全自动颗粒包装机的设计全套
- 格式:doc
- 大小:1.20 MB
- 文档页数:63

文件名称文件编号DXDK40VI 自动颗粒包装机确认TS-VD-SB262-00设备验证文件〔安装IQ、运行OQ、性能PQ〕DXDK40VI 自动颗粒包装机确认方案确认方案的起草:日期:确认方案的日期:确认方案的日期:确认方案的日期:1.概述设备名称:自动颗粒包装机设备型号:DXDK40VI本公司设备编号:SBAKLB01生产厂家:天津三桥包装机械有限责任公司所在部门和房间:固体制剂车间袋包装室四〔A1098〕设备简介:DXDK40VI 自动颗粒包装机是我公司固体制剂车间用于物料的分装。
该设备具是一种高品质、高性能的全自动包装机,具有自动完成送料、计量、制袋、充填、封口、打印日期、成品输出等一系列自动功能,承受高精度的运膜系统、人机界面、PID 数字恒温系统等,使整机的操作更加完善、简洁,满足日常生产及GMP 要求。
生产力量:横切频率最高可达110 次/分钟2.验证目的通过对设备的安装、运行、性能进展确认,检查设备的安装是否符合要求,运行是否平稳并安全牢靠,设备性能是否符合设计和说明书的要求。
在到达GMP 要求前提下,是否能满足生产需求,并符合工艺标准,生产出合格的产品。
3.职责车间:负责起草验证方案和报告,并负责本方案的实施。
负责跟踪全部偏差缺陷均已整改。
工程部:负责指导车间的安装调试过程,参与安装、运行及性能确认。
生产部:负责该方案和报告审核,主要参与性能确认验证。
质量部:负责该方案和报告的审核,负责对确认过程进展监控和检验,负责对偏差作出处理意见。
质量受权人:负责方案、偏差和报告的最终批准。
4.培训在本方案实施前,应对方案实施过程中涉及人员进展培训,并做好培训记录,以保证执行人: 复核人:日期: 日期:方案顺当实施。
培训记录见附表 1。
5. 风险评估依据《设备确认操作规程》的要求,设备确认的范围应通过风险分析确定,本次确认的风险分析依据《药品生产质量失败模式与影响分析〔 FMEA)操作规程》进展,详见 《DXDF40VI 自动颗粒剂包装机确认风险评估》 FX-QA-SBYZ-2022-08。
摘要传统的机械设备与产品,多是以机械为主,是电气、液压或气动控制的机械设备。
随着工业水平的不断发展,机械设备己逐步地由手动操作改为自动控制,设备本身也发展成为机电一体化的综合体。
可编程序控制器 (PLC是以微处理器为核心, 综合计算机技术、自动化技术和通信技术发展起来的一种新型工业自动控制装置。
经过 30多年的发展, 目前, 可编程序控制器已成为工业自动化领域中最重要、应用最多的控制装置, 己跃居工业生产自动化四大支柱 (可编程序控制器、数控机床、机器人、计算机辅助设计与制造的首位。
其应用的深度和广度已成为衡量一个国家工业先进与自动化程度高低的标志。
包装码垛自动生产线适用于石油化工、化肥、粮食、港口等行业, 可对 PP 、PE 粒子、 PVC 、化肥、粮食等粉状、颗粒状物料进行全自动包装码垛作业,便于用户储存、运输和销售,全自动包装码垛生产线主要由自动定量包装机、自动上袋机组、封口系统、倒袋机、金属检测机、重量检验机、检选机、喷墨打印机、码垛机等单元组成。
通过可编程序控制器、对整个生产线的工作过程进行自动控制,对运行过程中出现的故障或供料不足,供袋不及时、出垛不及时等,进行声光报警。
该设备具有操作简单,运行可靠,维修方便等优点。
根据用户要求,配上通讯接口和打印机、有打印日、月累计报表的功能。
还可与上位计算机或触摸屏连接,对包装码垛自动生产线实现实时监控、远程诊断和网络化管理。
关键词:PLC ;控制系统;包装码垛自动生产目录绪论 .............................................................................................................................. 1一、 PLC 的背景 (2)(一 PLC 的产生 (2)(二 PLC 的应用现状和发展趋势 (2)(三包装码垛自动生产线的发展 (3)二、包装码垛自动生产线机械系统设计 ..........................................................................4 (一包装码珠自动生产线系统组成 (4)三、气动及真空系统 ........................................................................................................14(一气动系统的结构 (14)(二真空系统 (17)四、 PLC 控制系统设计 .....................................................................................................18(一包装码垛自动生产线工艺流程 (18)(二程序控制逻辑 (19)(三 PLC 控制系统硬件设计 (27)(四 PLC 控制系统软件程序设计 (33)结论 ............................................................................................................................ 34参考文献 . (35)致谢 ............................................................................................................................ 36附页 . (37)绪论在制造业高度繁荣、工业自动化蓬勃发展的今天,市场的变化、技术的更替都无时无刻不在影响着工业自动化向前发展的方向。
基于PLC全自动药品包装机系统设计1 更多相关参考论文设计文档资源请访问课题名称基于PLC全自动药品包装机系统设计姓名郭若铮学号 5 号专业电气自动化指导老师顾月娟无锡职业技术学院日期: 2014年 5 月 26 日更多相关参考论文设计文档资源请访问无锡职业技术学院毕业设计(论文)任务书系: 电气系专业: 工业电气自动化班级: 自动化70901学生姓名高诗雨指导教师徐子闻职称课题名称基于三菱PLC的摇臂钻床系统1. 找出摇臂钻床的资料,查找各类文献资料,寻求解决方案课2. 根据控制要求选定PLC型号,各类元器件型号,制表题3. 编写PLC程序梯形图,并进行相关考证其可行性工4. 整理本课题的论文及相关各类资料,并装订成册作内容指标 (1) 熟练掌握可编程控制器基本结构和外部接线方法。
,目 (2)熟练应用可编程控制器的基本指令及相关上位编程软件标 (3)熟练掌握梯形图程序的输入、调试、运行、监控。
,要 (4)在设计中学习锻炼,并获得一定的设计经验。
求第一周选择课题,明确要求,研究和资料收集; 进第二周确认课题方案,进行课题设计; 程第三~四周进行软件系统设计;安第五~七周完成撰写论文,检查,修改并打印论文排第八周答辩;(1)可编程控制器原理及应用教程清华大学出版社 [J] 主编孙振强主(2)PLC应用开发技术与工程实践人民邮电出版社 [J] 编著求是科技要参与文献无锡技师学院起止 2014年5月1日~2014年6月13日地日期点系主任: 指导教师:年月日年月日说明:毕业设计(论文)任务书由指导教师根据课题的具体情况填写,经系部审核签字后生效。
更多相关参考论文设计文档资源请访问目录第1章概述 ........................................... 1 1.1 课题研究背景 ....................................... 1 1.2 课题研究意义 ....................................... 2 1.3 国内外研究现状 ..................................... 3 1.3.1国外袋成型包装机发展现状 .......................... 3 1.3.2国内袋成型包装机的发展现状 ........................ 4 1.3.3自动包装机存在的问题 .............................. 5 1.4 本次设计的任务和设计内容 ........................... 6 1.4.1设计内容和要求 ................................... 6 1.4.2设计工作任务和工作量的要求 ........................ 6 第2章系统总体设计 .................................... 7 2.1袋成型自动药品包装机的机械结构以及工作原理 ........... 7 2.2工艺分析 ........................................... 8 2.2.1 内装物的工艺特性分析 ............................. 8 2.2.2 包装材料的要求 ................................... 8 2.2.3 系统工作循环过程 ................................. 9 2.2.4 包装机原理框图 ................................... 9 第3章 PLC控制系统的硬件设计 .......................... 10 3.1 硬件配置 ......................................... 10 3.2 操作面板的设计 .................................... 10 3.3 输入输出点分配 (11)更多相关参考论文设计文档资源请访问选型 .......................................... 12 3.5 A/D模块的选择 .................................... 12 3.6 PLC外部接线及电机的驱动电路 ....................... 13 第4章 PLC控制系统的软件设计 .......................... 15 4.1 步进指令编程的介绍 ................................ 15 4.2 控制系统的主程序 .................................. 15 4.3 初始化程序 ....................................... 16 4.4 手动程序 ......................................... 18 4.5 自动回原点程序 .................................... 19 4.6 自动程序 ......................................... 20 第5章结束语 ........................................ 24 5.1方案综合评价和结论 ................................ 24 5.2体会和展望 (24)参考文献 (25)更多相关参考论文设计文档资源请访问摘要现代社会对物品的包装要求越来越高,药品也不例外,为使包装出的药品整齐美观并且具有良好的包装质量,要求包装机具有精确的动作、定位精度及较高的生产率和一定的柔性,因此对包装机的控制要求是越来越高。
编号:URS-GT-027页码:Page 1 of 15颗粒包装全自动装盒机用户需求标准编号:URS-GT-027页码:Page 2 of 15批准执行签名下面的签名表示对本URS内容已经审核完毕,且表明已经为执行作好了准备。
在批准后,任何针对本文件的内容进行改变或修正的活动,都必须起到完善本URS的作用,所有的改变或修正均应执行变更处理,并经过批准后作为本URS的附件,与本URS一并执行。
设备名称全自动装盒机数量1台审核批准表标准经下列部门审核和批准后生效部门/人员签字日期起草人工程设备部年月日审核人工程设备部部长年月日生产技术部部长年月日质量管理部部长年月日分管副总年月日批准人质量受权人年月日编号:URS-GT-027页码:Page 3 of 15目录1.目的2.范围3.责任4.项目描述5.整体技术要求5.1.技术要求5.2.数据要求5.3.功能要求6.材质与加工要求7.EHS要求8.维护9.仪表10.项目实施用户需求10.1.进度表10.2.法律和法规要求11.供货、服务要求11.1.计划11.2.URS响应和DQ11.3.FAT工厂测试11.4.SAT现场测试11.5.IQ/OQ安装/运行确认12.文件13.交货13.1.货物的运输13.2.安装13.3.培训编号:URS-GT-027页码:Page 4 of 1514.变更管理需求15.变更历史及原因16.附件17.分发部门编号:URS-GT-027页码:Page 5 of 151.目的本URS需求标准旨在从项目和设备的角度阐述用户的需求,包括了用户对该项目的质量要求(符合新版GMP),描述了用户对全自动装盒机的工作过程及功能的期望。
主要包括相关法规符合度和用户的具体需求,这份文件是构建起该项目和设备文件体系的基础,同时也是在全自动装盒机的设计、制造、采购、验收和确认等过程中为用户和设备生产商提供双方可接受的依据标准。
设备生产商应在规定的时间内完成并达到本用户需求的设计目标和可接受的质量标准。
基于PLC的全自动包装机系统设计设计全自动包装机系统是一种能够自动完成包装过程的设备,它能够将产品包装成符合要求的包装形式,并且能够在高速、高效的情况下进行工作。
PLC(可编程逻辑控制器)是一种常用于自动化控制系统的控制设备,它能够根据预设的程序准确地控制和监控设备的运行。
本文将基于PLC的全自动包装机系统进行设计,具体包括系统的硬件设计和软件设计两个方面。
硬件设计:1.传感器选择:包装机系统通常需要使用不同类型的传感器来检测物料的位置、重量、形状等信息。
根据具体的包装要求,选择合适的传感器,如光电传感器、压力传感器和温度传感器等。
2.执行器选择:包装机系统需要使用不同类型的执行器来完成各种工作,如电动机控制输送带运行,气缸控制夹紧装置等。
根据具体的工作要求,选择合适的执行器,并考虑到其控制方式与PLC的兼容性。
3.通信接口设计:考虑到实时监控和数据采集的需要,包装机系统需要与上位机或其他设备进行通信。
选择合适的通信接口,如以太网接口或串口接口等,确保系统能够实现与其他设备的数据交换。
4.安全设计:在设计过程中,必须考虑到系统的安全性,采取相应的安全措施,如急停按钮、安全门、光幕等,以保障人员和设备的安全。
软件设计:1.确定控制逻辑:在软件设计过程中,首先需要根据包装过程的要求,确定控制逻辑。
根据工作流程,将整个包装过程分解为不同的步骤,考虑到步骤之间的先后关系和依赖关系,逐步建立控制逻辑。
2.编写程序:根据确定的控制逻辑,使用PLC编程软件,编写程序来实现对各个执行器的控制和监控功能。
程序需要包括逻辑控制语句、运算和判断语句等,以确保系统能够按照要求进行工作。
3.监控界面设计:为了方便操作和监控系统的运行状态,可以设计一个监控界面。
通过该界面,操作人员可以实时监控运行状态、设备参数和报警信息等,并进行必要的调整和干预。
4.故障排除和调试:在软件设计完成后,需要对系统进行测试、排除故障和调试。
确保系统能够正常运行,并对程序的性能进行优化和改进。
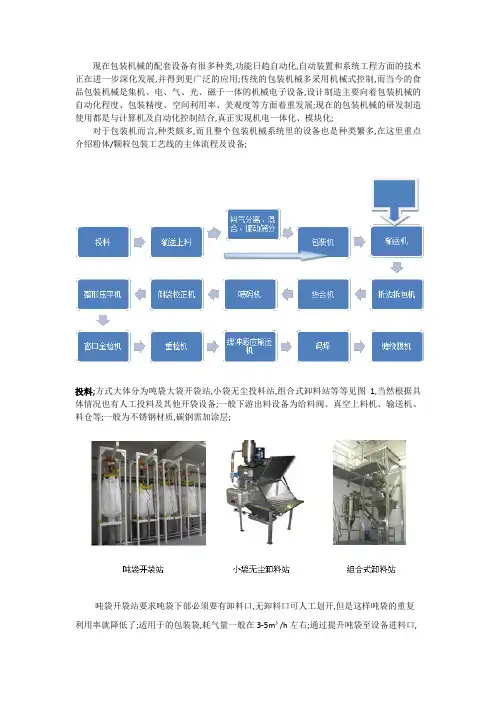
现在包装机械的配套设备有很多种类,功能日趋自动化,自动装置和系统工程方面的技术正在进一步深化发展,并得到更广泛的应用;传统的包装机械多采用机械式控制,而当今的食品包装机械是集机、电、气、光、磁于一体的机械电子设备,设计制造主要向着包装机械的自动化程度、包装精度、空间利用率、美观度等方面着重发展;现在的包装机械的研发制造使用都是与计算机及自动化控制结合,真正实现机电一体化、模块化;对于包装机而言,种类颇多,而且整个包装机械系统里的设备也是种类繁多,在这里重点介绍粉体/颗粒包装工艺线的主体流程及设备;投料;方式大体分为吨袋大袋开袋站,小袋无尘投料站,组合式卸料站等等见图1,当然根据具体情况也有人工投料及其他开袋设备;一般下游出料设备为给料阀、真空上料机、输送机、料仓等;一般为不锈钢材质,碳钢需加涂层;吨袋开袋站要求吨袋下部必须要有卸料口,无卸料口可人工划开,但是这样吨袋的重复利用率就降低了;适用于的包装袋,耗气量一般在3-5m³/h左右;通过提升吨袋至设备进料口,人工拆开吨袋卸料口,物料靠重力落进料仓来完成拆包卸料工作;依物料特性可添加振动装置等来增强卸料效果;吨袋开袋站的主要优点是可降低劳动强度,杜绝粉尘飞扬,安全防爆;另外拍打破碎装置对于流动性差,易结块的物料有着很好的卸料效果;小袋无尘卸料站适用于制药、化工、食品行业中小袋物料的拆包、投放、筛分和卸料,特别适用于针对流动性较差物料的投料和筛分;拆包时由于集尘风机的作用,拆包全程为负压可以避免物料粉尘到处飞扬;耗气量一般在左右;组合式卸料站兼吨袋和小袋拆袋投料系统的特点进行组合投料;对大袋吨袋、小袋等袋输送上料;粉粒类上料输送设备常用的有真空上料机,螺旋输送机,皮带输送机,斗式提升机,长距离送料以气力输送系统为主;真空上料机是利用真空泵作为真空源,将物料由一处送入其他机构中例如混合机、包装机、料仓、振动筛、反应釜等;真空上料机是用气泵抽气,使吸料嘴进口触及整个系统处于一定的真空状态,粉粒料随同外界空气被吸入嘴,形成料气流,经过吸料管到达料斗,在料斗中进行气、料分离;分离后的物料进入受料设备;送料---放料是通过气动三通阀不断地开、闭来完成;每次放料时,压缩空气脉冲反吹过滤器,把吸附于过滤器表面的粉末打落下来,以保证吸料能正常运行;减轻了工人的劳动强度,杜绝了使用现场的粉尘污染;可以适用于较高防爆要求场合输送易燃、易爆物料;同时,由于只需使用不锈钢管和软连接,特别不受长短距离限制,安装简便,维修、维护都相当便利,是绝大部分粉体物料输送方式的首选;当然真空上料机不适合输送粘度高,体积相对较大或者过轻过重的物料;螺旋输送机适用于粘度较低的物料输送,目前粉粒物料以有轴输送为主,无轴输送机主要输送一些易缠绕,高粘度的物料;螺旋输送分为水平螺旋输送,垂直螺旋输送;垂直螺旋输送主要用于提升物料,适合输送流动性较好的粉粒类物料;水平螺旋输送适用于水平和倾斜均匀输送物料,在输送过程中可完成混合、搅拌等工作;选择螺旋输送机一定要根据自身物料的特性和输送条件来确定输送机材质及型号;如果物料易碎,则不适合用螺旋输送;皮带输送机应用广泛,输送能力大,输送距离远,物料残留量少;工作时无噪音,动力消耗低;但是其成本较高且易磨损,易扬尘;斗式提升机适于粉状,粒状及小块进行提升输送,机壳可防止粉尘飞扬;按牵引形式可分为链式和带式;工作中料斗易磨损、易过载;所以在选型时一般考虑一下几种因素:1.物料的形状,粉、颗粒、块2.物料物理特性,含水量、粘稠度3.物料比重,依次来进行抗拉强度校核4.输送量,输送量决定料斗及牵引方式的不同对于距离较远的物料输送可选用气力输送系统;气力输送目前以正压浓相、正压稀相、负压稀相型式,下引式为常见;正压输送的特点是输送量大,距离较长,流速较低,稳定;它对于物料的影响较小,主要组成部分为星型给料阀、旋风分离、除尘器与罗茨鼓风机;正压和负压也可进行组合应用以满足特殊要求,比较适用于多点供料单点出料的输送方式,通常为输送粉状、小颗粒或比重较轻的物料;稀相输送的介质一般采用空气或氮气,动力提供一般由罗茨真空泵提供;吸送式与压送式气力输送的比较:输送形式优点缺点实用场合吸送式1.易于取料,适用于要求取料不产生粉尘场合2.适用于从低处、深处或狭窄取料点以及由几处向一处集中送料的场合1.一般工作真空度小于,故输送量和输送距离不能同时取大值1.从船舱、卡车中卸料2.食品工业中输送低压压送式1.适用于从一处向数处的分散输送1.供料较吸送式困难,应对应被输送物1.一般工业部门高压压送式1.由于使用排气压力高的气源设备,故输送条件即使有所变化仍可实现输送1.属密闭式压力容器的仓式发送,若作为连续输送系统时应在发送罐之前部设置中间储料斗1.长距离、大容量输送水泥、铝矾土、砂栓流压送式1.由于低输送风速、高浓度输送、物料破碎少1.是利用空气的静压推动输送,压力需要较高1.长距离、大容量输送水泥、铝矾土沸腾上行式1.输送浓度较高; 1.速度相对稍高; 1.中短程距离输送;旋风除尘装置旋风除尘器,是气流在筒体内旋转一圈以上且无二次风加入的离心式除尘器;它是利用旋转气流对粉尘产生离心力,使其从气流中分离出来;旋风除尘器的工作过程是,当含尘气体由切向进气口进入旋风分离器时气流将由直线运动变为圆周运动;旋转气流的绝大部分沿器壁自圆筒体呈螺旋形向下、朝锥体流动,通常称此为外旋气流;含尘气体在旋转过程中产生离心力,将相对密度大于气体的尘粒甩向器壁;尘粒一旦与器壁接触,便失去径向惯性力而靠向下的动量和向下的重力沿壁面下落,进入排灰管;旋转下降的外旋气体到达锥体时,因圆锥形的收缩而向除尘器中心靠拢;根据“旋转矩”不变原理,其切向速度不断提高,尘粒所受离心力也不断加强;当气流到达锥体下端某一位置时,即以同样的旋转方向从旋风分离器中部,由下反转向上,继续做螺旋性流动,即内旋气流;最后净化气体经排气管排出管外,一部分未被捕集的尘粒也由此排出;自进气管流入的另一小部分气体则向旋风除尘器顶盖流动,然后沿排气管外侧向下流动;当到达排气管下端时即反转向上,随上升的重心气流一同从排气管排出;分散在这一部分的气流中的尘粒也随同被带走;旋风除尘器在包装机械中与气力上料机构相连可以做料气分离、落料功能使用;混合机有时在包装前工艺要求对物料进行配比混合或喷淋加湿等工序,这就需要混合机来完成; 常用混合机种类卧式螺带混合机、卧式桨叶混合机卧式螺带混合机内部主轴盘绕2层不同方向的螺带,在动力的驱动下,快速搅拌物料;卧式螺带混合机由混合仓、搅拌器、驱动装置基本组成,外螺旋带在动力的驱动下,其盘绕形式配合旋转方向把物料从U型仓两端向中央地带推动,而内螺旋带把物料从中间向两端推动,形成对流混合;混合机卧式筒体底部中央开设出料口,外层螺旋带的蜗旋结构配合主轴旋转方向驱赶筒壁内侧物料至中央出料口出料,确保筒体内物料出料无死角;犁刀混合机犁刀式混合机为单轴式强制搅拌设备,主轴上安装有多组犁刀式搅拌器,并且错位连续安装,结构上避免了搅拌死角,运转时,更产生了不间断式的漩涡离心作用力,错位的犁刀持续搅拌,漩涡离心物料流不断重叠、击散,致使物料沸腾,并行成对流循环,快速的搅拌物料;结团性物料如纤维或受潮结团、加液凝聚的粉料,通过在犁刀混合机内安装的高速飞刀,结合犁刀搅拌器搅拌物料时形成的对流循环作用,对结团性物料进行打散、分离;犁刀混合机适用于粉料、颗粒与粉料、粉料与少量液体和混合,广泛应用于化工、陶瓷、消防药剂、硬质合金、摩擦材料、耐火材料、干粉砂浆及矿山等行业;该机对混合物适应性广,对容易团聚的物料可以起到解聚和打散的作用;还可以根据用户根据用户的要求制作加热、冷却、正压、真空等各种特殊形式;立锥混合机立式混合机有螺带型和螺旋型;立式锥形混合物机广泛应用于工业生产中各种混合、干燥工艺;锥形螺带混合机通常应用于粉料、颗粒状物料、浆料或粘稠体的混合、搅拌、可配备喷液喷淋系统,可按用户要求设计成真空状态、带压状态、加热或冷却等工艺条件,满足各种工艺状况下物料的混合、搅拌;其特点为◆强力混合作用使靠近容器壁的物料向上运动而中心处的物料向下运动◆柔和但完全地对可流动的物料进行混合,大量的物料可在短时间内实现混合◆可以达到高标准的混合均匀◆几乎可以将所有的物料排干净锥形螺旋混合机有单螺旋和双螺旋,双螺旋锥形混合机凭借内部悬臂上的两根非对称螺旋在绕自身轴线上自转的同时,由悬臂驱动,绕筒体中心轴旋转形成公转;螺旋公转与自转相互配合,将物料受螺旋旋转吸收,同时向圆周方向排散;被提升至上部的两股物料流再向中心汇合,形成在中心向下的流向,填补底部的空缺带,从而形成了整体的循环作用流;单螺旋混合过程示意图首先,混合螺杆通过自转用来提升物料其次,混合螺杆绕锥子筒缓慢地作圆周运动最后,物料从螺杆甩下,被带到槽后对面,如此循环,完成混合;连续式混合机连续式混合机既能混合物料,又能使上下游设备连续工作,因而广泛用于粮食、食品、制药、化工、饲料、建材等行业;连续式混合机能够真正实现进料与出料同时进行的连续化混合生产作业,通过调整输送设备的速度、混合机的转速和出料速度来控制物料在筒体内的停留时间;可配套于大规模产量的生产线上,在混合均匀的同时也能够保证产出物料产品的一致性与稳定性,以配置不同大小的设备来满足总体生产线的产量;连续式混合机有单轴及双轴两种形式单轴犁刀连续式混合机以混合为主,输送为辅的原理结构,其内部的特殊结构设置即能自适应物料的一定范围内进料速度,达成相应的生产产量,与此同时也能够充分的对物料进行大范围的混合,确保混合均匀度,结合匀速喂料设备,保证了产出物料产品的一致性与稳定性;双轴桨叶连续式混合机实现最大化产出产量,有着较为剧烈的搅拌效果分散物料,双轴啮合空间能够均匀的扩散或挤压物料,能够适应特殊性物料如纤维混合料、颗粒料;连续混合机工作原理:连续式混合机由机壳、转轴、搅拌器、减速机、上盖组成,壳体一侧可以配置快开门,供检修用,桨叶与轴用螺栓螺母联接,桨叶角度可调; 物料通过进料口、辅料或者添加剂通过辅料口进入混合机,电机带动混合机运转、轴上桨叶将物料翻、抛起,反向桨叶与正向桨叶使物料形成一定对流,最终桨叶形成的螺旋、将物料向出口输送、同时物料在机内被翻腾、对流、抛起,多种作用下充分混合,既满足了物料混合、又连续工作、无死角;双轴桨叶结构单轴桨叶结构单轴螺带结构无重力混合机无重力混合机装载着两根同时异向向外旋转的平行桨叶轴,每根轴上搭载十字桨叶,在驱动装置的同步作用下,两根的十字桨叶轴的运行轨迹成相交关系,且错位啮合;驱动装置驱使桨叶轴快速旋转,旋转的桨叶产生离心力,将物料有效抛洒至筒内上空部分,达到抛物线的最高点后下落抛物线的最高点也称为瞬间无重力状态,物料再受桨叶的驱赶,在筒体内往复循环混合,并受双轴的啮合空间混合、剪切、分离,致使物料快速混合均匀;混合机多是做物料的物理混合使用,如果物料需要化学反应的混合,则是以反应釜为主;南通和上海的几家混合机企业在质量、售后及品牌推广上做的都很不错;振动筛进入包装前也有一些物料筛分工序,该工序主要由振动筛来完成;当然振动筛也分为好多种,这里就不细解了;需要深入了解和感兴趣的朋友可以去网上查询河南新乡是国内最大的生产基地;振动筛的最基本的工作原理是通过筛体振动,将物料从筛网中层层分离,筛分不同目数的物料从不同出口出料;包装机粉、粒类包装机按装袋方式分为袋装、箱/桶装、吨袋等类型;粉体包装机袋装主要由破拱分配料斗、升降机构、垂直给料螺旋、关料机构、脱气装置、控制系统等部分组成;适用于易架桥、搭拱、粘壁,流动性差、粉尘量大的粉体处理领域;破拱分配料斗,在促进粉体流动的同时实现均匀供料,破拱装置根据不同特性的粉体定制,如桨叶型、螺带型、犁刀型等;升降机构有效抑制粉尘外溢,实现粉体“零”落差,缓释技术防止落袋扬尘;垂直给料螺旋实施强制喂料,变距设计、变频控制实现分级给料,配合升降机构分为多级补偿,从而保证称重精度的同时减少物料损耗;脱气装置根据不同特性的粉体定制,如碳纤维合成、PE复合等,有效实现料气分离;袋装包装系统工艺流程简图:该类包装机的给料方式以重力自由落料、螺旋给料、振动给料、皮带给料等◆自由落料由阀门控制给料量,例如双速气动式阀门给料机构;该给料工作原理:称重开始仪表给出开始信号双速对夹式阀门完全打开,当加料到达额定值的90%时,阀门一边关闭,另外一半阀门开度变小,当达到额定重量时,同时迅速关闭关料门气动关料门;其阀门加工并进行抛光且圆弧过渡,确保与物料摩擦后无任何杂质脱落;适用于流动性好的物料如大米、肥料等;◆螺旋给料以双速螺旋给料为例,通过信号反馈调节电机频率来控制粗细加料过程;适用于流动性较差,密度小的物料;如面粉、纯碱、染料等;◆对给料装置的设计要求是:结构简单、紧凑、轻便;机构运转灵巧、可靠、适用;要能适应包装计量及其他包装工作的变动进行调节,所以振动给料与皮带给料在粉体包装中使用并不是很多;粉体包装机箱/桶装该设备由破拱分配料斗、升降机构、给料装置、关料机构、气囊夹袋装置、控制系统等部分组成;适用于易架桥、搭拱,流动性差、粉尘量大的粉体处理领域;破拱分配料斗,在促进粉体流动的同时实现均匀供料;升降机构,有效减少粉体落差,缓释技术防止落袋扬尘;气囊夹袋装置是引用了橡胶可伸缩膨胀的原理,实现与薄膜袋的软性强制密封,实现了夹袋全密封、彻底解决了传统夹袋有泄漏、有扬尘的难题,并有效减少称重包装过程中的收尘风量,减少成品损耗;气囊夹带:吨袋包装机该设备由称重机构、升降平衡机构、挂袋机构、夹袋收尘机构、辅助机架单元、控制系统等部分组成;适用于粉、粒料大袋吨包、太空包快速计量包装领域;➢材质:与物料接触部分均为sus304不锈钢材质,其它碳钢涂层;➢材质要求:与物料直接接触部分采用SUS304材料制作,其它部分采用Q235-A材料,表面防腐处理;➢制作要求:表面200目以上细砂抛光,整体框架结构,内腔满焊,圆弧过渡,并且做到箱体外表面平整,光滑、色泽一致,整体美观,无明显凹凸现象;主机内所有与物料接触处采用平面或圆弧过渡,接触面都经过打磨、抛光工序处理,避免砂眼、死角,杜绝集料堵料;➢防护等级:传感器防护等级IP67,隔爆控制柜;➢工作方式:人工套袋、人工挂带、自动吹袋、自动除尘、自动计量包装、自动释袋、自动释带、人工铲出;□具备空袋吹气功能,并配备内置与外置式除尘接口;□包装完毕后自动脱离夹袋器与挂袋机构且无需其它操作;□集高、低速加料功能于一体,有效解决包装过程中的速度、精度要求;□对于包装过程中不同重量的包装袋可自动去皮、清零、具有数据自动修正功能;□可配套喉管式金属检测报警仪,实现金属杂质在线监测剔除功能;□可以根据要求配备抖包功能或灵活调整夹袋机与挂钩高度;□可配套拎袋、振动整形功能,促进物料流动、整平;□升降机构有效减少粉体落差,缓释技术防止落袋扬尘;□给料装置根据不同特性粉体定制,其适应性强、功能性强;□关料机构设有单阀门切断式、双阀门联控式、多行程驱动式,根据不同粉体及差异化给料装置配合使用,以包装计量称重的准确度、可靠性;□气囊夹袋装置是引用了橡胶可伸缩膨胀的原理,实现与薄膜袋的软性强制密封,真正实现了夹袋全密封、彻底解决了传统夹袋有泄漏、有扬尘的难题,并有效减少称重包装过程中的收尘风量,真正帮助用户减少成品损耗;称重单元称重部分关键器件称重传感器一般选用不锈钢桥式传感器;其综合误差为万分之几,防护等级最高达IP67,传感应变片设置在密封件内,且内部充满氮气保护,具有精度高、可靠性好、使用寿命长等特点;不锈钢秤体采用多点传感器称重结构,利用多点组合平整、稳定的称重面,如此在动态计量包装过程能快速校正偏载、防止模拟信号晃动、识别数字信号物理中间值;气动挂钩装置挂钩为气动控制,将大包装袋的吊带进行挂起,以防止包装袋在秤重和振动过程中倾斜,各挂钩间距均可根据包装袋挂钩的大小进行调整;称重完成后自动脱袋;夹袋装置夹袋机构:夹袋机构安装在下料斗的末端,为全密封结构,不受恶劣环境影响;人工套袋后轻触启动按钮,气缸动作,密封袋口;如此状态下给料,可防止粉尘泄漏、飞扬;计量、称重完成后,气缸自动完成脱袋;另外,下料管夹层内设有除尘管,除尘管的收尘调节阀根据设定的程序指令,在计量包装粗给料时调节管道大风量收尘,计量称重细加料时,调节管道停止脉冲式收尘,加料结束后调节管道加大脉冲式收尘;有效抑制释袋后现场粉尘的飞扬;气动夹袋机构具有易操作,结构精巧,夹紧力大,无粉尘等特点;电气控制单元电气控制单元由控制柜、称重显示仪、PLC可编程控制器、变频器、传感器专用接线盒、气动执行元件等组成;气动管路用进口专用软管;减重称减重称可以对物料进行精确连续/批次定量给料,消除了由于物料装料落差引起的重量偏差;减重式定量控制装置是将称重模块直接安装在储料仓上,通过称重终端来称量储料仓,同时控制储料仓的放料口;这样控制储料仓每次所减少的重量即可达到定量加料的目的;全自动包装码垛系统主要包含小袋包装的自动上袋、称重、输送、封口、倒袋、喷码、金属检测、重量检测、码垛,大袋称重包装及其集散控制系统、信息管理系统;系统流程图系统布置图主要组件1.物料的金属检测可通过喉式金检机和窗口式金检机检测;喉式金检应安放在包装机上游,检测散料;窗口式金检机在包装机下游,检测包装成品;2.封口有缝纫线在包装纸袋内和缝纫线在包装纸袋外两种形式;两种形式决定缝包与热合的顺序;3.重检机在连续几个报警后,要停机进行人工检修校称;4.物料包装形式不同袋装、盒装、桶装、罐装等,码垛机器人的抓手也不同,比如有抓取式、吸盘式、夹取式等;某品牌某型号码垛机器人与机械式高架码垛的性能对比序号比较内容码垛机器人机械式高架码垛机机械式低架码垛机1 用电量8kw 20kw 18kw2 耗气量min min min3 部件数量1220件2500件2100件4 噪音运动部件少,噪音小运动部件多,噪音大运动部件多,噪音大5 码垛能力MAX 1000袋/小时1200袋/小时800袋/小时6 配置自由度配置灵活、自由度大、智能性高占用空间大,并且主机为箱式占用面积大,并且主机为箱式7 维修费零部件少,几乎没有故障,维修费用低,起初5年在正常情况下不需要维修费用;以后每年大约1万元; 零件多,容易出现故障,从第一年开始每年的维修费大约为2~3万元;零件多,容易出现故障,从第一年开始每年的维修费大约为2~3万元;8 满足码垛成品变化的自由度相应调整夹具定位、参数,或更换夹具必须改造设备本身,耗费大、时间长必须改造设备本身,耗费大、时间长9 设备占用空间可参考图纸占用空间小占用空间大占用空间大10 企业理念省电力、省能源的智能化设备高电耗、高能耗的传统机械式设备高电耗、高能耗的传统机械式设备5.全自动包装线的控制系统包含动力柜、现场控制柜、操作箱、所有包装及其配套设备的连接线缆、桥架和触摸屏;现场操作箱装有触摸屏和必要的开关、指示灯、按钮等工人可以从面板上了解整套自动包装生产流水线的工作情况,故障指示等;具有粉尘防护作用,控制柜电气防护等级:可编程控制器PLC能与上位机DCS可靠的进行数据通讯;系统内部及各单元布线、布管、接线、接地、标识等均严格按用户要求及国家相关标准、规范严格执行;电控柜四面,强弱电分开;后期要根据用户DCS的通讯协议做模块衔接、信号互通;主控柜电源柜柜体侧视。
本科毕业设计(论文) 题目:颗粒包装机自动供料系统的设计系别:机电信息系专业:机械设计制造及其自动化班级:学生:学号:指导教师:2013年5月颗粒包装机自动供料系统的设计摘要本设计是关于颗粒包装机自动供料系统的设计。
颗粒包装机是将小颗粒产品通过计量装入包装袋内,再进行封装的包装机械。
能较大提高生产效率、降低人工劳动强度。
本设计主要研究物料供送系统的结构设计和包装材料供送机构的设计。
首先由包装机的生产能力确定计量装置的大小来完成物料的计量,从而完成物料的供送。
其次由包装材料的传送路线确定引导辊的位置来完成包装材料的供送。
本设计主要设计颗粒包装机的包装材料成型与供送系统,包括供送包装材料的辊子,引导辊,成型器;物料供给系统,包括料斗,计量器,导流槽;以及计量器的传动系统。
本次设计采用了象鼻成型器和改进后的转鼓式计量装置。
本设计能进一步提高其包装性能,结构简单、重量轻、外形尺寸小、设备费用低、运转安全,操作方便、便于维修和管理。
关键词:颗粒包装机;成型器;计量器A design of the automatically feeding system for Granulepacking machineAbstractThis design is about automatic feeding system of packaging machine. Granule packaging machine feeds small products through the measurement into the packing bag, and then packaging system to finish packing. It could greatly improve the production efficiency,and reduce labor intensity.This design mainly research materials for structure design and packaging material feeding system. Determined firstly by packing machine production capacity to complete material metering device size, thus completing the material supply. To determine the route followed by packaging materials to finished packaging material guide roller position feeding.Packaging material forming the main design particles this design packaging machine and feeding system, including the supply roller, and sent packing material guide roller, forming device; material supply system, including the hopper, measuring device, guide groove; and the metering transmission system. This design uses a drum type metering device for trunk shaper and it improved better than any other types which exist in this society.This design can improve the packaging performance, such as simple structure, light weight, small size, low cost of equipment, operation safety, convenient operation, and easy to repair and management for users.Key Words: granule packing machine; shaper; meter目录摘要 (I)Abstract (II)1 绪论 (1)1.1题目背景和意义 (1)1.2国内外发展现状 (1)1.2.1国外发展现状 (2)1.2.2国内发展现状 (3)2 包装机概述 (6)2.1产品包装概述 (6)2.2包装机的分类 (7)2.3包装机的组成 (8)2.4颗粒包装机的工作原理 (9)3 方案设计及选择 (10)3.1物料供送系统结构方案 (10)3.2包装材料供送机构方案 (12)4 机械部分设计 (15)4.1计量装置设计计算 (15)4.2生产能力计算 (16)4.3制袋成型器的选择和设计计算 (17)4.3.1常用成型器 (17)4.3.2成形器的结构尺寸计算 (20)4.4引导装置 (24)4.5轴的设计 (23)4.5.轴的结构设计 (23)4.5.2轴的强度校核 (25)4.6电机的选择 (27)4.7其他零件的设计 (27)5总结 (29)参考文献 (30)致谢 (31)毕业设计(论文)知识产权声明 (32)毕业设计(论文)独创性声明 (33)1 绪论1.1题目背景和意义包装是产品进入流通区域的必要条件,实现包装的主要手段是使用包装机械。
自动化包装机的设计
背景
随着制造业和物流业的发展,自动化包装机在生产和仓储过程
中扮演越来越重要的角色。
为了满足市场上对自动化包装机的需求,这里提供了一种自动化包装机的设计方案。
设计方案
1. 机器结构
这款自动化包装机采用模块化设计,由输送、包装和控制三部
分组成。
输送部分由输送带和传感器组成,可自动检测物品并将其
输送到包装部分。
包装部分由抓手、密封器和切割器组成,可以自
动将物品包装并封口。
控制部分由PLC控制和触摸屏组成,可以
管理和监控整个包装过程。
2. 包装材料
这款自动化包装机适用于各种包装材料,如PE膜、泡沫板和纸板等。
用户可以根据不同需求选择不同的包装材料,以满足个性化生产需求。
3. 适用范围
这款自动化包装机适用于物流、食品、医药等多个行业,可以提高包装效率和准确性,并降低人工成本和包装毛损费。
结论
本设计方案的自动化包装机采用模块化结构,可适用于多种包装材料和多个行业,为生产和仓储提供了高效、精准和经济的解决方案。
颗粒物料定量称重、灌装控制系统设计方案1 绪论1.1 包装机械的发展现状及现实意义现代包装技术日益向着高度机械化和自动化方向发展,最初,在包装领域中所应用的第一代包装机械——DubbedGen1,结构简单,是纯机械性的。
由一台电机带动直线轴转动,并通过凸轮产生动力。
采用可编程控制器(PLC)的控制系统,结构也很简单,由操作人员直接控制机器。
在大部分情况下,还没有采用人-机互动技术(HMI)。
之后,出现了第二代包装机械。
此技术诞生于十年前,包装机械仍采用传动轴驱动,只是结构更复杂一些,因为由伺服电机来控制速度,所以可以向一些特殊的动作发出指令,而且也采用了更为复杂的PLC可编程逻辑控制器。
第二代包装机械的可调性更好,但这一优点却需要付出更高的费用。
这些费用包括更多的线路布置、更多的PLC可编程逻辑控制器输入/输出(I/O)装置,这些装置庞大而复杂,有更多的传感器和程序控制,甚至还包括更多的外围设备,而且对于故障的排除和处理也更加困难。
近年来,国内包装机械从技术、设计和制造等方面发展较快,从前期的由国外引进先进设备和技术并在此基础上进行消化吸收,到自行设计制造生产出较为先进的电子秤称量微机控制的各种型号种类的包装机,基本满足了国内各行业散状物料产品包装的需要。
但开发研制经济实用的颗粒物料称重式包装机也是非常适时和必要的。
随着社会经济、技术的快速发展,产品定量精度要求更加严格,产品规格种类繁多,颗粒物料定量称重、灌装类设备需求量日益增加。
相比之下,农产品的包装机械发展稍有不足,包装速度和精度偏低是阻碍其发展的主要原因。
本课题根据这一要求并结合谷物生产的实际情况,研制了颗粒物料的自动定量灌装控制系统,对如何提高灌装速度和称量精度提出了改进方案。
1.2 颗粒物料定量灌装控制系统的研究意义随着市场经济的完善和发展,商品流通的深度和广度进一步扩大,包装工业在国民经济中的作用和地位越来越高。
商品包装是一个新兴的行业,是在商品经济日益繁荣,市场竞争日趋激烈的新形式下,逐步成长起来的。
全自动定量制袋包装机结构及工作原理任务5 包装设备散剂主要采用袋装、瓶装,根据包装剂量的不同,可分单剂量包装和多剂量包装。
常用的散剂包装机有小剂量包装机、全自动定量制袋包装机和自动背封包装机等。
由于散剂在贮藏过程中容易吸湿,一般多以单剂量包装为主。
因此,主要介绍单剂量包装的全自动定量制袋包装机。
全自动定量制袋包装机用途非常广泛,可以自动包装所有的细小颗粒及粉末状药品。
包括自动计量、制袋(背封、三边封、四边封、插角袋、手拎带、四边烫袋)、自动打孔、打码,计数、打切口。
另外,根据计量方式不同又分为:电子秤计量式和螺杆计量式。
流动性好的、扬尘不大的、含水较高的小颗粒和粉末主要采用电子秤计量式全自动定量制袋包装机,计量精确度高,生产效率高,但造价较高、设备占地面积较大。
而螺杆计量式全自动定量制袋包装机对于流动性好的和不好的粉末都可以自动计量,造价更低,易清洗,占地面积小,但精度相对较低,包装速度比较慢。
生产中可以根据具体情况进行选用。
全自动定量制袋包装机主要由计量装置、传动系统、横封装置、纵封装置,切断装置、成型器,光电监测系统等几部分构成。
项目二散剂生产设备工作时物料从加料斗进入,在螺旋供料器的作用下不断混合(可防止成分离析),自动卸料至螺旋提升机(含振动防架空破拱装置)的缓存料仓。
缓存料仓通常是容积固定的量杯,由于量杯的容积固定,因此可以完成定量。
然后提升机自动提升已经被定量的物料,充填到已经自动制袋成型的包装袋中,包装机完成自动封切,得到成品。
根据成型器的结构不同,制成的包装的形状不同,又可将其分为以下几种类型。
(一)象鼻形成型器-充填-包装封口机采用象鼻形成型器的包装机在生产过程中包装袋会连续不断的运动,因此生产过程也是连续的。
卷筒薄膜在多道导辊、张紧装置的作用下,由光电检测装置对包装材料上的商标图案位置定位后,会被引入象鼻形成型器。
此时,薄膜被卷折成圆筒状,被连续回转的纵封器加热加压定型,同时纵封器的连续回转会使薄膜料带从上向下连续移动。
摘要颗粒包装机一般适用于食品、医药、茶叶、化工、等产品中松散状、无粘性、细小的颗粒物品的小剂量自动包装,主要由包装材料输送机构、成型机构、封口机构、送料机构、切断机构、机架等组成,具有操作简单、生产量大、适用范围广等特点。
本设计进行了颗粒包装机的设计方案论证、包装原理分析、机械结构设计和强度计算等,设计的颗粒包装机主要由供料料斗、计量供料、包装薄膜供给、成型、纵封、横封、定量供料器、切断、电器加热等组成,其工作原理是薄膜卷装在可调节轴向距离的轴上,薄膜经张紧装置、导向滚筒、牵引滚筒进入薄膜导向成型器,形成对折的U形结构。
进而,纵封辊将薄膜横封成筒状,横封辊将筒状薄膜的底部封口,制成敞口袋,供料机构向敞口袋内充填物料,然后横封辊将敞口袋的口封合,切割装置的切刀将连续包装袋切成单袋,完成包装过程。
本机具有整体性好、运动精度高、工作效率高、安全可靠、操作容易、制造成本低等特点。
关键词:颗粒包装机;结构设计;袋成型;纵封;横封。
ABSTRACTGranule packing machine is generally used in food, medicine, tea, chemicals, and other products in loose form, non-sticky, tiny particles goods in small doses automatic packaging, mainly by the packaging material transport mechanism, forming mechanism, sealing mechanism, feed mechanism, cutting institutions, racks, etc., with simple operation, production capacity, wide application and other characteristics. This design makes packing machine design argument, packaging principle analysis, mechanical design and strength calculation, particle packing machine designed mainly by the supply hopper, metering feed, packaging film supply, molding, longitudinal sealing, transverse sealing , quantitative feeder, cutting, heating and other electrical components, its working principle is mounted on an adjustable film reel shaft axial distance, the film by the tensioning device, the guide rollers, traction roller guide into the film forming device to form a folded U-shaped configuration. Further, the longitudinal sealing rollers transverse sealing the film into a tubular shape, transverse sealing the tubular film roll at the bottom of the seal, made of open pocket, to open the bag feeding mechanism for filling material, and horizontal sealing rollers seal the mouth of the pocket open , cutter cutting device into a continuous bag single bag, complete packaging process. The machine has good integrity, high precision, high efficiency, safety and reliability, easy operation, and low manufacturing costs.KEYWORDS:Granule packing machine; structural design; bags molding; longitudinal sealing; transverse sealing.目录摘要 (i)ABSTRACT (ii)目录 (iii)1 绪论 (1)1.1 包装机械的作用 (1)1.2 包装机械的分类 (1)1.3 颗粒包装机械的组成 (2)1.4 颗粒包装机械的发展趋势 (2)2 颗粒包装机总体结构方案设计 (4)2.1 颗粒包装机设计参数 (4)2.2 颗粒包装机的设计方案 (4)2.3 颗粒包装机总体设计 (6)2.3.1 执行机构 (6)2.3.2 传动系统 (6)2.3.3 支撑形式选择 (7)2.3.4 机体强度设计 (8)3 包装纸输送机构设计 (10)3.1 包装纸输送机构设计 (10)3.2 机体强度设计 (12)4 袋成型机构设计 (14)4.1 袋成型机构的选择 (14)4.2 象鼻成型机构的设计计算 (15)5 传动系统方案设计 (19)5.1 总体传动比分配 (20)5.2 主轴转速计算 (21)5.3 主轴功率的确定 (21)5.4 主轴最小直径估算 (22)6 热封设计 (23)6.1 纵封滚轮的设计及计算 (23)6.2 横封装置设计 (25)6.3 封合调整 (27)6.4 引导装置 (32)结论 (33)致谢 (34)参考文献 (35)装配图细节1绪论包装机械是完成全部或部分包装过程的机械。