宝元系统&调机简易说明(车床)
- 格式:pdf
- 大小:166.34 KB
- 文档页数:15
大宝元系统作业流程教材(一)
大宝元系统是一个基于Web的学习管理平台,它主要用于学校、教育
机构、企业等组织控制并管理他们的教学、人力资源和培训流程。
为了让用户更好地掌握大宝元系统的作业流程,大宝元针对教师和学
生两类用户推出了相关的教材。
以下是大宝元系统作业流程教材的主要内容。
一、教师端作业流程介绍
1. 登录界面:介绍了教师如何登录系统。
2. 个人中心:介绍了教师个人中心的功能,包括个人信息、修改密码、站内信等。
3. 作业管理:详细介绍了教师如何创建、发布、查看、修改和删除作业。
4. 批改作业:详细介绍了教师如何访问学生提交的作业、下载作业文件、批改作业和给予评分。
5. 统计分析:详细介绍了教师如何通过统计分析功能,查看学生的提
交情况、成绩分布、作业质量等。
二、学生端作业流程介绍
1. 登录界面:介绍了学生如何登录系统。
2. 个人中心:介绍了学生个人中心的功能,包括个人信息、修改密码、站内信等。
3. 作业管理:详细介绍了学生如何查看、提交和撤销作业。
4. 查看成绩:详细介绍了学生如何查看作业的成绩和评语。
5. 学习反馈:详细介绍了学生如何通过学习反馈功能,反馈自己的学
习问题,与教师进行互动交流。
以上是大宝元系统作业流程教材的主要内容,通过这些教材,用户可
以快速掌握大宝元系统的作业流程,并充分利用这一教学管理软件。

•650精雕机、宝元628系统说明【机械之家数控讯】650精雕机是一款全自动数控加工中心,具有四轴精雕机的特性。
该机器可在线自动安装工件,自动定位,无需人工控制坐标系。
该机器操作简单,适合机械加工行业的自动化应用。
同时也适合数控系统集成商制造大型自动车床、龙门铣床等设备使用。
并且对于不同行业可以定制不同的加工工艺和加工过程以达到自己更高的加工要求;宝元628全自动数控加工中心为全封闭式设计,采用微处理器+ PLC+变频器的组合产品;配备自动定位功能、数控系统操作更方便、稳定可靠;同时具有多轴精雕机的特点,不仅可以满足加工工艺需求还可以提高生产效率、降低生产成本。
下面为大家介绍该机器操作步骤和注意事项。
o 1.操作前先要检查机器,确定没有异常才能开机。
先打开系统的PLC。
再启动一下机床,查看一下定位是否正确。
然后打开机床电源开关,这时的PLC是关闭的,但是需要观察好机床的供电是不是正常的。
接着再打开PLC电源开关,这时的PLC是开启的,然后看到数控系统界面就是已经启动的状态。
我们可以看到:此时的PLC程序正在运行中。
此时我们要检查各个传感器,看看它们是否工作正常,如果不是则需要立即停机检修,同时要停止机床的运行从而保证生产安全。
打开机床电源开关之后,先关闭机床电源开关,然后开启开关并将机器调到高档位置,在机床停止的时候,把机床电源开关打开并确认好机床电源开关为正常状况后,再关闭机床电源开关并且将机床电源开关切换到高档位置就可以了.当机床停止运行后我们把机床电源开关调到高档位置之后机器电源就会自动开始运转了。
o 2.开机后,观察设备的运行状态和刀库设置状态在机器可以正常运转的情况下,就可以使用设备了。
设备操作分为两部分:a.系统:打开数控系统软件,找到“雕刻主轴”,按照数控主轴上的按键进行快速操作并等待几秒钟,观察机器运行状态,如果机器运转正常,则设备处于运行状态,否则机器处于低速运转状态,需要等待几秒钟待机,然后再进行下一步操作。
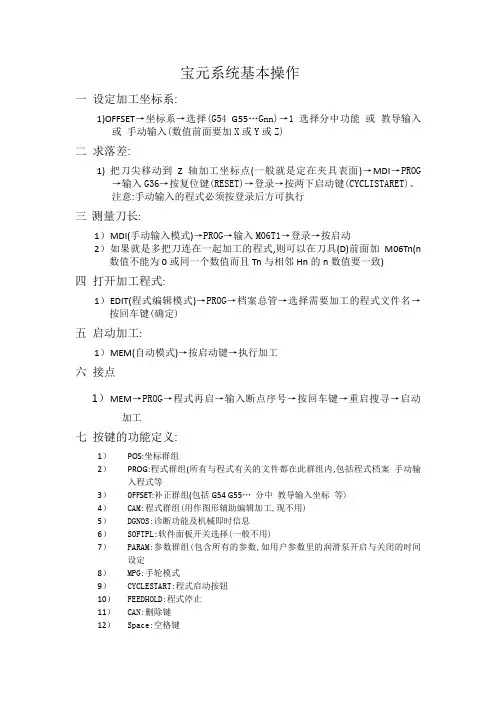
宝元系统基本操作一设定加工坐标系:1)OFFSET→坐标系→选择(G54 G55…Gnn)→1选择分中功能或教导输入或手动输入(数值前面要加X或Y或Z)二求落差:1)把刀尖移动到Z轴加工坐标点(一般就是定在夹具表面)→MDI→PROG→输入G36→按复位键(RESET)→登录→按两下启动键(CYCLISTARET)。
注意:手动输入的程式必须按登录后方可执行三测量刀长:1)M DI(手动输入模式)→PROG→输入M06T1→登录→按启动2)如果就是多把刀连在一起加工的程式,则可以在刀具(D)前面加M06Tn(n 数值不能为0或同一个数值而且Tn与相邻Hn的n数值要一致)四打开加工程式:1)E DIT(程式编辑模式)→PROG→档案总管→选择需要加工的程式文件名→按回车键(确定)五启动加工:1)M EM(自动模式)→按启动键→执行加工六接点1)M EM→PROG→程式再启→输入断点序号→按回车键→重启搜寻→启动加工七按键的功能定义:1)POS:坐标群组2)PROG:程式群组(所有与程式有关的文件都在此群组内,包括程式档案手动输入程式等3)0FFSET:补正群组(包括G54 G55…分中教导输入坐标等)4)CAM:程式群组(用作图形辅助编辑加工,现不用)5)DGNOS:诊断功能及机械即时信息6)SOFTPL:软件面板开关选择(一般不用)7)PARAM:参数群组(包含所有的参数,如用户参数里的润滑泵开启与关闭的时间设定8)MPG:手轮模式9)CYCLESTART:程式启动按钮10)FEEDHOLD:程式停止11)CAN:删除键12)Space:空格键八本地网络设置:。
- 1 -
宝元6090系统面板讲解
软件开发是一项庞大而复杂的工程,需要从系统的分析、设计到
实现全部由专业人员来完成。每个步骤都有它的主次之分,任何步骤
出错都会影响到最终结果,所以在进行系统设计时,我们必须小心谨
慎地处理好各个细节问题。
首先要做好整体架构设计和功能规划。宝元6090开发环境采用
模块化设计方法,将开发环境的模块化设置与功能结合起来,通过不
同的组合可以满足不同类型客户对于系统开发的需求;其次,要注意
代码编写质量。代码质量直接关乎着系统的运行效率及稳定性,因此,
为了保证系统的高效运转,我们应该尽力提升自己的代码编写水平,
使得代码具备良好的扩展性和易维护性。另外,还要重视测试环节。
测试阶段是检验产品是否符合预期目标的唯一途径,只有经历严格的
测试才能确认产品是否达到了既定的技术指标或者说是否存在潜在
风险。总之,在软件开发中,除了上述几点之外,还要考虑很多细枝
末节的东西,比如数据库的选择等等。但无论怎样,我们始终坚信:
“细节决定成败”!
宝元LNC-M500系列铣床控制器程式手册宝元LNC-M500系列铣床控制器程式手册1:系统概述1.1 控制器硬件组成1.2 控制器软件功能1.3 控制器特点和优势2:控制器安装与连接2.1 系统安装环境要求2.2 控制器硬件连接2.3 控制器软件安装和设置3:控制器操作界面3.1 主界面介绍3.2 仪表和指示灯说明3.3 菜单栏功能介绍3.4 快捷键和操作指南4:配置控制器参数4.1 系统参数设置4.2 通信参数设置4.3 运动参数设置4.4 自定义参数设置5:程序编写和编辑5.1 程序编写语言简介5.2 基本程序编写规则5.3 程序编辑器功能介绍6:程序加载和运行6.1 程序加载方法6.2 单步运行和连续运行6.3 编辑中的程序运行7:外设设备连接与设置7.1 数控铣床连接设置7.2 手持脉冲发生器连接设置 7.3 其他外部设备连接方法8:报警与故障处理8.1 常见报警代码及解决方法8.2 故障处理流程9:控制器维护与保养9.1 定期维护与保养计划9.2 维修和更换零部件指南10:附录10:1 控制器规格参数10:2 控制器输入输出定义10:3 控制器软件版本说明本文档涉及附件:1:图纸附件:宝元LNC-M500系列铣床控制器外观图2:连接图附件:宝元LNC-M500系列铣床控制器接线图本文所涉及的法律名词及注释:1:控制器:指宝元LNC-M500系列铣床控制器。
2:程式:指数字化编写的控制器程序。
3:数控铣床:指使用数控系统进行控制和加工的铣床设备。
宝元操作说明新版1.1宝元528(5800)系统⾯板1.2功能区群组1.3模式功能区1.4按键区2宝元528(5800)系统操作使⽤2.1⼀般操作流程:1)开机---回机床原点---⼯件分中----对⼑-----拷贝加⼯程序----选择程序进⾏开档---切换到⾃动模式(⾃动模式)---⼿轮模拟(F2)-----启动(CYCLE START)2)回原点:ZRN---启动(CYCLE START)(直到⾯板上HOME指⽰类亮为⽌,表⽰回原点完成3)分中:补偿----座标系设定----矩形中⼼---设X1,X2,Y1,Y2,(为四⾯分中)对⼑:补偿---座标系设定----⼀般设定---设Z。
5)拷贝程序:编辑模式---PROG—档案总管---复制档案----选择E或Z盘----选择要加⼯的⽂件名----确定⽂件名----将加⼯⽂件进⾏开档。
2.2常⽤命令:1)移动⾄要加⼯⼯件的中⼼点(下例为:G54座标系来说明的)按下《⼿动输⼊》输⼊“G54G0X0Y0”--按下《登录》--按下《启动(CYCLE START)》2)输⼊主轴转速⼿动输⼊—输⼊“M3S10000”---登录----启动(CYCLE START);M3表⽰主轴正转,S10000表⽰转速值为每分钟10000转。
3)加⼯前座标偏移(机床重启后数值不变,应注意在加⼯另⼀⼯序时改为0)补偿---座标系设定----移动光标⾄0座标系----输⼊您想要偏移的轴及值---确定(按回车键)(例如:输⼊“Z10”,表⽰在G54座标系的基础上将Z轴抬⾼10MM。
)4)加⼯中偏移座标(⼿轮中断,机床重启后⾃动归0)按下程序暂停(FEED HOLD,灯亮)---F3(⼿轮中断)---按下座标---按下《⼿轮中断》----⽤⼿轮移动你想要偏移的轴和值。
注:A:未重新启动时,这偏移值仍然有效,在加⼯另⼀⼯序时应⽤⼿轮中断功能将该⼿轮移动值移动为零。
B:⼿轮中断有模式控制锁定的,在⾃动模式(⾃动模式)下的程序暂停的情形下,按下操作⾯板上的F3才能启动⼿轮中断功能(⼿轮插⼊功能)。
新机调机简易说明一:通电(1):通电前确认事项1:所有焊接信号线需正向测量一边,反向测量一边确认信号线接线正确无误2:确认输入总电源电压为为380V(2):通电1:将所有电箱内通电开关关闭2:测量电箱内开关输入及输出(三相AC220V,三相AC380V,AC24V,DC24V)无短路,确认主电路接线无误。
3:将主机后背DC24V输入插头拔除,安川输入三相电源插头拔除,安川开关电源插头拔除。
4:主轴伺服及变频器通电,先送确认变频器电源开关,测量输入端三相电压为AC380V,无缺相后,打开开关确认变频器正常后。
5:安川伺服通电,先确认伺服驱动器电源开关输入端电压为AC220V,无缺相,打开电源开关,测量安川伺服主电源端子三相电压为AC220V,无缺相,再确认安川开关电源电压二相为AC220V。
三轴伺服相同测试方法,确认后断电插入安川电源主电路及开关电源输入端子,通电测试伺服是否正常。
6:系统电源通电:先确认系统电源开关输入电压为二相AC220V,打开电源开关,确认主轴电源输入电压为AC220V,用万用表DC5V,DC12V输出电压正确,再确认到主机DC24V电源端子直流电压是否为DC24V,正负是否正确(可查看主机后背DC24V母座标示)。
以上确认正确后可进行下部操作二:参数汇入功能1:联网上传资料新机过来请将系统参数651号设为1,并关机重启,开机后设定机台IPPARAM→网络设定→设定IP如下范例控制器端IP 172.17.90.9子网屏蔽255.255.255.0预设网关172.17.90.1计算机端IP 172.17.90.10子网屏蔽255.255.255.0预设网关172.17.90.1设定IP后系统关机重启,开启计算机端ReCON – Maintenance联网软件,机台联线设定控制器的IP172.17.90.9,单击联机。
控制器端会出现联机授权画面。
授权后→机台参数→设定参数所在路径→控制器端压下急停→选择要上传的项目→单击上传。
宝元系统基本操作一设定加工坐标系:1)OFFSET→坐标系→选择(G54 G55…Gnn)→1选择分中功能或教导输入或手动输入(数值前面要加X或Y或Z)二求落差:1)把刀尖移动到Z轴加工坐标点(一般是定在夹具表面)→MDI→PROG→输入G36→按复位键(RESET)→登录→按两下启动键(CYCLISTARET)。
注意:手动输入的程式必须按登录后方可执行三测量刀长:1)M DI(手动输入模式)→PROG→输入M06T1→登录→按启动2)如果是多把刀连在一起加工的程式,则可以在刀具(D)前面加M06Tn (n数值不能为0或同一个数值而且Tn与相邻Hn的n数值要一致)四打开加工程式:1)E DIT(程式编辑模式)→PROG→档案总管→选择需要加工的程式文件名→按回车键(确定)五启动加工:1)M EM(自动模式)→按启动键→执行加工六接点1)M EM→PROG→程式再启→输入断点序号→按回车键→重启搜寻→启动加工七按键的功能定义:1)POS:坐标群组2)PROG:程式群组(所有与程式有关的文件都在此群组内,包括程式档案手动输入程式等3)0FFSET:补正群组(包括G54 G55…分中教导输入坐标等)4)CAM:程式群组(用作图形辅助编辑加工,现不用)5)DGNOS:诊断功能及机械即时信息6)SOFTPL:软件面板开关选择(一般不用)7)PARAM:参数群组(包含所有的参数,如用户参数里的润滑泵开启与关闭的时间设定8)MPG:手轮模式9)CYCLESTART:程式启动按钮10)FEEDHOLD:程式停止11)CAN:删除键12)Space:空格键八本地网络设置:(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注)。