45°±0.5°KCCKCC检验KPC除非另有说明,螺纹孔倒角至大径,螺纹孔内无铝屑;1.三轴加工中心2.刀具3.夹具4.切削液浓度机加工检验自攻螺套1.符合XXXX 总装图纸要求;2.符合《XX 产品总装配件清单及相关要求》3.作业后确保孔口无翻边,孔内不得有铝屑、污物等;4.无漏装、无错装、无倾斜;1.螺套规格2.工具型号3.自攻螺套作业指导书110100更改级别:/日期(最初):更改日期:/日期(修订):零件号:零件名称:图纸日期:图 纸 号:/更改级别:/日期(最初):更改日期:/日期(修订):零件号:零件名称:图纸日期:图 纸 号:/。