产品图样及技术文件编号方法(企业标准)
- 格式:docx
- 大小:71.72 KB
- 文档页数:35
4.产品图样及设计文件编号原则(JB/T 5054.4-2000)1 范围本标准规定了机械工业产品图样及设计文件,包括CAD图和设计文件(以下简称图样和文件或CAD文件)编号的基本原则和要求。
本标准适用于机械工业产品图样和文件的编号,企业可参照本标准制定细则。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
3 基本原则4 一般要求5 分类编号分类编号,按对象(产品、零部件)功能、形状的相似性,采用十进位分类法进行编号。
图17 部分分类编号和部分隶属编号7.1 部分分类编号其代号的构成和各码位的含义见表3。
表3 部分分类码位表7.2 部分隶属编号,其代号由产品代号、隶属号和识别号组成。
其隶属号为部件序号,见图2,部件序号编到哪一级由企业自行规定。
识别号是对一级或二级以下的部件(称分部件)与零件混合编序号(流水号)。
分部件、零件序号推荐三种编号方法。
必要时尾部可加尾注号,见本标准5.4的规定。
图27.2.1 零件、分部件序号,规定其中***—***(如001~099)为分部件序号,***—***(101~999)为零件序号。
零件序号也可按材料性质分类编号。
7.2.2 零件、分部件序号,规定其中逢十的整数(如常0、20、30、…)为分部件序号,余者为零件序号。
7.2.3 零件、分部件序号的数字后再加一字母P、Z(如1P、2P、3P、…)为分部件序号,无字母者为零件序号。
附录A(提示的附录)常用设计文件尾注号A1 常用设计文件尾注号见表A1。
表A1。
江苏力福特随车起重机股份有限公司Q QMS-A版作业文件 QG/LIFT F01-2008产品图样和技术文件管理办法发放编号:受控状态:修改状态:编制:审核:批准:生效日期:年月日产品图样和技术文件管理办法1 目的明确技术图样与文件的编制、签署、更改及标准化等内容,对(电子版)技术图样与文件,进行有效的控制,。
2 适用范围适用于产品图样、工艺图样、设计文件和工艺文件的管理。
3 职责产品图样及技术文件由专职人员进行管理。
4.产品及技术文件编制和管理4.1 术语和定义a.车辆类别代号表明车辆所属分类的代号。
b.主参数代号表明车辆主要特性的代号。
c.产品序号表示主参数代号相同的车辆的投产顺序号。
4.2整车产品型号的构成整车产品型号由企业名称代号、车辆类别代号、主参数代号、产品序号和专用汽车分类代号组成。
a.随车起重运输车随车起重运输车型号标记如下:FT 5 ××× J SQ ××企业自定代号:(表示起重机最大额定起升质量);用途特征号:(表示随车起重运输车);结构特征代号:(表示起重举升车);产品序号:(原车型为0;其余为 1、2、3…);主参数:(表示车的总质量);车辆类别代号:(表示专用车);企业名称代号:(表示公司)。
标记示例:LIFT5261JSQ10 表示公司生产的整车总质量为26吨、最大额定起重量为10吨的随车起重运输车,产品序号为1。
b.液压起重机型号的构成液压起重机产品型号由用途特征号、最大起重量、臂的结构形式、设计顺序、臂的节数、副臂及副臂的节数组成。
液压起重机产品型号标记如下:S Q 3 Z A 2 (T) J 2副臂伸缩的节数(用数字表示1、2、3…);折叠副臂(用字母“J”表示);特殊行业专用起重机(用字母T表示);液压伸缩臂的节数(用数字表示1、2、3…);设计顺序(用字母表示:A、B、C…);臂的结构形式(“S”表示伸缩臂,“Z”表示折叠臂;“F”表示折叠臂);最大起重量(用数字表示单位:吨;非随车起重机表示最大工作幅度及起重量);用途特征号(SQ表示随车起重机;GKD表示港口起重机;CD表示船舶起重机;)。
无锡新大力电机有限公司文件编号:XDL-QP-C01-01产品图纸、物料编号规定2017-05-31发布2017-05-31实施本规定由无锡新大力电机有限公司技术部发布1. 范围本文本规定了本公司产品图纸、物料的编号方法。
本文本适用于本公司产品图纸、物料的编号。
2. 引用标准JB/T 5054.4-2000 产品图样及设计文件编号原则JB/DQZ 0133.9 电工产品图样及技术文件编制导则产品图样及技术文件十进位分类编号法3. 一般要求3.1 每个产品、部件、零件的图样和文件均应有独立的代号。
3.2 采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
3.3 同一文件使用两种以上的存储介质时,每种存储介质中的文件都应标注同一代号。
3.4 借用件的编号应采用被借用件的代号。
3.5 所有编号若无特殊说明,均应紧密书写。
4. 图样编号4.1 图样编号采用分类编号的方法,即按对象(产品、零部件)功能、形状的相似性,采用十进位分类法进行编号。
4.2 产品组装表编号由产品类别号、产品系列号、中心高、流水号和派生顺序号五个部分组成。
4.3 产品零部件号由产品类别号、分类号、零部件特殊号、中心高和顺序号五个部分组成。
4.4 各级的内容规定见表1。
表1 产品类别号表2 产品系列号表3 产品特征号4.5 代号的组成主要是基本代号系统。
4.5.1 产品(组装表)基本代号系统的代号由五部分组成;a)产品类别号(见表1);b)产品系列号(见表2);c)电机中心高;d)流水号;e)泒生顺序号(基准序号为“000”)。
4.5.2 排列顺序如下:1 2 1 6 0 0 0 0 3 0 0 6说明:1)第一位“1”代表:电机总装配2)第二位“2”代表:变频电机3)第三~五位“160”代表:电机中心高1604)第六~九位“0003”代表:第3个产品流水号5)第十~十二位“006”代表:在160基础上泒生出的第6个系列,即YZPE + M4.5.3 零部件基本代号系统的代号由四部分组成;a)产品类别号(见表3);b)产品分类号(见表3);c)零部件特征号(见表3);d)中心高d)流水号;4.5.4 排列顺序如下:3 1 1 1 6 0 0 1 2 3说明:1)第一位“3”代表:结构件2)第二位“1”代表:机座3)第三位“1”代表:B3、铸件加工件4)第四~六位“160”代表:中心高1605)第七~十位“123”代表:第123个零部件流水号5. 设计文件的编号5.1 常用的(或专用的)设计文件代号,可由产品(或工件)的图样代号之后加上说明该文件性质的尾注号(用二个可三个汉语拼音字母表示)组成。
机械工业部电器工业局指导性技术文件电工产品图样及技术文件编制导则产品图样及技术文件十进位分类编号法JB/DQZ 0133.9-85产品图样及技术文件十进位分类编号法是作为对产品图及及技术文件进行编号的一种办法。
他的特点是按对象的特征、用途和内容采用十进位的分类法来编号的。
其目的是有助于技术交流,方便通用和管理,以促进标准化的工作。
1 分类办法与代号的组成1.1 分类办法1.1.1 十进位分类法是将所有的产品及其组成部分(组件、部件和零件)以及技术文件,分为十级,每级又分为十部,每部又分为十类,每类又分为十组。
注:组件是指产品具有独立功能,并能单独投入生产的部件,并必须编制明细表和生产中需要的技术文件。
1.1.2 各级的内容见表1,其它见表5 分组表。
级内容级内容0 技术文件 5 组件和部件1 设备和产品(电机和变压器) 6 组件和部件2 设备和产品(电器)7 (备用)3 设备和产品(各种)8 零件4 设备和产品(备用)9 (备用)注:4、7 和9 级是留给以后出现新类型的产品及其组成部分和文件时用。
1.1.2 每份图样和技术文件必须有其专用的代号。
图样代号按对象特征、形状或用途来编定;技术文件则根据它的内容来编写1.2 代号的组成1.2.1 代号的组成有两种编号系统,即基本代号系统和补充代号系统。
1.2.1.1 基本代号系统的槿由三部分组成:a、企业代号(需要时编入);b、特征代号;c、序号。
排列顺序如下:□□□·□□□·□□□序号部、类、组特征代号企业代号(需要时编入)级特征代号1.2.1.2 补充代号系统的代号由四部分组成。
即基本代号系统的代号之后加上顺序号(以下简称类型序号);a、企业代号(需要时编入);b、特征代号;c、序号;d、类型序号。
排列顺序如下:□□□·□□□·□□□·□类型序号序号部、类、组特征代号企业代号(需要时编入)级特征代号1.2.1.3 企业代号是由两个或两个以上的大写的汉语拼音字母组成,用以表示单位名称,需要时编入。
企业标准编号方法Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】Q G/Z J B002-2006企业标准编号方法1 范围本标准规定了企业标准编号规则和编号说明。
本标准适用于本公司各类企业标准的制定(制订)。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
企业标准管理办法(国家技术监督局1990年8月24日发布)JB/T 产品图样及设计文件编号原则JB/T 9166 工艺文件编号方法QP/ZJB 001-2005文件控制程序3编号规则企业标准编号由企业标准代号、企业标准类别代号、企业代号、企业标准的顺序号和制定或修订年号组成。
编号应简练、含义明确、避免重复、便于管理、检索。
企业标准编号以分数形式表示,企业标准代号为分子,企业代号为分母。
企业代号须经上级部门批准,本公司代号以“ZJB”表示。
企业标准类别代号:技术标准用“J”表示,管理标准用“G”表示,工作标准用“Z”表示。
产品标准编号方法按《企业标准管理办法》的规定进行。
企业标准的顺序号以三位阿拉伯数字表示,从“001”开始按顺序依次递增。
制定或修订年号,以标准制定或修订年份表示。
产品图样、设计文件的编号按JB/T 的规定进行,内控标准在检验文件中体现。
工艺文件按 JB/T 9166的规定进行。
体系文件编号按QP/ZJB 001-2005的规定。
4 编号说明技术标准编号产品标准编号制定或修订年号标准顺序号企业代号企业标准代号QG/ZJB 002-2006技术标准体系编号制定或修订年号标准顺序号技术标准类别代号(见表1)企业代号技术标准代号企业标准代号表1 技术标准类别代号管理标准制定或修订年号标准顺序号企业代号管理标准代号企业标准代号工作标准制定或修订年号标准顺序号企业代号工作标准代号企业标准代号编制/日期:审核/日期::批准/日期:。
企业技术标准的编号方法(企业标准)企业技术标准的编号方法本标准规定了企业技术标准编号的基本要求、代号的组成及编号管理等。
适用于企业技术标准的编号。
基本要求企业标准按一个标准一个代号的原则编号,不同的标准不得使用相同的代号,反之,相同的标准不得使用不同的代号。
各部门在编制企业技术标准时,也应当按照本编号系统进行编号。
企业技术标准代号的组成XXX的企业技术标准的代号由企业代号、顺序号和版次组成。
顺序号由四位阿拉伯数字组成,按依次递增顺序编定。
版次用英文字母的大写表示,以A、B、C……(除I、O外)的顺序编定。
表1企业技术标准和技术管理标准分组表本表列出了企业技术标准和技术管理标准的大类代号和小类,以及顺序号分段。
企业技术标准按类别对顺序号进行了分组。
大类代号包括标准化综合、产品图样和设计文件的基本要求、工艺文件的基本要求、检验、计量文件的基本要求、综合技术标准、信息及档案管理、编码标准、术语标准、法定计量单位和其他。
小类代号包括公差配合、形位公差、结构要素、表面粗糙度、螺纹、键、齿轮、制图、设计符号、代号、术语、标志、设计指导性标准、计算机辅助设计、环境、安全、卫生标准、产品包装、贮运、标识标准、通用工艺标准、机械加工、冷冲压、热工艺(热处理、铸、锻、焊接)、绝缘工艺、非金属件加工工艺、表面处理(涂装、电镀)、工艺环境、安全、卫生标准、定额和其他。
顺序号分段从0000到1999,按照不同的小类代号进行分组。
没有明显的格式错误或有问题的段落需要删除。
以下是对每段话的小幅度改写:II。
设计标准在设计过程中,需要考虑使用的材料。
这些材料包括电工合金、精密合金、其他金属、电线电缆、绝缘材料、石油制品、涂装材料、化工材料、橡胶、塑料、胶粘剂以及其他材料。
此外,还需要考虑使用的标准紧固件、外购件和零部件,以及零部件的包装和贮运。
III。
材料标准在使用材料时,需要遵守相关的材料标准。
这些标准包括电工合金、精密合金、其他金属、电线电缆、绝缘材料、石油制品、涂装材料、化工材料、橡胶、塑料、胶粘剂以及其他材料的标准。
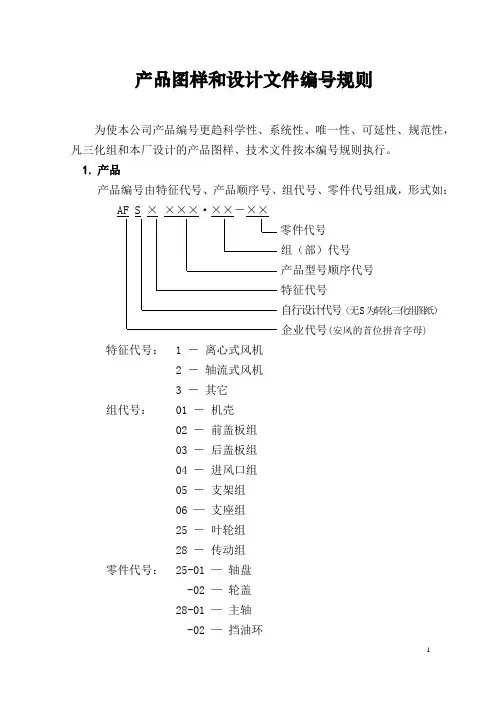
产品图样和设计文件编号规则为使本公司产品编号更趋科学性、系统性、唯一性、可延性、规范性,凡三化组和本厂设计的产品图样、技术文件按本编号规则执行。
1.产品产品编号由特征代号、产品顺序号、组代号、零件代号组成,形式如:零件代号组(部)代号产品型号顺序代号特征代号自行设计代号(无S为转化三化组图纸)企业代号(安风的首位拼音字母)特征代号: 1 -离心式风机2 -轴流式风机3 -其它组代号: 01 -机壳02 -前盖板组03 -后盖板组04 -进风口组05 -支架组06 —支座组25 -叶轮组28 -传动组零件代号: 25-01 —轴盘-02 —轮盖28-01 —主轴-02 —挡油环代号实例:轴盘(零件代号:01 -轴盘 02 -轮盖)9-19№4A离心式风机企业代号(安风的首位拼音字母)2. 通用件AFT 0103 — TL型弹性套柱销联轴器AFT 0201 —电动机导轨AFT 04××—轴承箱AFT 08××—调节门各种通用件编号规则解释如下:轴承箱:AF T 04 ×××××—××零件号:01—轴承座02—轴承盖03—侧盖中心高规格:润滑脂润滑:01—80mm02—115mm03—140mm机械油润滑:01—280㎜02—375㎜03—500㎜特征:01—机械油飞溅润滑02—机械油飞溅润滑机座水冷03—润滑脂润滑表示轴承箱表示通用件企业代号(安风的首位拼音字母)导轨:AF T 0201 G ×××-××零件号:01—导轨02—调节螺钉规格:01—适应电机Y80、Y90S、Y90L的机座 02—适应电机Y100L、Y112M、Y132S、 Y132M的机座03—适应电机Y160M、Y160L、Y180M、Y180L的机座04—适应电机Y200L、Y225S、Y225M的机座05—适应电机Y250M、Y280S、Y280M的机座06—适应电机Y315S、Y315M、Y355M的机座G:改为Q235材料焊接,无G为HT250表示电动机导轨通用件代号企业代号(安风的首位拼音字母)联轴器:零件号:01—半联轴器Ⅰ02—半联轴器Ⅱ03—柱销04—档圈规格:·04—表示外径106·05—表示外径130·06—表示外径160·07—表示外径190·08—表示外径224·09—表示外径250·10—表示外径315·11—表示外径400·12—表示外径475·13—表示外径600表示ZG45,无ZG为HT200为TL型弹性套柱销联轴器通用件代号企业代号(安风的首位拼音字母)调节门:零件号01—φ355—φ400—φ450—φ500—φ560—φ630—φ710—φ800—φ900—φ1000—φ1100—φ1200—φ1400—φ1600—φ200001—多叶调节门02—三叶调节门03—单叶调节门表示调节门通用件代号(安风的首位拼音字母)3. 工艺文件1)此编号按特征代号、类、组代号编写,形式如:组代号类代号工艺文件(工艺的首位拼音字母)企业代号(安风的首位拼音字母)2)编号的特征代号、类代号和组代号,本企业自定如下:特征代号:1-离心式风机2-轴流式风机3-其他组代号:01 机壳 02 叶轮03 进风口 04传动组05 调节门 06 附件07 整机3)本编号采用JB/Z254-85标准,并结合本企业生产性质,基本达到全面、直观的要求。
技术任务书编写方法1 范围本标准规定了新产品技术任务书编写的基本要求、内容结构和编写方法。
本标准适用于新产品技术任务书的编写。
2 规范性引用QJ/ML 0002—A 产品图样及技术文件编号方法QJ/ML 0003—A 技术文件编写规则QJ/ML 0100—A 产品图样及设计文件的完整性及审批程序QJ/ML 0101—A 产品图样及设计文件格式3 基本要求3.1编写技术任务书之前应进行市场调研,充分研究用户的要求和期望,与此同时对国内外同类产品的技术性能和经济指标进行对比分析。
3.2产品无论是全新产品,还是改进产品都应编写技术任务书。
根据产品开发项目大小或范围,确定技术任务书是按单个产品、还是按系列产品编写。
3.3技术任务书中所描述的设计方案一般是经过筛选、评审后确定的最佳方案。
若方案较多,各方案优势一时无法显现时,也可以提出两个或两个以上的设计方案。
3.4技术任务书是设计输入文件,应在初步设计阶段完成。
3.5技术任务书的编写规则必须符合QJ/ML 0003—A的要求。
3.6技术任务书应按QJ/ML 0100—A 规定的审批程序审批、签字完整。
3.7技术任务书的格式应符合QJ/ML 0101—A 的要求,封面格式代号为ML 9109,首页格式代号为ML 9110,续页格式代号为ML9111。
3.8技术任务书的编号按QJ/ML 0002—A 的规定。
4 内容结构4.1 内容结构如下:a)任务来源;b)设计依据;c)产品用途及使用环境条件;d)主要技术参数及主要性能指标;e)产品总体结构及主要部件结构的描述;f)产品主要工作原理及系统;g)技术经济分析;h)标准化综合要求;i)设计、试制进度和实施措施。
4.2编写时应根据产品特点.对4.1规定的内容进行选择,必要时某些内容也可以合并。
5 编写方法5.1任务来源5.1.1 产品型号、名称。
如果产品型号需要由上级颁发时,产品设计员应与研发技术中心协商,预先确定型号的书写方法。

贵阳高原矿山机械有限公司企业标准
QG/GK 3.2-2008 产品图样及设计文件
编号原则
1 范围
本标准规定了产品图样及设计文件编号的要求。
2 引用标准
JB/T 5054.4-2000 产品图样及设计文件编号原则
JB/T 9166-1998 工艺文件编号方法
3 要求
3.1 产品图样编号
采用隶属编号法,方法如下:
·
改进号(以A、B、C……顺序编号);
零件顺序号(以1、2、3……顺序编号);
分部件图代号(以01、02、03……顺序编号;)
总装图、部件图代号(总装图为0O,部
件图以01、02、03……顺序编号);
产品代号。
贵阳高原矿山机械有限公司2008-09-15 批准 2008-10-1 实施
-1-
3.2 设计文件编号
编号方法如下:
-
文件顺序号;
尾注号;
产品代号
设计文件的尾注号,按表1的规定。
3.3 工艺文件编号
编号方法如下:
登记顺序号;
工艺方法代号;
工艺文件类别代号;
产品代号(型号)。
—2—
工艺文件类别和工艺方法代号,分别按表2和表3的规定。
表3 工艺方法代号
—3—。
1 范围本部分规定了我公司开关电器设备产品的产品图样中的零部件标准名称、定义及其编号方法,同时规定了开关电器设备产品及其零部件在企业PDM管理系统中的编码原则。
本部分适用于开关电器设备产品的所有图样及相关技术文件的名称、编号的制定,以及适用于产品和零部件物料在PDM系统中的编码。
2 规范性引用文件下列文件中的条款通过本部分的引用而成为本部分的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,凡是不注日期的引用文件,其最新版本适用于本部分。
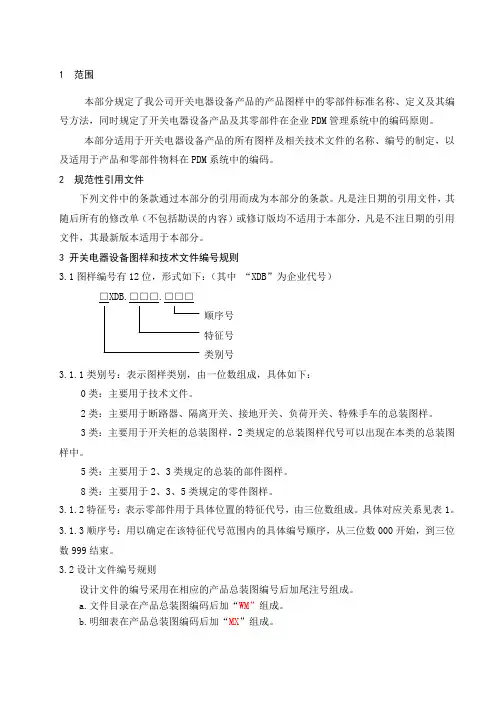
3 开关电器设备图样和技术文件编号规则3.1图样编号有12位,形式如下:(其中“XDB”为企业代号)□XDB.□□□.□□□顺序号特征号类别号3.1.1类别号:表示图样类别,由一位数组成,具体如下:0类:主要用于技术文件。
2类:主要用于断路器、隔离开关、接地开关、负荷开关、特殊手车的总装图样。
3类:主要用于开关柜的总装图样,2类规定的总装图样代号可以出现在本类的总装图样中。
5类:主要用于2、3类规定的总装的部件图样。
8类:主要用于2、3、5类规定的零件图样。
3.1.2特征号:表示零部件用于具体位置的特征代号,由三位数组成。
具体对应关系见表1。
3.1.3顺序号:用以确定在该特征代号范围内的具体编号顺序,从三位数000开始,到三位数999结束。
3.2设计文件编号规则设计文件的编号采用在相应的产品总装图编号后加尾注号组成。
a.文件目录在产品总装图编码后加“WM”组成。
b.明细表在产品总装图编码后加“MX”组成。
3.3工艺文件编号规则工艺文件的编号采用在相应的产品图样编号后加尾注号组成。
a.工艺过程卡在产品图样编码后加“GK”组成。
b.关键工序装配工艺卡在产品总装图样编码后加“GJK”组成。
c.检验卡在产品图样编码后加“JK”组成。
表1 电器设备图样名称定义及其特征分类号表1(续一) 电器设备图样名称定义及其特征分类号。
产品图样及设计文件格式1 范围本标准规定了产品图样和设计文件的各种格式及填写的一般规则。
本标准适用于设计产品图样及编制设计文件时采用。
设计工装图样时可参照采用。
2 引用文件GB/T 14689 技术制图图纸幅面和格式GB/T 14690 技术制图比例QJ/ML 0100-A 产品图样及设计文件的完整性及审批程序QJ/ML 0002-A 产品图样及技术文件的编号办法QJ/ML 0102-A 产品零部件明细表编写方法3 产品图样格式3.1 图纸幅面尺寸3.1.1 绘制图样时应优先采用表1规定的基本幅面。
3.1.2 必要时允许选用GB/T14689表2、表3所规定的加长幅面。
3.2 图框格式及尺寸在图样上必须用粗实线画出图框,在图框左边留有装订栏。
图框的格式及尺寸应符合GB/T14689图4、图5、表4的规定。
3.3 标题栏3.3.1 在图纸的右下角必须设有标题栏。
A0、A1、A2、A3图样标题栏的长边与图纸的长边平行,A4图纸标题栏的长边与图纸的长边垂直。
3.3.2 标题栏由名称及代号区、标记区、签字区组成。
各区的内容与尺寸见格式ML9101和ML9102。
ML9101适用于A4幅面,ML9102适用于其他幅面。
3.3.3 标题栏的填写3.3.3.1 名称及代号区a)单位名称:XX公司有限公司;b)图样名称:填写绘制对象的名称;c)图样代号:填写绘制对象的代号,按QJ/ML 0002-A的规定;d)装配图代号:填写零、部件所属装配图代号。
3.3.3.2 标记区a)产品型号:填写产品的型号或组件代号。
试制阶段填写暂用型号,最后改用行业主管部门颁发的型号;b)材料标记:填写零件图绘制对象所使用材料规格、名称及供应状态,应按企业标准规定的简化标注填写。
例如:厚度2mm的Q235-A.F冷轧钢板,标记为:2冷轧钢板Q235A.F;c)图样标记:填写图样生产阶段的标记,按以下规定自左至右填写:S —样机试制图样标记代号,样机鉴定前使用;A —小批试制图样标记代号,样机鉴定后,产品图样和设计文件经整理,标注A标记;B —正式生产图样标记代号,批试鉴定后使用,一般不标注。
江苏力福特随车起重机股份有限公司QMS-A版作业文件QG/LIFT F01-2008产品图样和技术文件管理办法发放编号: ____________________受控状态: ____________________修改状态: ____________________编制: 审核: 批准: 生效日期:年月产品图样和技术文件管理办法1目的明确技术图样与文件的编制、签署、更改及标准化等内容,对(电子版)技术图样与文件,进行有效的控制,。
2适用范围适用于产品图样、工艺图样、设计文件和工艺文件的管理。
3职责产品图样及技术文件由专职人员进行管理。
4.产品及技术文件编制和管理4.1术语和定义a.车辆类别代号表明车辆所属分类的代号。
b.主参数代号表明车辆主要特性的代号。
c.产品序号表示主参数代号相同的车辆的投产顺序号。
4.2整车产品型号的构成整车产品型号由企业名称代号、车辆类别代号、主参数代号、产品序号和专用汽车分类代号组成。
a.随车起重运输车随车起重运输车型号标记如下:FT 5 XX企业自定代号:(表示起重机最大额定起升质量); 用途特征号:(表示随车起重运输车);结构特征代号:(表示起重举升车);产品序号:(原车型为0;其余为1、2、3…); 主参数:(表示车的总质量);车辆类别代号:(表示专用车);企业名称代号:(表示公司)标记示例:LIFT5261JSQ10表示公司生产的整车总质量为26吨、最大额定起重量为10吨的随车起重运输车,产品序号为1b.液压起重机型号的构成液压起重机产品型号由用途特征号、最大起重量、臂的结构形式、设计顺序、臂的节数、副臂及副臂的节数组成。
液压起重机产品型号标记如下:S Q 3 Z A 2 (T) J 2副臂伸缩的节数(用数字表示1、2、3…);折叠副臂(用字母“ J ”表示);特殊行业专用起重机(用字母T表示);液压伸缩臂的节数(用数字表示1、2、3…);设计顺序(用字母表示:A B、C…);臂的结构形式(“ S”表示伸缩臂,“ Z”表示折叠臂;“ F”表示折叠臂);最大起重量(用数字表示单位:吨;非随车起重机表示最大工作幅度及起重量);用途特征号(SQ表示随车起重机;GKD表示港口起重机;CD表示船舶起重机;)。
产品图样和技术文件编号管理办法1. 目的1.1 为规范本公司产品设计管理,便于技术文件资料的标识、使用、表明技术文件和图样的不同类型和不同性质;1.2 编号管理方法被有效地运用。
2. 范围本公司所有的技术文件及图样,包括自行设计的产品图纸、零部件图纸、自行编写的技术条件、安装使用说明书、试制鉴定大纲、工艺文件,作业指导书等的编号.3. 参考资料JB/DQZ0133。
9-1985 电工产品图样及技术文件编制导则产品图样及技术文件十进位分类编号法4。
编号方法4。
1 图样和文件组成的形式图样和文件的组成方式有两种:基本代号系统和补充代号系统。
4.1.1 基本代号系统:它由以下三部分组成,它适用于单一类型的产品或组成部分的图样或文件编号a.企业代号b。
特征代号c。
序号基本代号系统排列顺序如下:序号组类特征代号部级特征代号企业代号4.1.2 补充代号系统:它由基本代号系统加上类型序号组成,它适用于具有多个类型的产品或组成部分的图样或文件编号补充代号系统排列顺序如下X类型序号序号组类特征代号部级特征代号企业代号4。
2 编号组成形式的确定原则4。
2.1 企业代号本公司的企业代号为“YCD”.4.2。
2 特征代号特征代号由四个阿拉伯数字组成,自左至右顺次表示级、部、类、组.为了能更明显地区分对象的级别,规定将级的代号与企业代号写在一起(产品及其组成部分以及技术文件的分级详见表1).部、类、组的代号写在企业代号之右。
4.2。
3 序号序号采用四位阿拉伯数字,用以确定在该特征代号范围内的具体编号顺序,称登记序号.4。
2。
4 类型序号对于某一产品或组成部分(组件、部件、零件)在确定其特征代号后,因又不是单一的类型(品种、规格),而是多个类型,在对图样或文件进行编号时,应采用补充代号系统形式,类型序号应按类型数量的多少而定,从阿拉伯数字“1”开始,按数字的连续、递增顺序编定。
4.2。
5 编号时,应在企业代号、特征代号、序号、类型序号间用小圆点“.”隔开(小圆点点在右下角)。
IC S 01.110J04JB/T5054.4-2000产品图样及设计文件编号原则Draw ing and d esign d ocument o f p rod uct—Numbering principles2000-03-30 发布2000-10-01 实施国家机械工业局发布JB/T5054.4-2000前言本标准根据企业中实施计算机辅助设计(CAD)的需要,参照GB/T 17825.3—1999《CA D文件管理编号原则》的规定,对JB/T 5054.4—1999《产品图样及设计文件编号原则》(原ZB/T J01 035.4—90)进行了修改与调整:1.增加了第3章“基本原则”,原第3章调为第4章“一般要求”。
2.增加了不同介质CAD图或设计文件的编号应与企业计算机辅助管理信息分类编码相协调的要求。
3.附录A为“提示的附录”,名称改为“常用设计文件尾注号”并增加了设计决策阶段的设计文件及“早期故障分析”等文件的尾注号。
本标准自实施之日起代替JB/T 5054.4—1999。
本标准由全国技术产品文件标准化技术委员会提出并归口。
本标准起草单位:中国机械工业标准化技术协会、机械科学研究院。
本标准主要起草人:杨东拜、孟宪培。
I11 范围本标准规定了机械工业产品图样及设计文件,包括CAD 图和设计文件(以下简称图样和文件或CA D 文件)编号的基本原则和要求。
本标准适用于机械工业产品图样和文件的编号,企业可参照本标准制定细则。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 17710—1999 数据处理校验码系统JB/T 5054.8—1991 产品图样及设计文件通用件和借用件管理办法 JB/T 8823—1998 机械工业企业计算机辅助管理信息分类编码导则3 基本原则3. 1 图样和文件编号一般可采用下列字符:——0~9阿拉伯数字;——A ~Z 拉丁字母(O 、I 除外); ——短横线、·圆点、/ 斜线。
产品图样及技术文件编号方法
1 范围
本标准规定了产品图样及技术文件代号的组成、分类方法、企业代号、编号办法、编号程序和特征代号分组表。
本标准适用于新产品图样及技术文件的编号,不适用于一次性工程产品图样及技术文件的编号。
2 引用文件
QJ/ML 0001-A 企业技术标准的编号方法
3 代号的组成
公司代码(见表2或QJ/ML 0001-A)
口口.口口口口口口.口
类型序号(用于表格图)
序号
组
类特征代号
部
级
3.1 ML是XX公司有限公司的企业代号。
3.2特征代号由四个阿拉伯数字组成,自左至右表示级、部、类、组。
为了更明显地区分对象的级别,规定将级的代号写在企业代号之左。
3.3序号用三位阿拉伯数字组成,用以确定在该特征代号范围内的具体编号顺序。
3.4类型序号用以表示同一特征代号的不同类型,用于表格图的编号。
按类型数量的多少,从“1”开始依次递增。
3.5为了统一代号的书写方式,规定在企业代号与部代号之间,组代号与序号之间,序号与类型序号之间分别用小圆点分隔开(小圆点在右下角)。
4 分类方法
4.1本公司产品图样及技术文件采用十进位分类法进行编号。
是将产品图样及技术文件,按其特征、用途或内容分为N级,每级分N部,每部分N类,每类分N组,由级、部、类、组四位数字组成特征代号作为编号的基础。
4.2各级的内容见表1。
表1 各级内容
5 XX公司有限公司的代码
公司代码见表2。
6 编号办法
6.1基本要求
6.1.1每一产品及其组成部分(组件、部件、零件)的图样,都应以一物一号为原则编定代号。
代号的使用具有唯一性,即代号不允许重复使用,一个代号只能用于一个对象。
6.1.2代号应按表3及表5~表8规定的名称及特征代号选取。
如零、部件特殊,在分组表中找不到相应的名称时,可选取与之近似的名称,必要时可提出建议,由标准化室统一补充新内容。
6.1.3零、部件的名称可按其特征或用途选定。
但通用性很大的零部件,其名称应按其特征选定。
例如:接地用起导电作用的双头螺栓,应叫螺栓,而不叫导电杆。
如根据用途选定的名称,既能代表用途,又能代表特征时,应按用途选定名称。
例如:起轴作用的圆柱体,应叫轴而不叫圆柱体、杆、棒等。
6.1.4为便于识别,在名称前、后可增加表明位置或区分的字,例如:可用左框、右框、底框;立柱(前)、立柱(后)或框1、框2、立柱(A)、立柱(B)等。
6.1.5如果部件没有自己的专用名称,可以按组成部件的主要零件的名称来取名。
6.2图样的代号
6.2.1单一类型的产品、组件、部件和零件的图样应单独绘制并按一图一号原则编定代号,这种图样的代号中不应带有类型序号。
6.2.2多类型的产品、组件、部件和零件宜绘成表格图。
图样代号在标题栏中仅写出基本代
号;在图上的表格中第1栏依次列出各种类型代号。
例如:某轴有3种形状相似的类型,绘成表格图。
标题栏的图样代号为8ML.206.018,在表格中依次列出各类型代号:8ML.206.018.1、8ML.206.018.2、8ML.206.018.3。
6.2.3在表格式装配图的明细栏中,应将各组成部分的序号,依递增顺序完全填入,对可变部分则在相应栏填写“见表”,同时将可变部分列入类型表格中,但类型表格中可变的内容序号应与明细栏中的序号一致。
6.2.4同一产品、组件、部件和零件采用数张图样绘制时,各张图应使用同一代号,并在标题栏中填写“第×张”、“共×张”。
6.2.5通用件的代号按QJ/ML0001-A的规定。
6.3技术文件的代号
6.3.1技术文件的代号一般按表3的规定进行编定。
表3 技术文件代号
表3(续)
表3(续)
6.3.2下列设计文件的代号,由产品的型号(组件代号)或装配图代号加特定的尾注号组成,见表4。
表4
7 代号编定程序和管理
7.1新产品图样及技术文件的代号实施由技术人员申请、统一编定的管理办法。
7.2将本标准输入计算机网,可以网上共享,方便技术人员在网上按分组表选定名称及特征
代号。
为便于登记,申请序号时,要求提供产品型号、零部件名称或技术文件名称、技术人员姓名等。
7.3建立“产品图样及技术文件编号登记本”,由专人负责编号和登记,登记内容有:特征代号、名称、序号、产品型号、技术人员名字、登记日期。
7.4作废的图样及技术文件,其代号也随着作废,不允许再次使用。
7.5引进图样及技术文件原代号在产品试制阶段可沿用,但正式生产图样和设计文件必须转化成本公司的代号。
8 产品、部件、组件、零件分组表
8.1产品的分组表见表5,适用于产品总装配图编号。
8.2部件的分组表见表6,适用于部件图样编号。
8.3组件的分组表见表7,适用于组件图样编号。
8.4零件的分组表见表8,适用于零件图样编号。
表5 产品分组表
表6 部件分组表
表6(续)
表6(续)
表6(续)
表6(续)
表6(续)
表7 组件分组表
表8 零件分组表
表8(续)
表8(续)
表8(续)
表8(续)
表8(续)。