浅谈梯形螺纹在数控车床上的宏程序加工
- 格式:pdf
- 大小:238.79 KB
- 文档页数:4
浅谈梯形螺纹在数控车床上的加工与编程江苏工贸技师学院摘要:在数控车床上加工梯形螺纹有一定的技术难度,特别是在高速切削时难度更大,安全可靠性差,加工的时候不容易观察和控制,这样就会更加的严格要求我们对梯形螺纹的加工方法进行不断和更多的探索。
关键词:梯形螺纹数控车削高速车削加工方法梯形螺纹与三角螺纹相比,螺距和牙型都大,而且要求精度高,牙型两端侧面表面粗糙度较形螺纹在数控车床高速切削中加工的难度较大,在多年的数控车小,这样导致了梯形螺纹高速车削时吃刀深、走刀快、切削余量大、切削抗力大。
这样就导致了梯床实习中,通过不断的摸索与总结,对梯形螺纹的加工业有了一定的认识,下面就来研究下梯形螺纹的车削方法。
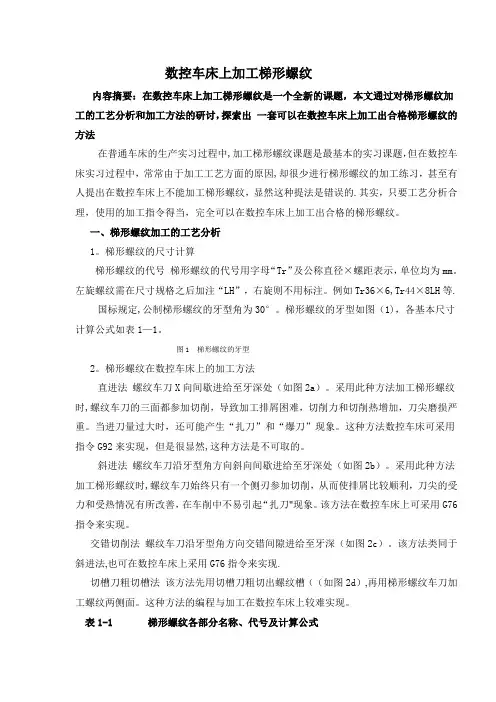
一、梯形螺纹在数控车床上加工的基本方法与工艺分析1. 梯形螺纹的尺寸计算梯形螺纹的代号梯形螺纹的代号用字母“Tr”表示,及公称直径×螺距表示,单位为mm。
左旋螺纹则需要在尺寸规格后加注“LH”,右旋则不需要。
例:Tr40×4,Tr36×6LH,梯形螺纹的标记由螺纹公差代号和螺纹旋合长度代号组成,如:Tr50×7LH—7e—L(Tr50×7LH为梯形螺纹代号、7e为公差代号、L为旋合长度代号)。
国标规定,公制梯形螺纹的牙型角为30°。
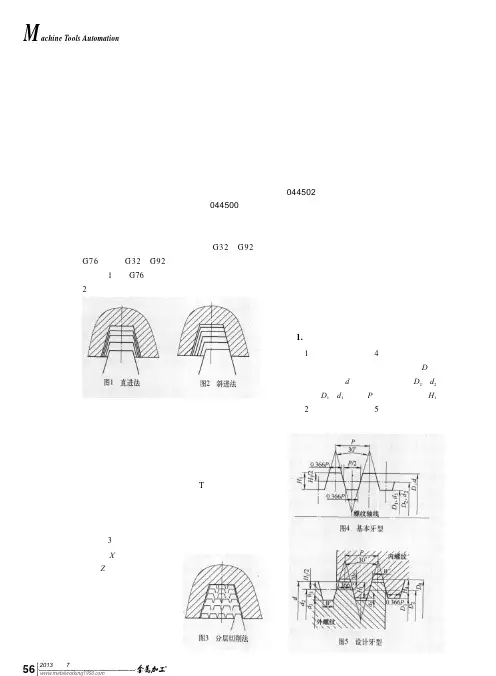
各基本计算公式如表1-1图1-1梯形螺纹各部分名称、代号及计算公式2.梯形螺纹加工的基本方法(1)直进法。
螺纹车刀X向间歇进给到牙深处。
采用这种方法加工梯形螺纹时,螺纹车刀的三面都参加了切削,这样会导致加工是排削困难,切削力和切削热增加,刀尖磨损严重。
如果进刀量大时,有可能会出现“扎刀”现象。
这种方法在数控车床里用指令G92和G32来实现。
例:G32/G92单段螺纹切削指令G32/G92X(U)Z(W) FX(U)Z(W)为螺纹种点的坐标,F为导程。
G32/G92属于直进式切削方法,加工程序编写繁琐,工作量大。
(2)斜进法。

梯形螺纹加工常用的方法有直进法、斜进法、左右车削法和车阶梯槽法等,这些加工方法由于其自身存在缺陷,生产效率较低,精度稳定性差,很难实现产品批量生产或产品的改型,这也极大地影响了产品的加工效率和加工质量。
以FAN UC系统数控车床为例,能够用来加工螺纹的基本指令有G32、G92、G76等,它们各有自身的优缺点。
如果单独使用其中某一指令来加工梯形螺纹的话,只能加工小螺距或精度较低的螺纹,切削效率低,难以满足更高的要求。
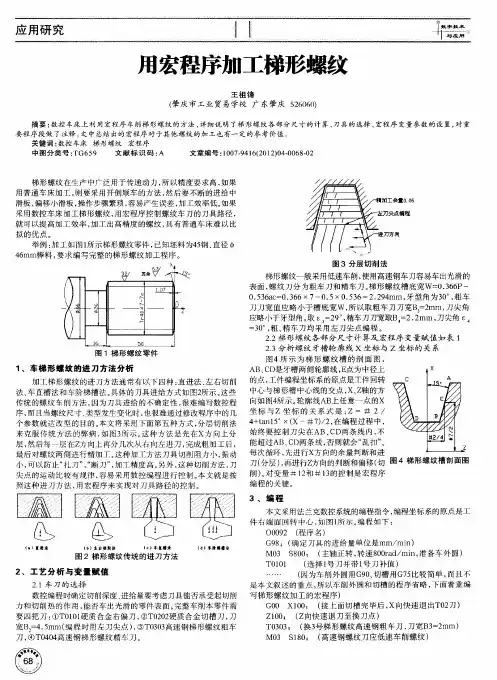
1 梯形螺纹加工的相关知识(1)车刀的选择与安装。
梯形螺纹加工选择的是成型车刀,车刀在安装时,车刀主切削刃必须与工件轴线等高,同时应和工件轴线平行。
刀头的角度平分线要垂直于工件轴线。
可以使用样板找正装夹,以免产生螺纹半角加工误差。
(2)工件的装夹。
一般采用两顶尖或一夹一顶的方式装夹。
(3)数控车床的选择和调整。
梯形螺纹加工选择C K 6140数控车床,F A N U C -0i -mate TC数控系统。
要求数控车床加工精度高、磨损少、滚珠丝杠反向间隙小。
2 梯形螺纹的车削方法2.1直进法刀具沿直径方向进刀,如图1所示,常用于小螺距普通螺纹的加工。
使用G32\G92指令代码编程常采用此种进刀方式。
该加工方式采用的是三刃同时参与切削,刀头负荷较大,为了均衡刀具的受力,常采用递减规律分配吃刀量。
对于大螺距普通螺纹和梯形螺纹如采用该种方式加工,刀头很容易受力过大而折断或者产生扎刀现象。
2.2斜进法刀具进刀方向沿牙形角方向,如图2所示,由于采用单刃切削,切削力减少,排屑顺畅,F A N U C 系统中的G 76指令即为典型①作者简介:张长红(1978.3—)女,江苏泗洪人,本科,机械讲师,江苏省连云港工贸高等职业技术学校/江苏省经贸技师学院,研究方 向:数控专业理论及实践教学。
浅析用宏程序加工梯形螺纹的方法①张长红(江苏省连云港工贸高等职业技术学校/江苏省经贸技师学院 江苏连云港 100084)摘 要:螺纹传动在机械传动中应用广泛,在传递较大动力的大型设备中梯形螺纹应用较多。
浅谈梯形螺纹在数控车床上的加工摘要:在数控车床上加工梯形螺纹有一定的技术难度,特别是在高速切削时难度更大,加工时不容易观察和控制,安全可靠性也较差.这就要求我们对梯形螺纹的加工方法进行不断的探索。
关键词:梯形螺纹数控车削加工方法变速车削梯形螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深,走刀快,切削余量大,切削抗力大。
这就导致了梯形螺纹的车削加工难度较大,在多年的数控车床实习教学中,通过不断的摸索、总结、完善,对于梯形螺纹的车削也有了一定的认知,下面就来探究一下梯形螺纹的车削方法。
1 梯形螺纹在数控车床上基本的加工方法(1)直进法螺纹车刀X向间歇进给至牙深处。
采用此种方法加工梯形螺纹时,螺纹车刀的三面都参加切削,导致加工排屑困难,切削力和切削热增加,刀尖磨损严重。
当进刀量过大时,还可能产生“扎刀”和“爆刀”现象。
这种方法数控车床可采用指令G92来实现,但是很显然,这种方法是不可取的。
(2)斜进法螺纹车刀沿牙型角方向斜向间歇进给至牙深处。
采用此种方法加工梯形螺纹时,螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况有所改善,在车削中不易引起“扎刀”现象。
该方法在数控车床上可采用G76指令来实现。
(3)交错切削法螺纹车刀沿牙型角方向交错间隙进给至牙深。
该方法类同于斜进法,也可在数控车床上采用G76指令来实现。
(4)切槽刀粗切槽法该方法先用切槽刀粗切出螺纹槽,再用梯形螺纹车刀加工螺纹两侧面。
这种方法的编程与加工在数控车床上较难实现。
2 变速车削梯形螺纹在数控车床上车削梯形螺纹工件,低速车削时生产效率很低,高速车削时又不能很好地保证螺纹的表面粗糙度,达不到加工的要求,而直接从高速变为低速车削时则会导致螺纹乱牙。
变速车削时的乱牙问题可以用一种简单实用的方法加以解决,车削螺纹时可以先用较高转速车削,再用低速来精车及修光,从而提高了生产效率,并很好地保证了螺纹的尺寸精度和表面粗糙度。
数控车床上加工梯形螺纹内容摘要:在数控车床上加工梯形螺纹是一个全新的课题,本文通过对梯形螺纹加工的工艺分析和加工方法的研讨,探索出一套可以在数控车床上加工出合格梯形螺纹的方法在普通车床的生产实习过程中,加工梯形螺纹课题是最基本的实习课题,但在数控车床实习过程中,常常由于加工工艺方面的原因,却很少进行梯形螺纹的加工练习,甚至有人提出在数控车床上不能加工梯形螺纹,显然这种提法是错误的.其实,只要工艺分析合理,使用的加工指令得当,完全可以在数控车床上加工出合格的梯形螺纹。
一、梯形螺纹加工的工艺分析1。
梯形螺纹的尺寸计算梯形螺纹的代号梯形螺纹的代号用字母“Tr”及公称直径×螺距表示,单位均为mm。
左旋螺纹需在尺寸规格之后加注“LH”,右旋则不用标注。
例如Tr36×6,Tr44×8LH等.国标规定,公制梯形螺纹的牙型角为30°。
梯形螺纹的牙型如图(1),各基本尺寸计算公式如表1—1。
图1 梯形螺纹的牙型2。
梯形螺纹在数控车床上的加工方法直进法螺纹车刀X向间歇进给至牙深处(如图2a)。
采用此种方法加工梯形螺纹时,螺纹车刀的三面都参加切削,导致加工排屑困难,切削力和切削热增加,刀尖磨损严重。
当进刀量过大时,还可能产生“扎刀”和“爆刀”现象。
这种方法数控车床可采用指令G92来实现,但是很显然,这种方法是不可取的。
斜进法螺纹车刀沿牙型角方向斜向间歇进给至牙深处(如图2b)。
采用此种方法加工梯形螺纹时,螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况有所改善,在车削中不易引起“扎刀"现象。
该方法在数控车床上可采用G76指令来实现。
交错切削法螺纹车刀沿牙型角方向交错间隙进给至牙深(如图2c)。
该方法类同于斜进法,也可在数控车床上采用G76指令来实现.切槽刀粗切槽法该方法先用切槽刀粗切出螺纹槽((如图2d),再用梯形螺纹车刀加工螺纹两侧面。
这种方法的编程与加工在数控车床上较难实现。
宏程序车梯形螺纹编程实例:轻松掌握数控加工技巧宏程序车梯形螺纹编程是数控加工中的一项重要技术,掌握它可以在加工过程中提高效率,减少出错率。
下面我们将通过具体实例介绍它的编程方法,并分享一些应用技巧。
首先,我们来了解梯形螺纹的基本概念和特点。
梯形螺纹的截面呈梯形形状,主要特点是具有自锁功能,适用于传递直线运动和旋转运动。
梯形螺纹可分为内螺纹和外螺纹两种,以外螺纹为例,其编程一般涉及以下几个方面:1.螺距计算:梯形螺纹的螺距是指螺纹轴线上相邻螺纹的距离,其计算公式为p=πd/ t。
其中,p为螺距,d为螺纹直径,t为梯形螺纹的节距。
在编程时,需要根据实际情况计算螺距值。
2.编写宏程序:宏程序是一种重复利用的程序,可以用于同时编程多个基本运动命令,可以快速完成常用的加工任务。
对于梯形螺纹的编程,我们可以通过宏程序实现螺纹加工的自动化。
3.参数设置:在编写宏程序时,需要设置一些加工参数,包括进给速度、主轴转速、切削深度等。
这些参数的设置需要根据实际情况进行调整,以确保加工质量。
当编写好宏程序后,我们可以通过调用宏程序来实现梯形螺纹的加工。
在加工过程中,需要注意以下几点:1.加工前应该进行适当的准备工作,包括安装夹具、刀具的选择和切削液的添加等。
2.在加工过程中,应随时观察机床的运行状态,及时判断是否需要调整加工参数。
3.加工结束后,应该及时清洁机床和刀具,并对加工质量进行检查。
通过以上步骤,相信大家已经掌握了宏程序车梯形螺纹编程的基本方法和应用技巧。
在实际加工中,需要根据具体情况进行调整和优化,才能达到更好的加工效果。
希望本文对大家在数控加工方面有所帮助。
MANUFACTURING AND PROCESS | 制造与工艺浅谈在数控车床上运用宏程序加工多线梯形螺纹轴的应用曾金平广西南宁技师学院 广西南宁市 530031摘 要: 本文以广州数控GSK980TD系统数控车床上加工多线梯形螺纹轴为例,借助于宏程序中的变量、算术代码及转移代码特点,编写出切实可行的多线梯形螺纹加工程序。
经过实践操作验证,该程序结构简单,运行可靠,其通用性、灵活性强。
关键词:宏程序 多线梯形螺纹 变量 数控车床多线梯形螺纹在机械工业应用十分广泛,多用于快速机构的传动中。
随着社会的发展,多线梯形螺纹应用的场合越来越精密,而对于加工技术要求也越来越高,无论是在普通车床上还是在数控车床上加工多线梯形螺纹,都是具有较大的挑战性。
都需要经过合理的分析图纸计算螺纹的各个参数、制定加工工艺、选择适合的刀具材料及几何角度。
而在数控车床加工中,有手工编制程序和自动编程两种。
对于大部分的零件,采用自动编程都能够达到很好的效果,而且快捷、方便。
但是在少数情况下如复杂的零件,很难采用自动编程完成,比如加工多线梯形螺纹。
本文以广州数控GSK980TD系统数控车床上加工多线梯形螺纹轴为例,对多线梯形螺纹的数控车削加工方法进行解析。
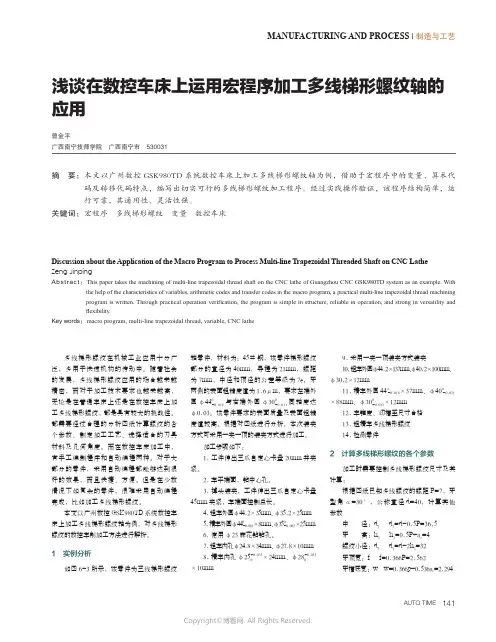
1 实例分析如图6-3所示,该零件为三线梯形螺纹轴零件,材料为:45#钢,该零件梯形螺纹部分的直径为40mm,导程为21mm,螺距为7mm,中径和顶径的公差等级为7e,牙两侧的表面粗糙度值为1.6μm,要求左端外圆φ440-0.018与右端外圆φ300-0.013同轴度达φ0.03。
该零件要求的表面质量及表面粗糙度值较高。
根据对图纸进行分析,本次装夹方式可采用一夹一顶的装夹方式进行加工。
加工步骤如下:1.工件伸出三爪自定心卡盘20mm并夹紧。
2.车平端面,钻中心孔。
3.掉头装夹,工件伸出三爪自定心卡盘45mm夹紧,车端面控制总长。
4.粗车外圆φ44.2×35mm、φ35.2×25mm5.精车外圆φ440-0.018×8mm、φ350-0.062×25mm6.使用φ23麻花钻钻孔。
浅谈梯形螺纹的数控加工方法【摘要】在机械制造业中,梯形螺纹一般用于传动,并被广泛应用。
本文主要使用“分层左右斜进”法,巧妙利用螺纹切削指令g32和宏程序,在数控车床上高效率的加工出梯形螺纹。
【关键词】梯形螺纹;数控车床;分层左右斜进;宏程序在机械制造业中,梯形螺纹一般用于传动,应用较为广泛。
批量不大的情况下,一般采用普通车床上加工,但效率不高。
大批量的情况下,一般采用专用的设备,比如旋风铣。
随着数控机床的普及,越来越多的生产加工已移至数控设备。
结合工作单位到现有的数控设备,长期的实习教学、加工实践经验,使用“分层左右斜进”法,巧妙利用螺纹切削指令g32和宏程序,在数控车床上高效率的加工出合格的梯形螺纹。
1.加工方式加工梯形螺纹常用的加工方法有“直进法”、“切槽粗车法”、“分层左右斜进法”等。
用“直进法”车削时,车刀的三面同时参与切削,排屑较为困难,切削阻力大,容易引起“扎刀”、“断刀”现象,工件容易报废。
用“切槽粗车法”车削时,编程较为繁琐,而且要换刀,容易出错。
综合以上因素,笔者结合普通车床车削经验,在数控车上巧妙利用宏程序,采用“分层左右斜进法”来进行车削。
“分层”即将梯形螺纹切削深度分为几个层(螺距越大分的层越多),最后一层深度要浅。
每层的每刀背吃刀量不同,越靠近牙底处每刀的背吃刀量越小。
例如螺距为6mm的梯形螺纹,螺纹深度为3.5mm,将其分为四层进行切削。
第一层1mm,每刀切深0.2mm;第二层1mm,每刀切深0.15mm;第三层1mm,每刀切深 0.1mm;第四层0.5mm,每刀切深 0.05mm;分层见图1。
“左右斜进”即加工时,车刀先沿梯形螺纹的右侧面进刀,再沿左侧面进刀。
循环交替进行车削,并通过程序能自动判断是否加工到槽底并结束加工。
加工方式见图2。
图1 图22.刀具几何角度为了提高效率,在数控机床上加工通常采用高速切削,所以根据所车工件螺距来选择相应规格的机夹硬质合金刀片。
一般左侧、右侧副后角为5-7度,前角为6-8度,刀具刀尖角为30度,刀尖宽度应略小于槽底宽。
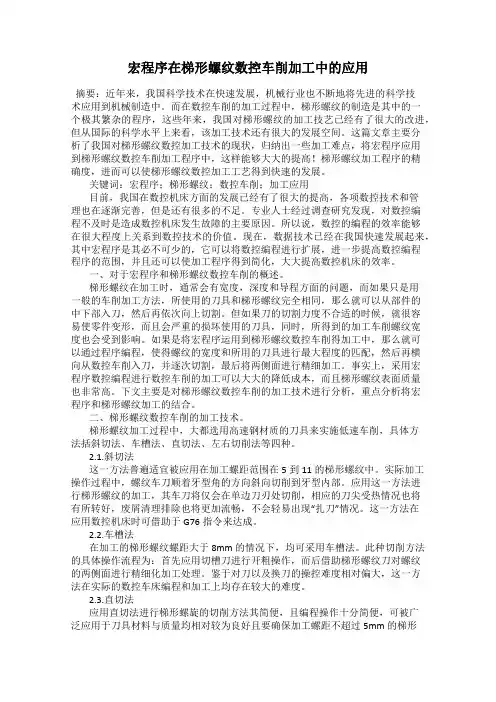
浅谈梯形螺纹的编程与加工摘要:梯形螺纹在数控车床上加工除了对操作要求严格以外,还要有一个合理准确的数控加工程序来保证加工过程有序而顺利的完成。
通过对梯形螺纹进行数控车削,采用分层切削的加工的方式有效的避免了梯形螺纹在切削过程中出现的“崩刀”和“扎刀”现象,同时利用宏程序程序简化编程。
关键词:宏程序车削梯形螺纹引言梯形螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深、走刀快、切削余量大、切削抗力大,这就导致了梯形螺纹的车削加工难度较大。
1、梯形螺纹的车削工艺分析在加工梯形螺纹的加工有很多种:直进法、斜进法、左右切削法、车直槽法、分层法等等。
由于梯形螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深,走刀快,切削余量大,切削抗力大。
再加工许多学校的数控车床刚性较差,这就导致了梯形螺纹的车削加工难度较大,在数控车工技能培训中难于掌握,容易产生“扎刀”和“扎刀”现象,进而对此产生紧张和害怕的心理。
在三年的数车工实习学习中,通过不断的学习、理论、总结,对于梯形螺纹的车削也有了一定的认知,自我认为利用宏程序进行分层切削,可以很好地解决出现的问题。
“分层法”车削梯形螺纹实际上是直进法和左右切削法的结合应用。
在车削较大螺距的梯形螺纹时,“分层法”通常不是一次性就把梯形槽切削出来,而是把牙槽分成若干层,每层深度根据实际情况而定。
转化成若干个较浅的梯形槽来进行切削,可以降低车削难度。
每一层的切削都采用左右交替车削的方法,背吃刀量很小,刀具只需沿左右牙型线切削,梯形螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况有所改善,因此能加工出较高质量的梯形螺纹,容易掌握,程序简短,容易操作。
2、数控车削梯形螺纹方法的选用根据上述分析,数控车床车削梯形螺纹采用“分层法“比较合适。
分层法”车削梯形螺纹实际上是直进法和左右切削法的结应用。
数控车床上应用宏程序加工梯形螺纹梯形螺纹通常比三角螺纹螺距和牙型大,致使梯形螺纹车削时,吃刀深、走刀快、切削余量大、切削抗力大,这就导致了梯形螺纹的车削加工难度较大。
由于大多数经济型数控车低转速低扭矩原因,梯形螺纹数控车床上不得不采用小吃刀量快进给方式加工,加工中的刀路复杂,采用基本指令数控编程繁琐,而采用宏程序编程可以很好解决这一问题。
一,梯形螺纹加工方法分析普车上车削梯形螺纹,常采用高速钢刀具低速车削,有四种进刀方法:直进法、左右切削法、车直槽法和车阶梯槽法。
直进法只适用于车削螺距较小(P<4mm)的梯形螺纹,而粗车螺距较大(P>4mm)的梯形螺纹常采用左右切削法、车直槽法和车阶梯槽法。
下面分析这几种车削方法特点:以上加工方法除直进法外,其他三种车削方法都在不同程度地减轻或避免三刃同时切削,使排屑较顺畅,刀尖受力、受热情况有所改善,从而不易出现振动和扎刀现象,还可提高切削用量,改善螺纹表面品质。
二,数控车削梯形螺纹走刀方案结合数控车床特点,综合直进法效率和左右切削法效果,车削梯形螺纹采用“层切法”较合适。
把牙槽分成若干层,转化成若干个较浅的梯形槽来进行切削。
每层的切削都采用先直进后左右的车削方法,由于左右切削时槽深不变,刀具只须做向左或向右的纵向“赶刀”进给即可。
直进刀右赶刀左赶刀三,宏程序编程车削梯形螺纹本文以加工一个Tr36×6的梯形螺纹加工为例介绍用宏程序程序编写方法:图形如下:1,梯形螺纹加工尺寸计算梯形螺纹的计算式及其参数值:左(右)移刀量的计算如上图可以得出层切时左(右)赶刀量计算式为①、当刀头宽度等于牙槽底宽时,左(右)赶刀量=tan15°×(牙深—当前层背吃刀量);②、当刀头宽度小于于牙槽底宽时,左(右)赶刀量=tan15°×(牙深—当前层背吃刀量)+(牙槽底宽—刀头宽度)/22,“层切法”车削梯形螺纹的刀具选择“层切法”车削梯形螺纹所用的粗车刀和精车刀与普车用刀一样。