焊接接头形式及坡口PPT参考幻灯片
- 格式:ppt
- 大小:3.15 MB
- 文档页数:28

焊接接头和坡口形式焊接接头形式可分为:对接接头、T形接头、角接接头和搭接接头。
一、对接接头将两块钢板对在一起焊接,称为对接;一块钢板卷成圆筒后对在一起焊接,也属对接。
对接接头容易焊透,受力情况好,应力分布均匀,联接强度高,因而焊接接头质量容易保证。
为了保证焊接质量,必须在焊接接头处开适当的坡口。
坡口的主要作用是保证焊透,此外,坡口的存在还可形成足够容积的金属液熔池,以便焊渣浮起,不致造成夹渣。
坡口的几何尺寸必须设计好,以便减少金属填充量、减少焊接工作量和减少变形。
对接接头形式如图2-14所示。
对于钢板厚度在6 mm以下的双面焊,因其手工焊的熔深可达4 mm,故可以不开坡口,如图2-14(a)所示。
对于厚度在6-40 mm 的钢板,可采用如图2-14(b)所示的V 形坡口,进行双面焊。
在无法进行双面焊时,也可采用带垫板(厚度≥3mm)的单面焊。
由于垫板的存在,不易被烧穿。
当板厚为12-60mm时,可采用如图2-14(c)示的X形坡口。
在板厚相同的情况下,采用X形坡口可减少焊条金属量二分之一左右,而且焊件的变形及所产生的内应力相应小些,因此它多用于厚度较大并变形要求较小的工件。
X形坡口有对称的;还有不对称的,即一侧深另一侧浅。
较浅的一侧焊接工作量小些图2-14(d)(e)分别为单U形坡口及双U形坡口,这类坡口的填敷金属量均较V形坡口少些,焊件变形也较小,但其坡口加工较困难,故一般只在较重要的焊接结构时采用。
当对接的两块钢板厚度不相等时,为了防止焊接时薄的一边金属过热,而厚的一边金属难于熔化的现象,避免焊不透或烧穿;为了减少由于接头处厚度不等、刚度不一而产生焊接变形与裂纹的可能性,应采用如图2-15所示的厚度过渡开坡口的形式。
在考虑焊接接头时采用等厚度焊接是一条很重要的原则。
当薄板厚度≤10mm,两板厚度差≥3mm;或当薄板厚度>10mm而两板厚度差大于薄板厚度的30%,或超过5mm时,均应按图2-15的要求削薄厚度边缘。

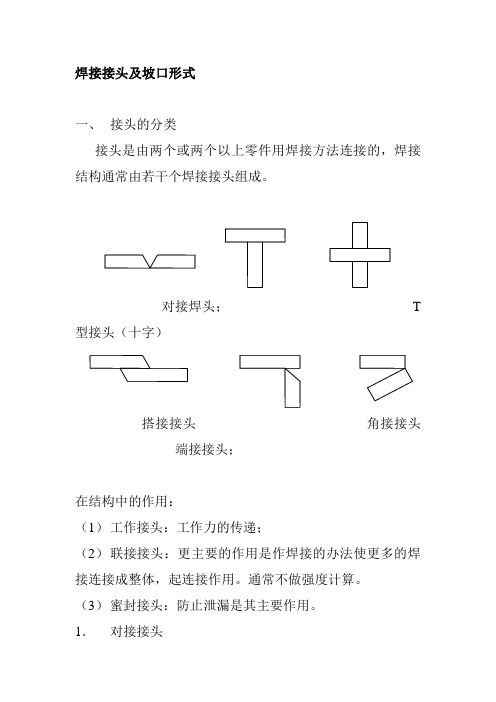
焊接接头及坡口形式一、接头的分类接头是由两个或两个以上零件用焊接方法连接的,焊接结构通常由若干个焊接接头组成。
对接焊头;T 型接头(十字)搭接接头角接接头端接接头;在结构中的作用:(1)工作接头:工作力的传递;(2)联接接头:更主要的作用是作焊接的办法使更多的焊接连接成整体,起连接作用。
通常不做强度计算。
(3)蜜封接头:防止泄漏是其主要作用。
1.对接接头从受力的角度看,受力状况好,应力集中程度小,材料消耗少,变形也较小。
往往在接头开坡口。
2.T型和十字接头将相互垂直的焊件用角焊缝边接起来的接头,分焊透、不焊透两种,接头焊透,要根据坡口的T型和十字接头承受动载能力而定,不焊透的T型和十字接头承受力是不周的。
3.搭接接头°是指两个焊接部分重叠在一起。
搭接接头应力分布不均匀,强度较低。
4.角接头是指两个焊件的端面构成大于30°、小于是135°夹角,用焊接连接起来的接头。
5.端接接头是指将两构件重叠放置或两焊件之间的夹角不大于30°,用焊接边接起来的接头。
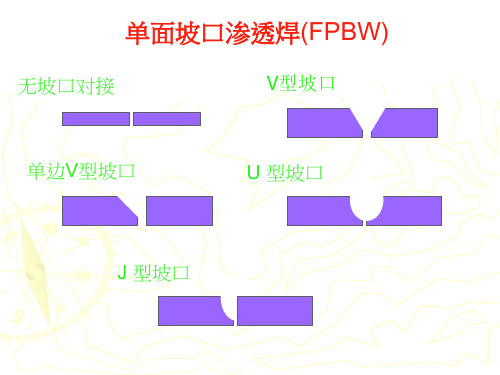
二、坡口的形式和坡口尺寸1.坡口的形式主要是保证焊接接头的质量和方便焊接、使焊缝根部焊透。
选用何种坡口形式,主要取决于焊接的方法、焊接的位置、焊件的厚度、焊缝熔透要求。
选择坡口应注意如下问题:1)坡口的加工条件;2)可焊接性;3)焊接材料的消耗生产成本;4)焊接变形如何;常用的坡口形式:1)I型2)V型3)双Y型4)U型5)双Y形2.坡口的作用1)确保焊接电源深入到坡口根部间隙处;2)操作清除焊渣;3)调节熔敷金属比例,提高焊接接头综合性能;3.坡口的加工加工方法的选择:(1)剪边:用剪板机剪切加工;(2)刨边:用刨床或刨边机加工;(3)车边:用车床和专用管贡上加工;(4)热切割:用气体火焰或等离子弧加工;(5)碳弧切割:清理焊根时开坡口;(6)铲削或磨削:手工或风动工具铲削坡口;4.坡口尺寸1)坡口角度:两坡面之间的夹角;符号a表示。

焊接接头坡口形式和尺寸的标记符合下列规定:
反面衬垫类型代号
坡口形式代号
接头形式代号
焊接方法及焊透种类代号1、焊接方法及焊透种类代号:
2、接头形式代号:
3、坡口形式代号:
对接焊缝坡口形状和尺寸(板对接、型钢对接)
注:板对接焊缝优先选用埋弧焊
箱型主焊缝坡口形状和尺寸
焊接H型钢与十字柱主焊缝埋弧焊坡口形状和尺寸
CO2气体保护焊 T型接头坡口形状和尺寸
电渣焊坡口形状和尺寸
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等
等
打造全网一站式需求。