缠绕成型工艺
- 格式:ppt
- 大小:552.50 KB
- 文档页数:31
2.高压氧气瓶铝内胆缠绕芯模;3.圆轴钢模;4.600Tex缠绕纱五.实验步骤1.在老师的指导下,熟悉计算机控制缠绕机的操作程序,开启缠绕机,在“机器调整”的窗口下使小车、伸臂、丝嘴分别以较慢的速度正反向动作一次,并回到原点。
2.根据轴对称压力容器缠绕模具的基本尺寸(如图1、图2)和缠绕线性要求设定缠绕机的材料参数、工艺参数并保存好缠绕文件;材料参数纱团数树脂含量纤维密度(3/g cm)纱片宽度(mm)纤维Tex(g/km)树脂密度(3/g cm)是否采用计算机设定张力张力采样间隔(s)2 30% 2.54 4 1200 1.25 0 103.按纱团数要求,安装纱团、排好纱线、安装模具;4.挂上纤维束,开始试验模型缠绕;5.换上圆轴钢模,按上述2—4步骤做定长管非测地线稳定缠绕的实践操作。
五.思考与讨论1.纤维缠绕成型工艺的技术特点是什么?纤维缠绕成型的优点①能够按产品的受力状况设计缠绕规律,使能充分发挥纤维的强度;②比强度高:一般来讲,纤维缠绕压力容器与同体积、同压力的钢质容器相比,重量可减轻40~60%;③可靠性高:纤维缠绕制品易实现机械化和自动化生产,工艺条件确定后,缠出来的产品质量稳定,精确;④生产效率高:采用机械化或自动化生产,需要操作工人少,缠绕速度快(240m/min),故劳动生产率高;⑤成本低:在同一产品上,可合理配选若干种材料(包括树脂、纤维和内衬),使其再复合,达到最佳的技术经济效果。
缠绕成型的缺点①缠绕成型适应性小,不能缠任意结构形式的制品,特别是表面有凹的制品,因为缠绕时,纤维不能紧贴芯模表面而架空;②缠绕成型需要有缠绕机,芯模,固化加热炉,脱模机及熟练的技术工人,需要的投资大,技术要求高,因此,只有大批量生产时才能降低成本,才能获得较的的技术经济效益。
2.纤维缠绕时纤维张力大小有何影响?(1)张力对制品机械性能有影响。
张力过小,则制品强度偏低。
(2)张力对制品密实程度有影响。

缠绕成型工艺的优缺点分析
缠绕成型工艺是一种常用的复合材料加工技术,将预先融化的材料通过机械设备缠绕在模具上进行成型。
以下是缠绕成型工艺的优缺点分析:
优点:
1. 设计灵活性较高:缠绕成型工艺可以生产各种不同形状和尺寸的产品,可以满足不同需求。
2. 成本较低:相对于其他复合材料加工工艺,缠绕成型工艺的生产成本较低,适用于大批量生产。
3. 强度高:通过缠绕成型工艺制造的产品具有较高强度,适用于各种高强度应用场景。
4. 耐腐蚀性好:由于采用了复合材料,缠绕成型产品具有较好的耐腐蚀性能,适用于一些特殊环境。
缺点:
1. 设备投资较高:缠绕成型过程需要专用的设备和模具进行操作,设备的投资成本较高。
2. 制造工艺复杂:缠绕成型过程需要严格控制工艺参数和工艺流程,操作技术要求较高。
3. 耗时较长:相比于其他加工方法,缠绕成型工艺的生产周期较长,不适合需求紧迫的场合。
4. 不适合大型异型产品:由于缠绕成型需要在模具上进行成型,对于大型异型
产品来说,模具制造和操作相对困难。
综上所述,缠绕成型工艺具有一定的优点和缺点,应根据具体需求和产品特性来选择是否采用该工艺。

第6章、缠绕成型工艺§6-1、概述定义:将浸过树脂胶液的连续玻璃纤维或布带,按照一定规律缠绕到芯模上,然后固化脱模成为增强材料制品的工艺过程。
因此三大过程:预浸、缠绕、固化脱模。
细节见图7-1§6-1-1、缠绕工艺分类及特点1、干法缠绕预浸纱带(布带),加热粘流后缠绕。
特点:严格控制纱带含胶量和尺寸,质量稳定,速度快,劳卫条件好,投资大。
2、湿法缠绕浸渍无捻粗纱直接缠绕。
特点:材料经济,质量不稳。
3、半干法缠绕预浸渍粗纱(或布带)随即缠绕到芯模上。
特点:无需整套设备,烘干快,室温操作。
§6-1-2、缠绕制品特点1、比强度高F:3Ti,4Steel。
原因:(1)表面缺陷小(2)避免纵横交织点和末端的应力集中(3)可控方向与数量,实现等强(4)纤维含量高80%2、可靠性高克服材料的韧性不够及缺口带来的可靠性降低。
3、生产率高机械化,大批量。
4、成本低无捻减少了纺织等其它工费。
缺点:形状限制,投资大,必须大批量。
§6-1-3、原材料纤维增强材料,树脂基体选择原则:满足设计性能指标,工艺性参数及经济性要求。
1、增强材料玻纤(无碱,中碱无捻粗纱,高强纤维),碳纤维,芳纶纤维等。
纤维要求:(1)高档产品:碳纤维,芳纶纤维(2)制品性能要求(3)表面处理(4)与树脂浸渍性好(5)各股张力均匀(6)成带性好2、树脂基体指合成树脂与各种助剂组成的基体体系。
选用要求:(1)工艺性好,粘度与适用期最重要,适用量>4小时,η=0.35~1Pa·S。
(2)树脂基体的断裂伸长率与增强材料相匹配,方能获得满意效果。
(3)固化收缩率低和毒性刺激小(4)来源广、价格低§6-1-4、应用航天、导弹、军用飞机、水下装置,高强度、质量轻的高压容器,壳体。
民用管道,贮罐,质轻,耐腐,费低。
形成缠绕工艺的两部分——空间技术及民用部分。
§6-2、缠绕规律§6-2-1、缠绕规律的内容由导丝头(绕丝嘴)和芯模的相对运动实现。
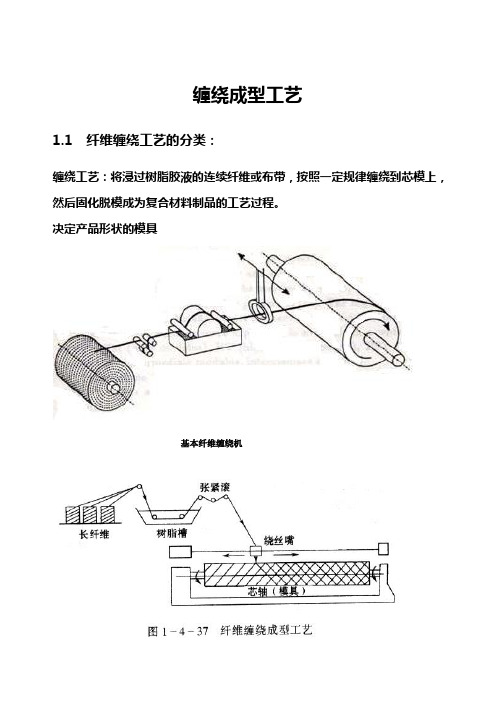
缠绕成型工艺1.1纤维缠绕工艺的分类:缠绕工艺:将浸过树脂胶液的连续纤维或布带,按照一定规律缠绕到芯模上,然后固化脱模成为复合材料制品的工艺过程。
决定产品形状的模具基本纤维缠绕机浸胶 胶纱纱锭 张力控制 固化 打模喷漆 脱模 芯模制造胶液配制纱团集束烘干 络纱 加热粘流纵、环向缠绕张力控制 纵、环向缠绕成品湿法缠绕干法缠绕玻璃钢.高压储气罐/碳纤维球1.1.1 干法缠绕将预浸纱带(或预浸布),在缠绕机上经加热软化至粘流状态并缠绕到芯模上的成型工艺过程。
干法缠绕特点:制品质量稳定(预浸纱由专用预浸设备制造,能较严格地控制纱带的含胶量和尺寸);缠绕速度快(100~200m/min); 缠绕设备清洁,劳动卫生条件好;预浸设备投资大。
干法缠绕制品质量较稳定,并可大大提高缠绕速度,可达到100m/min~200m/min。
缠绕设备清洁.劳动卫生条件较好。
1.1.2 湿法缠绕将无捻粗纱(或布带)经浸胶后直接缠绕到芯模上的成型工艺过程。
此法无须另行配置浸渍设备。
对材料要求不严,便于选材,故比较经济纱片质量及缠绕过程中张力不易控制。
特点:不需要预浸渍设备,设备投资少;对材料要求不严,便于选材;纱片质量不易控制和检验;张力不易控制;胶液中存在大量溶剂,固化时易产生气泡;浸胶辊、张力辊等要经常维护刷洗。
湿法缠绕工艺流程:原 材 料缠 绕 设 备打磨喷漆胶液配制纱团集束固化浸胶脱模 张力控制纵、环芯模制造制品浸 胶 缠 绕增强材料:应用最广、量最大的是玻璃纤维。
此外有碳纤维,Kevlar 纤维等。
卧式缠绕机缠绕设备立式缠绕机卧式缠绕机立式缠绕机缠绕机构纱架浸胶槽张力控制器1.1.3 半干法缠绕将无捻粗纱(或布带)浸胶后,随即预烘干,然后缠绕到芯模上的成型工艺方法与湿法相比,增加了烘干工序,除去了溶剂。
与干法相比,无需整套的预浸设备,缩短了烘干时间,使缠绕过程可在室温下进行。
提高了制品质量。
1.2 纤维缠绕制品的优点(1) 比强度高FWRP的比强度3倍于钛,4倍于钢i) 材料表面缺陷是影响其强度的重要因素。

缠绕成型工艺1.1纤维缠绕工艺的分类:缠绕工艺:将浸过树脂胶液的连续纤维或布带,按照一定规律缠绕到芯模上,然后固化脱模成为复合材料制品的工艺过程。
决定产品形状的模具基本纤维缠绕机玻璃钢.高压储气罐/碳纤维球1.1.1 干法缠绕将预浸纱带(或预浸布),在缠绕机上经加热软化至粘流状态并缠绕到芯模上的成型工艺过程。
干法缠绕特点:制品质量稳定(预浸纱由专用预浸设备制造,能较严格地控制纱带的含胶量和尺寸);缠绕速度快(100~200m/min); 缠绕设备清洁,劳动卫生条件好;预浸设备投资大。
干法缠绕制品质量较稳定,并可大大提高缠绕速度,可达到100m/min~200m/min。
缠绕设备清洁.劳动卫生条件较好。
1.1.2 湿法缠绕将无捻粗纱(或布带)经浸胶后直接缠绕到芯模上的成型工艺过程。
此法无须另行配置浸渍设备。
对材料要求不严,便于选材,故比较经济纱片质量及缠绕过程中张力不易控制。
特点:不需要预浸渍设备,设备投资少;对材料要求不严,便于选材;纱片质量不易控制和检验;张力不易控制;胶液中存在大量溶剂,固化时易产生气泡;浸胶辊、张力辊等要经常维护刷洗。
湿法缠绕工艺流程:原 材 料缠 绕 设 备浸 胶 缠 绕增强材料:应用最广、量最大的是玻璃纤维。
此外有碳纤维,Kevlar 纤维等。
卧式缠绕机缠绕设备立式缠绕机卧式缠绕机立式缠绕机缠 绕 机 构纱架浸胶槽1.1.3 半干法缠绕将无捻粗纱(或布带)浸胶后,随即预烘干,然后缠绕到芯模上的成型工艺方法 与湿法相比,增加了烘干工序,除去了溶剂。
与干法相比,无需整套的预浸设备,缩短了烘干时间,使缠绕过程可在室温下进行。
提高了制品质量。
1.2 纤维缠绕制品的优点(1) 比强度高 FWRP 的比强度3倍于钛,4倍于钢i) 材料表面缺陷是影响其强度的重要因素。
表面积越大,缺陷率越高。
缠绕纤维直径很细,降低了微裂纹存在几率;所用纤维主要是无捻粗纱由于没有经过纺织工序,强度损失大大减少。
缠绕成型工艺文件缠绕成型工艺是一种常用的制造工艺,广泛应用于航空航天、船舶、汽车、建筑等领域。
本文将从工艺流程、材料选择、设备要求等方面介绍缠绕成型工艺文件的相关内容。
一、工艺流程缠绕成型工艺的流程一般包括以下几个步骤:1. 准备工作:包括确定产品设计要求、选择合适的材料、准备模具等。
2. 简化模型制作:根据产品的几何形状,制作简化模型,用于计算纤维预浸料的用量和布放方式。
3. 纤维预浸料制备:将纤维和树脂进行预浸润处理,以提高纤维和树脂的结合力。
4. 缠绕工艺参数确定:根据产品的要求和纤维预浸料的性能,确定缠绕工艺参数,如缠绕角度、缠绕速度等。
5. 缠绕成型:根据缠绕工艺参数,在模具上进行纤维的缠绕成型。
6. 固化处理:对缠绕成型后的产品进行固化处理,使其达到设计要求的性能。
7. 后续处理:包括修整、表面处理等,以提高产品的外观和性能。
二、材料选择在缠绕成型工艺中,常用的纤维材料包括碳纤维、玻璃纤维、芳纶纤维等。
选择合适的纤维材料需要考虑产品的使用环境、强度要求、重量限制等因素。
同时,还需要选择合适的树脂,常见的树脂有环氧树脂、酚醛树脂等。
三、设备要求缠绕成型工艺需要使用一些专用设备,包括缠绕机、模具、树脂喷涂设备等。
缠绕机是实现纤维缠绕的主要设备,其性能和控制系统的稳定性对产品的成型质量有着重要影响。
模具的设计和制作需要根据产品的几何形状和尺寸进行,模具的表面光洁度和耐磨性也是关键因素。
树脂喷涂设备用于将树脂均匀地喷涂到纤维上,以提高纤维和树脂的结合力。
四、缠绕成型工艺文件的编制缠绕成型工艺文件是指对缠绕成型工艺进行规范和记录的文件。
它包括产品的设计要求、工艺参数、材料选择、设备要求、操作规程等内容。
编制缠绕成型工艺文件的目的是为了保证产品的质量和一致性,提高生产效率。
工艺文件的编制应根据实际情况进行,包括以下几个方面:1. 产品设计要求:包括产品的几何形状、尺寸、强度要求等。
2. 工艺参数:根据产品的要求和材料的性能,确定缠绕角度、缠绕速度、固化温度等参数。
纤维缠绕工艺进展一缠绕成型工艺简介缠绕成型工艺是将浸过树脂胶液的连续纤维(或布带、预浸纱)按照一定规律缠绕到芯模上,然后经固化、脱模,获得制品。
根据纤维缠绕成型时树脂基体的物理化学状态不同,分为干法缠绕、湿法缠绕和半干法缠绕三种。
1. 干法缠绕干法缠绕是采用经过预浸胶处理的预浸纱或带,在缠绕机上经加热软化至粘流态后缠绕到芯模上。
由于预浸纱(或带)是专业生产,能严格控制树脂含量(精确到2%以内)和预浸纱质量。
因此,干法缠绕能够准确地控制产品质量。
干法缠绕工艺的最大特点是生产效率高,缠绕速度可达100~200m/min,缠绕机清洁,劳动卫生条件好,产品质量高。
其缺点是缠绕设备贵,需要增加预浸纱制造设备,故投资较大此外,干法缠绕制品的层间剪切强度较低。
2. 湿法缠绕湿法缠绕是将纤维集束(纱式带)浸胶后,在张力控制下直接缠绕到芯模上。
湿法缠绕的优点为:①成本比干法缠绕低40%;②产品气密性好,因为缠绕张力使多余的树脂胶液将气泡挤出,并填满空隙;③纤维排列平行度好;④湿法缠绕时,纤维上的树脂胶液,可减少纤维磨损;⑤生产效率高(达200m/min)。
湿法缠绕的缺点为:①树脂浪费大,操作环境差;②含胶量及成品质量不易控制;③可供湿法缠绕的树脂品种较少。
3. 半干法缠绕半干法缠绕是纤维浸胶后,到缠绕至芯模的途中,增加一套烘干设备,将浸胶纱中的溶剂除去,与干法相比,省却了预浸胶工序和设备;与湿法相比,可使制品中的气泡含量降低。
三种缠绕方法中,以湿法缠绕应用最为普遍;干法缠绕仅用于高性能、高精度的尖端技术领域。
纤维缠绕成型的优点①能够按产品的受力状况设计缠绕规律,使能充分发挥纤维的强度;②比强度高:一般来讲,纤维缠绕压力容器与同体积、同压力的钢质容器相比,重量可减轻40~60%;③可靠性高:纤维缠绕制品易实现机械化和自动化生产,工艺条件确定后,缠出来的产品质量稳定,精确;④生产效率高:采用机械化或自动化生产,需要操作工人少,缠绕速度快(240m/min),故劳动生产率高;⑤成本低:在同一产品上,可合理配选若干种材料(包括树脂、纤维和内衬),使其再复合,达到最佳的技术经济效果。