第4章 压模结构设计
- 格式:ppt
- 大小:4.06 MB
- 文档页数:47

铝合金挤压模设计
1.确定产品形状和尺寸:首先需要明确所需的产品形状和尺寸,这将决定挤压模的结构和尺寸。
2.设计模具的结构:根据产品形状和尺寸的要求,设计模具的结构。
模具结构一般包括模架、模芯、模板等部分。
模架是模具的基础,一般采用钢材制作,具有足够的强度和刚度。
模芯是用来形成产品的内部空腔,模板则用来形成产品的外观。
3.设计模具的加热系统:在铝合金挤压过程中,需要将铝合金坯料加热至可塑状态。
因此,设计模具时需要考虑加热系统。
加热系统一般包括加热器、温度控制器等部分。
4.设计模具的冷却系统:在挤压过程中,需要对产品进行冷却,以使其固化。
因此,设计模具时需要考虑冷却系统。
冷却系统一般包括冷却水管、冷却水供应装置等部分。
5.设计模具的排气系统:在挤压过程中,铝合金坯料需要排出空气,以避免产生缺陷。
因此,设计模具时需要考虑排气系统。
排气系统一般包括排气孔、排气槽等部分。
6.设计模具的润滑系统:在挤压过程中,需要对模具进行润滑,以减少摩擦和磨损。
因此,设计模具时需要考虑润滑系统。
润滑系统一般包括润滑油路、润滑器等部分。
7.模具制造和调试:设计完成后,需要将设计图纸交给模具制造厂家进行制造。
制造完成后,需要进行模具的调试和试产,以确保模具的质量和性能。
总之,铝合金挤压模设计是一个复杂的过程,需要综合考虑多个因素。
只有合理设计的模具才能保证铝合金挤压产品的质量和生产效率。
通过不
断优化和改进设计,可以提高模具的使用寿命和生产效率,降低生产成本。
3.4 压缩模设计压缩成型模具简称压缩模、压模,又称压制模,是塑料压缩成型所采用的模具,主要用于热固性塑料的成型。
其基本成型过程是将塑料粉料或粒料直接加在敞开的模具加料室内,再将模具闭合,通过加热、加压使塑料呈流动状态并充满型腔,然后由于化学或物理变化使塑料固化(或硬化)定型。
压缩成型的特点是塑料直接加入型腔内,压机压力通过凸模直接传递给塑料,模具是在塑料最终成型时才完成闭合。
其优点是无需设置浇注系统,耗料少,使用的设备和模具都比较简单,适用于流动性差的塑料,宜成型大型塑件,塑料的收缩率小,变形小,各向异性比较均匀;其缺点是生产周期长,效率低,不易压制形状复杂、壁厚相差较大、尺寸精度高且带有精细或易碎嵌件的塑件。
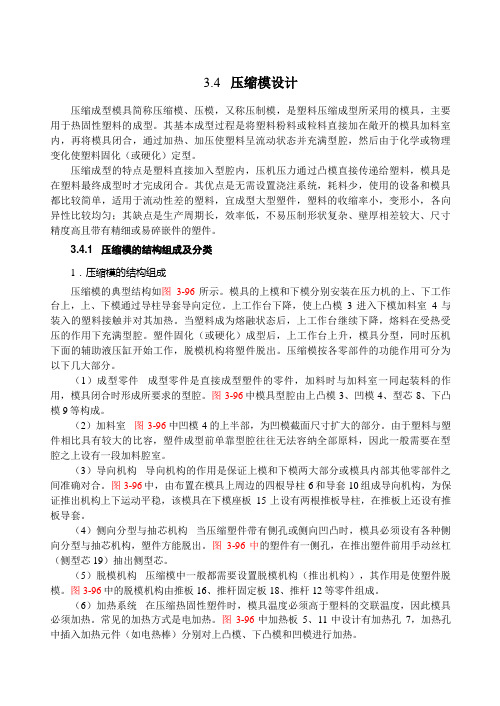
3.4.1 压缩模的结构组成及分类1.压缩模的结构组成压缩模的典型结构如图3-96所示。
模具的上模和下模分别安装在压力机的上、下工作台上,上、下模通过导柱导套导向定位。
上工作台下降,使上凸模3进入下模加料室4与装入的塑料接触并对其加热。
当塑料成为熔融状态后,上工作台继续下降,熔料在受热受压的作用下充满型腔。
塑件固化(或硬化)成型后,上工作台上升,模具分型,同时压机下面的辅助液压缸开始工作,脱模机构将塑件脱出。
压缩模按各零部件的功能作用可分为以下几大部分。
(1)成型零件成型零件是直接成型塑件的零件,加料时与加料室一同起装料的作用,模具闭合时形成所要求的型腔。
图3-96中模具型腔由上凸模3、凹模4、型芯8、下凸模9等构成。
(2)加料室图3-96中凹模4的上半部,为凹模截面尺寸扩大的部分。
由于塑料与塑件相比具有较大的比容,塑件成型前单靠型腔往往无法容纳全部原料,因此一般需要在型腔之上设有一段加料腔室。
(3)导向机构导向机构的作用是保证上模和下模两大部分或模具内部其他零部件之间准确对合。
图3-96中,由布置在模具上周边的四根导柱6和导套10组成导向机构,为保证推出机构上下运动平稳,该模具在下模座板15上设有两根推板导柱,在推板上还设有推板导套。


挤压模具设计解析挤压模具是一种常用的成型工具,广泛应用于铝合金、铜合金、塑料等材料的挤压加工过程中。
挤压模具的设计对产品质量和生产效率有着重要影响,因此需要对挤压模具的设计进行分析和解析。
挤压模具的设计解析主要涉及以下几个方面:模具结构设计、工作原理分析、材料选择和加工工艺等。
首先,模具结构设计是挤压模具设计的基础。
挤压模具通常由上模和下模组成,上模和下模之间的间隙即为挤压腔。
根据被加工材料的形状和尺寸要求,确定模具的开裂数量和形状。
同时,还需要考虑模具的刚度和稳定性,确保模具在高压下不会变形或破裂。
其次,挤压模具的工作原理分析是模具设计中的重要环节。
挤压模具通过施加压力使被加工材料流动到模具腔中,然后通过挤压机对材料进行挤压,使其形成所需形状。
在工作原理分析中,需要考虑材料的流动性和变形特性,确定最佳的挤压工艺参数,以达到理想的形状和尺寸。
材料选择是挤压模具设计的另一个重要方面。
挤压模具需要具有较高的硬度和耐磨性,能够承受高强度的压力。
常见的模具材料有合金钢、硬质合金、高速钢等,根据不同的挤压材料和工艺要求选择最合适的材料。
同时,还需要考虑模具的表面光洁度和防腐性,以延长模具的使用寿命。
最后,加工工艺对挤压模具设计也有影响。
挤压模具的加工工艺包括模具结构的设计和制作,以及模具表面的处理和涂层。
模具结构的设计和制作需要考虑尺寸精度和加工难度,确保模具的质量和稳定性。
模具表面的处理和涂层可以提高模具的表面硬度和耐磨性,减少模具在使用过程中的磨损和损坏。
综上所述,挤压模具设计解析包括模具结构设计、工作原理分析、材料选择和加工工艺等方面。
通过合理的设计解析,可以提高挤压模具的制造质量和生产效率,满足不同材料和工艺要求的挤压加工需求。

冲压模具结构及设计冲压模具是一种专门用于进行冲压加工的工具。
它的主要作用是将金属板材等原材料按照一定的形状和尺寸进行压制成零件或产品。
冲压模具由上模和下模两部分组成,通过上下模的相互配合,使得原材料在施加压力的作用下发生塑性变形,最终得到所需的成品。
冲压模具的结构设计非常重要,它直接影响到冲压加工的效果和产品质量。
下面是冲压模具的常见结构及设计要点:1.上模结构:上模是用来嵌入原材料并施加压力的部分。
上模的结构设计应该考虑到以下几个要点:-上模应该具有足够的强度和刚度,能够承受施加在上面的压力,并保持稳定的形状。
-上模的工作面应该经过精密加工,以确保产品的精度和表面质量。
-上模应该有适当的导向装置,以确保上下模的配合精度。
2.下模结构:下模是用来支撑原材料并使得其得到充分变形的部分。
下模的结构设计应该注意以下几个要点:-下模应该有足够的刚度,能够承受上模施加的压力,并保持稳定的形状。
-下模的工作面应该具有适当的形状和结构,以确保原材料的变形能够得到充分的发展和形成所需的形状。
-下模应该有适当的导向装置,以确保上下模的配合精度。
3.模具材料选择:冲压模具的材料选择应该根据具体的加工要求和产品特性来确定。
常见的模具材料有钢材、硬质合金等。
模具材料应具备高硬度、耐磨损、高韧性等特点,以确保模具的使用寿命和加工质量。
4.模具构造设计:模具的构造设计应该符合冲压工艺要求和产品要求,在确保加工质量的同时,尽可能减少生产成本。
模具的构造设计需要考虑模具的易于装卸、维修和调试等方面的要求。
5.寿命分析和改进:冲压模具在长期使用过程中会发生磨损和疲劳断裂等问题,因此需要进行寿命分析,并根据分析结果对模具进行改进。
例如,可以通过增加模具的硬度、改进模具的支撑结构等方式来延长模具的使用寿命。
综上所述,冲压模具的结构设计是冲压加工的关键,它直接影响到产品的加工质量和生产效率。
通过合理的结构设计和材料选择,可以提高冲压模具的使用寿命,减少生产成本,从而提高企业的竞争力。
冷挤压模结构设计上下模板是冷挤压压力的主要支承部分,由于冷挤压的单位压力较高,上下模板不能采用铸铁材料。
上下模板加导柱、导套就组成有导向的冷挤压模架,无导柱、导套者则为无导向模架图1为在导柱、导套导向通用反挤压模具。
卸年亦有导向,其导向的基准仍为模架的导柱。
反挤压时挤压件的端面往往是不平的,缺件时使凸模受力不均匀,可能造成凸模偏移而折断。
缺件有强有力的导向时,提高了凸模的稳定性,这是因为卸件板与凸划亦有导向的缘故。
反挤压适用模架兼作为下挤压及复合挤压使用。
图2为有导柱导套导向正挤压通用模具。
图3为镦挤复合模具。
通用反挤、正挤和镦挤复合模架中的组合凹模在相同吨位的压力机上都设计成可以互换的,提高了模具的使用范围。
模架精度可分为三级,其技术指标见表1,用于不同挤压件选用,常用的为Ⅱ级。
卸件板与顶件杆:挤压有时粘在凸模上,有时粘在凹模中,有此部件,能将打主挤压件取出。
卸件板与顶件杆都是用于制件脱模的零件。
凸模与凹模垫板:通用冷挤压模具中,采用了多层垫板。
为了防止高的挤压单位压力直接传递给模板而造成局部凹陷或变形,必须在凹模底端加上垫板,以便把加工压力均匀分散传递,起到缓冲作用。
凸模固定器及定位环:凸模固定器是将凸模安装在上模上,而定位环则可考虑挤压件的不同直径快速交换,提高了模具的通用性能。
凸模与凹模:冷挤压模具的工作部件,在设计时必须认真对待。
应选用具一定韧性的高强度钢材制造。
凸模与凹模承受了最大的冷挤压单位压力。
为了加强凹模的强度,通常采用预应力组合凹模,可以用二层或三层组合而成。
表1图1图2图3接,不允许有加工刀痕存在。
对于正挤压纯铝空心件的凸模,可采用型式b设计,凸模与芯轴制作成整体。
挤压黑色金属空心件,整体式凸模就不宜采用,在凸模本体与芯轴的直径急剧过渡区就很易断裂。
应当采用型式c与型式d的组合式,使凸模本体与芯轴组合而成。
组合芯轴分固定式c与活动式d。
固定用于芯轴直径较大,而活动式用于芯轴直径较小的环形件。
各种冲压模具结构形式与设计一般冲模的结构形式与设计凹模结构尺寸1.凹模厚度H和壁厚C 凹模厚度H可按下式计算:式中F——最大冲裁力〔N〕。
但H必须大于10mm,要是冲裁轮廓长度大于51mm,那么上式计算值再乘以系数1.1~1.4。
凹模壁厚按下式确定:C=〔1.5~2〕H 〔mm〕2.凹模刃口间最小壁厚一般可参照表1。
表1凹模刃口间最小壁厚〔mm〕冲件材料材料厚度 t≥1铝、紫铜(1.0~1.2)t 黄铜、低碳钢(1.2~1.5)t 硅钢、磷铜、中碳钢(2.0~2.5)t常用凸模形式简图特点适用范围典型圆凸模结构。
下端为工作局部,中间的圆柱局部用以与固定板配合〔安装〕,最上端的台肩承受向下拉的卸料力冲圆孔凸模,用以冲裁〔包括落料、冲孔〕直通式凸模,便于线切割加工,如凸模断面足够大,可直截了当用螺钉固定各种非圆形凸模用以冲裁〔包括落料、冲孔〕断面细弱的凸模,为了增加强度和刚度,上部放大凸模受力大,而凸模相对来讲强度、刚度薄弱凸模一端放长,在冲裁前,先伸进凹模支承,能承受侧向力单面冲压的凸模整体的凸模结构上部断面大,可直截了当与模座固定单面冲压的凸模凸模工作局部组合式节约宝贵的工具钢或硬质合金组合式凸模,工作局部轮廓完整,与基体套接定位圆凸模。
节约工作局部的宝贵材料冲裁凹模的刃壁形式简图特点适用范围刃壁带有歪度,冲件或废料不易滞留在刃孔内,因而减轻对刃壁的磨损,一次刃磨量较少。
刃口尺寸随刃磨变化凹模工作局部强度好α一般取5′~30′适用于冲件为任何外形、各种板厚的冲裁模〔但料太薄不宜采纳〕刃壁带有歪度,漏料畅通,但由于刃壁与漏料孔用台肩过渡,因此凹模工作局部强度较差适用于材料厚度小于3mm的冲裁模凹模厚度即有效刃壁高度。
刃壁带有歪度,冲件或废料不易滞留在刃孔内,因而刃壁磨损小,一次刃磨量少。
α一般取5′~15′适用于凹模较薄的小型薄料冲裁模刃壁无歪度,刃磨后尺寸不变。
凹模工作局部强度较好适用于周密冲裁模和把冲件或废料逆冲压方向推出的复合模刃壁无歪度,刃磨后刃口尺寸不变。