缠绕成型工艺实验
- 格式:doc
- 大小:6.27 MB
- 文档页数:3
纤维缠绕成型工艺流程纤维绕缠成型是一种常见的制造工艺,适用于许多行业,如飞行器,汽车和船舶制造等领域。
以下是纤维绕缠成型的工艺流程:1.设计模具首先,必须设计模具。
这是一个非常关键的步骤,因为模具的形状将直接影响制造出的产品形状。
模具可以是金属、塑料或其他材料制成的。
在设计过程中,必须考虑到所需的精度以及如何从模具中取出成型件等因素。
2.准备纤维准备纤维是纤维绕缠成型的另一个重要步骤。
通常,使用玻璃纤维、碳纤维、Kevlar纤维等材料,这些纤维都是非常坚固和轻便的。
在开始缠绕之前,必须将纤维切成所需的长度和形状。
3.缠绕纤维在准备好模具和纤维之后,就可以开始缠绕纤维了。
通常情况下,使用机器进行自动缠绕,但在一些情况下,手动操作也是必需的。
缠绕的过程中,必须控制好纤维的张力以及缠绕的方向和角度。
缠绕完毕后,必须将其切断。
4.喷涂粘合剂切断的纤维件需要进行粘合。
为此,必须使用喷涂粘合剂。
这些粘合剂通常是环氧树脂或其他类似材料,可以粘合纤维并使其成型。
5.加热和硬化完成喷涂粘合剂后,需要将成型件进行加热和硬化。
加热的时间和温度取决于粘合剂使用的类型和成型件的大小和形状。
通过加热和硬化,可以使纤维件硬化、固化并成型,以达到所需的形状和性能。
6.处理表面最后,在完成纤维绕缠成型的过程中,需要处理表面。
这可以包括研磨、切割和涂覆表面处理剂等步骤,以使成型件达到所需的表面光滑度和外观。
纤维绕缠成型的过程可能因产品类型、制造设备和制造商的不同而有所不同。
以上步骤只是纤维绕缠成型过程的一个常见流程。
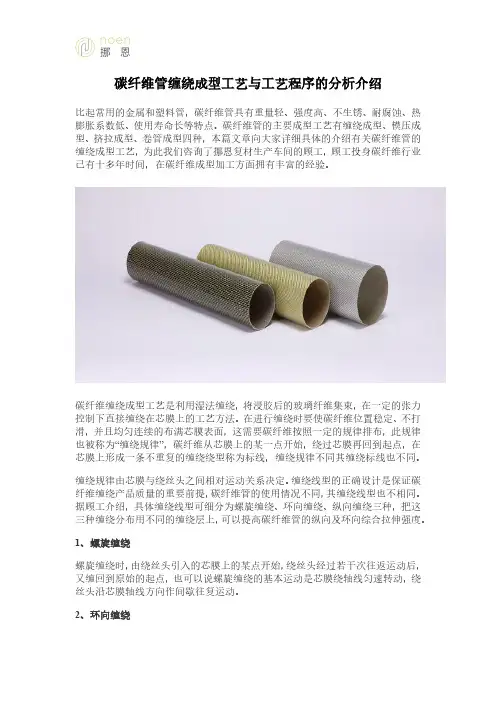
碳纤维管缠绕成型工艺与工艺程序的分析介绍比起常用的金属和塑料管,碳纤维管具有重量轻、强度高、不生锈、耐腐蚀、热膨胀系数低、使用寿命长等特点。
碳纤维管的主要成型工艺有缠绕成型、模压成型、挤拉成型、卷管成型四种,本篇文章向大家详细具体的介绍有关碳纤维管的缠绕成型工艺,为此我们咨询了挪恩复材生产车间的顾工,顾工投身碳纤维行业已有十多年时间,在碳纤维成型加工方面拥有丰富的经验。
碳纤维缠绕成型工艺是利用湿法缠绕,将浸胶后的玻璃纤维集束,在一定的张力控制下直接缠绕在芯膜上的工艺方法。
在进行缠绕时要使碳纤维位置稳定、不打滑,并且均匀连续的布满芯膜表面,这需要碳纤维按照一定的规律排布,此规律也被称为“缠绕规律”,碳纤维从芯膜上的某一点开始,绕过芯膜再回到起点,在芯膜上形成一条不重复的缠绕绕型称为标线,缠绕规律不同其缠绕标线也不同。
缠绕规律由芯膜与绕丝头之间相对运动关系决定。
缠绕线型的正确设计是保证碳纤维缠绕产品质量的重要前提,碳纤维管的使用情况不同,其缠绕线型也不相同。
据顾工介绍,具体缠绕线型可细分为螺旋缠绕、环向缠绕、纵向缠绕三种,把这三种缠绕分布用不同的缠绕层上,可以提高碳纤维管的纵向及环向综合拉伸强度。
1、螺旋缠绕螺旋缠绕时,由绕丝头引入的芯膜上的某点开始,绕丝头经过若干次往返运动后,又缠回到原始的起点,也可以说螺旋缠绕的基本运动是芯膜绕轴线匀速转动,绕丝头沿芯膜轴线方向作间歇往复运动。
2、环向缠绕缠绕时,芯膜绕自身轴线作匀速转动,绕丝头沿芯膜筒体轴线方向匀速移动,芯膜每转一周,绕丝头移动一个纱布宽度,如此循环性下去直至纱布带均匀地布满芯膜筒体段表面为止。
环向缠绕的缠绕角通常在爱85—90°之间,实现环向缠绕的缠绕运动速比可以定义为单位时间内芯膜的转数与绕丝头移动距离之比。
点3、纵向缠绕纵向缠绕时绕丝头在固定平面内作匀速圆周运动,芯膜绕自身的轴线慢速运转,绕丝头每转一圈,芯膜旋转一个微小的角度,反映在芯膜表面上就是一个纱布的宽度。

缠绕实习报告范文缠绕车间实习报告生产进度控制是指根据生产计划的要求,对从原材料投入生产到产成品入库全过程的进度进行控制,它是生产作业控制的关键。
企业常把对产品产出进度的控制作为生产进度控制的主要内容。
缠绕车间是生产线的第一道工序,关系着整个生产线的进度。
因此把握好缠绕车间的进度,也就是把握了整个生产的进度。
影响生产进度的因素,可以概括为两个方面,即内部影响因素和外部影响因素。
其中,外部因素是企业无法控制的。
而内部因素则是可控的,是企业应重点关注的。
内部影响因素主要包括设备故障、废品过多、组织不力等。
企业应尽力消除或减弱这些内部影响因素,确保计划的进度如期达成。
1、设备故障。
在生产过程中,如果设备发生故障的时间超出计划允许的上限,就会对进度造成影响,特别是一些关键设备,如果出现故障,就会严重影响交货的及时性。
2、废品过多。
在制订生产计划时,会将废品率考虑在内,因为如果废品率超出计划上限,就会影响到生产进度。
引起废品率过高的主要原因有机器设备、人员、原材料、工艺设计等。
3、物料供应中断。
物料供应中断时间过长,且加工计划也没能及时调整,会严重影响生产进度。
4、组织不力。
组织不力导致前后工序衔接不好,造成后续工序的中断,也会影响到生产进度,或前一道工序在制品积压,后续工序生产暂停。
5、人员出勤率低。
人员出勤率长期过低,会导致生产率的下降,继而对生产进度造成影响。
事实上,内部影响因素皆可以通过严肃生产纪律、加强生产管理等方式予以消除或解决,这也凸显了实施生产进度全面跟踪的重要性。
一、生产管理流程接到客户订单后排定生产计划、安排物料采购、确认生产进度、并确保客户交期。
1.作业流程图.机加工法兰粘接电气性能测试缠绕、固化电气性能测试部件安装清理产品型号品号用户制造编号本单数量交货期缠绕:管棒规格(mm)材料缠绕图号毛坯规格(mm)用胶量(kg)用纱量(kg)接地线(mm)正负差(mm)电阻带操作人日期备注固化:编号图号导体规格日期天气温度湿度缠绕人员入模人员出模人员三次固化时间温度记录一次电气测试: 环境温度 (℃) 湿度 (%) 介损 (%) 电容量(PF) 局放(pc) 耐压(kv)2.生产部接销售部之“客户订单”后计算物料需求及查询仓库物料状况。
缠绕成型工艺及应用缠绕成型工艺是一种常见的制造工艺,它通过将长纤维材料缠绕在模具上,经过热固化或冷固化等加工工艺形成具有一定形状和结构的成品。
这种工艺广泛应用于各个领域,如航空航天、汽车、船舶、化工和建筑等。
缠绕成型工艺的基本原理是利用纤维的延展性和可塑性,通过自动缠绕设备将纤维材料以一定的规律缠绕在模具表面上。
一般情况下,纤维材料包括玻璃纤维、碳纤维、芳纶纤维等。
这些纤维材料具有高强度、耐热、耐腐蚀等特性,能够有效增加成品的强度和耐用性。
在缠绕成型工艺中,常见的缠绕方式有圆周缠绕、斜层缠绕和螺旋缠绕。
圆周缠绕是指沿着模具的轴向方向将纤维材料均匀地缠绕在模具上;斜层缠绕是指将纤维材料以一定的角度缠绕在模具上,这样可以增加成品的强度和刚度;螺旋缠绕是指将纤维材料以螺旋状的方式缠绕在模具上,这样可以使成品具有更好的耐疲劳性能。
缠绕成型工艺的应用十分广泛。
在航空航天领域,缠绕成型工艺可以用于制造飞机机身、发动机外壳和飞行控制面等部件,这些部件需要具有高强度和低重量的特性。
在汽车工业中,缠绕成型工艺可以用于制造车身部件和悬挂系统等,这些部件需要具有高刚度和耐冲击性能。
此外,缠绕成型工艺还可以用于制造船舶的船体、潜水器的壳体等。
在化工领域,缠绕成型工艺可以用于制造化工设备的容器、管道和阀门等。
这些设备需要具有耐腐蚀性和耐高温性能。
在建筑领域,缠绕成型工艺可以用于制造各种异型结构件,如碳纤维制品、玻璃纤维制品和混凝土增强材料等。
总的来说,缠绕成型工艺是一种重要的制造工艺,它可以制造出高性能、轻量化和耐用的成品。
随着纤维材料的发展和工艺的不断改进,缠绕成型工艺在各个领域的应用也将更加广泛。
一种使用纤维缠绕一次成型头盔盔体的工艺方法
我跟你说啊,这纤维缠绕一次成型头盔盔体的工艺方法,那可真是个挺有意思的事儿。
我就见过那些工人师傅弄这个,你瞧那环境,大厂房里,到处都透着一种专注的气氛。
师傅们站在那些个机器跟前,眼睛紧紧盯着,脸上的神情严肃得很,就像在进行一场特别重要的战斗似的。
这纤维啊,就像听话的小虫子一样。
先得把那纤维材料准备好,这些纤维看起来细细长长的,摸起来还有点滑溜溜的感觉。
师傅们会把它们放在特定的装置里,就等着开始缠绕呢。
我就凑到一个师傅跟前问:“师傅,这咋就能一次成型呢?”师傅看了我一眼,眼睛里透着一种自信,说:“嘿,这可就有讲究喽。
这机器啊,得设定好特定的参数,就像给它下命令似的。
缠绕的角度啊,速度啊,都得刚刚好。
”
你看那机器开始工作的时候,纤维就一圈一圈地绕到盔体的模具上,那速度还挺均匀的。
就这么一圈又一圈,一层又一层,就像在给盔体穿上一层特制的铠甲。
这过程中,一点差错都不能有,稍微有点歪了或者松了紧了,那做出来的盔体可能就不合格。
我在旁边看着,心里就想啊,这工艺方法真是不简单。
这可不像咱平常随便弄个东西,这是要戴在脑袋上保护人的啊。
这每一个缠绕的动作,每一个参数的设定,都关系到最后头盔的质量。
有时候我觉得这盔体啊,就像是一件精心雕琢的艺术品。
虽然它看起来就是个硬邦邦的头盔,但这里面包含的技术和心血,可真是让
人惊叹。
那些纤维缠绕得那么规整,那么紧密,就像有一双无形的巧手在精心编织一样。
这就是这工艺方法的魅力所在啊,让那些普通的纤维变成了能保护人的头盔盔体。
湿法缠绕工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!湿法缠绕工艺流程详解湿法缠绕是一种制备复合材料的常见工艺,其过程涉及多个步骤,需要仔细操作。
复合材料缠绕成型工艺流程英文回答:Composite materials winding molding process involves the use of continuous fibers, such as carbon fiber or glass fiber, which are impregnated with resin and wound onto a mandrel or mold in a specific pattern. This process allows for the creation of complex shapes and structures with high strength-to-weight ratios.The first step in the winding molding process is the preparation of the mandrel or mold. This involves cleaning and coating the surface to ensure proper adhesion of the composite material. The mandrel or mold is then mounted onto a winding machine.Next, the continuous fibers are impregnated with resin. This can be done using various methods, such as resin infusion or prepreg. Resin infusion involves placing dry fibers onto the mandrel or mold and then infusing them withliquid resin. Prepreg, on the other hand, involves pre-impregnating the fibers with resin before they are wound onto the mandrel or mold.Once the fibers are impregnated with resin, they are wound onto the mandrel or mold. This is typically done using a computer-controlled winding machine, which ensures precise placement and tension of the fibers. The fibers are wound in a specific pattern, such as helical or hoop winding, to achieve the desired strength and shape of the final product.After the winding process is complete, the composite material is cured. This involves subjecting the material to heat and pressure, which activates the resin and allows it to harden. The curing process can take several hours or even days, depending on the specific resin system used.Once the composite material is cured, it is removed from the mandrel or mold. This can be done by either releasing the mandrel or mold from the material, or by removing the material from the mandrel or mold. The finalproduct is then trimmed and finished to the desired specifications.In conclusion, the winding molding process for composite materials involves the preparation of the mandrel or mold, impregnation of the fibers with resin, winding of the fibers onto the mandrel or mold, curing of the composite material, and removal of the final product from the mandrel or mold. This process allows for the creation of complex shapes and structures with high strength-to-weight ratios.中文回答:复合材料缠绕成型工艺流程涉及使用连续纤维(如碳纤维或玻璃纤维)浸渍树脂,并按照特定的模式缠绕到芯轴或模具上。
2.高压氧气瓶铝内胆缠绕芯模;
3.圆轴钢模;
4.600Tex缠绕纱
五.实验步骤
1.在老师的指导下,熟悉计算机控制缠绕机的操作程序,开启缠绕机,在“机器调整”的窗口下使小车、伸臂、丝嘴分别以较慢的速度正反向动作一次,并回到原点。
2.根据轴对称压力容器缠绕模具的基本尺寸(如图1、图2)和缠绕线性要求设定缠绕机的材料参数、工艺参数并保存好缠绕文件;
材料参数
纱团数树脂含
量
纤维密
度
(
3
/g cm)
纱片宽
度(mm)
纤维
Tex
(g/km)
树脂密
度
(3
/g cm
)
是否采
用计算机
设定张力
张力采
样间隔
(s)
2 30% 2.54 4 1200 1.25 0 10
3.按纱团数要求,安装纱团、排好纱线、安装模具;
4.挂上纤维束,开始试验模型缠绕;
5.换上圆轴钢模,按上述2—4步骤做定长管非测地线稳定缠绕的实践操作。
五.思考与讨论
1.纤维缠绕成型工艺的技术特点是什么?
纤维缠绕成型的优点①能够按产品的受力状况设计缠绕规律,使能充分发挥纤维的强度;②比强度高:一般来讲,纤维缠绕压力容器与同体积、同压力的钢质容器相比,重量可减轻40~60%;
③可靠性高:纤维缠绕制品易实现机械化和自动化生产,工艺条件确定后,缠出来的产品质量稳定,精确;④生产效率高:采用机械化或自动化生产,需要操作工人少,缠绕速度快(240m/min),故劳动生产率高;⑤成本低:在同一产品上,可合理配选若干种材料(包括树脂、纤维和内衬),使其再复合,达到最佳的技术经济效果。
缠绕成型的缺点①缠绕成型适应性小,不能缠任意结构形式的制品,特别是表面有凹的制品,因为缠绕时,纤维不能紧贴芯模表面而架空;②缠绕成型需要有缠绕机,芯模,固化加热炉,脱模机及熟练的技术工人,需要的投资大,技术要求高,因此,只有大批量生产时才能降低成本,才能获得较的的技术经济效益。
2.纤维缠绕时纤维张力大小有何影响?
(1)张力对制品机械性能有影响。
张力过小,则制品强度偏低。
(2)张力对制品密实程度有影响。
使制品密实的成型压力与张力成正相关。
(3)张力对含胶量的影响。
随着缠绕张力增大,含胶量降低。
3.纤维缠绕的模具一定是凸形的吗?凹形的模具是否能缠绕成型?请设想一下凹形模具纤维缠绕的方法。
一般情况都是凸形的,因为缠绕工艺会产生拉应力,在凹形的模具会产生架桥。
如果一定要用凹形模具的话,应该做一个和凹面完全吻合的凸面模具,纤维缠绕在凹面上后,用凸面挤压,待凝胶后,拆下凸面即可。