20钢管焊接工艺卡
- 格式:doc
- 大小:38.50 KB
- 文档页数:2
目录1 绪论 (1)1.120和L245的化学成分及力学性能介绍 (1)1.2低合金钢的介绍 (2)220和L245焊接性分析 (6)2.1 20和L245焊接特性 (6)2.220和L245焊接缺陷的分析 (6)2.3氩弧焊 (7)2.3.1氩弧焊的特点原理、操作、特点及应用 (7)2.3.2 氩弧焊焊接参数 (8)3 制订20和l245的焊接工艺 (11)3.120和L245的焊接要求..................................错误!未定义书签。
3.2焊接方法的确定.......................................错误!未定义书签。
3.3焊接材料的选用.......................................错误!未定义书签。
3.4焊前准备.............................................错误!未定义书签。
4 结论 (14)致谢 (15)参考文献 (16)焊接工艺卡20和L245异种钢焊接工艺规程的制定摘要本文主要从分析原理入手分析异种钢焊接的焊接性.先从异种钢焊接分类入手分析异种钢焊接的焊接性,从中选出较多见的奥氏体钢与马氏体钢焊接作为重点示例,从焊接成分的稀释、凝固过渡层的形式、碳迁移过渡层的形式、残余应力的形成各个方面具体分析异种钢焊接性.然后提出异种钢焊接工艺措施,主要提出两种焊接方法——直接施焊法、利用"过渡段"焊接.首先根据焊接母材的化学成分与力学性能的分析,在焊接应力与变形的条件下可能产生的各种缺陷,分析了其影响因素,然后根据产生缺陷的原因,在焊接时的选择坡口、焊接结构的设计和焊接工艺的编制采取相应的对策。
最后分析复合钢的焊接特点.以及对异种钢焊接中的金属合金的作用进行介绍分析,来加强我们对钢材的认识,为我们做焊接打下基础。
关键字:20和L245异种钢焊接工艺焊接参数AbstractThis paper starts from the anal ysis of theprinciple of welding of dissimilar steel welding of dissimilar steel welding.From the anal ysis of the classification of the welding of dissimilar steel welding, choose the austenite andmartensite steel is moresee welding as a key example, the welding components of dilution, freezing transition layer, transition layer of carbon migration in the form of residual stress, the formation of the various aspects of the specific anal ysisof dissimilar steel welding. Then put forward the technical measures of dissimilar steel welding,mainl y put forward two kinds of weldingmethods -- direct welding method, the use of "transition".First of all,a ccording to the first base metal welding the chemical composition and mechanical properties of the welding stress and deformation possibl e under the conditions of the various defects, anal ysis of its impact factor, then the reasons for the defects in the welding when the choice of groove, Welding design and structure of the welding process of preparation to take corresponding countermeasure s.In the final anal ysis, welding welding composite steel areintroduced as well as the role of the metal alloy of dissimilar steel welding in the to enhance our understanding of steel, welding, and lay the foundation for us to do.Key words:20andl245CrMosteel ,welding process ,welding parameters1 绪论焊接技术自20世纪初期以后,几十年来获得迅猛发展,目前焊接结构已经基本上取代了铆接结构,并部分代替铸造和锻造结构。
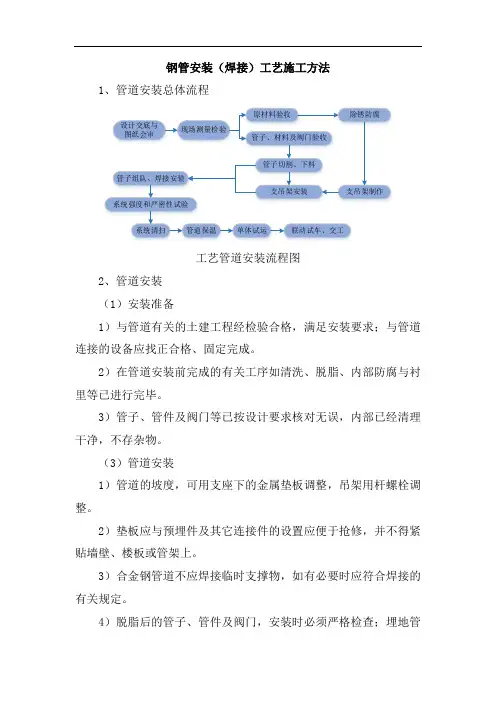
钢管安装(焊接)工艺施工方法1、管道安装总体流程设计交底与图纸会审现场测量检验原材料验收除锈防腐管子、材料及阀门验收管子切割、下料支吊架安装支吊架制作管子组队、焊接安装系统强度和严密性试验系统清扫管道保温单体试运联动试车、交工工艺管道安装流程图2、管道安装(1)安装准备1)与管道有关的土建工程经检验合格,满足安装要求;与管道连接的设备应找正合格、固定完成。
2)在管道安装前完成的有关工序如清洗、脱脂、内部防腐与衬里等已进行完毕。
3)管子、管件及阀门等已按设计要求核对无误,内部已经清理干净,不存杂物。
(3)管道安装1)管道的坡度,可用支座下的金属垫板调整,吊架用杆螺栓调整。
2)垫板应与预埋件及其它连接件的设置应便于抢修,并不得紧贴墙壁、楼板或管架上。
3)合金钢管道不应焊接临时支撑物,如有必要时应符合焊接的有关规定。
4)脱脂后的管子、管件及阀门,安装时必须严格检查;埋地管道安装时,如遇地下水或积水,应采取排水措施。
5)埋地管道试压防腐后,应办理隐蔽验收,并填写《隐蔽工程记录》。
6)管道穿越道路,应加套管或砌筑涵洞保护。
与设备连接的管道,安装前必须将管道内部清理干净,其固定焊口一般远离设备。
7)当设计或设备制造厂无规定时,对不容许承受附加外力的传动设备,在设备法兰与管道连接前,应在自由状态下,检查法兰的平行度和同轴度,其偏差应在所规定的允许偏差之内。
8)管道系统与设备最终封闭连接时,应在设备连接轴上架设百分表监视设备位移,设备位移值应在所规定的范围。
9)管道安装合格后,不得承受设计外的附加载荷。
管道试压、吹洗合格后,应对该管道与设备的接口复位检查,其偏差值应符合规定,如有超差,应重新调整,直至合格。
管道安装允许偏差图(mm)(1)现场制作接管线支、托、吊架按标准图制作,不允许用临时支托应付,同时制作的管支、托、吊架应有防腐涂漆,否则不予安装。
(2)管道安装时应及时进行支、托、吊架的固定和调整工作、支、托、吊架的位置应正确。
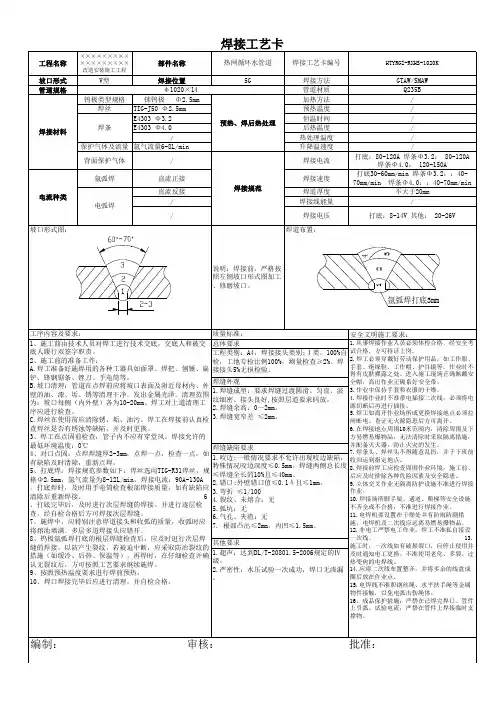
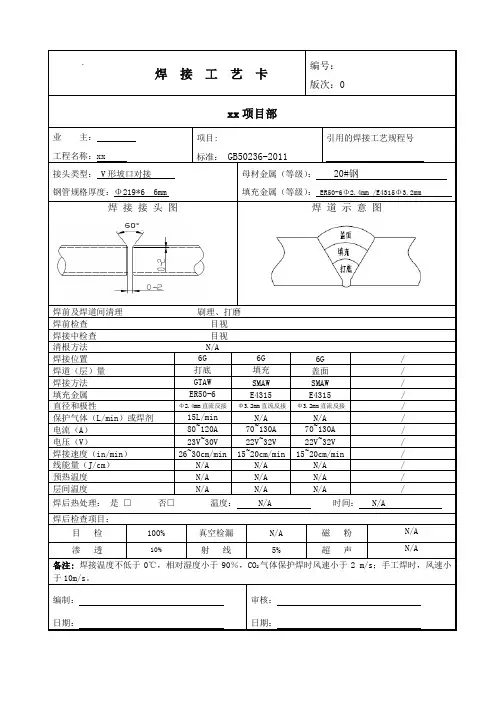
焊接工艺评定报告(PQR)焊接工艺代号20#-Ø57×3.5工艺评定编号PQR-2015-07山东全兴机电安装工程有限公司母材20# 与20# 相焊规格Ø57×3.5焊材ER50-6+E4315焊接方法GTAW + SMAW预热温度——焊后热处理规范——评定厚度范围 1.5—8mmNB/T 47014—2011(JB/T 4708)焊接工艺评定报告单位名称山东全兴机电安装工程有限公司焊接工艺评定报告编号 PQR-2015-07 预焊接工艺规程编号: PWPS-2015-07焊接方法 GTAW+SMAW 机动化程度:手动接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)母材:材料标准GB3087-2008材料代号20#类、组别号FeI、FeI-1与类、组别号FeI、FeI-1相焊厚度≤8mm直径4mm其他/ 焊后热处理:保温温度(℃) / 保温时间(h) / 保护气体:气体混合比流量(L/min)保护气体氩气99.99%9L/min尾部保护气/ / /背部保护气/ / /填充金属:焊材类别低氢钠型焊材标准E4315 焊材型号J427焊材牌号ER50-6 焊材规格Ø3.2mm 焊缝金属厚度4mm 其他/ 电特性:电流种类直流极性GTAW正接SMAW 反接钨极尺寸Ø2.5mm焊接电流(A)GTAW180,SMAW115 电弧电压(V)GTAW16,SMAW22 焊接电弧种类短路弧其他/焊接位置:对接焊缝位置1G 方向:(向上、向下)角焊缝位置向上方向:(向上、向下)技术措施:焊接速度:(cm/min)10.2 摆动或不摆动摆动预焊接工艺规程(pWPS)单位名称:山东全兴机电安装工程有限公司预焊接工艺规程编号:pWPS-2015-07 日期:2014-11 所依据焊接工艺评定报告编号:PQR-2015-07 焊接方法:GTAW+SMAW 机械化程度:手动焊接接头:坡口形式:V型衬垫(材料及规格):无其他:无简图:1层打底焊,2、3层填充盖面,层间清渣、接头错开焊后焊工自检合格母材:类别号FeI 组别号FeI-1 与类别号FeI 组别号FeI-1 相焊或标准号GB3087 材料代号20# 与标准号GB3087 材料代号20# 相焊对接焊缝焊件母材厚度范围: 1.5mm-8mm角焊缝焊件母材厚度范围: 1.5mm-8mm管子直径、壁厚范围:对接焊缝 1.5mm-8mm 角焊缝 1.5mm-8mm其他/填充金属:焊材类别:焊丝焊条焊材标准:GB/T8110-2008 GB/T5117-2012填充金属尺寸:Ø2.5Ø3.2焊材型号:ER50-6 E4315焊材代号(金属材料代号):T50-6 J427填充金属类别:- -其他:——对接焊缝焊件焊缝金属厚度范围: 1.5mm-8mm 角焊缝焊件焊缝金属厚度范围: 1.5mm-8mm耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb0.07 0.33 0.70 0.015 0.007 0.03 0.01 0.004 0.003 - - 其他:——910山东全兴机电安装工程有限公司焊评试验施焊记录表焊评编号(PRT NO.)PQR-2015-07焊工钢印检验员记录员母材名称钢号规格炉批号材质证明其他碳素钢管20# Ø57×3.521541 合格——碳素钢管20# Ø57×3.521541 合格——焊材牌号规格批号烘干材质证明——TG-50 Ø2.512021560 ——合格——J427 Ø3.20326A 150℃/60min 合格——以下空白焊接位置1G 接头形式简图:施焊技术——预热温度——层间温度——焊后热处理——清根方法——保护气体氩气脉冲参数——焊接层次焊接方法焊材牌号规格电流极性电流(A)电压(V)焊接速度cm/min钨极直径喷嘴直径1 GTAW TG-50 Ø2.5直流正接180 15 12 Ø2.5Ø132 SMAW THJ427 Ø3.2直流反接115 22 12 ————3 SMAW THJ427 Ø3.2直流反接115 22 12 ————焊工日期检验员日期力学性能试验报告申请单位:山东全兴机电安装工程有限公司审核:。
焊接(通用)工艺过程卡设计审核会签批准年月焊接(通用)工艺过程卡一、一般要求1-1、焊接结构件的制造应符合图样和本手册的规定。
1-2、用于焊接的原材料(钢板、型钢和钢管等)的钢号、规格、尺寸应符合图样要求;若不符合要求时,应按公司材料代用制度执行。
1-3、用于焊接的原材料(钢板、型钢和钢管等)和焊接材料(焊条、焊丝、焊剂等)进公司时,须经质监部根据单位的合格证明书,按照公司“原材料入厂验收规则”验收合格后,才准入库。
1-4、对无牌号、无合格证明书的原材料必须进行检验和鉴定,确定其中牌号及规格,方可使用。
1-5、严禁使用牌号不明及未经质监部验收的各种材料。
二、钢材的初步矫正2-1、钢板的局部波纹不平度和挠度的允许值,每米长度内,厚度δ≤14mm内不得大于2mm;厚度δ≥14mm的不得大于1mm;否则须经矫正后方可能使用。
2-2、型钢的各种变形超过以下规定时,须经矫正后,才可划线。
2-2-1、角钢、槽钢与工字钢,局部波纹凹凸不平度及挠度,在每米长度内不超过2mm。
2-2-2、槽钢与工字钢的歪扭变形,当工件长度L≤1000mm时,不超过3mm;当工件长度L≥1000mm时,不超过5mm。
2-2-3、槽钢与工字钢的腿宽倾斜变形不超过1/100B(腿宽)。
三、钢材的成型弯曲3-1、钢板的成型弯曲,当弯曲半径大于下列数值时,则可冷弯。
3-1-1、钢板:弯曲半径R≥25δ(钢板厚度)。
3-1-2、工字钢:弯曲半径R≥25H(工字钢高)或R2≥5B(腿宽)〔随弯曲方向而定〕。
3-1-3、槽钢:弯曲半径R≥25H(槽钢高)或R≥45B(腿宽)〔随弯曲方向而定〕。
3-1-4、角钢:弯曲半径R≥45B(角钢腿宽)〔对不等边角随弯曲方向而定〕。
3-2、钢材的成型弯曲,当弯曲半径小于本手册3-1条规定的数值时,则应热弯,钢材应加热到900~1100℃,弯曲完成时,温度不得低于700℃,对普通低合金钢,应注意缓冷。
3-3、弯曲成型的筒体尺寸,应达到图样和工艺文件要求。
浅析06Cr19Ni10不锈钢管与20#钢管的焊接工艺技术摘要:06Cr19Ni10不锈钢管与20#钢管的焊接属于异种钢焊接,而06Cr19Ni10不锈钢的焊接性较差,焊接接头容易出现裂纹缺陷。
在工程实践中避免产生缺陷应选用合适的焊接材料和焊接工艺。
关键词:06Cr19Ni10不锈钢;20#钢;焊接Abstract the:06Cr19Ni10 stainless steel pipe and20# steel pipe welding of dissimilar steel welding, and06Cr19Ni10 stainless steel weld, welding joint easy to have the crack defect. In engineering practice to avoid defects should be the appropriate choice of welding material and welding process.Key words: 06Cr19Ni10stainless steel; 20# steel; welding1 前言在大张坨储气库地面设施适应性改造工程中,将原大于1.6MPa的放空系统出口管线(20#)改为不锈钢材质(06Cr19Ni10)并将原安全阀出口的管线(DN65)更换为DN100管径。
本次改造就涉及到20#与06Cr19Ni10的焊接。
06Cr19Ni10就是常见的不锈钢304 的,304是美国牌号,0Cr18Ni9是我国的旧牌号。
为保证焊接质量,我们在认真分析两种材料的基础上制定了焊接工艺措施。
2 焊接性能分析06Cr19Ni10 属于奥氏体不锈钢,焊接时易出现晶间腐蚀、焊接裂纹等。
焊缝产生结晶裂纹的原因:①奥氏体不锈钢成分复杂,会削弱晶间的结合力。
②单相奥氏体钢焊缝一次晶特别发达,易促进液态夹层产生。
③焊缝及敏化区金属易使晶界附近奥氏体贫铬,引起晶间腐蚀裂纹。
钢管的焊接工艺流程
《钢管的焊接工艺流程》
钢管焊接是制造和修复工程中常见的工艺,可以使用不同的焊接方法,如电弧焊、气体保护焊和激光焊。
下面将介绍电弧焊的工艺流程。
1. 准备工作
在进行钢管焊接前,要先准备好焊接设备和材料。
首先检查焊接机器和电缆是否正常工作,确认焊机接地良好。
另外,还需准备好适当类型和规格的焊条或焊丝,保护气体(如CO2或混合气体)和其他所需的焊接辅助材料。
2. 表面处理
对于要焊接的钢管表面,要进行清洁和打磨处理。
通过去除油污、氧化物和其他杂质,可以确保焊接接头的质量。
3. 定位和夹持
将待焊接的钢管定位好,并使用夹具进行夹持,以确保焊接位置的稳定性和准确度。
4. 进行预热
钢管的焊接区域需要进行适当的预热,以减少焊接时的热变形和残余应力。
根据管壁的厚度和材料的类型,确定预热温度和时间。
5. 进行焊接
开始进行焊接过程,将焊条或焊丝与钢管接头进行接触,并使用电弧产生热量,使焊接材料融化并与钢管表面融合。
6. 填充和封头
根据需要,可使用适当的填充材料填充焊缝,然后进行封头处理,确保焊接接头牢固和均匀。
7. 检验和清洁
完成焊接后,对焊接接头进行外观检查和尺寸测量,确保焊缝质量符合要求。
最后,清洁焊接区域,去除焊渣和氧化物。
以上是钢管电弧焊接的工艺流程,通过严格执行这一流程,可以确保钢管焊接质量可靠,并符合相关标准和要求。
焊接钢管安装工艺一、施工机具机械:开槽机、电焊机、切割机、电动套丝机、液压煨管器、台钻等;工具:液压开孔器、弯管器、手动套丝板手、电锤、手电钻、射钉枪、手锤、塞子、扁挫、半圆铿、热风机、钢锯、铅笔、锯条、胶刷等;检测工具:红外水准仪、钢卷尺、水平尺、角尺、直尺、塔尺等。
二.材料准备主材:焊接钢管、钢制线盒、型钢、通丝吊杆;辅材:专用管件、防锈漆、镀锌铁丝、麻丝、膨胀螺栓、固定管卡、钢筋、铁钉、电焊条、胶带、锯末等。
三■作业条件1.结构预埋时,配合土建进度,墙体钢筋绑扎完成模板封闭之前,楼板底筋绑扎完成盖筋铺设之前;2.二次配管时,砌体完成并通过二次结构验收(工期紧时,可调整为验收前施工),各控制线放线完成,抹灰工程开始之前;吊顶内明敷时,各控制线、定位线放线完成,吊顶龙骨施工之前。
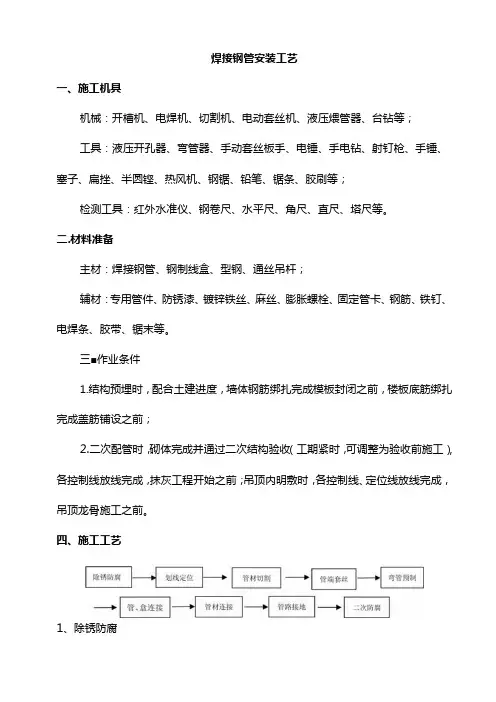
四、施工工艺1、除锈防腐防锈漆一般选用红丹防锈漆或樟丹防锈漆。
焊接钢管到场后,有锈蚀时应先进行除锈;管道内壁需进行灌漆防腐处理;管道外壁需进行刷漆防腐,但直接埋设于混凝土内的钢管外壁不需要进行刷漆防腐;埋设于地下的钢管按设计要求进行防腐,设计无明确说明时可刷沥青漆防腐。
2、划线定位根据施工图和施工现场实际情况,确定管段起始点的位置并标明,并将盒、箱固定牢固,量取管段具体下料尺寸。
3、管材切割使用割管器、钢锯、砂轮锯、无齿锯等工具,根据具体下料尺寸对管材进行切割,断口处应平齐不歪斜,管口处需使用铿刀刮、铳光滑,管口无毛刺,管内无铁屑残留。
4、管端套丝管材与箱、盒使用螺母连接时,相连接的管端应进行套丝预制;可采用手动套丝板手或电动套丝机,应根据管外径选择相应的套丝板牙;套丝时应低速均匀、不得过猛,套丝机套丝时需同步浇冷却液进行冷却;消除渣屑后丝扣应干净、清晰、无断丝;套丝长度以连接锁紧后外露2-3扣丝为宜。
5、弯管预制(1)管材管径在DN25以下时,可使用手动弯管器。
操作时,先将管子需要弯曲部分的前段放在弯管器内,弯曲时逐渐向后方移动弯管器手柄,使管子弯成所需要的弯曲角度。
钢管焊接施工工艺方法(一)焊条、焊剂及焊丝1、根据16Mn焊接性,选用J506焊条,HO8MnA焊丝及NJ431焊剂。
2、所有焊接材料均应有出厂合格证书,焊条在极限抗拉强度屈服点和延伸等方面应与母材适应。
3、到货焊接材料按标书规定作生产性焊接工艺试验,以证明每一批焊接材料的机械特性符合规范要求。
4、焊接材料在使用前按厂家建议的条件烘烤及分类存放,随焊随取,洞内施焊时,焊工随配保温筒,随用随取,并盖上保温筒。
(二)钢管的焊接(环缝)1、焊接程序和工艺的选定(1)钢管焊接前经过试验制定钢管及其它部件的焊接程序和工艺,在开始焊接前30天,递交焊接程序的报告,报送监理工程师批准,在焊接程序和工艺报告中,至少提供下列资料:Ⅰ、焊接程序(包括手工电弧焊、自动埋弧焊等);Ⅱ、材料标准,焊接规范及焊接的厚度范围;Ⅲ、焊缝设计(如坡口角度和尺寸、根部间隙、可能采用的钢垫板和钢条型式);Ⅳ、烘烤及保护措施。
(2)手工焊、自动及半自动焊遵守标书《技术规范》的有关规定。
2、焊接工艺试板在监理工程师现场监督下按规定焊接试板,其材料应和实际制造钢管的材料相同;试板按焊接工艺要求,进行焊前和焊后热处理。
试板在监理工程师现场监督下对全长进行外观检查和无损伤方向检查,并进行机械试验。
3、生产性焊接试验经监理工程师批准后的焊接程序和工艺,通过生产性焊接试验,以不断修正制定的焊接技术参数。
4、生产性试焊(1)全部焊接工作,包括定位焊接和临时附件的焊接,均按经监理工程师批准的焊接工艺与焊接程序进行。
(2)除经监理工程师批准的方法外,均用电弧法焊接,并尽量使用自动电焊机。
(3)清理所有拟焊面和相邻钢板面的氧化皮、铁锈、油污或其他杂质,全部清理干净后,在焊下一层前清理所有焊碴。
(4)定位焊:拟焊项目用经过批准的方法进行安装和定位焊。
定位焊不焊在主要纵向焊缝上。
当规定焊接根部缝隙时,焊接边缘予以固定,以便焊接时使间隙保持在允许公差内。
(5)焊接程序为了减少扭曲和将收缩压力减至最低限度,选定的焊接和定位焊的工艺报送监理工程师批准,环缝焊接除图纸规定者外则按安装顺序逐步进行,不跳越,在混凝土浇筑后不再焊接内缝。
20号钢管焊接工艺《20号钢管焊接工艺:我的焊接初体验》嘿,说起20号钢管焊接工艺,那我可太有话聊了。
这可不像咱想象中那么简单,就像我第一次接触这事儿的时候,那真叫一个状况百出,不过也特别有趣。
我刚开始接触20号钢管焊接的时候,心里就像揣了只小兔子,又紧张又好奇。
你看那20号钢管,表面看起来光溜溜的,可这焊接啊,得先把它准备好才行。
我就学着师傅的样子,先得把钢管表面的铁锈啊、油污啥的清理干净。
这可不是随便擦擦就行的,得用专门的工具。
我拿着钢丝刷,就像给钢管挠痒痒似的,一下一下地刷着。
那铁锈就像小顽固,死死地黏在钢管上,我费了好大的劲儿才把一小段钢管清理得差不多。
我一边刷一边嘟囔:“你个小锈斑,看我今天怎么把你消灭掉。
”清理完钢管,就要准备焊接设备了。
电焊机那一堆线和旋钮,看得我眼花缭乱。
我小心翼翼地按照师傅教的,连接好地线,调整好电流。
那电流的数值可不能乱调,就像做菜放盐一样,多了少了都不行。
我当时紧张得手心直冒汗,眼睛死死地盯着那些旋钮,就怕调错了。
然后就到了正式焊接的时候啦。
我戴着防护面罩,手里拿着焊枪,感觉自己就像个超级英雄,要开始执行一项超级任务。
我把焊条对准钢管的接口处,刚一引弧,那刺啦刺啦的声音就响起来了,还有那耀眼的光,一下子就把我吓了一跳。
焊条融化的铁水就像调皮的小水珠,一点也不听话。
我想让它沿着接口乖乖地走,可它偏不,一会儿往左歪,一会儿往右斜。
我心里那个急啊,手也跟着抖起来了。
结果呢,焊出来的焊缝歪歪扭扭的,就像一条小蚯蚓在钢管上乱爬。
师傅在旁边看了,笑着摇摇头说:“你这可不行啊,手得稳,眼睛得看准了。
”我只好重新再来。
这次我深吸一口气,努力让自己镇定下来。
我紧紧地握住焊枪,眼睛紧紧盯着焊条和钢管接口的地方。
我发现啊,只要我稍微动一下手腕,那铁水就会跟着动。
于是我就像控制一个小木偶一样,慢慢地、小心翼翼地移动着手腕。
嘿,你还别说,这次铁水听话多了,焊缝也开始变得整齐起来了。
我就这么一点一点地焊着,感觉时间过得飞快。
20号钢无缝钢管焊接工艺哎呀,写这个作文,我得好好想想怎么把这玩意儿写得不那么枯燥,毕竟20号钢无缝钢管焊接工艺听起来就像是那种让人打瞌睡的教科书内容。
不过,既然要写,那就得写点有趣的,对吧?首先,咱们得聊聊这20号钢无缝钢管是个啥玩意儿。
想象一下,这玩意儿就像是一根超级结实的金属吸管,不过它不是用来喝饮料的,而是在各种工业领域里用来输送液体或者气体的。
它之所以叫“无缝”,是因为它没有接缝,整个管子是一体成型的,这样的好处就是结实耐用,不容易漏。
好了,现在咱们来聊聊焊接。
焊接,就像是给钢管接上一个“金属补丁”。
但是,这可不是随便拿个电焊枪点几下那么简单。
焊接20号钢无缝钢管,那可是个技术活儿。
记得有一次,我跟着一个老师傅去工地上学习焊接。
那天,太阳火辣辣的,工地上尘土飞扬,我们得戴上安全帽,穿上厚厚的防护服,还有那个护目镜,看起来就像是准备去外太空探险一样。
老师傅先给我演示了一遍,他告诉我,焊接前得先清理钢管表面,不能有油污和锈迹,否则焊接出来的质量会大打折扣。
他用砂纸打磨钢管,那声音就像是指甲刮黑板一样刺耳,但看着他专注的样子,我突然觉得这声音也挺有节奏感的。
然后,他开始调整焊接参数,什么电流、电压、焊接速度,都得精确控制。
他说,这就像是做菜,火候、时间、调料,都得恰到好处,才能做出美味的佳肴。
焊接开始了,只见那电焊枪发出耀眼的蓝光,火花四溅,就像是在钢管上跳着火焰舞。
老师傅的手法稳如老狗,那焊缝就像是用尺子画出来的一样直。
我在旁边看得目瞪口呆,心想:这手艺,得练多久啊!老师傅似乎看出了我的心思,笑着说:“小伙子,别急,慢慢来,熟能生巧。
”轮到我上场了,我戴上护目镜,拿起电焊枪,心里那个紧张啊,手都有点抖。
老师傅在旁边鼓励我:“别怕,大胆点,焊接就像生活,总有第一次。
”我深吸一口气,按下电焊枪的开关,那火花瞬间照亮了我的视野。
我小心翼翼地移动着电焊枪,虽然第一次焊接的焊缝有点歪歪扭扭,但我心里却充满了成就感。
钢管焊接施工工艺方法一、前期准备1.钢管焊接前的准备工作包括材料的采购、材料验收、焊接工艺方案的制定以及焊接操作人员的培训等。
2.钢管的配管工程应按照设计图纸的要求进行,保证管道布置的符合设计要求。
二、焊接工艺选择1.根据工程要求和材料特性,选择适合的焊接方法,如手工电弧焊、气体保护焊、焊接机焊、阻焊、无露焊接等。
2.根据焊接对象的材料和壁厚,选择焊接方法。
3.根据设备可用空间和施工条件选择适合的焊接工艺。
三、焊接设备与材料选择1.根据焊接工艺的选择,选择适合的焊接设备和材料。
2.焊接设备包括焊接机、焊枪、熔化电极等。
3.焊接材料包括焊条、焊丝、电极和保护气体等。
四、操作规范1.在施工过程中,按照焊接工艺规程的要求进行操作,严格遵守操作规范。
2.焊接操作人员必须经过相应的培训,持有焊工资格证书,并严格按照工艺规程进行焊接作业。
3.焊接操作人员必须佩戴相关的防护设备,如焊接手套、防护眼镜等。
五、焊接工艺控制1.根据焊接设备的参数,进行焊接工艺的调整和控制,如电流、电压、焊接速度等。
2.定期对焊接设备进行维护和保养,保证焊接设备的正常工作。
3.进行焊缝检测,以确保焊接质量,如超声波检测、X射线检测等。
4.对焊接过程中的质量问题进行记录和分析,及时进行整改。
以上是钢管焊接施工工艺方法的一般流程,具体实施时需要根据具体的工程要求和施工条件进行调整和改进。
为了确保焊接质量,还需定期组织焊工技术培训和考核,提高焊接人员的技能水平,加强质量监督和管理。
同时,也要注重安全生产,严格遵守相关的安全操作规范,确保施工过程中的工人安全。
单位名称:编制人:高文通
焊接作业指导书编号:02 日期:2014年5月3日
焊接工艺评定编号:H05-15 批准人签字:
焊接方法:GTAW +SMAW 机械化程度:手工
焊接接头:
破口形式:V型衬垫:/
其他:—
母材:
类别号Ⅰ组别号 1 与类别号Ⅰ组别号 1 相焊
或标准号GB8163 牌号20 与标准号GB8163 牌号20 相焊
厚度范围:
板材:对接焊缝—角焊缝—
管材直径、厚度范围:对接焊缝直径Ф159 厚度 8mm 角焊缝—
焊缝熔敷金属厚度范围:GTAW:6mm SMAW:2mm
其他:—
焊接材料:
焊条类别:其他:
根焊焊条标准:O/FAAX08-91 牌号:TIG-J50
盖面焊条标准:GB/T5117-95 牌号:J422
填充金属尺寸:GTAW:6mm SMAW:2mm
焊条金属化学成分
类别 C Si Mn P S Cr Ni Mo V Ti Al 根焊焊条0.076 0.74 1.34 0.013 0.008 0.05
填充焊条0.1 0.13 0.42 0.020 0.022。