工件定位的基本原理
- 格式:ppt
- 大小:904.00 KB
- 文档页数:26
第1章工件的定位●理解六点定位原理。
●常用定位元件限制的自由度。
●工件定位方式:完全定位、不完全定位、过定位和欠定位。
●常用定位元件的设计。
●定位误差的分析和计算。
●根据零件工序加工要求,确定定位方式。
●根据零件工序加工要求,确定定位方案。
●掌握定位元件的设计方法。
●掌握定位误差的分析和计算。
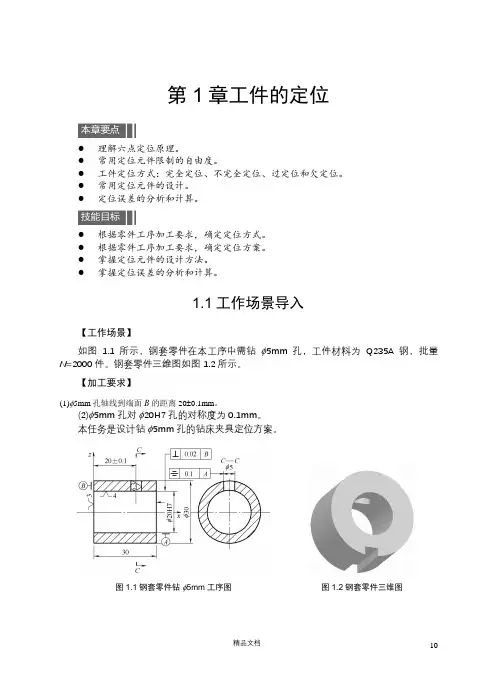
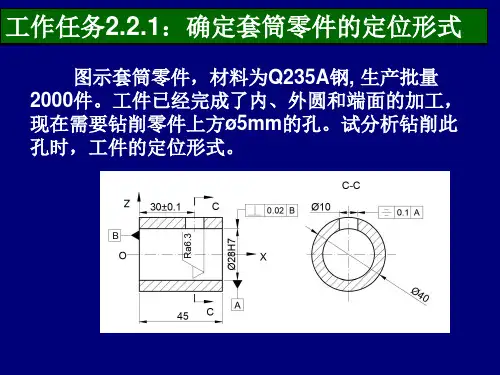
1.1工作场景导入【工作场景】如图1.1所示,钢套零件在本工序中需钻φ5mm孔,工件材料为Q235A钢,批量N=2000件。
钢套零件三维图如图1.2所示。
【加工要求】(1)φ5mm孔轴线到端面B的距离20±0.1mm。
(2)φ5mm孔对φ20H7孔的对称度为0.1mm。
本任务是设计钻φ5mm孔的钻床夹具定位方案。
图1.1钢套零件钻φ5mm工序图图1.2钢套零件三维图【引导问题】(1)仔细阅读图1.1,分析零件加工要求,各工序尺寸的工序基准是什么?(2)工件定位与夹紧的概念是什么?分析它们分别是由什么装置实现的?(3)六点定位原理是什么?(4)什么是完全定位、不完全定位、过定位和欠定位?(5)常用定位元件有哪些?定位元件限制的自由度?(6)定位方案设计的基本原则是什么?定位元件的要求是什么?(7)定位误差如何分析和计算?(8)企业生产参观实习。
①生产现场机床夹具的组成是什么?②生产现场机床夹具使用的定位元件有哪些?③生产现场机床夹具定位时限制几个自由度?1.2基础知识【学习目标】理解六点定位原理,分析常用定位元件限制的自由度,确定工件的定位方式,常用定位元件的设计,定位方案设计的基本原则,定位误差的分析和计算。
1.2.1工件定位的基本原理1.概述为了达到工件被加工表面的技术要求,必须保证工件在加工过程中的正确位置。
夹具保证加工精度的原理是加工需要满足3个条件:①一批工件在夹具中占有正确的位置;②夹具在机床上的正确位置;③刀具相对夹具的正确位置。
显然,工件的定位是极为重要的一个环节。
本章就要讨论工件的定位问题。




工件定位的基本原理工件定位是指在生产制造过程中,准确确定工件的位置,以便能够有效进行后续加工或装配。
工件定位的基本原理主要包括机械定位、光学定位和视觉定位等。
下面将详细介绍这些原理。
一、机械定位机械定位是利用机械零件或装置进行工件的定位。
常见的机械定位方式包括销销定位、楔形定位、卡扣定位、弹簧定位等。
1. 轴销定位:通过在工件和工作台之间设置定位销,并在定位销的两端设置止动件来实现工件的定位。
轴销定位具有定位精度高、可靠性好、结构简单等优点,并且适用于各种类型的工件。
2. 楔形定位:通过安装楔形零件,使工件在辅助装置的作用下实现准确定位。
楔形定位简单可靠,但精度相对较低,适用于一些对定位要求不高的工件。
3. 卡扣定位:通过安装卡扣零件来实现工件的定位。
卡扣定位常用于汽车零部件的定位,具有定位精度高、稳定性好、可靠性高等优点。
4. 弹簧定位:通过使用弹簧零件,使工件在力的作用下实现定位。
弹簧定位适用于对定位重量有要求的工件,如印刷、包装等行业。
机械定位的原理是通过机械零件的相互配合,使工件在一定位置上达到准确定位。
机械定位的优点是结构简单、成本低廉,适用于各种类型的工件。
二、光学定位光学定位是利用光学原理进行工件的定位。
常见的光学定位方式包括激光定位、光电定位、红外线定位等。
1. 激光定位:利用激光束对工件进行扫描,通过测量光束的反射和折射来确定工件的位置。
激光定位具有定位精度高、速度快、非接触性等优点,广泛应用于精密加工、电子制造等领域。
2. 光电定位:利用光电传感器对工件进行检测,通过工件与光电传感器之间的遮挡来确定工件的位置。
光电定位适用于工件定位要求不高的场景,如装配线上的位置检测、料盘定位等。
3. 红外线定位:利用红外传感器对工件进行检测,通过工件与红外传感器之间的遮挡来确定工件的位置。
红外线定位适用于对定位精度要求不高的场景,如物流仓储等。
光学定位的原理是通过测量光的性质,如反射、折射、遮挡等来确定工件的位置。
工件以一面两孔定位时,为什么要用一个圆柱销和一个菱形销且菱形销怎么是限制一个自由度?一个零件有六个自由度,平移四向、上下两向、旋转两向。
一销可消除平移四向、旋转一向和向下移动三个自由度,再加一销会产生过定位问题,所以,改用菱形销,只留一个向上的自由度。
自由度有计算公式,点、线接触为高付,面接触为低付。
平面自由度计算公式F=3n-(2p+3q),n为自由构件数目(不含支架),p为低副数,q为高副数目数控机床上工件定位的原理在机械加工过程中为确保加工精度,在数控机床上加工零件时,必须先使工件在机床上占据一个正确的位置,即定位,然后将其夹紧。
这种定位与夹紧的过程称为工件的装夹。
用于装夹工件的工艺装备就是机床夹具。
1 工件定位的基本原理六点定位厦理工件在空问具有六个自由度,即沿x、y、z三个直角坐标轴方向的移动自由度和绕这三个坐标轴的转动自由度因此,要完全确定工件的位置,就必须消除这六个自由度,通常用六个支承点(即定位元件)来限制关键的六个自由度,其中每一个支承点限制相应的一个自由度,在如y平面上,不在同一直线上的三个支承点限制了工件的王、于三个自由度,这个平面称为主基准面;在平面上沿长度方向布置的两个支承点限制了工件的拿两个自由度,这个平面称为导向平面;工件在xoz乎面上,被一个支承点限制了,一个自由度,这个平面称为止动平面。
工件的六个自由度综上所述,若要使工件在央具中获得唯一确定的位置.就需要在夹具上合理设置相当于定位元件的六个支承点.使工件的定位基准与定位元件紧贴接触,即可消除工件的所有六个自由度.这就是工件的六苣定位原理。
工件的六点定位(2)六点定位原理的应用六点定位原理对于任何形状工件的定位都是适用的,如果违背这个原理,工件在央具中的位置就不能完全确定。
然而.用工件六点定位原理进行定位时,必须根据具体加工要求灵活运用.工件形状不同t定位表面不同,定位点的分布情况会各不相同,宗旨是使用最简单的定位方法,使工件在夹具中迅速获得正确的位置。