键盘-成品检验规范.doc
- 格式:doc
- 大小:583.55 KB
- 文档页数:6
键盘薄膜的检验标准1、材料厚度① 材料厚度核对误差不超出D.OImm2、P IN尾厚度①总厚度在0.3mm~0.35mm3、加强片① 长、宽、厚尺寸符合技术文件的要求①出线PIN应左右边缘对称,最大允许偏移:1.0mm间距0.15mm; 1.25mm间距0.20mm; 2.0mm 间距0.25mm; 2.54mm 间距0.30mm。
②出线PIN银线应足够宽,且不造成间隔窄引起短接:1.0mm间距0.5mm~0.7mm;1.25mm 间距0.6mm~0.8mm;2.0mm 间距1.0mm~1.2mm;2.54mm 间距1.5mm~1.8mm。
③碳层居中且完全覆盖银线,偏出银线不超出0.1mm5、出PIN前端空白① 出PIN前端空白处的长度<0.2mm6、K EY盘①上下层KEY点对齐,偏差小于KEY点直经的25%7、K EY孔①中间隔层KEY孔与KEY点中心对齐,偏差小于KEY孔直经的25%&机构孔/定位孔① 机构孔偏差<0.2mm定位孔偏差<0.1mm1、功能①按键功能测试符合设计要求,不出现不显示、显示不稳定、错码、乱码、连码等现象。
用测试架进行测试测试设备①KEY点导通电阻小于300Q,个别最大不超过450Q用短路测试治具连接到万用表,并用30克砝码垂直压下短路测试治具/万用表/30克砝码②绝缘电阻不小于50M D/250V用欧姆表测量欧姆表3、防水效果① 浸泡在自来水中,在2小时时间内不进水将薄膜排气孔封住,没入在水深1cm的自来水中观察盛水容器4、附着力①用3M 600 (银线)/3M 800 (涂碳)胶带粘拉无脱落5cm长胶带粘住线路或涂碳层60s后迅速垂直拉起3M 6003M 8005、银线硬度① 用1-2H铅笔划不断铅笔与银线成45°用2Kg的力推动铅笔6、耐弯折性①2Kg+180外折+60S+10次△ R< 30%用2Kg的力压在外折180°的弯折处,在60s中反复10次,测量阻值增大值进行比较砝码7、抗高、低温①高温或低温、及高、低温试验后,薄膜不会起皱,功能没有影响,阻值没有明显增大。
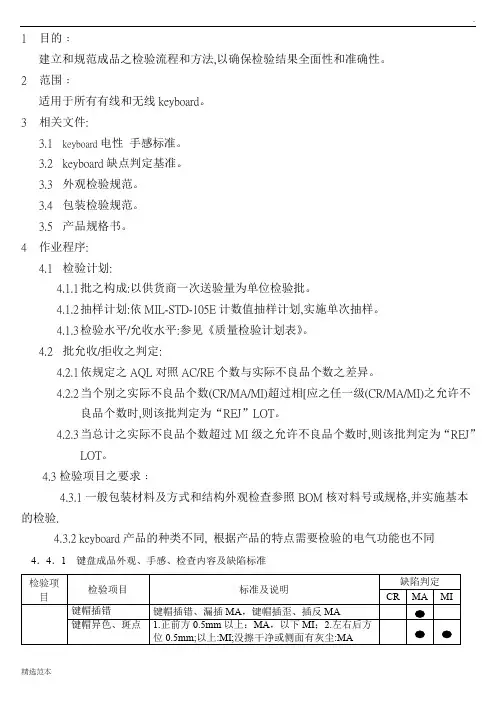
1目的﹕建立和规范成品之检验流程和方法,以确保检验结果全面性和准确性。
2范围﹕适用于所有有线和无线keyboard。
3相关文件:3.1keyboard电性手感标准。
3.2keyboard缺点判定基准。
3.3外观检验规范。
3.4包装检验规范。
3.5产品规格书。
4作业程序:4.1检验计划:4.1.1批之构成:以供货商一次送验量为单位检验批。
4.1.2抽样计划:依MIL-STD-105E计数值抽样计划,实施单次抽样。
4.1.3检验水平/允收水平:参见《质量检验计划表》。
4.2批允收/拒收之判定:4.2.1依规定之AQL对照AC/RE个数与实际不良品个数之差异。
4.2.2当个别之实际不良品个数(CR/MA/MI)超过相[应之任一级(CR/MA/MI)之允许不良品个数时,则该批判定为“REJ”LOT。
4.2.3当总计之实际不良品个数超过MI级之允许不良品个数时,则该批判定为“REJ”LOT。
4.3检验项目之要求﹕4.3.1一般包装材料及方式和结构外观检查参照BOM核对料号或规格,并实施基本的检验.4.3.2 keyboard产品的种类不同, 根据产品的特点需要检验的电气功能也不同4.4.1 键盘成品外观、手感、检查内容及缺陷标准4.4.2 键盘成品电性、包装检查内容及缺陷标准4.5 对机:4.5.1 常规检验完毕后,将检验之不良品标识清楚放置整齐,同时通知生产部对机;如属严重不良及批量性不良,则要求QA 参与,并分析原因。
4.5.2 将检验OK 之成品,按原包装方式放置回去,并交生产线.不良品则送回生产部门返修.将检验后的成品予以相应状态标示。
4.6 记录:4.6.1 报表填写方式:随时记录检验状况。
4.6.2 检验结果记录在“keyboard 检验报告”上(参见附件二)。
附件一流程图主要检验内容﹑重点及相关资料生产制令(W/O)﹑生产线别﹑报验数量﹑序号范围等BOM ﹑质量标准书﹑内部订单审核表﹑样品﹑检验报告表等.依<质量检验计划>纸箱规格(尺寸﹑材质﹑文字﹑胶合方式) ﹑外观彩盒入箱方式﹑外箱贴纸粘贴﹑包扎方式规格(尺寸﹑材质﹑文字﹑胶合方式)﹑外观 规格(文字﹑条形码﹑日期﹑材质) ﹑外观规格(文字﹑条形码﹑日期﹑材质) ﹑外观外观﹑部件﹑美工线/段差﹑平整度﹑logo/颜色检查规格﹑外观﹑定位 按键测试/拉键,敲机测试/LED 测试/手感测试/ 多媒体测试/ RF 距离测试/睡眠测试./低电压测试同生产人员确认不良品,必要时知会品保人.附件二﹑keyboard 成品检验报告《附页》附件三、keyboard 电气功能测试图标说明图示:H (Windows 测试画面)。
键盘检验标准MANUFACTURING PROCESS INSTRUCTION生产工艺指导书键盘检验标准Work Center / Operation作业区域: CECT QAModel Unit / Line产品型号:ALLDocument Owner/文件负责人: QA XXXXX1.0总则为了控制手机键盘的质量,甲方和乙方共同建立本技术检验标准,验收标准的最后版本须由甲方和乙方共同签字认可,从而形成甲方和乙方判定产品是否合格的基准。
乙方有责任确保制造合同中的所有部件(装配,子装配,成分和材料)符合本检验标准的要求。
乙方也同时有责任确保对所有OEM产品,子系统和部件加工后的使用性能满足本检验标准的要求。
乙方必须能够证明其对购入的原材料及部件建立了检查和审核程序以确保OEM部件满足本检验标准的要求。
供应商资料,来料检验是可接受的选择。
本标准作为甲方同乙方签定加工定做合同的技术附件,包括共同签字的图纸(二维图纸和三维结构设计文件)。
目的是使制造出的零件能够满足设计时的功能和结构上的要求。
如果乙方不能实现此检验标准的要求,需要向甲方提交有限要求弃权书,甲方决定是否通过弃权书。
2.0适用范围本标准适用于CECT全中文数字双频手机键盘批量产品的检测。
3.0引用标准GB2828-87 《逐批检查计数抽样程序及抽样表(适用于连续批的检查)》4.0主要内容4.1乙方在提供每批产品时应提供的相关材料4.1.1产品所使用的原材料检验报告,其中应该包括材料成分、生产厂等;4.1.2每批产品的合格证和成品出货检验报告。
4.2乙方使用的检验方法4.2.1乙方应对产品进行100%的外观检验(QC检验);4.2.2对于零件的尺寸和物理性能应采用抽样检验,抽样检验方法由甲方和乙方共同商定。
注:甲方使用的抽检方法:GB2828-87《逐批检查计数抽样程序及抽样表》,其中检查水平为一般检查水平Ⅱ,AQL=0.65,字码表及抽样方案见下表。
KEYPAD检验标准1.目的为从事产品质量检验人员提供作业指导,确保本公司产品质量满足客户需求。
2.范围本标准适用于本厂所有KEYPAD半成品、成品的目视检验、仪器检验及信赖度则试。
3.权责3.1检验标准之制订﹑修订﹑废止:品质工程课;3.2检验标准之执行:品保课、各生产检验单位;4.定义4.1测量:做完外观检验后,视客户所指定之事项做检查及测量。
4.2缺点:本公司依缺点的严重程度,将缺点分为三类。
4.3功能性缺点:对安全性和重要机能没有构成危害,但导致功能欠缺之缺点。
4.4主要缺点:不至于功能欠缺,但对装配及使用造成不便之缺点。
4.5次要缺点:不影响产品之功能及装配和使用的外观性缺点。
5.作业内容5.1检验项目分为三大类5.1.1外观目视检验项目5.1.2仪器量测检验项目5.1.3信赖度测试项目5.2单一零组件在成品组装前须实施全检;进料检、制程巡检、转站及最终检验实施抽样检验;5.3抽样计划及合格允收水准(作业标准书或相关文件有要求时则依之):5.3.1原物料进料检验依原物料检验规范作业;5.3.2外包进料检验依《工序异常确立标准》作业;5.3.3产品在各制程中之巡检频次与数量依作业标准书规定执行;产品在各制程转站及品管最终检验之外观检验项目依MIL-STD-105E Ⅱ抽检,仪器检验项目抽测5PCS; 仪器检验项目在巡检有管制时转站检无需重复管制。
5.3.4产品在各制程中巡检及转站之外观检验项目:次要缺点依质量目标不良率实施判定,主要和功能缺点依C=0;产品在品管最终检验(含检验后的半成品、成品)之外观检验项目:次要缺点AQL:0.4,主要和功能缺点 C=0;发现异常时依《工序异常确立标准》实施判定;5.3.5产品在各制程中巡检和品管最终检验之仪器量测项目: C=05.3.6产品最终包装检查时对每箱(包)作包装品名、数量、标签及其它标示的全数检验,依C=0判定;5.3.7报废品采取MIL-STD-105E Ⅱ AQL:0.4 抽样,依C=0判定0。
键盘成品检验规范前言:为确保键盘的生产、检验工作有序进行,为过程质量控制、例行检验、最终成品检验和确认检验提供依据,特编写本标准。
1.范围本标准适用于福建新威电子工业有限公司通讯厂所生产的键盘成品质量检验。
2.规范性引用文件在下面所引用的文件中,对于企业标准部分没有写出年代号,使用时应以网上发布的最新标准为有效版本。
GB/T 2828-1987 逐批检查计数抽样程序及抽样表GB/T 2829-1987 周期检查计数抽样程序及抽样表GB/T 14081-2010 信息处理用键盘通用规范参考文件一:键盘可靠性试验规范3.质量检验3.1 检验分类本标准规定的质量评定规则包括两类检验:鉴定检验和质量一致性检验。
3.2 检验条件除非本标准或产品标准另有规定,对样本的检验应在GB 2421-89第五章规定的标准大气条件下进行。
3.3 例行检验例行检验是对同一型号若干样品进行外观结构工艺、电性能、安全、环境适应性和可靠性等一系列完整的检验,其目的在于确定制造者是否有能力制造符合该标准要求的产品。
当产品进行设计定型、生产定型,主要的设计、工艺、材料、及零部件(元器件)变更后或停产后恢复生产时,均应进行鉴定检验。
3.4 确认检验质量一致性检验是以逐批检验为基础,从产品中抽取样品进行的、用于确定产品生产过程中能否保证质量持续稳定的检验。
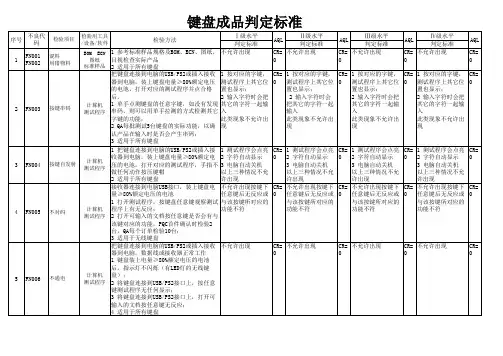
3.5产品不合格分类,A类不合格、B类不合格、C类不合格;A类不合格:即单位产品的极重要质量特性不符合规定,或者单位产品的质量特性极严重不符合规定,称为A类不合格,也称为严重缺陷。
B类不合格:单位产品的重要质量特性不符合规定,或者单位产品的质量特性严重不符合规定,称为B类不合格,也称为轻缺陷。
C类不合格:单位产品的一般质量特性不符合规定,或者单位产品的质量特性轻微不符合规定,称为C类不合格,也称微缺陷。
表1 检验项目4.检验项目及判定标准4.1装配外观检验表2 装配检验项目及判定标准4.2外观检验4.2.1塑料件检验项目(见表3)塑料件包括前盖、后盖、按键等塑胶结构件,可以根据实际设计情况在检验时依据下列检验项目进行检验。
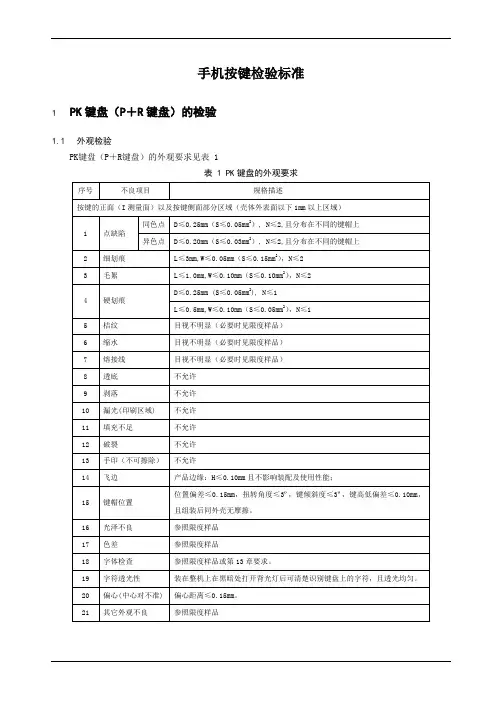
手机按键检验标准1PK键盘(P+R键盘)的检验1.1外观检验PK键盘(P+R键盘)的外观要求见表 1表 1 PK键盘的外观要求1.2耐磨性测试a)测试方案:用专用的NORMAN RCA耐磨测试仪(型号:7-IBB-647)及专用的纸带(11/16 inchwide ×6或8 inch diameter ),施加175g的载荷,带动纸带在样品表面(平面区域)磨擦150(120)个循环(连续)、200个循环。
样品数量:3个。
b)通过准则:按键表面允许有轻微的磨损及模糊,但油漆无透底且字体仍清晰可认时为合格。
注1:普通手机研发阶段150次,中试及生产阶段为120次。
注2: GOTA专业手机、三防手机的耐磨性为200个循环。
1.3附着力测试a)测试方案:用锋利刀片(刀锋角度为20°~30°)在测试样本表面划1mm×1mm小网格(根据面积大小决定划格的数量),每一条划线应深及底材;用毛刷将测试区域的碎片刷干净;用粘附力350 g/cm2~400g/cm2的胶带(3M 600号胶纸或等同)牢牢粘住被测试小网格,并用橡皮擦用力擦拭胶带,以加大胶带与被测区域的接触面积及力度;用手抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,同一位置进行2次相同试验。
样品数量:3个。
b)通过准则:要求附着力≥4B(油漆脱落面积小于5%)时为合格。
注:美工刀的品牌为日本田岛牌,型号:LC303。
1.4耐醇性测试a)测试方案:用纯棉布蘸满无水酒精(浓度≥99.5%),包在专用的测试头上(包上棉布后测试头的面积约为1cm2),施加500g重量的载荷,以40~60个循环/分钟的速度,20mm左右的行程, 在按键表面(平面区域)来回擦拭200个循环。
样品数量:3个。
b)通过准则:不允许按键的面漆脱落,且要求字体内容仍完整且清晰可认。
1.5键帽粘接强度测试a)测试方案:先将键盘固定住,用粘水将测试夹具粘在各个键帽表面,用拉力计夹持住测试夹具,以与键盘垂直的方向慢慢向外施加拉力,当拉力达规定值时保持5S以上(针对每个键粒均进行测试)。
文件制修订记录1. 目的作为品管生产人员,检验与判定之标准和依据,以致使生产之产品符合客户之品质要求。
2. 范围本厂生产之各机种无线键盘。
3. 参考资料3.1《镭射印刷字符检验规范》3.2《Laser辉度计操作规范》3.3《耐磨测试规范》3.4《粘附力测试规范》4. 定义4.1 Major: 主缺点. 列为批退之依据, 是可能引起键盘功能失效或降低产品使用性的缺点, 这样一些缺点会被客户或最终用户拒收。
4.2 Minor: 次缺点. 是可能不会减少产品的实际使用性或者不符合标准但对产品使用性或操作无影响的缺点.这样一些缺点可能不会被客户或最终用户拒收。
5. 内容说明5.1 检验条件与工具5.1.1功能测试将Keyboard 通过接收器连接到计算机上, 选择ENG提供的对应测试程式进行测试。
5.1.2外观检验I)角度: 眼睛与被测物成0∘~45∘II)距离: 45-60cmIII)光源:40W*2日光灯5.1.3 利用计算机, 放大镜,照度计,辉度计,读码器,厚薄规, 污点标准Film. golden sample 及各机种Layout film、CRL、BOM 、ECO等进行检验。
5.2.不良判定:不良品分Maj & Min,累计三个Min作为一个Maj执行相关动作。
具体如下表之标准说明。
(包含所有的部件)部件配放未按要求装配部件,漏放漏装或多放多装. 目视/资料*破损裂痕裂痕与破损. 目视*塑胶件顶白\缩水塑胶件有顶白或于30cm目视有明显缩水痕迹, 目视*上下盖上盖LOGO上盖Logo边距2cm内,不允许有任何污点,刮伤. 目视/直尺*上盖Logo和上盖其它印刷的内容、颜色、形状、大小、位置错误及Logo漏印.目视/封样* 上盖Logo印刷断字超过字体的1/3, 毛边大于0.15mm目视+污点图* 上盖其它印刷之字符断字有超过字体的1/3,毛边大于0.15mm.目视+污点图* 组合不良上下盖组合后,间隙段差大于0.5mm; 目视+厚薄规*上下盖卡椎未定位. 目视*扭动组合后的上下盖有noise或松动感. 耳听* 不平衡上下盖组合后,平置于玻璃平台下盖K/B任一端,脚垫距玻璃平台高度间隙大于0.4mm(包括撑幵脚架时的距离).目视+厚薄规*刮伤、污染正面盖刮伤或污染不能>3*0.25mm,侧面刮伤或污染不能>5*0.25mm,背面刮伤或污染不能>7*0.25mm. 且5公分内不有两点. 目视/污点图* 污点正面盖污点直径不能>0.4mm,侧面不能>0.7mm,背面不能>1.0mm. 且5公分内不得有两点.* 内有异物摇动Keyboard发出有异物之杂音响声耳听/目视*喷漆喷漆或电镀系列上盖掉漆现底色超过0.4mm目视/污点图* 喷漆或电镀系列下盖掉漆现底色超过1.0mm * 毛边毛边不可划手且上下盖边缘毛边长度超过0.5mm 目视/污点图*字键(包括功能键\开关) 异声轻敲space bar响声>60db, 带LINK KEY响声>55db. 其它key响声>50db.耳听/手按* 高低键字键浮高,未压定位同行的字键高低超过0.5mm. 目视+厚薄规*手感不良带Link的横向字键各敲左中右不低于两次;竖摆字键各敲上中下不低于两次;大回车键敲5个点左上、右上、左下、右下、正中不低于两次,普通键按中间不低于两次,确认字键手感是否卡涩.特注手指不可超出KEY边缘.*按压特殊key两端发现有铁条脱落或未装,及拨动特殊KEY歪斜不复原目视/手按*卡键任一按键按下后不能自由回弹 (含Hot key、开关).目视/手按*变形任一字键或上下盖呈明显弯曲变形. 目视*拉拔力过低按键拉拔力低于0.5kg千克力.目视/拉拔力器*拍打掉键拍打键盘背面时有掉KEY. 耳听/手拍*晃动特殊key cap晃动及1*1倍字键轻微晃动超过3颗. 目视/手按* 毛边字键毛边长度超过0.15mm. 目视*污点.刮伤A区超过0.25mm 目视/污点图*。
建立电子产品成品检验验收标准,以加强对成品的质量控制和保证,进而保证产品的质量。
二、适用范围:本检验标准适用于公司质量部对电子产品产品成品验收标准。
三、职责a主导本标准的编制、修订、审核、批准、发布b参与样品的签核、发放c检验、不良判定及最终裁决四、检验工具及环境:4.1、检验工具:电子产品键盘、电子产品打印机、二维码扫描枪、菲林卡、色卡、手机4.2、检验环境:1)温度:22±10℃2)湿度:10~90%RH3)外观检查环境照度:500~700 Lux4)检验距离:400±50mm5)检查时间:目视检验3~5 秒单一面6)检查角度外观检查需垂直及正面45 度检测五、接收标准:5.1、接收标准:根据对送检的产品按照一般检验水平II级进行随机抽样,可接受质量水平值如下:5.2、产品质量以不合格数表示,任何样本在检验中有任何一项不合格,则该样本单位判定不合格。
初次抽样检查不合格的批次产品返工完成后需重新送检,检验范围覆盖外观与功能等全部内容。
6.1缺陷等级定义:6.1.1致命缺陷(CR):产品的致命缺陷指的是产品的安规检验项目不合格,以及产品内部的电气安全和机械安全不足可能危及操作、维修人员的安全等,用CR表示;6.1.2主要缺陷(MA):影响产品使用和性能的缺陷,产品装配产生的缺陷,严重影响产品外观的缺陷,用MA表示;6.1.3次要缺陷(MI):轻微影响产品外观的缺陷,用MI表示。
注:下表中各项检测项目的缺陷等级均按其程度在所对应行后面的方框中打“√”来标识其类别。
七、外观检验标准:八、性能检验标准:九、成品出货确认:成品出货按照客户下发的出货信息,质量在出货时进行核对,重点核对ID号是否是此批次客户的序列号以及是否有序列号发错等现象;十、检验记录:检验员将每日检验情况记录于《电子产品成品抽检》Excel档里;十一、相关文件:《壳体检验文件外观检验标准》。
键盘产品例行试验标准1.0目的:提高产品质量,满足顾客和适应市场的需求。
2.0适应范围:适用于本公司各种型号产品(具体要执行试验的项目,需依据相应的作业指导书).3.0试验样品:产品在检查的合格批中随机抽取。
4.0试验内容:本规程包括:气候试验、机械试验、寿命试验、可靠性试验、静电放电灵敏度试验。
4.1 气候试验:4.1.1 高温工作试验4.1.2 低温工作试验4.1.3 恒定湿热试验4.1.4 高温贮存试验4.1.5 低温贮存试验4.2 机械试验:4.2.1 包装件跌落试验4.2.2 拉拔力试验4.2.3 粘度试验4.3 寿命试验4.4 可靠性试验4.5 静电放电灵敏度试验5.0 试验标准和判定5.1气候试验标准5.2 机械试验5.3 寿命试验5.3.25.4 可靠性试验5.4.1 电源适应能力(限于新产品或相关部位有重大改进的产品)按单向和双向方式分别调节直流电源电压,使其偏差于标称电压±5%,并对产品性能进行检查,受试样品工作应正常。
5.5对键盘操作人员可能触及的任何部位,用静电发生仪以(耦合、接触、空气)三种方式对其放电,其中耦合、接触方式以0-8KV的电压(正、负电交替)对被测产品分别放电10次,空气方式以8-15KV的电压(正、负电交替)对被测产品分别放电10次。
在放电及放电衰减期间键盘可以超差工作,但放电衰减之后应能正常工作。
6.0试验方法6.1试验环境条件未有温度要求的试验条件按照下列要求:温度:100C-350C、相对湿度45%-75%,大气压:86Kpa-106Kpa。
6.2 外观和结构检查用目测法和有关检测工具进行外观和结构检查,应符合成品检验规程所要求。
6.3 功能和性能检查按以上检验标准和作业指导书操作。
1.目的建立和规范键鼠成品可靠性测试的方法与流程,以确保检验结果的准确性。
2.范围适用本公司所有键鼠成品检验。
3.试验项目3.1高温存储试验A.将样品放置于测试专用焗炉里,温度设置65±2℃,湿度93%RH,存放时间72H。
B.测试完成,将样品从焗炉取出放置于常温下恢复2H后测试其功能是否正常。
3.2低存储试验A.将样品放置于测试专用冰箱里,温度设置-40℃,存放时间72H。
B.测试完成,将样品从冰箱里取出放置于常温下恢复2H后测试其功能是否正常。
3.3温度冲击试验A.将样品放置于测试用专用冰箱里,温度设置-40℃,存放时间2H。
B.在一分钟内将样品放置于测试专用焗炉内,温度设置65℃,存放时间2H。
C.将上述测试循环做5次,测试完成后测试其样品功能是否正常。
3.4高温操作试验A.将样品放置于专用测试箱内,温度设置65℃,DC 5.0V±5%,保持时间2HB.测试完成将样品置于常温下恢复2H后测试其功能是否正常。
3.5低温操作试验A.将样品放置于专用测试箱内,温度设置-40℃,DC 5.0V±5%,保持时间2HB.测试完成将样品置于常温下恢复2H后测试其功能是否正常。
3.6高温高湿操作试验A.将样品放置于专用测试箱内,温度设置65℃,DC 5.0V±5%,湿度93%RH,保持时间2HB.测试完成将样品置于常温下恢复2H后测试其功能是否正常。
3.7跌落试验(裸机)A.将样品在垂直80cm高度,跌落样品的六个面,落至厚度为3cm的钢板。
B.测试完成后再测试其样品功能是否正常。
3.8按键寿命测试(左、中、右键)A.将样品置于鼠标按键专用测试治具上,设置:荷重气压2±0.1Mpa,速度40次/分,行程20mm.B.测试次数为1000万次(具体次数视产品规格而定)3.9烧机试验A.将样品置于DC5V±5%在常温下连续使用168H。
B.测试完成(即168H后)样品功能是否正常。
键盘成品检验规范1. 目的作为品管生产人员,检验与判定之标准和依据,以致使生产之产品符合客户之品质要求.2. 范围本厂生产之各机种键盘.3. 参考资料镭射印刷字符检验规范 XT-QRA-3029Laser辉度计操作规范 XT-QRA-3028耐磨测试规范 XT-QRA-3074粘附力测试规范 XT-QRA-30734. 定义4.1 Major: 主缺点. 列为批退之依据, 是可能引起键盘功能失效或降低产品使用性的缺点, 这样一些缺点会被客户或最终用户拒收.4.2Minor: 次缺点. 是可能不会减少产品的实际使用性或者不符合标准但对产品使用性或操作无影响的缺点.这样一些缺点可能不会被客户或最终用户拒收.5.内容说明:5.1. 检验条件与工具.5.1.1功能测试将Keyboard 直接连接到计算机上,使用文管中心正式发行的测试软体进行测试.5.1.2外观检验I)角度: 眼睛与被测物成0∘~45∘II)距离: 45-60cmIII)光源:40W*2日光灯5.1.3 利用计算机, 放大镜,照度计,辉度计,读码器,厚薄规, 污点标准Film. goldensample 及各机种Layout film、CRL、BOM 、ECO等进行检验.5.2. 不良判定:不良品分Maj & Min,累计三个Min作为一个Maj执行相关动作。
具体如下表之标准说明.检查项目标准说明Major Minor1. 整体外观1.1上下盖组合后,间隙段差大于0.5mm; wireless K/B段差大于0.3mm.1.2 上下盖卡椎未定位.1.3 上下盖组合后,平置于玻璃平台下盖K/B任一端,距玻璃平台高度间隙大于0.4mm(包括撑幵脚架时的距离)。
出往日本的机种不能大于0.3mm.1.3.1下盖凸点与水平玻璃间距中拱不能大于2.0mm.1.4 正面盖刮伤或污染不能>3*0.25mm,侧面刮伤或污染不能>5*0.25mm,背面刮伤或污染不能>7*0.25 mm. 且5公分内不有两点.1.5 正面盖污点直径不能>0.4mm,侧面不能>0.7mm,背面不能>1.0mm. 且5公分内不得有两点.1.6 上盖Logo边距2cm内,不允许有任何污点,刮伤.1.7 上盖Logo和上盖其它印刷的内容、颜色、形状、位置错误及Logo漏印. *1.8 上盖Logo印刷断字超过字体的1/3, 毛边大于0.15mm.1.9 上盖其它印刷之字符断字有超过字体的1/3,毛边大于0.15mm.1.10 上盖顶白,上盖有裂痕或破损.1.11 铭板Logo错误,或铭板漏贴,反贴.1.12 铭板污染,刮伤;铭板贴歪有超出边框,或字体印刷模糊.1.13 铭板字体色泽与样本不符.1.14 Keyboard上下盖颜色和规格不符.1.15扭动组合后的上下盖有noise或松动感.1.16铁板有变形和缺料, 烤漆铁板刮伤见到铁板本色印痕.1.17脚垫漏贴, 反贴.1.18脚垫污染或超出边框, 及因脚垫粘性不强而造成易脱落.1.19 脚架有破裂或变形及左右颜色不一致.1.20 脚架漏装, 装反, 或用错料.1.21 扳动左右脚架或大小脚架各1次, 脚架易脱落或大小脚架同时倒下.1.22 摇动Keyboard发出有异物之杂音饷声1.23 镙丝漏锁.1.24镙丝松动,浮锁,滑牙.1.25镙丝因电动起子而受伤, 变形, 螺丝生锈.1.26 Cable Pin 针断掉或歪斜.1.27Cable刮伤,有污迹.1.28 Keyboard上贴有不良标签.2. 字键2.1). Overall general key cap cosmetic2.11 字键浮高,未压定位同行的字键高低超过0.5mm.2.12 字键错插, 错料, 错键, 或印刷漏印.2.13 字键污点.刮伤判定:A区超过0.25mmB区超过0.4mmC区超过0.7mm.2.14 字键卡涩.2.15 字键卡死及无弹性(含Hot key).2.16 按压特殊key两端发现有铁条脱落或未装,及拨动特殊KEY歪斜不复原.2.17 轻敲装Link key cap, space bar响声>60db, 其它key响声>55db.2.18 特殊key cap晃动及1*1倍字键轻微晃动超过3颗.2.2).Laser printing & silk screen2.2.1 字键印刷有毛边或扩墨>0.15mm.2.2.2 字键印刷断字不能超过字体直径的1/3.*2.2.3距键盘30cm用肉眼看无白点,烧焦或黑点.2.2.4 字符串及单个字符倾斜度不得超过3º(参照字键边缘).2.2.5 Laser测字辉度(明暗比)小于3:1或客户规格值.2.2.6字体错印或漏印2.2.7字体残缺2.3). TAMPO 字符的检验2.3.1 印刷字体粗细不一,相差需小于0.1mm2.3.2 印刷字体断字/突出/残缺不能超过字体宽度的1/32.3.3 印刷字体针孔需小于0.05mm,且同一字键不能超过3个2.3.4 字键COATING表面刮伤/擦伤/露底不能大于0.25mm2.3.5 字键错料.错位.错印.漏印*2.3.6 油污点:A面污点不能大于0.25mm; B面不能大于0.7mm;C面污点不能大于1.0mm2.3.7 KEY CAP在TAMPO时不能沾有毛屑,异物;字体毛边需小于0.15mm2.3.8 COATING不可有影响外观的多余想象2.3.9 COATING 移位或与字型不吻合;COATING必须完全覆盖字体2.3.10印刷字体颜色与客户要求不符(对照PANTONE)2.3.11 Fulling coating字键表面触摸不可有刮手感.(A面四边)3. 功能3.1键盘无功能: 功能测试时, Keyboard无反应.3.2测试K/B AT时出现Failure .3.3 LED灯同时亮,直亮,不亮.3.4 LED灯亮度不均匀.3.5 LED灯功能不稳定: 振动后LED灯不亮.3.6 LED灯闪烁或亮的顺序不对.3.7 单键&多键(含hot key)无功能或Key功能不稳定及KEY短路(按单KEY时,几个KEY有反应).3.8 RUBBER有歪斜, 生胶, 异物, 夹皮或双Rubber引起key功能不稳定.3.9外接鼠标/Touch pad /Track Ball无功能或反应不灵敏.3.10Hub, smart card无功能.4. 包装(核对BOM&CRL)4.1不符合客户需求的产品配备规格.4.2 各种Label内容错误或未按要求张贴.4.3 BOM中各阶程使用之零件和材料有错或遗漏,安规材料使用成非安规材料.4.4 Cable外露尺寸与产品规格不符.4.5 Carton/Gift box label贴歪.4.6 漏贴Test & QC PASS贴纸, 或贴错位置.4.7 G/B之S/N与K/B之S/N不符.4.8 Barcode不能读值或读值错误.4.9 Carton外的序号与内装K/B之序号不符.4.10 Carton内键盘短装.4.11 Carton与G/B或Carton与栈板配置不合理.4.12 外箱之PO,P/N,W/O等号码章印盖错.4.13 CARTON未按要求打包和贴上麦头.4.14未依据客户需求叠放栈板和装柜.4.15麦头内容与S/O或D/O不符.4.16栈板规格不符.。
军工计算机成品检验规范编制/日期:__________审核/日期:__________批准/日期:__________1、目的建立军工计算机成品检验标准及检验方法,确保出货品质能达到客户要求。
2、适用范围本规范适用于军工计算机产品,如客户对标准有特殊要求,则以客户之定义为主。
3、定义3.1.缺陷类型定义A 类:严重缺点(CRITICAL DEFECT):指产品机能有重大影响,使客户无法使用,危及生命,预测在可能导致不安全状况。
B 类:主要缺点(MAJOR DEFECT):指不能达到产品的使用目的或者使用时需改造和更换零部件等多余麻烦,在使用初期尽管没有大的障碍,但导致缩短寿命的缺陷;C 类:次要缺点(MINOR DEFECT):指不影响产品正常功能,对终端客户影响很小或几乎没有影响及出现几率很小的问题(安全问题除外),例如出现几率小于3/1000的缺陷3.2.外观区域定义正面、顶部合上LCD 时的上面及正对向我们的面,打开上盖时的LCD 面和键盘面,共4 个面,如下图A 所示;侧面、后面、底面:如下图B、C所示。
注:正面、顶部---A,侧面,后部---B,底部——C3.3.产品外观缺陷定义A 划伤:器件因与其它尖锐物品相磨擦造成表面成条状或片状痕迹。
1)有感刮伤:用指甲轻轻滑动,能够感觉到的刮伤,称为有感刮伤。
2)无感刮伤:用指甲轻轻滑动,感觉不到的刮伤,称为无感刮伤。
B 颗粒:因灰尘、异物造成印刷图案、喷漆油料表面出现点状突起物。
C 毛屑:因毛尘、发丝等造成印刷图案、喷漆油料表面出现线状突起物。
D 气泡:塑料成形过程中包含空气或水汽的圆球、在透明件中尤为明显。
E 异色点:因模具、包装、喷漆或操作等问题造成表面颜色不同且不可擦拭的坏点。
F 脱漆:因与其他物品相接触造成表面漆有脱落的现象。
G 针孔:由于喷涂产生的气泡破裂,产生的小孔。
H 色差:同一平面上,局部颜色与其他区域颜色不一致,含颜色不均、深浅不一、有杂色。
ShenZhen Rapoo Technology Co.,Ltd.【三阶文件】成品检验规范征求意见稿文件编号:版本号:A. 0核准:审核:编制:日期:日期:日期:分发号:目录项目页次1.0 前言………………………………………………2.0 适用范围………………………………………….3.0 引用的标准……………………………………….4.0 定义5.0 总体要求6.0 检验的一般条件7.0 检验水平8.0 “雷柏”产品的级别划分9.0 OEM客户级别划分10.0 检验项目重要程度划分11.0 产品检验的样本抽取方式12.0 质量控制点的设置13.0 检验用设备、测试软件、工具14.0 质量控制点与检测设备、测试软件、产品不良项目及检验水平对应表15.0 检验方法16.0 判定的标准17.0 不良项目代码规定18.0 不良项目代码、检验方法、判定标准与检验水平对应表19.0 键盘成品检验判定标准总表20.0 鼠标成品检验判定标准总表21.0 无线耳机成品检验判定标准总表22.0 无线音响成品检验判定标准总表23.0 修订1.0 前言本检验规范中所有的检验项目及判定结果,是依据客户在使用本公司产品过程中反馈的信息及参考公司的主要客户提供的验货标准,检验的方法为实际工作中的经验的总结,部分可追溯到国际或国家标准。
公司的实际情况、市场、客户、产品等方面在不断的变化,因而需要对本检验规范的要求进行调整,分定期修订和不定期修订。
定期修订为6个月,由品保部负责收集本标准实施后客户质量信息的反馈、生产实际能力、检验方法及标准的可行性等信息,综合评估后对本标准不适宜的部分进行修订;当本检验规范在实际使用过程中出现了严重的质量问题被客户投诉、按本规范的要求执行后被客户退货、公司发生重大改变等因素出现时需要立即修订本检验规范。
本标准为公司产品检验的通用规范,在对每种产品进行检验时,需要结合SIP的要求来进行实际操作,以本标准的要求为主,如果SIP上的要求与本标准有冲突,以本标准的要求为准,由品保部评估SIP与本标准差异之处进行调整。
文件名称keyboard成品检验规范文件编号LE-WI-08-026 版次A0
制定日期页次3 OF 7
1目的﹕
建立和规范成品之检验流程和方法,以确保检验结果全面性和准确性。
2范围﹕
适用于所有有线和无线keyboard。
3相关文件:
3.1keyboard电性手感标准。
3.2keyboard缺点判定基准。
3.3外观检验规范。
3.4包装检验规范。
3.5产品规格书。
4作业程序:
4.1检验计划:
4.1.1批之构成:以供货商一次送验量为单位检验批。
4.1.2抽样计划:依MIL-STD-105E计数值抽样计划,实施单次抽样。
4.1.3检验水平/允收水平:参见《质量检验计划表》。
4.2批允收/拒收之判定:
4.2.1依规定之AQL对照AC/RE个数与实际不良品个数之差异。
4.2.2当个别之实际不良品个数(CR/MA/MI)超过相[应之任一级(CR/MA/MI)之允许不
良品个数时,则该批判定为“REJ”LOT。
4.2.3当总计之实际不良品个数超过MI级之允许不良品个数时,则该批判定为“REJ”
LOT。
4.3检验项目之要求﹕
4.3.1一般包装材料及方式和结构外观检查参照BOM核对料号或规格,并实施基本的检验.
4.3.2 keyboard产品的种类不同, 根据产品的特点需要检验的电气功能也不同
文件名称keyboard成品检验规范文件编号LE-WI-08-026 版次A0
制定日期页次3 OF 7 4.4.1 键盘成品外观、手感、检查内容及缺陷标准
检验项目检验项目标准及说明
缺陷判定
CR MA MI
外观检验键帽插错键帽插错、漏插MA,键帽插歪、插反MA
键帽异色、斑点 1.正前方0.5mm以上:MA,以下MI;2.左右后方
位0.5mm;以上:MI;没擦干净或侧面有灰尘:MA
键帽或外壳脏污脏污严重MA;发白可擦干净MA;有灰尘没擦干
净MI
键帽划伤 1.正前方2.0mm以上:MA,以下:MI
2.左右后方位2.0mm以下:MI
键帽晃动、抖动 1.手捏键帽左右或上下摇晃比标准键盘严重:MI
2.敲击键盘上壳,键帽抖动四个以上:MA
键帽歪斜、高低歪斜不能超过30度或高低1.5mm以上:MA
字键雕刻不良字键雕刻错误,漏刻,字体残缺,空心,重影,MA,
模糊线型超过0.3mm:MA,以下MI
字键有毛边不清晰或明显可见,不明显
版本雕刻雕刻版本错误,版本混装
外壳LOGO不良 1.面壳LOGO处不得有任何刮伤:MA;有污点、毛边
2.外壳LOGO丝印斜度超过2.0mm:MA;在0.2mm以下键盘键帽脱落 1.手拍键盘底盘键帽脱落:;键帽断扣位:
2.将键盘作20cm落地键帽脱落:
平衡杆脱落敲打键帽四个角位,平衡杆脱落:平衡杆未装
外壳划伤 1.有手感,上壳1cm以上或下壳2cm以上:MA;以下:MI
2.有手感,上壳1cm区域内有两条以上超过1cm划痕或下壳
1cm区域内有三条以上超过1cm划痕:MA
3.无手感不见底色划伤:MI
上下壳喷油不良喷油漏底色、脱色、掉色、盖不住其它颜色:MA;
与样品颜色不符合要求:MA
上下壳不密合上下壳结合缝隙超过1.0mm:MA;在0.5---1.0 mm:MI LED指示板露白露白2mm以上:MA;以下:MI
手感检验卡键不能恢复:MA;可恢复:MI
按键手感不一致 1.按键手感不顺或有生涩感比一般按键差:MI
2.键盘所有的按键无段落层次感以及均匀:MA
异形按键手感按键手感四周或两端有卡键:MA;有生涩感:MA
带平衡杆键手感空格、大回车、右上档键键有摇摆、有噪声:MA 盲键手感盲键插错或漏插:MA
内有异物可导电:MA;有异响MA,非导电:MI
文件名称keyboard成品检验规范文件编号LE-WI-08-026 版次A0
制定日期页次3 OF 7 4.4.2 键盘成品电性、包装检查内容及缺陷标准
检验项目检验项目标准及说明
缺陷判定
CR MA MI
功能测试挡机有线、无线键盘连接上之后死机:CR
乱码、连键键码不符或两个键以上连键,MA
单/多键/无反应两个键以上少键:CR;只有一个键无反应:MA 性能不稳定拍打键盘时挡机或不稳定:CR
LED不良LED不亮或常亮不息:CR;不稳定:MA;亮度不
均匀有色差:MI;LED高出孔位有手感:MA
兼容性不良不兼容或兼容性能不良:CR
按键灵敏度按键反应不灵敏或需重压才有功能:MA
无线键盘对码 1.键盘与接收器不对码或对码困难不正常等:CR
2.键盘、鼠标、接收器配套不能同时工作:CR
3.键盘、鼠标正常工作时与接收器空间距离小于
0.8m平面距离小于1.2m;在无干扰360℃:CR
包装检验脚架不良或未装无脚架:CR;无法收放:MA;1.2—1.5mm:MI 螺钉不良或未装 1.PCB螺钉漏打:CR;滑牙:MA
2.外壳螺钉漏打:MA;生锈腐蚀:MA
脚垫不良或未装脚垫漏贴:MA;脱落或不良:MI
贴纸错误、贴反
或未贴
贴纸错误或漏贴、贴反:MA;贴歪:MI
包装材料不良
1.混装、异物CR
2.用错包装盒、包装箱CR
3.附件缺少CR
4.封箱不正确,未按客户要求MA
5.正、侧唛有错误、漏写:MA;轻微:MA
附注特殊要求依规定 1.特殊要求或客户要求依规定
2.能兼容WIND98、ME、2000、XP
目的为检测无线、有线键盘系列产品达到规定标准或客
户要求,保证不良品不转到下一工序、不出厂
范围有线、无线键盘系列产品
检验条件 1.场所光源:自然日光场所亮度:500LUX
2.目视距离:0.45mm 目视角度:≥60℃≥45℃
4.5 对机:
4.5.1 常规检验完毕后,将检验之不良品标识清楚放置整齐,同时通知生产部对机;如
属严重不良及批量性不良,则要求QA参与,并分析原因。
4.5.2 将检验OK之成品,按原包装方式放置回去,并交生产线.不良品则送回生产部
文件名称
keyboard 成品检验规范
文件编号 LE-WI-08-026
版次 A0
制定日期
页次 3 OF 7
门返修.
将检验后的成品予以相应状态标示。
4.6 记录:
4.6.1 报表填写方式:随时记录检验状况。
4.6.2 检验结果记录在“keyboard 检验报告”上(参见附件二)。
附件一流程图
主要检验内容﹑重点及相关资料
生产制令(W/O)﹑生产线别﹑报验数量﹑序号范围等
BOM ﹑质量标准书﹑内部订单审核表﹑样品﹑检验报告表
等.
依<质量检验计划>
纸箱规格(尺寸﹑材质﹑文字﹑胶合方式) ﹑外观
彩盒入箱方式﹑外箱贴纸粘贴﹑包扎方式
规格(尺寸﹑材质﹑文字﹑胶合方式)﹑外观 规格(文字﹑条形码﹑日期﹑材质) ﹑外观
规格(文字﹑条形码﹑日期﹑材质) ﹑外观
外观﹑部件﹑美工线/段差﹑平整度﹑logo/颜色检查
规格﹑外观﹑定位 按键测试/拉键,敲机测试/LED 测试/手感测试/ 多媒体测试/ RF 距离测试/睡眠测试./低电压测试
同生产人员确认不良品,必要时知会品保人. 生产报验单文件数据准备 抽 样 外箱及包装
方式检查
彩盒检查 贴纸检查
附件检查
外观结构检
CABLE 检查 对机/填写报电气特性测
文件名称keyboard成品检验规范文件编号LE-WI-08-026 版次A0
制定日期页次3 OF 7附件二﹑keyboard成品检验报告《附页》
附件三、keyboard电气功能测试图标说明
文件名称keyboard成品检验规范文件编号LE-WI-08-026 版次A0
制定日期页次3 OF 7图示:H (Windows 测试画面)。