数控加工工艺文件
- 格式:ppt
- 大小:63.50 KB
- 文档页数:15
数控加工工艺任务一一、填充题1. 生产中使用的量具很多,主要分为量具、量具、量具和螺纹量具几种。
量具、2游标卡尺测量精度为mm, 外径千分尺测量精度为mm, 万能游标角度尺测量精度为mm 。
3综合性螺纹量具常用的有和。
一般外螺纹用检测,内螺纹用检测。
4. 内径量表上显示的数值是尺寸与尺寸之5长度尺寸、直径尺寸精度要求不高时,可选用测量,精度要求较高可选用测量。
深度尺寸可选用测量,角度尺寸可选用测量。
6. 量具读数时,视线应与量具尺面7. 三点内径于分尺测量前需用进行校正。
8如题8图所示千分尺的读数为mm 。
二、判断题1游标卡尺只能用千测量外圆尺寸、直径尺寸和长度尺寸。
2. 外径千分尺有0�2smm、2s�somm 、so�1smm 等多种规格。
3万能游标角度尺适用千机械加工中的外角度测量,不能用千内角度测量。
4. 游标卡尺一般用千精度不高场合,故可直接用千测量。
5. 深度游标卡尺的读数方法和游标卡尺完全一样。
6. 于分尺测量工件时,测微螺杆轴线与工件中心线应垂直或平行。
7. 内测千分尺测量内孔时,应反复找正,选择最小值为测量值。
8. 内径百分表测量孔径是一种绝对的测量方法。
9. 量具是精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。
题8图10. 用塞规检测螺纹时,若止端能通过,而通端与工件螺纹旋合量少千两个螺距时,则螺纹加工合格。
三、选择题1. 内测千分尺测量前需用A. 环规 B. 直尺校正。
C. 塞尺2. 万能角度尺测量前应先校准。
D. 量块A. 主尺B. 零位C. 基尺D. 角尺3. 为确保测量准确,对同一尺寸尽可能取不同部位测量多次,取其为测量值。
A. 最大 B. 最小C. 中间D. 平均值4. 内径量表常用的分度值为mm 。
A. 0.05 B. 0.01 C. 0.02 D. 0.1 5. 下列不能用千测量内孔的量具是。
A. 游标卡尺B. 内径量表C. 外径千分尺D. 内径千分尺6. 游标卡尺读数时需要判断游标上的刻线与上的刻线对准。
数控铣床零件加⼯⼯艺设计说明书技师学院毕业论⽂题⽬:数控铣床零件加⼯⼯艺设计系部:机电⼯程系专业:数控加⼯姓名:指导教师:摘要随着科学技术飞速发展和经济竞争的⽇趋激烈,机械产品的更新速度越来越快,数控加⼯技术作为先进⽣产⼒的代表,在机械及相关⾏业领域发挥着重要的作⽤,机械制造的竞争,其实质是数控技术的竞争。
数控编程技术是数控技术重要的组成部分。
从数控机床诞⽣之⽇起,数控编程技术就受到了⼴泛关注,成为CAD/CAM系统的重要组成部分。
以数控编程中的加⼯⼯艺分析及设计为出发点,着⼒分析零件图,从数控加⼯的实际⾓度出发,以数控加⼯的实际⽣产为基础,以掌握数控加⼯⼯艺为⽬标,在了解数控加⼯铣削基础、数控铣床⼑具的选⽤、数控加⼯⼯件的定位与装夹、拟定加⼯⽅案、确定加⼯路线和加⼯内容以及对⼀些特殊的⼯艺问题处理的基础上,控制数控编程过程中的误差,从⽽⼤⼤缩短了加⼯时间,提⾼了效率,降低了成本。
本⽂主要研究了轮廓和孔的数控铣削⼯艺、⼯装以及在此基础上的数控铣床的程序编制。
侧重于设计该零件的数控加⼯夹具,主要设计内容有:完成该零件的⼯艺规程(包括⼯艺简卡、⼯序卡和数控⼑具卡)和主要⼯序的⼯装设计。
并绘制零件图。
⽤G代码编制该零件的数控加⼯程序。
关键词:FANUC、数控加⼯、数控编程⽬录摘要 (2)⽬录 (3)引⾔ (4)1.数控铣 (5)2.FANUC系统 (6)2.1 FANUC系统简介 (6)2.2G代码 (10)2.3M代码....... . . (12)3零件图⼯艺分析 (14)3.1零件结构和加⼯ (14)3.2基准选择 (14)3.3⽑坯和材料的选择 (15)3.4加⼯路线的设计 (16)3.5⼑具选择 (16)3.6切削⽤量的选择 (17)3.7拟定数控切削加⼯⼯序卡 (18)3.8⼯序设计 (19)4加⼯⼯序 (20)4.1确⽴编程原点 (20)4.2编辑程序 (22)5操作步骤 (24)5.1先开机床 (24)5.2回参考点 (25)5.3参数设定 (25)结束语 (26)致谢 (27)参考⽂献 (28)引⾔毕业实践⼯作对于每⼀个即将毕业的毕业⽣来说都是⾮常重要的,它对我们以后⾛上⼯作岗位很有帮助。
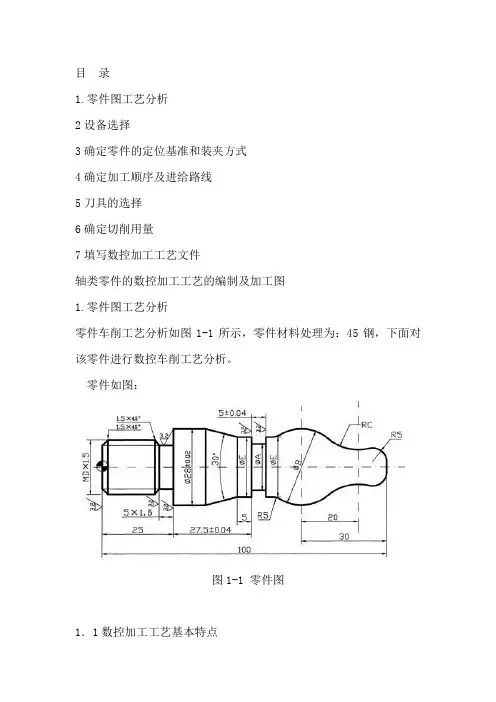
目录1.零件图工艺分析2设备选择3确定零件的定位基准和装夹方式4确定加工顺序及进给路线5刀具的选择6确定切削用量7填写数控加工工艺文件轴类零件的数控加工工艺的编制及加工图1.零件图工艺分析零件车削工艺分析如图1-1所示,零件材料处理为:45钢,下面对该零件进行数控车削工艺分析。
零件如图:图1-1 零件图1.1数控加工工艺基本特点数控机床加工工艺与普通机床加工原则上基本相同,但数控机床是自动进行加工,因而有如下特点:①数控加工的工序内容比普通机床的加工内容复杂,加工的精度高,加工的表面质量高,加工的内容较丰富。
②数控机床加工程序的编制比普通机床工艺编制要复杂些。
这是因为数控机床加工存在对刀、换刀以及退刀等特点,这都无一例外的变成程序内容,正是由于这个特点,促使对加工程序正确性和合理性要求极高,不能有丝毫的差错。
否则加工不出合格的零件。
在编程前我们一定要对零件进行工艺分析,这是必不可少的一步,如图1-1我要对该零件进行精度分析,选择加工方法、拟定加工方案、选择合理的刀具、确定切削用量。
该零件由螺纹、圆柱、圆锥、圆弧等表面组成。
可控制球面形状精度、30°的锥度等要求。
经上面的分析,我可以采用以下工艺措施:(1)为便于装夹,为了保证工件的定位准确、稳定,夹紧方面可靠,支撑面积较大,零件的左端是最大直径圆柱ф85mm,中段的圆柱ф80mm。
右端是螺纹,应先装夹毛坯加工出左端圆弧及圆柱ф85mm、ф80mm调头装夹ф80mm的圆柱加工右端螺纹、圆柱及锥面,毛坯选ф85×350mm。
1.2设备选择根据该零件的外形是轴类零件,只有在数控车床上加工才能保证其加工的尺寸精度和表面质量。
我选择在本校的数控机床HNC-CK6140加工该零件。
1.3确定零件的定位基准和装夹方式1.3.1粗基准选择原则(1)为了保证不加工表面与加工表面之间的位置要求,应选不加工表面作粗基准。
(2)合理分配各加工表面的余量,应选择毛坯外圆作粗基准。
《数控加工工艺》课程标准一、课程基本信息课程名称:数控加工工艺课程类别:专业技能平台课程适应专业:数控技术应用学时学分:64学时,占4学分开课学期:第3学期二、课程概述《数控加工工艺》是一门传授数控加工工艺相关理论知识的课程,是需要较强分析能力的专业核心课程。
本课是在学生学习了钳工技能实训、车工技能实训、机械基础、机械制图、极限配合与机械测量、电工基础等课程之后所进行的数控加工理论知识的讲授,结合企业典型零件的加工工艺,使学生能掌握数控加工工艺的基础理论知识。
主要内容包括:数控机床概述、数控机床的机械结构、数控加工工艺基础、数控加工用刀具与夹具系统、数控车床切削加工工艺、数控铳床切削加工工艺。
通过教学做一体化,引导学生进行工学结合的学习活动,培养学生数控机床加工工艺分析制定的能力。
三、课程目标通过本课程的学习,使学生具备本专业高素质劳动者和高技能应用型人才,所必须的数控加工工艺的基本知识和基本技能,同时具备诚实守信的职业道德、创新创业精神、团队合作精神、善于沟通的交际意识等优秀品质。
(一)素质培养学生的诚实守信、稳重踏实、勤恳厚道的职业道德观念;养成爱岗敬业、一丝不苟,兢兢业业、不断进取的工作作风;培养创新、竞争与团结协作意识。
(二)知识1、掌握切削运动、切削用量选择、刀具切削部分几何形状和角度、刀具材料、零件定位等基本原理。
2、熟悉数控车削、铳削等加工方法;了解各种机床的特点、工作原理、基本构成和主要技术参数。
3、熟悉制定工艺规程步骤、拟定工艺的主要内容,能分析和编制简单件工艺规程。
4、熟悉数控车床、数控铳床与加工中心的工艺分析过程。
5、掌握数控机床一般性维护与保养的方法。
(三)能力1.能够对数控机床的切削运动、切削用量选择、刀具切削部分几何形状和角度、刀具材料、零件定位等基本原理分析和计算;2.理解数控加工常用指令的含义,能正确编制数控加工工艺;3.会分析零件图,选择数控加工的工、量、夹具,制定包括轴类零件、套类零件、盘类零件、平面类、箱体类不同零件的数控加工工艺;4.会根据零件要求,合理选择工具、夹具,能正确进行零件的定位与装夹;5.会根据典型零件进行工艺分析和制定;6.具有制订生产要作计划和实施方案和解决具体问题的能力;7.能对数控机床进行维护与保养以及一般故障进行排除;8.具有信息交流和相互合作的能力。
数控加工工艺规范编号: LX-bz-506. 0XXXX重机事业部2016.1前言本标准根据公司 JB/Z 307.10—98 《切削加工通用工艺守则数控加工》并结合XXXX实际加工资源制定。
本部分按照GB/T 1.1-2009给出的规则起草。
本标准由XXXXX工艺工程部提出。
本标准由XXXXX归口。
本标准起草单位:XXXX工艺工程部。
本标准主要起草人:XXXX本标准2016 年 1月 30 日首次发布。
本标准由XXXX工艺工程部负责解释。
数控加工工艺规范1 范围本标准规定了工程机械制造中结构件的数控镗、数控铣、数控车等数控加工应遵守的基本规则,本标准符合JB/T 9168.1--JB/T9168.6的规定。
本标准适用于公司各类切削加工零件的数控加工工序;加工过程应符合本标准的规定。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
JB/T 9168.1—1998 切削加工通用工艺守则总则JB/T 9168.2—1998 切削加工通用工艺守则车削JB/T 9168.3—1998 切削加工通用工艺守则铣削JB/T 9168.5—1998 切削加工通用工艺守则钻削JB/T 9168.6—1998 切削加工通用工艺守则镗削3 加工前的准备3.1 操作者必须根据机床使用说明书熟悉机床的性能、加工范围和精度,并熟练掌握机床及其数控装置或机械本身各部分的功能用途及其操作方法;3.2操作者必须经工厂安技培训合格,数控操作理论、实操培训考试合格,取得内部上岗操作证后,方能上岗操作;3.3 操作者必须遵守工厂安全操作规程。
按安全人要求,戴好安全帽,防护眼镜,穿好工作服,防护鞋,禁止戴围巾、手套、要戴好防护眼镜,衬衣下摆、袖口必须扎紧,长发必须扎进帽子里;3.4 检查各开关、行程开关、旋钮、手轮及手柄的正确位置。