涂装及电镀
- 格式:ppt
- 大小:2.99 MB
- 文档页数:23

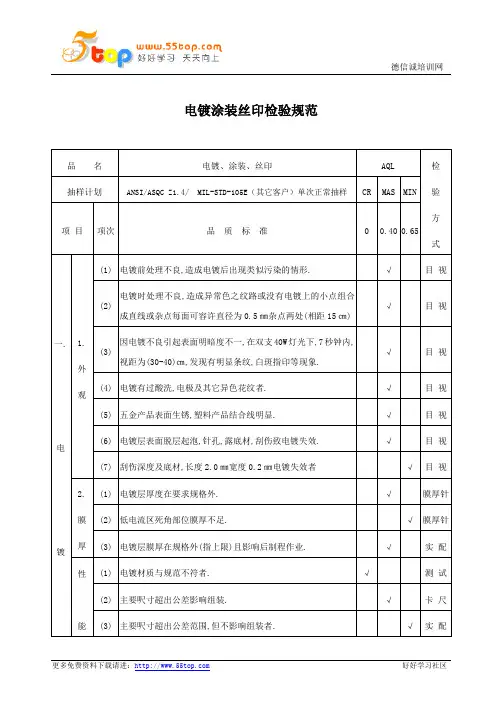
浅谈表面处理工艺之喷涂和电镀喷涂和电镀作为常见的两种表面处理工艺的手法,被广泛应用于汽车、家电、笔记本电脑等各大制造业领域。
其中电镀工艺,以其抗氧化性、抗腐蚀性、可增加硬度等功能性以及表面美观的优点而被广泛应用于防护装饰领域、防腐领域、性能提升等方面。
作为表面处理行业龙头,电镀在我们生活中的应用十分庞大,大到航天,小到眼镜架、小饰品等等。
尽管电镀工艺被广泛应用在生活中各种领域,但是,电镀行业是一种需要消耗大量水资源的行业,对环境的污染危害性大,属于重污染行业。
特别是废水排放中含有重金属铬,大大增加了对环境的危害。
此外,电镀工艺还存在大气污染的弊端,溶剂类的废气则可能存在致癌的风险。
近年来随着中国大气污染、水污染问题的逐步升级,政府部门加大了对于环境保护的投入力度,出台了一系列的整治环境污染的政策法规。
特别是这些治理措施中常常涉及对于像电镀工艺这样重污染行业的限制。
伴随着这些政策法规的出台,相关行业一直在寻找替代方案,各种替代电镀的声音在不同场所及专业领域出现。
其中,化学镀、PVD、EPD等技术目前发展相对比较成熟。
但是此类技术要不无法解决废水中的金属离子层含量、后期污水处理难以达到要求的问题,要不就是需要购买专用设备,并且对底材的形状、尺寸有限制,工件在工厂间来回移动产生不必要的物流成本等问题而被各大喷涂厂所诟病。
那么,有没有一款既能发挥电镀或PVD等工艺的金属色外观又安全环保且无需投资专用设备就可轻松实现客户诉求的完美产品呢?对此,武藏涂料经过多年潜心研究,目前有多个系列的产品可以应对这个痛点。
其中,以HAIUREX PGRANDE BONUL GPX79以及ECO HAI UREX-P BRIGHTONE EC-SW62- 最为经典,在汽车、手机通讯等领域有着广泛的采用实绩。
为响应市场对产品质感、成本上的更高诉求,武藏涂料于2020年3月份又推出了EC-SW62-的升级版EC-SW62-GG双组分仿电镀VA涂料,此款涂料通过使用光辉剂代替特殊铝粉,使得辉度感更强、涂料表面的粒子颗粒感更细腻。
金属件常用表面处理方法自行车常用的表面处理方式分类 1.涂装,包含电泳涂装、静电涂装、手工涂装、静电粉末涂装及流化床粉末涂装等;2.电镀,常用的有普通镀锌(台资企业叫UCP,有蓝锌与白锌)、彩色镀锌、镀铬(又叫CP,有亮面与雾面之分);3. 化学镀,主要用于塑料件,先在工件表面化学镀一层铜或镍,然后再进行后续的电镀,最后一层大多为镀铬;4. 阳极氧化、电解着色或染色,主要是针对有色金属之铝合金,以及现在新兴起的镁合金,处理后表面形成一层致密的氧化膜,可以是金属本色,也可以染成不同的颜色,由于具有坚硬耐磨,耐腐蚀性优良的特点,一般外边不在涂装油漆或粉末;5. 抛光、磨花、拉丝,也是针对铝合金的一种处理方式,通过机械(手工或震动抛光)或化学的(三酸或两酸化学抛光或电化学抛光)处理方式,使得铝合金表面微观变得平整,达到不同级别的平滑光亮效果,然后喷透明漆,或继续在抛光的工件表面磨花或拉丝等处理后改变外观效果再进行涂装;6. 防锈磷化与发黑处理,不具有装饰性,目的就是为了提高工件的防锈性能,主要用在花鼓、轴承的处理;7. 达克罗处理,又叫达克锈处理或锌铬膜,即片状锌基铬盐防护涂层,是国际上金属表面处理的一种高新技术,一种防锈性能很好的涂装方式,达克罗不用电沉积方法而将工件直接浸入达克罗处理液中,或用刷涂、静电喷涂法使处理液粘附于工件表面,然后经烧结而成的含锌、铝及铬元素的无机转化膜。
主要用在小零件的防锈处理上,如螺丝螺帽等,也可应用在链条、支撑、泥除脚、车首竖杆、货架、停车架ED电著处理意思金属表面电着色一般来说,电镀的成膜物质是金属,电泳的成膜物质是树脂. 非金属(如塑料)可以电泳,但要求先电镀,再电泳,因为塑料的耐温较低,对电泳漆的选择就要多注意了BED电泳, -----电泳的成膜物质是树脂AP 镀珍珠镍SIL银喷塑金属镀覆表示方法机体材料/镀覆 . 镀覆层镀覆层镀覆层 . 后处理化学处理表示方法机体材料/ 处理 . 处理名处理特 . 后处理(颜色)三亿文库3y.uu456.表面处理表示方法及选择表面处理;零件或构件在工作过程中,由于其表面的磨损、腐蚀和;成了十分惊人的经济损失,因而我们技术工作者用物理;另外通过表面处理还可以充分发挥材料的潜力和节约能;今天在这里介绍常用金属的镀覆、化学、电化学处理层;1、金属镀覆和化学处理表面方法用的各种符号;1)基体材料表示符号(常用基体材料);材料名称符号铁、铜Fe铜、铜合金Cu铝、铝合金A;镁、镁合金Mg钛表面处理零件或构件在工作过程中,由于其表面的磨损、腐蚀和疲劳造成了十分惊人的经济损失,因而我们技术工作者用物理、化学、机械等方法来改变零构件表面的组织成分,即表面处理,获得要求的性能,以提高产品的可靠性或延长其寿命。
铝合金表面处理
铝合金表面处理是指对铝合金表面进行一系列的处理,以改善其外观、耐腐蚀性和机械性能。
常见的铝合金表面处理方法包括阳极氧化、电泳涂装、喷涂、电镀等。
1. 阳极氧化:将铝合金制品浸入含有硫酸、硫酸铜等电解液中,通过电解反应形成一层氧化膜,提高铝合金的耐腐蚀性和硬度。
同时,阳极氧化还可以通过染色等方式改变铝合金的颜色。
2. 电泳涂装:将铝合金制品浸入含有漆液的电泳槽中,通过电泳作用使漆液均匀附着在铝合金表面,形成一层均匀、致密的涂层。
电泳涂装可以提高铝合金的耐腐蚀性、耐磨性和外观质量。
3. 喷涂:使用喷涂设备将涂料喷涂在铝合金表面,形成一层涂层。
喷涂可以通过选择不同的涂料,实现不同的效果,如防腐、防锈、防氧化等。
4. 电镀:将铝合金制品浸入含有金属离子的电解液中,通过电解反应使金属离子还原成金属沉积在铝合金表面,形成一层金属镀层。
电镀可以提高铝合金的耐腐蚀性、装饰性和导电性。
以上是常见的铝合金表面处理方法,不同的处理方法适合于不同的应用场合和要求。
在实际应用中,可以根据具体需求选择合适的表面处理方法。
铝合金表面常见的表面处理工艺铝合金表面处理工艺是指对铝合金表面进行加工和改良,以改善其外观、耐蚀性、耐磨性和耐热性等性能。
常见的铝合金表面处理工艺包括阳极氧化、电泳涂装、喷涂、电镀和化学处理等。
一、阳极氧化阳极氧化是一种常用的铝合金表面处理方法,通过在铝合金表面形成一层致密、均匀的氧化膜来提高其耐蚀性和耐磨性。
这种氧化膜可以具有不同的颜色,如银白色、黑色、金色等,可以根据实际需要进行选择。
二、电泳涂装电泳涂装是一种将有机涂料均匀地附着在铝合金表面的方法。
其基本原理是利用电场的作用,使涂料颗粒带电,然后将铝合金浸入涂料溶液中,通过电化学反应使涂料颗粒在铝合金表面析出形成涂层。
电泳涂装具有涂层均匀、附着力强、耐腐蚀性好等优点。
三、喷涂喷涂是将涂料通过喷枪均匀地喷涂在铝合金表面上的方法。
这种方法广泛应用于汽车、建筑和家具等领域。
喷涂可以选择不同的涂料和颜色,使铝合金表面具有不同的效果和特性。
四、电镀电镀是一种通过电解的方式,在铝合金表面形成一层金属膜的方法。
常见的电镀方法有镀铬、镀镍、镀锌等。
电镀可以提高铝合金表面的耐蚀性和外观,使其具有更高的装饰性和耐久性。
五、化学处理化学处理是利用化学反应改变铝合金表面的方法。
常见的化学处理方法包括酸洗、酸蚀、酸化和转化膜处理等。
这些方法可以清除铝合金表面的氧化物和杂质,改善其表面质量和耐蚀性。
总结:铝合金表面处理工艺是对铝合金表面进行加工和改良的方法,常见的处理工艺包括阳极氧化、电泳涂装、喷涂、电镀和化学处理等。
这些工艺可以提高铝合金表面的耐蚀性、耐磨性和耐热性等性能,使其具有更好的外观和装饰性。
在实际应用中,可以根据需求选择适合的表面处理工艺,以达到最佳的效果。
金属表面处理工艺金属表面处理是利用金属材料的表面特性和工艺手段,通过一系列技术措施对金属表面进行加工和处理,以提高其性能、延长使用寿命、增强美观等方面的要求。
金属表面处理工艺广泛应用于各个领域,如机械制造、汽车、建筑、电子、航空航天等。
金属表面处理工艺主要包括清洗、除锈、防锈、涂装、电镀等步骤。
首先是清洗环节,通过物理或化学手段去除金属表面的污垢、油脂和其他有害物质。
清洗可以采用溶剂、水洗或喷砂等方式,确保金属表面的干净和准备好接受下一步的处理。
清洗完成后,接下来需要进行除锈处理。
金属材料容易受到腐蚀和氧化,导致表面产生锈斑和疲劳现象。
除锈工艺主要包括机械除锈、化学除锈和电化学除锈等方式。
机械除锈使用机械设备和磨料对金属表面进行研磨或打磨,除去氧化层和污垢。
化学除锈利用一定的化学试剂溶解金属表面的氧化层,达到除锈的效果。
电化学除锈则是利用电解原理将金属表面的氧化层电解溶解,达到除锈的目的。
除锈完成后,金属表面需要进行防锈措施。
防锈的目的是避免金属表面再次受到氧化和腐蚀的侵害。
常用的防锈方法有化学镀膜、热处理和电镀等。
化学镀膜是将一层防锈剂涂覆在金属表面,形成一层不易被氧化和腐蚀的保护膜。
热处理则是通过加热金属材料,使其内部结构发生改变,提高金属的硬度和耐蚀性。
电镀利用电解原理,在金属表面沉积上一层金属或合金薄层,提高金属表面的保护性能。
最后一步是涂装工艺。
涂装可以保护金属表面免受氧化和腐蚀的侵害,同时也能提高产品的美观和耐用性。
常用的涂装方式有喷涂、喷塑和粉末涂装等。
喷涂是将涂料均匀地喷洒在金属表面,形成一层保护膜。
喷塑则是通过将涂料加热溶解后,喷洒到金属表面,形成一层坚硬的保护膜。
粉末涂装是将涂料粉末喷洒在金属表面,经过烘干后,形成一层坚硬的保护膜。
综上所述,金属表面处理工艺在提高金属材料性能和美观方面发挥着重要作用。
不同的金属材料和具体的应用领域,需要采用不同的表面处理工艺和方法。
随着科学技术的发展和工艺技术的不断创新,金属表面处理工艺也在不断完善和改进,以适应不同的需求和挑战。
涂装专业知识点总结一、涂装材料1. 涂装材料的种类根据用途和特性,涂装材料可以分为漆料、颜料、溶剂和添加剂等几大类。
漆料主要用于形成涂层并保护被涂物。
颜料主要用于调色和覆盖。
溶剂是漆料的稀释剂,有机溶剂和水性溶剂是比较常用的。
添加剂用于改善漆料的性能。
在工业生产中,涂装材料的种类繁多,如喷涂油漆、电镀、防腐油漆等,根据不同的涂装需求选用相应的涂装材料。
2. 涂装材料的特性涂装材料的特性主要包括干燥时间、硬度、耐久性、颜色稳定性和附着力等。
不同的涂装材料在不同的环境条件下表现也会有差异。
了解涂装材料的特性对于确定涂装工艺和设备选择至关重要。
3. 涂装材料的选用在进行涂装作业前,需要明确被涂物的材料和形状、涂层的要求、涂装环境的条件等因素,根据这些因素选择适合的涂装材料。
二、涂装工艺1. 表面处理在进行涂装前,被涂物的表面需要进行清洁、去油、除锈、磷化等处理。
表面处理的质量对于涂装效果和涂层的耐久性有很大的影响。
2. 涂装方法常见的涂装方法包括喷涂、浸涂、刷涂和电镀等。
不同的涂装方法适用于不同的被涂物和涂装材料。
喷涂是最常用的涂装方法,分为空气喷涂、无气喷涂和高压喷涂等几种。
浸涂通常用于特殊形状的被涂物,如管道、容器等。
电镀则是利用电化学原理进行涂装。
3. 涂装工艺参数在进行涂装作业时,需要确定涂装厚度、喷涂距离、喷涂角度和温度等一系列工艺参数。
这些参数对于涂装效果和涂层质量有着直接的影响。
4. 烘干涂装完成后,涂层需要进行烘干以固化。
烘干的温度、时间和速度等参数需要严格控制,以确保涂层的质量。
三、涂装设备1. 喷枪喷枪是涂装设备中最关键的部件之一,其喷嘴、气帽和进气压力等参数决定了喷涂效果和生产效率。
喷枪的保养和清洁对于延长使用寿命和确保喷涂质量至关重要。
2. 涂装机涂装机主要用于大批量生产中,其中包括自动喷涂机、轮廓喷涂机等。
涂装机的选用和维护对于生产效率和涂层质量有着重要的影响。
3. 智能化涂装设备随着科技的发展,智能化涂装设备逐渐应用于工业生产中。
汽车零部件电镀和涂装实验室技术要求首先,实验室设备方面,需要配备先进的电镀和涂装设备。
对于电镀
来说,需要有电镀槽、电源、搅拌器、温度控制器等设备,并且需要具备
镀液过滤、镀液调配和镀液维护等功能。
对于涂装来说,需要有喷涂设备、喷枪、隧道烘干设备、烘箱以及涂装腔等设备,以及相应的涂料和辅助材料。
此外,还需要有对电镀和涂装效果进行检测的设备,如厚度计、细度
计等。
其次,实验方法方面,需要有完善的实验步骤和技术要求。
在进行电
镀实验时,需要确保镀液配比和温度的准确控制,保证电镀件的质量。
在
进行涂装实验时,需要控制喷涂的厚度和均匀性,保证涂装件的外观和性能。
此外,还需要有对电镀和涂装件进行检测的方法,如厚度测量、耐腐
蚀性测试等。
最后,实验环境方面,需要有良好的通风系统和废气处理设备,确保
实验过程中有机废气和溶剂的排放符合环境要求。
同时,还需要有恒温恒
湿的实验室环境,确保电镀和涂装过程的温度和湿度的稳定性。
此外,实
验室的材料和仪器需要符合相关的环保要求,防止对环境和人体健康产生
不良影响。
总之,汽车零部件电镀和涂装实验室的技术要求包括设备的先进性、
实验方法的准确性和实验环境的安全性,这些要求旨在保证实验过程和结
果的可靠性,并且符合相关的质量和环保标准。
不断提升实验室的技术要求,对于汽车零部件电镀和涂装行业的发展和创新具有重要意义。
Q/SY 三一重工股份有限公司企业标准Q/SY 1055-2007工程机械涂装技术规范1工程机械涂装技术标准1 范围本标准规定了工程机械涂装技术要求与质量标准。
本标准适用于三一重工工程机械整机及其零部件面漆的涂装,其它产品也可参照执行可参照执行本标准,本标准不适用于产品图样或技术文件有特殊要求的产品。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 1764 漆膜厚度测定法GB 6739 漆膜硬度测定法GB 9286 漆膜附着力测定法3 术语下列术语适用于本标准。
3.1 底漆直接涂布于基体表面的涂料;具有防锈、提高附着力等作用。
3.2 原子灰用于预先涂有底漆的表面,填平凹坑、缝隙、碰伤及划伤等缺陷的涂料;原子灰应具备良好的附着力和打磨性能,经打磨后呈平整光滑的表面。
3.3 中涂漆读万卷书行万里路涂布于底漆或原子灰之上,面漆之下的涂料,填平凹坑、缝隙;与底层及面漆层应具有良好的附着力,与面漆颜色相同或相近为宜。
3.4 面漆底漆和中涂层之上的涂层;面漆应具有良好的装饰性、耐候性、化学稳定性及物理机械性能。
3.5 起泡涂膜脱起成拱状或泡的现象。
3.6 针孔在涂覆和干燥过程中涂膜中产生针状小孔的现象。
3.7 起皱在干燥过程中涂膜通常由于表干过快所引起的折起现象。
3.8 桔皮涂膜上出现的类似桔皮的皱纹表层。
3.9 裂纹涂膜表面呈现不规则、深浅不同断裂纹路的现象。
3.10 缺漆(露底)漏涂或未能完全覆盖前道涂层或材料色泽的现象。
3.11 麻点(凹坑)涂膜表面因水、油等异物影响致使涂料不能均匀附着,产生收缩,形成泡、疤而呈现凹坑的现象。
3.12 流挂在涂覆和固化期涂膜出现下边缘较厚的现象。
铸造加工中的表面处理和涂装铸造加工是一种重要的制造过程,通常需要对铸件进行表面处理和涂装,以保护其表面,提高其耐用性和美观度。
本文将探讨铸造加工中的表面处理和涂装技术以及其在工业应用中的重要性。
一、表面处理技术1.机械加工机械加工是铸件表面处理中最普遍的方法之一,该方法通过机器加工(如切削、抛光、研磨等)来去除铸件表面的毛刺、凸起和凹陷,从而平滑其表面并提高其光泽度及平整度。
机械加工不易造成化学变化,所以适用于各种材料。
2.化学处理化学处理是用化学溶液浸泡铸件,来改变其表面状态及硬度的方法。
典型的化学处理方法包括:酸洗、碱洗、鞣制、沉积、激光刻蚀等。
其中酸洗是常用的钢铁表面处理方法,可以清除铁锈、垢积和油污等杂质,从而减少铸件表面的缺陷。
鞣制可以加强铸件的耐蚀性和降低其摩擦系数,广泛应用于铝合金和镁合金等非铁金属材料。
化学处理方法可以根据需求调整处理的时间和温度,以达到最佳的效果,但这些处理工艺往往需要专门的化学药品和设备,费用较高。
3.电化学处理电化学处理是在一定电势下,使工件和电解液之间产生化学反应,改变工件表面状态的方法。
典型的电化学处理方法包括:阳极氧化、阴极电泳、电镀等。
阳极氧化是一种常用于铝合金表面处理的方法,可在其表面形成具有耐蚀性的氧化皮层。
阴极电泳是将工件放置于电解液中,然后通过电极制造电荷的差异,使涂料在工件表面生成。
电镀则是指在基材表面镀上其他金属或多层金属,以改善其保护和装饰性能。
电化学处理方法可以在短时间内形成厚重的涂层,但需要关注工艺参数和操作条件,避免处理过程出现不良影响。
4.喷涂喷涂是将液体或粉末涂料喷射到工件表面,形成涂层的方法。
常见的喷涂方法包括:喷漆、喷粉末、喷油漆等。
喷涂法操作简便,成本低,适用于铸件表面涂层厚度要求较低的场合。
二、涂装技术1.涂层种类铸件表面的涂层种类非常多,根据不同的要求,涂层可以根据不同功能划分为:装饰涂层、防腐涂层、抗磨损涂层、高温涂层等等。
电镀与表面处理的表示方法:【基体材料】/【处理方法】.【处理名称】【处理特征】.【后处理(颜色)】处理方法有:Ep--电镀、Ap--化学镀、Et--电化学处理、Ct--化学处理处理名称有:P--钝化、O--氧化、A--阳极化(包括草酸、硫酸、铬酸和磷酸)、Ec--电解着色等等处理特征有:b--光亮、s--半光亮、m--暗、hd--硬质、cd--导电、i--绝缘等等后处理有:P--钝化、O--氧化、Cl--着色、S--封闭、Pt--封闭等等例如:Al / Et.Ahd 铝合金电化学硬质阳极化Al / Et.A.Cl(bk) 铝合金电化学阳极化并着黑电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
) 例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜) 例7:Cu/Ct.P(铜材,化学处理,钝化。