设定工件坐标系G92指令
- 格式:doc
- 大小:39.00 KB
- 文档页数:2

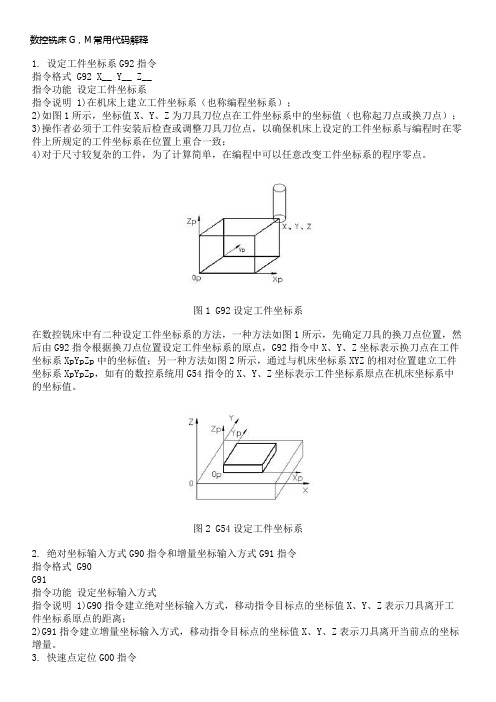
数控铣床G,M常用代码解释1. 设定工件坐标系G92指令指令格式 G92 X__ Y__ Z__指令功能设定工件坐标系指令说明 1)在机床上建立工件坐标系(也称编程坐标系);2)如图1所示,坐标值X、Y、Z为刀具刀位点在工件坐标系中的坐标值(也称起刀点或换刀点);3)操作者必须于工件安装后检查或调整刀具刀位点,以确保机床上设定的工件坐标系与编程时在零件上所规定的工件坐标系在位置上重合一致;4)对于尺寸较复杂的工件,为了计算简单,在编程中可以任意改变工件坐标系的程序零点。
图1 G92设定工件坐标系在数控铣床中有二种设定工件坐标系的方法,一种方法如图1所示,先确定刀具的换刀点位置,然后由G92指令根据换刀点位置设定工件坐标系的原点,G92指令中X、Y、Z坐标表示换刀点在工件坐标系XpYpZp中的坐标值;另一种方法如图2所示,通过与机床坐标系XYZ的相对位置建立工件坐标系XpYpZp,如有的数控系统用G54指令的X、Y、Z坐标表示工件坐标系原点在机床坐标系中的坐标值。
图2 G54设定工件坐标系2. 绝对坐标输入方式G90指令和增量坐标输入方式G91指令指令格式 G90G91指令功能设定坐标输入方式指令说明 1)G90指令建立绝对坐标输入方式,移动指令目标点的坐标值X、Y、Z表示刀具离开工件坐标系原点的距离;2)G91指令建立增量坐标输入方式,移动指令目标点的坐标值X、Y、Z表示刀具离开当前点的坐标增量。
3. 快速点定位G00指令指令格式 G00 X__ Y__ Z__指令功能快速点定位指令说明 1)刀具以各轴内定的速度由始点(当前点)快速移动到目标点;2)刀具运动轨迹与各轴快速移动速度有关;3)刀具在起始点开始加速至预定的速度,到达目标点前减速定位。
例题1 如图3所示,刀具从A点快速移动至C点,使用绝对坐标与增量坐标方式编程。
图3 快速定位绝对坐标编程G92 X0 Y0 Z0 设工件坐标系原点,换刀点O与机床坐标系原点重合G90 G00 X15 Y-40 刀具快速移动至Op点G92 X0 Y0 重新设定工件坐标系,换刀点Op与工件坐标系原点重合G00 X20 Y10 刀具快速移动至A点定位X60 Y30 刀具从始点A快移至终点C用增量值方式编程G92 X0 Y0 Z0G91 G00 X15 Y-40G92 X0 Y0G00 X20 Y10X40 Y20在上例题中,刀具从A点移动至C点,若机床内定的X轴和Y轴的快速移动速度是相等的,则刀具实际运动轨迹为一折线,即刀具从始点A按X轴与Y轴的合成速度移动至点B,然后再沿X 轴移动至终点C。

g92指令编程实例详解引言:在CNC加工中,g92指令是一条常用的指令,用于设定工件坐标系原点,具有重要的作用。
本文将通过一个实例来详解g92指令的使用方法和注意事项。
一、g92指令的基本概念g92指令是一条模态指令,用于设定工件坐标系的原点。
它的一般格式为“g92 Xx Yy Zz”,其中X、Y、Z分别表示X轴、Y轴和Z 轴的坐标值。
通过设置这些坐标值,可以将工件坐标系的原点定位到任意位置。
二、g92指令的应用实例假设我们需要在一块工件上进行孔加工,该工件的尺寸为100mm×100mm,孔的位置需要相对于工件中心点进行定位。
现在,我们将通过g92指令来实现这个功能。
1. 首先,我们需要将刀具移到工件的中心位置,即X轴和Y轴坐标为50mm。
这可以通过以下代码实现:G00 X50 Y502. 接下来,我们使用g92指令将工件坐标系的原点设置为当前刀具位置,即X轴和Y轴坐标为0,Z轴坐标为当前刀具高度。
代码如下:G92 X0 Y0 Z[Z轴坐标]3. 现在,我们可以开始进行孔加工了。
假设每个孔的直径为10mm,我们需要在X轴和Y轴方向上每隔20mm加工一个孔。
代码如下:G01 X10 Y0 F100G01 X0 Y10 F100G01 X-10 Y0 F100G01 X0 Y-10 F1004. 完成孔加工后,我们需要将刀具移动到安全位置。
代码如下:G00 X0 Y0三、g92指令的注意事项1. 在使用g92指令时,需要注意刀具的位置和工件坐标系的原点位置。
刀具位置应该与工件坐标系的原点位置相对应,否则会导致加工错误。
2. 在使用g92指令时,需要确保刀具的高度正确。
可以通过测量工件上的参考点来确定刀具高度,并在g92指令中设置Z轴坐标值。
3. 在使用g92指令后,需要注意是否有其他指令影响了工件坐标系的原点位置。
如果有,需要进行相应的处理,以保证加工的准确性。
结论:通过以上实例,我们详细了解了g92指令的使用方法和注意事项。

第4章数控铣床编程与操作4-1 数控铣床加工的适应对象和编程特点是什么?数控铣床上加工的绝大多数零件属于平面类零件、变斜角类零件和立体曲面类零件数控铣床编程特点:(1)数控铣削加工对象多为具有圆弧甚至非圆曲线轮廓及有曲面的零件,必须根据加工部位特点和曲面的类型特点确定刀具类型以及设计进给路线。
(2)在设置工件坐标系时要正确选择程序原点。
在确定程序原点的位置时,不仅要便于对刀测量,而且要便于编程计算,必要时采用多程序原点编程。
(3)用立铣刀侧刃对零件内外轮廓表面加工时,为减少编程计算工作量及控制零件加工符合尺寸公差要求,常使用刀具半径补偿功能。
(4)轮廓加工时,应处理好刀具沿工件轮廓的切向切入和切向切出以及顺铣还是逆铣加工等问题;槽铣削加工时为便于下刀通常使用键槽刀并安排斜线下刀或螺旋线下刀。
(5)为避免刀具在下刀时与工件或夹具发生干涉或碰撞,应处理好安全高度和进给高度的Z轴位置。
(6)数控系统为简化编程,一般都提供固定循环功能,只不过不同的数控系统具有的固定循环种类、功能不同。
此外还有子程序及宏程序编程功能,几何图形的傹像、旋转、比例缩放编程功能,在编程时应充分利用,以提高编程效率。
4-2 如何确定立式及卧式数控铣床的X、Y、Z坐标轴及其正方向?数控铣床的机床原点一般取在X、Y、Z三个坐标轴的正向极限位置上。
此坐标系采用右手直角笛卡儿坐标系。
笛卡儿坐标系规定了直角坐标X、Y、Z三个坐标轴的正方向用右手法则判定,围绕各坐标轴的旋转轴A、B、C的正方向用右手螺旋法则判定。
通常数控铣床有立铣和卧铣两种,其各坐标轴及运动方向的规定遵循工件固定、刀具相对于静止工件而运动的原则和增大工件与刀具之间距离的方向为正方向原则。
4-3坐标系设定指令G92与坐标系选择指令G54~G59有何不同之处?G92指令与G54~G59指令都是用于设定工件加工坐标系的,但在使用中是有区别的。
G92指令是通过程序来设定、选用加工坐标系的,它所设定的加工坐标系原点与当前刀具所在的位置有关,这一加工原点在机床坐标系中的位置是随当前刀具位置的不同而改变的。
法兰克数控车床常用G指令编写数控编辑G代码是数控编程人员在生产加工过程中当用到的指令代码,期格式都有严格的规范约束,数控G代码也是机床实现正常工作的核心,牢记并熟练运用数控G代码是一个合格的数控编程人员所必须掌握的一门技能。
下面就日常数控加工过程中所使用到的G代码加以详细说明:◆G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动。
(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100 先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
◆G01—直线插补格式:G01 X(U)__Z(W)__F__(mm/min) 说明:(1)该指令使刀具按照直线插补方式移动到指定位置。
移动速度是由F指令进给速度。
所有的坐标都可以联动运行。
(2)G01也可以写成G1例:G01 X40 Z20 F150 两轴联动从A点到B点◆G02—逆圆插补格式1:G02 X(u)____Z(w)____I____K____F_____ 说明:(1)X、Z在G90时,圆弧终点坐标是相对编程零点的绝对坐标值。
在G91时,圆弧终点是相对圆弧起点的增量值。
无论G90,G91时,I和K均是圆弧终点的坐标值。
I是X 方向值、K是Z方向值。
圆心坐标在圆弧插补时不得省略,除非用其他格式编程。
(2)G02指令编程时,可以直接编过象限圆,整圆等。
注:过象限时,会自动进行间隙补偿,如果参数区末输入间隙补偿与机床实际反向间隙悬殊,都会在工件上产生明显的切痕。
(3)G02也可以写成G2。
例:G02 X60 Z50 I40 K0 F120 格式2:G02 X(u)____Z(w)____R(+\-)__F__ 说明:(1)不能用于整圆的编程(2)R为工件单边R弧的半径。
6.3.3临时工件坐标系法指令格式:G92X__Z__X、Z:对刀点在要建立工件坐标系中的坐标值使用G92指令,先要在工件上选定一个特殊点作为工件坐标系的原点。
同时还要在工件外选定一个特殊点作为刀具在加工之前快速靠近工件的终止点(又称对刀点或程序原点)。
G92后面的X、Z值为对刀点到工件坐标系原点的有向距离。
由于工件坐标私法的原点一旦选定后是不能改变的,因此,在执行G92指令之前,应通过对刀,确定对刀点。
只有确定了对刀点,才确定了工件坐标系的原点。
G92指令的功能就是建立工件坐标系的原点到刀具的对刀点之间的联系。
在执行G92指令时,若刀具当前点不在对刀点上,则加工原点与程序员原点不重合,加工出的产品就有误差或报废,甚至出现危险。
毛坯为Ф100mm,此办法为试切法对刀,对刀过程中一定要保证测量准确。
工件坐标系原点设在右端面中心线上。
1、手动方式沿Z方向车削毛坯,沿Z方向退出2、用游标卡尺测量车削后直径得Ф94.250mm。
3、将“手动”方式切换到“自动”方式,按下“MDI F3”键。
4、在MDI对话栏里输入G92X94.250,按下“ENTER”键,观察界面数值变化,5、按下“循环启动”键,再次观察界面数值变化。
6、依次按下“返回F10”键,“设置F5”键,“坐标系设定F1”,“工件坐标系F7”键,观察“循环启动”运行前后的界面数值变化,至此X方向上对好。
7、同理,手动方式沿X方向切削毛坯右端面,并沿X方向退出。
8、按下“返回F10”,再次按下“返回F10”,按下“MDI F3”键,将手动方式切换到自动方式下,在MDI栏里输入G92Z0,按下“ENTER”键,观察界面数值变化。
9、按下“循环启动”键,再次观察界面数值变化。
10、依次按下“返回F10”键,“设置F5”键,“坐标系设定F1”,“工件坐标系F7”键,观察“循环启动”运行前后的界面数值变化,至此Z方向上对好。
11、在MDI方式下用G00X100Z100将刀具移至所谓的程序原点或对刀点上,此时刀具不得再移动。
设定工件坐标系G92指令
摘要:,G92,G91,Y0,G00,G90,X0,Y-40,轴承用超洁净钢生产技术设定工件坐标系G92指令 2702系列短行程气缸附件设定工件坐标系G92 指令指令格式 : G92 X__ Y__ Z__ 指令功能 : 设定工件坐标系图1 G92设定工件坐标系图2 G54设定工件坐标系指令说明 : (1) 在机床上建立工件坐标系(也称编程坐标系);设定工件坐标系G92指令
指令格式: G92 X__ Y__ Z__
指令功能:设定工件坐标系
图1 G92设定工件坐标系图2 G54设定工件坐标系
指令说明:
(1) 在机床上建立工件坐标系(也称编程坐标系);
(2)如图1所示,坐标值X、Y、Z为刀具刀位点在工件坐标系中的坐标值(也称起刀点或换刀点);
(3)操作者必须在工件安装后检查或调整刀具刀位点,以确保机床上设定的工件坐标系与编程时在零件上所规定的工件坐标系在位置上重合一致;
(4)对于尺寸较复杂的工件,为了计算简单,在编程中可以任意改变工件坐标系的程序零点。
(5)在数控铣床中有两种设定工件坐标系的方法:
如上图1所示,先确定刀具的换刀点位置,然后由G92指令根据换刀点位置设定工件坐标系的原点,
1)G92指令中X、Y、Z坐标表示换刀点在工件坐标系XpYpZp中的坐标值;
2)如图2所示,通过与机床坐标系XYZ的相对位置建立工件坐标系XpYpZp,如有的数控系统用G54指令的X、Y、Z坐标表示工件坐标系原点在机床坐标系中的坐标值。
2.绝对坐标输入方式G90指令和增量坐标输入方式G91指令
指令格式:G90
G91
指令功能:设定坐标输入方式
指令说明:
(1)G90指令建立绝对坐标输入方式,移动指令目标点的坐标值X、Y、Z表示刀具离开工件坐标系原点的距离;
(2)G91指令建立增量坐标输入方式,移动指令目标点的坐标值X、Y、Z表示刀具离开当前点的坐标增量。
例题:如图3所示,刀具从A点快速移动至C点,使用绝对坐标与增量坐标方式编程。
图3 使用绝对坐标与增量坐标方式编程
G92 X0 Y0 Z0
G91 G00 X15 Y-40
G92 X0 Y0
G00 X20 Y10
X40 Y20
绝对坐标编程:
G92 X0 Y0 Z0 设工件坐标系原点,换刀点O与机床坐标系原点重合;
G90 G00 X15 Y-40 刀具快速移动至Op点;
G92 X0 Y0 重新设定工件坐标系,换刀点Op与工件坐标系原点重合;
G00 X20 Y10 刀具快速移动至A点定位;
X60 Y30 刀具从始点A快移至终点C。