产品首件检验记录
- 格式:docx
- 大小:7.03 KB
- 文档页数:2
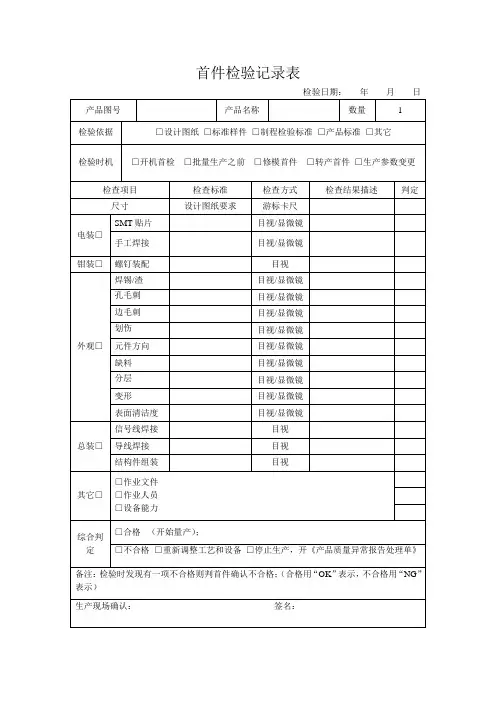
首件检验记录表制作方法宝子们,今天咱们来唠唠首件检验记录表咋做哈。
咱先得知道这记录表是为了啥呢?它就是为了保证咱生产出来的第一件产品,质量杠杠的,符合各种要求。
那这表上得有啥内容呢?最基本的就是产品的基本信息啦。
比如说产品的名称,这就像人的名字一样,得写得清清楚楚的。
还有产品的型号,不同型号可能有不同的标准呢。
就像不同款式的衣服,尺码和设计细节都不一样。
这部分内容啊,要写在表头比较显眼的地方,让人一眼就能看到。
接着呢,就是生产的相关信息啦。
啥时候生产的呀,生产的批次是多少。
这就好比是这个产品的生日和它来自哪个大家庭一样。
日期和批次信息可不能写错哦,不然到时候追溯起来就乱套啦。
然后就是检验的项目啦。
这可是重点中的重点哦。
比如说产品的尺寸,那得精确到多少毫米呢。
你要是做个小盒子,尺寸不对,可能盖子都盖不上啦。
还有产品的外观,有没有划痕呀,颜色是不是均匀呢。
这就像挑水果,表面有疤的肯定不太好嘛。
把这些检验项目一项一项列出来,就像列菜单一样。
再就是检验的标准啦。
每个项目对应的标准是啥,都得写明白。
是按照国家标准呢,还是企业自己的标准。
比如说尺寸的误差范围,是允许正负1毫米呢,还是多少。
这就像考试的答案标准一样,得清清楚楚的。
还有检验的结果这一块。
合格就打个勾,不合格就打个叉呗。
要是不合格,还得在旁边简单写写为啥不合格。
是尺寸大了,还是外观有瑕疵。
这样后续改进的时候就有方向啦。
最后呢,检验人员得签名。
这就像你写了一篇作文,得署上自己的名字一样,表示对这个检验结果负责呢。
宝子们,制作首件检验记录表其实也不难,只要把这些关键的内容都涵盖进去,按照逻辑顺序排好,就差不多啦。
这记录表就像产品的小档案一样,把它做好了,对产品质量的把控可有很大的帮助哦。
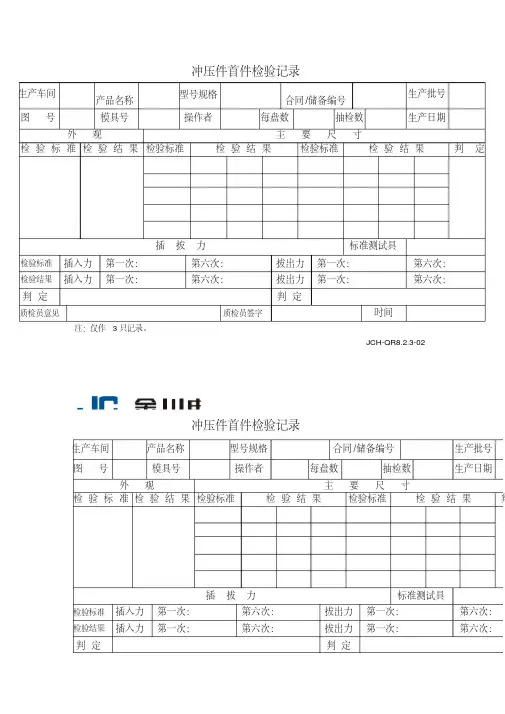
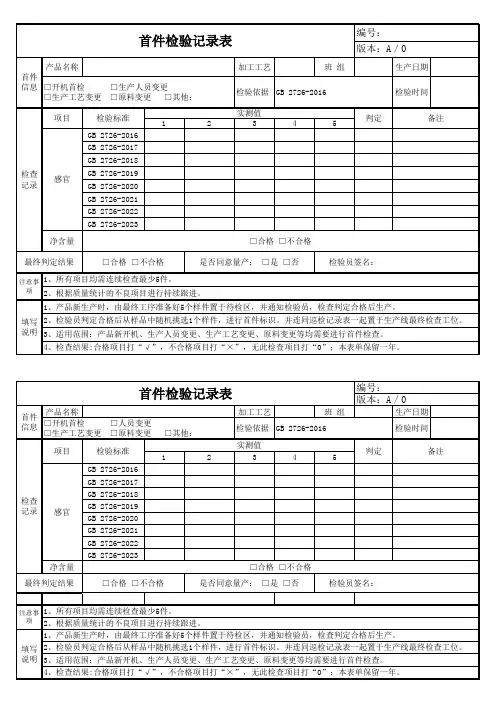
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。


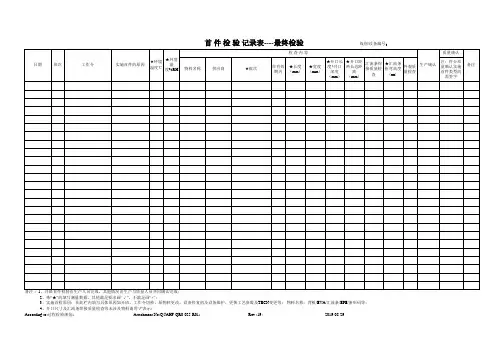
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
产品首件检验记录日期:YYYY年MM月DD日产品名称:XXX产品型号:XXX首件编号:XXX生产批次:XXX一、产品信息1.产品外观检查-外包装:XXX-产品外观:XXX-印刷标识:XXX-尺寸规格:XXX2.产品功能性检查-功能一:XXX是否正常工作-功能二:XXX是否正常工作-功能三:XXX是否正常工作二、检验方法1.外观检查-按照产品外观标准进行检查,包括颜色、形状、印刷标识等方面。
2.功能性检查-根据产品的设计要求和规格,通过相应的测试设备进行检验,确保产品的各项功能符合要求。
三、检验结果1.外观检查产品外观在颜色、形状、印刷标识等方面均符合产品外观标准要求。
2.功能性检查-功能一:经过测试,功能一正常工作,符合设计要求。
-功能二:经过测试,功能二正常工作,符合设计要求。
-功能三:经过测试,功能三正常工作,符合设计要求。
四、检验结论经过首件检验,本产品外观和功能均符合设计要求和产品标准。
首件合格,可以进行正常生产。
五、检验人员检验员:XXX审核人:XXX六、备注1.首件检验是对新产品的第一次大规模生产,检验合格后方可进行后续生产。
首件检验的合格标准为产品外观和功能均符合设计要求和产品标准。
2.检验过程中需注意操作规范,确保检验结果的准确性和可靠性。
3.如发现不合格项,应对产品进行调整或修复,并重新进行首件检验,直至符合标准要求为止。
以上是产品首件检验记录,详细记录了产品的外观检查和功能性检查结果,以及检验结论和相关人员信息。
首件检验是确保产品质量的重要环节,通过严格的检验程序和标准,确保产品的外观和功能符合要求。
产品首件检验记录
一、产品信息
产品名称:xxxx
产品型号:xxxx
生产批次:xxxx
生产日期:xxxx
产品件号:xxxx
二、检验依据
1.产品设计文件
2.技术要求和规范书
3.检验操作规程
三、检验环境
1. 温度:xxxx
2. 湿度:xxxx
3. 检验设备:xxxx
四、检验内容和要求
1.外观检验
(1)检查产品表面是否有划痕、凹陷等缺陷
(2)检查产品的颜色、标志、标识是否清晰、准确
(3)检查产品的尺寸、形状是否符合要求
(4)检查产品的组装是否完整、牢固
2.功能检验
(1)根据产品设计文件和技术要求,测试产品的功能是否正常(2)测试产品的性能参数是否符合规定范围
3.安全性检验
(1)测试产品的安全性能,如电气安全、机械安全等
(2)检查产品的防护措施是否齐全、有效
五、检验结果
1.外观检验结果:
(1)外观缺陷:无
(2)标志、标识清晰度:达标
(3)尺寸、形状符合要求:达标
(4)组装完整性:达标
2.功能检验结果:
(1)功能正常:达标
(2)性能参数符合要求:达标
3.安全性检验结果:
(1)安全性能:符合要求
(2)防护措施:齐全、有效
六、检验结论
经过首件检验,本批产品符合设计要求和技术规范,外观完好,功能正常,并且安全性能达标。
可以进入下一步的生产。
七、检验员
xxxx
八、备注
1. 检验时间:xxxx
2. 检验设备校准情况:xxxx。
首件检验报告表1. 引言首件检验是一种质量控制过程,用于确认首次生产的产品符合客户的要求和规范。
本报告的目的是记录首件检验的结果,并提供与客户共享。
2. 检验对象本次首件检验的对象是产品名称:XXX。
3. 检验标准首件检验的标准为:如何定义合格品和不合格品的规范。
该标准可以是客户提供的规范,也可以是国家标准或行业标准。
4. 检验方法本次首件检验采用以下检验方法:•外观检查:检查产品的外观是否符合要求,包括颜色、表面光滑度、标识等。
•尺寸测量:使用测量工具(如卡尺、游标卡尺等)进行尺寸测量,确保产品的尺寸符合要求。
•功能性测试:对产品进行功能性测试,确认其能够按照设计要求正常工作。
•包装检查:检查产品包装是否完好无损,并符合相关要求。
5. 检验结果经过本次首件检验,得到如下结果:•外观检查:产品的外观符合要求,无明显的色差或瑕疵。
•尺寸测量:产品的尺寸在允许范围内,与图纸要求相符。
•功能性测试:产品通过了功能性测试,能够按照设计要求正常工作。
•包装检查:产品的包装完好无损,符合要求。
综上所述,本次首件检验结果为合格,产品符合客户的要求和规范。
6. 检验结论根据本次首件检验的结果,可以得出如下结论:•产品符合客户的要求和规范。
•本次首件检验的结果可作为后续生产批次的参考依据。
•如果客户对产品有任何的改进意见或建议,我们将及时进行调整和改进。
7. 备注在本次首件检验过程中,我们遵循了以下原则和注意事项:•检验过程中使用了校准合格的测量工具,保证了尺寸测量的准确性。
•对于外观检查,我们将产品放置在光线充足的环境中进行检查,以确保能够发现潜在的外观问题。
•功能性测试时,我们按照产品的设计要求进行测试,确保产品的各项功能能够正常运行。
•包装检查时,我们进行了包装的视觉检查,以确保产品在运输过程中不会受到损坏。
8. 参考文献•《产品质量检验标准规范》•客户提供的产品规范文件以上就是首件检验报告表的内容。
本报告旨在记录首件检验的结果,并提供给客户参考。
824硫化工序首件产品检验记录一、检验记录开展目的为确保硫化工序首件产品符合设计要求,满足质量标准,提供合格产品给客户使用,特进行首件产品检验。
本次检验记录旨在详细记录检验过程、结果和问题发现,并及时采取相应的措施提高产品质量。
二、检验对象本次检验的对象是硫化工序的首件产品,产品为XX规格的硫化制品。
三、检验标准根据产品设计要求和相关质量标准,本次检验采用以下标准:1.外观检验:产品外观应清洁,无明显损伤、划痕、气泡等缺陷。
2.尺寸检验:产品尺寸应符合设计要求的公差范围。
3.物理性能检验:产品硬度、拉伸强度、抗撕裂强度等物理性能应符合产品标准要求。
4.化学性能检验:产品化学成分应符合设计要求。
5.制造工艺检验:产品使用的制造工艺应符合设计要求。
四、检验装置与方法1.尺寸检验:使用数字卡尺进行尺寸测量。
2.硬度检验:使用硬度计进行硬度测量。
3.物理性能检验:使用拉伸试验机进行拉伸强度和抗撕裂强度检验。
4.化学性能检验:使用化学分析仪进行化学成分分析。
5.制造工艺检验:通过观察产品制造过程和与工艺文件的对比进行检验。
五、检验记录进行硫化工序首件产品检验,在检验过程中记录如下:1.外观检验:产品外观整洁,无明显损伤、划痕、气泡等缺陷。
2.尺寸检验:产品尺寸符合设计要求,各项尺寸测量值均在公差范围内。
3.硬度检验:产品硬度测量值为XX,符合产品标准要求。
4.物理性能检验:拉伸强度为XX,抗撕裂强度为XX,均符合产品标准要求。
5.化学性能检验:化学成分分析结果与设计要求一致。
6.制造工艺检验:观察产品制造过程,与工艺文件对比,发现制造工艺操作正确。
六、检验结果根据以上检验记录,硫化工序首件产品经过检验,产品质量符合设计要求和相关质量标准。
七、问题发现与处理在检验过程中,未发现产品存在任何问题或缺陷,产品符合质量要求。
八、评价与改进本次首件产品检验结果良好,说明制造工艺和监控措施有效。
但仍要不断总结经验,加强质量管理,改进制造工艺和检验方法,提高产品质量稳定性和一致性。