转速切削速度
- 格式:ppt
- 大小:429.50 KB
- 文档页数:21
切削速度值计算公式切削速度是指刀具在切削加工过程中的线速度,是切削加工中的重要参数之一。
切削速度值的计算对于加工质量和效率有着重要的影响。
在切削加工中,切削速度值的选择直接影响到切削加工的效率和刀具的使用寿命。
因此,了解切削速度值的计算公式是非常重要的。
切削速度值的计算公式可以根据切削加工的具体情况来确定,一般来说,切削速度值的计算公式可以表示为:Vc = π× D × n。
其中,Vc表示切削速度值,单位为m/min;π表示圆周率,取3.14;D表示刀具直径,单位为mm;n表示主轴转速,单位为r/min。
通过这个计算公式,我们可以很容易地计算出切削速度值。
在实际的切削加工中,我们可以根据这个公式来选择合适的切削速度值,以确保切削加工的效率和质量。
在实际的切削加工中,切削速度值的选择需要考虑多个因素。
首先,我们需要考虑刀具的材料和硬度。
不同材料和硬度的刀具,其适用的切削速度值也是不同的。
通常来说,硬度较高的刀具适用的切削速度值较低,而硬度较低的刀具适用的切削速度值较高。
其次,我们还需要考虑工件材料和硬度。
不同材料和硬度的工件,其适用的切削速度值也是不同的。
通常来说,硬度较高的工件适用的切削速度值较低,而硬度较低的工件适用的切削速度值较高。
此外,我们还需要考虑切削加工的类型和要求。
对于粗加工,一般可以选择较高的切削速度值,以提高加工效率;而对于精加工,一般需要选择较低的切削速度值,以保证加工质量。
在实际的切削加工中,我们可以根据这些因素来选择合适的切削速度值。
通常来说,我们可以根据刀具和工件的材料和硬度,以及切削加工的类型和要求,来确定合适的切削速度值范围。
然后,根据实际情况和经验,来选择具体的切削速度值。
在选择切削速度值时,我们还需要考虑切削加工的稳定性和安全性。
通常来说,切削速度值过高会导致切削加工的不稳定性和安全隐患,而切削速度值过低会导致加工效率低下。
因此,在选择切削速度值时,我们需要综合考虑各种因素,以确保切削加工的稳定性和安全性。
拉刀加工槽时切削速度计算在进行拉刀加工槽时,切削速度的计算是十分重要的。
切削速度不仅会影响切削时间的长短,还会直接影响加工质量和刀具寿命。
下面将介绍一种常用的计算方法,并给出一个实际案例进行解析。
切削速度的计算需要根据具体的加工情况进行确定,以下是一个常用的计算公式:切削速度(VC)=π×刀具直径(D)×主轴转速(n)其中,刀具直径(D)以毫米为单位,主轴转速(n)以转/分钟为单位。
接下来,我们通过一个实际案例进行切削速度的计算。
案例:企业需要对一种硬度为HRC50的304不锈钢工件进行拉刀加工槽。
刀具直径为16mm,主轴转速为600转/分钟。
请计算切削速度。
解析:根据给定的数据,我们可以将其代入上述的切削速度计算公式中进行计算。
刀具直径(D)= 16mm主轴转速(n)=600转/分钟切削速度(VC)= π × 16mm × 600转/分钟首先,我们需要将主轴转速(n)转换为秒单位。
1分钟=60秒,所以主轴转速(n)=600转/分钟=600/60=10转/秒切削速度(VC)= π × 16mm × 10转/秒接下来,我们计算切削速度的具体数值。
切削速度(VC)= 3.14 × 16mm × 10转/秒= 502.4 mm/秒所以,切削速度为502.4 mm/秒。
切削速度的计算对于拉刀加工槽的工艺参数确定至关重要。
正确设置切削速度不仅可以提高产品加工的效率和质量,还可以延长刀具的使用寿命,减少切削过程中的磨损和刀具断裂的风险。
因此,在实际工作中,必须根据实际情况和经验值来选择合适的切削速度。
同时,在切削速度计算中,还应考虑到切削液的使用和冷却系统的稳定性,以保证加工过程的顺利进行。
刀具转速计算公式刀具转速是在机械加工中非常重要的参数之一,它直接影响着切削加工的效率和质量。
在进行切削加工时,刀具的转速需要根据材料的硬度、切削深度、切削速度等因素进行合理的计算和选择。
本文将介绍刀具转速的计算公式及其应用。
刀具转速计算公式的基本原理是根据切削速度和刀具直径之间的关系来确定刀具的转速。
切削速度是指在切削过程中刀具切削材料的线速度,它是刀具转速和刀具直径的函数。
刀具转速计算公式可以表示为:N = (1000 V) / (π D)。
其中,N表示刀具的转速,单位为转/分钟;V表示切削速度,单位为米/分钟;D表示刀具的直径,单位为毫米;π表示圆周率,取3.14。
在实际应用中,切削速度是根据材料的硬度和切削工艺来确定的。
一般来说,硬度较高的材料需要较低的切削速度,而硬度较低的材料则需要较高的切削速度。
刀具的直径也是根据加工件的尺寸和形状来选择的。
因此,刀具转速计算公式可以帮助工程师根据具体的加工要求来确定刀具的转速,从而实现高效、高质量的切削加工。
除了上述的基本刀具转速计算公式外,还有一些特殊情况下的计算方法。
例如,在车削加工中,如果需要根据车刀刀尖半径和工件直径来确定刀具转速,可以使用以下公式:N = (1000 V) / (π D + π R)。
其中,R表示车刀刀尖半径,单位为毫米。
这个公式可以更精确地计算车刀的转速,从而提高车削加工的精度和效率。
另外,在铣削加工中,刀具的转速也是非常重要的参数。
铣削刀具的转速计算公式可以表示为:N = (1000 V) / (π D n)。
其中,n表示铣削刀具的刀齿数。
这个公式可以根据铣削刀具的刀齿数来确定合理的转速,从而实现高效的铣削加工。
在实际应用中,刀具转速的计算不仅仅是根据公式来确定的,还需要考虑到具体的加工情况和经验。
工程师在进行切削加工时,需要根据材料的特性、加工件的要求以及刀具的性能来综合考虑,从而确定合理的刀具转速。
此外,还需要根据实际情况对刀具转速进行调整和优化,以实现最佳的加工效果。
切削速度值计算公式在机械加工领域,切削速度是一个非常重要的参数,它直接影响着加工效率和加工质量。
切削速度值的计算对于机械加工过程中的刀具选择、切削参数确定等方面都具有重要的意义。
本文将从切削速度值的定义、计算公式以及影响因素等方面进行介绍。
一、切削速度值的定义。
切削速度是指刀具在加工过程中相对于工件表面的线速度,通常用Vc来表示,单位是m/min。
切削速度的大小直接影响着切削热量的产生和刀具的磨损情况,因此在实际加工中需要根据工件材料和刀具材料等因素来确定合适的切削速度值。
二、切削速度值的计算公式。
切削速度值的计算公式通常采用下面的公式来表示:Vc = π× D × n。
其中,Vc表示切削速度,π表示圆周率,D表示刀具直径,n表示主轴转速。
由此可见,切削速度值与刀具直径和主轴转速有直接的关系,通过调整这两个参数可以控制切削速度的大小。
三、影响切削速度值的因素。
1. 刀具材料。
不同的刀具材料对切削速度的要求也不同。
通常来说,硬度较高的刀具材料可以承受更高的切削速度,而且还能够提高刀具的使用寿命。
因此在选择刀具材料时需要考虑到切削速度的要求。
2. 工件材料。
不同的工件材料对切削速度的要求也不同。
一般来说,硬度较高的工件材料需要较低的切削速度,而硬度较低的工件材料则可以采用较高的切削速度。
因此在加工不同材料的工件时需要根据具体情况来确定切削速度的数值。
3. 主轴转速。
主轴转速是影响切削速度的重要因素之一。
通过调整主轴转速可以改变切削速度的大小,从而适应不同的加工要求。
在实际加工中需要根据刀具直径和工件材料等因素来确定合适的主轴转速。
四、切削速度值的应用。
切削速度值的计算对于机械加工过程中的刀具选择、切削参数确定等方面都具有重要的意义。
合理的切削速度值可以提高加工效率,减少刀具磨损,提高加工质量。
因此在实际加工中需要根据具体情况来确定合适的切削速度值,以达到最佳的加工效果。
总之,切削速度值的计算是机械加工中的重要内容,它直接影响着加工效率和加工质量。
vc切削速度公式VC切削速度公式是机械加工中常用的一个重要公式,它表达了切削速度与刀具直径、旋转速度之间的关系。
这个公式在金属切削、雕刻、雕铣、切割等领域都非常有用。
那么,让我们来详细了解一下VC切削速度公式吧。
首先,VC公式中的V代表切削速度,一般用m/min来表示。
C代表理论周长,单位为mm,通常是指刀具周长。
我们可以将公式表示为:Vc=π×C×n/1000其中,n表示刀具转速,单位为r/min。
这个公式的意义在于,在机械加工中,可以通过合理地计算刀具的切削速率来提高生产效率,减少加工时间和成本,并且可以降低刀具磨损和制造废品的风险。
这对生产效率和经济效益都非常重要。
对于不同的材料和加工方式,VC公式中的参数也会有所不同。
例如,对于铸铁,由于其具有较低的切削性和硬性,VC值通常较低;而对于钢材,VC值较高。
同样的,刀具的直径和转速也会因材质和加工要求而异。
除此之外,在使用VC公式时,还需要注意以下几点:1. 刀具要做好切削前的准备。
要保证刀具的清洁和正确安装,避免出现偏差或其他不必要的问题。
2. 要进行准确的切削速度计算。
不要盲目地提高切削速度,否则会导致刀具的损坏或不稳定的加工质量。
3. 要定期检查刀具的切削性能。
这些包括切削力、切削温度、切削深度和刀具磨损等指标。
总之,VC切削速度公式是机械加工中不可或缺的公式之一。
通过合理使用这个公式,我们可以提高生产效率和经济效益,实现机械加工的高品质和高效率。
对于从事机械加工的工人和工程师来说,这个公式是必须要掌握并善加利用的。

外圆加工转速计算公式在机械加工中,外圆加工是常见的工艺之一。
外圆加工包括车削、磨削、镗削等多种加工方法,其中车削是最常用的一种。
在进行外圆加工时,转速的选择对加工质量和效率有着重要的影响。
因此,正确地计算外圆加工的转速是非常重要的。
外圆加工转速的计算涉及到一些基本的物理学原理和机械加工的知识。
在进行外圆加工时,为了保证加工质量和工件的表面粗糙度,需要选择合适的切削速度。
切削速度是指刀具在加工过程中切削工件的线速度,它是影响加工表面粗糙度和切削温度的重要参数。
在外圆加工中,切削速度的选择需要根据工件材料、刀具材料、刀具类型等因素来确定。
外圆加工转速的计算公式如下:n = 1000 V / (π D)。
其中,n为转速(单位,r/min),V为切削速度(单位,m/min),D为工件直径(单位,mm)。
在使用这个公式进行转速的计算时,需要首先确定切削速度。
切削速度的选择需要根据工件材料和刀具材料来确定。
一般来说,对于不同的工件材料,其切削速度的选择也会有所不同。
例如,对于碳钢、合金钢等普通钢材,其切削速度一般在30-60m/min之间;而对于不锈钢、铸铁等材料,其切削速度则需要在20-40m/min之间。
确定了切削速度后,就可以根据工件直径和上述公式来计算出转速。
例如,对于直径为100mm的工件,切削速度为40m/min的情况下,其转速计算如下:n = 1000 40 / (π 100) ≈ 1273r/min。
通过这个计算,我们可以得到在这种情况下,外圆加工的转速应该在1273r/min左右。
在进行外圆加工转速的计算时,还需要考虑到刀具的最大转速。
刀具的最大转速是指刀具在不发生破裂、变形的情况下所能承受的最大转速。
在进行转速的选择时,需要确保所选择的转速不超过刀具的最大转速,否则会对刀具造成损坏,甚至发生危险。
除了刀具的最大转速外,还需要考虑工件的加工精度和表面粗糙度。
在进行外圆加工转速的选择时,需要根据工件的要求来确定转速。
切削速度和进给速度公式切削速度的计算公式主要取决于切削刀具的直径和切削区域的周长。
常见的切削速度公式如下:Vc=π×D×n其中,Vc代表切削速度(单位是米/分钟),D代表刀具直径(单位是毫米),n代表主轴转速(单位是转/分钟)。
进给速度的计算公式通常包括两种形式:进给速度和进给率。
进给速度表示单位时间内工件的前进距离,而进给率表示单位时间内工件在切削过程中被切削的材料量。
进给速度的计算公式如下:Vf=N×f×Z其中,Vf代表进给速度(单位是毫米/分钟),N代表主轴转速(单位是转/分钟),f代表每齿进给量(单位是毫米/齿),Z代表刀具齿数。
进给率的计算公式如下:fz = f × Z × n其中,fz 代表进给率(单位是毫米/分钟),f 代表每齿进给量(单位是毫米/齿),Z 代表刀具齿数,n 代表主轴转速(单位是转/分钟)。
需要特别注意的是,切削速度和进给速度的具体数值需要根据实际情况进行调整和优化。
不同材料、不同工艺和不同切削条件下,所使用的切削速度和进给速度可能存在较大差异。
在实际应用中,切削速度和进给速度的选择通常需要考虑以下几个因素:1.材料硬度:通常情况下,硬度较高的材料需要使用较低的切削速度和进给速度,以避免刀具过快磨损。
2.切削刀具:不同切削刀具的切削速度和进给速度存在一定差异,需根据刀具特性进行选择。
3.机床性能:机床的主轴转速和进给速度对切削速度和进给速度的选择也有一定的限制。
4.切削过程:对于不同的切削过程(如粗加工、精加工等),切削速度和进给速度的选择也存在差异。
总之,切削速度和进给速度是工业加工过程中重要的参数,其选择需要综合考虑材料、刀具、机床和加工要求等方面的因素,并根据实际情况进行调整和优化。
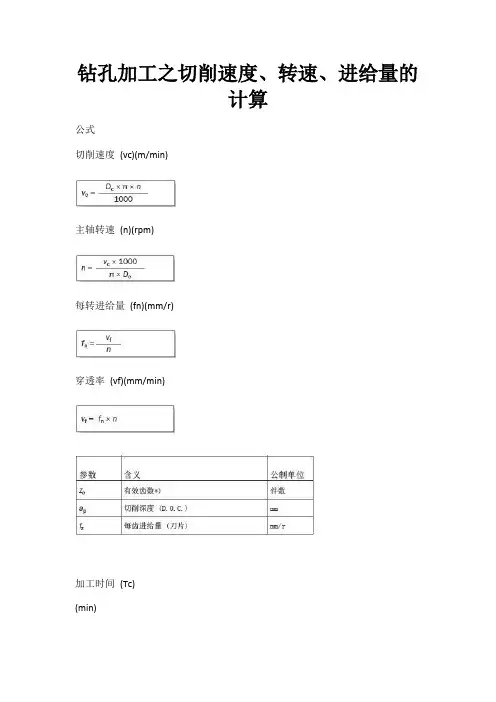
钻孔加工之切削速度、转速、进给量的计算公式切削速度(vc)(m/min)主轴转速(n)(rpm)每转进给量(fn)(mm/r)穿透率(vf)(mm/min)加工时间(Tc)(min)净功率要求(Pc)(kW)扭矩(Mc)(Nm)特定切削力force (kc)(Nm/mm2)进给力(Ff)(N)用于整体式钻头:(CoroDrill Delta-C,型号840) fz = fn/2kr = 70°γ0 = 30°用于可转位刀片钻头:(CoroDrill 880)fz = fnkr = 88°γ0 = 15°钻削定义钻削生产率与穿透率vf密切相关。
可转位刀片钻头–一个中心刀片和一个周边刀片中心刀片从切削速度零工作至50%的vc最大值,周边刀片从50%的vc最大值直至vc最大值。
中心刀片形成锥形切屑,而周边刀片形成类似于使用大切削深度在内圆车削中形成的切屑。
整体式和焊接硬质合金钻头从中心到周边的两个切削刃。
背锥整体式或焊接硬质合金钻头在其外径稍加研磨成一定锥度,以提供间隙防止钻头卡滞在孔中。
孔深最大推荐孔深度计算刀具寿命刀具寿命(TL)可以用米表示的距离、孔数或分钟数来测量。
理论示例:Dc 20 mm vc = 200m/min n = 3184 rpmfn = 0.20 mm/r,孔深50 mmTL(m):15 mTL(孔数):15 x 1000/50 = 300个孔TL(min):15 x 1000/vf = 15 x 1000/(fn xn)= 15 x 1000 /(0.20 x 3184)= 23 min钻削中最常用的刀具寿命准则为后刀面磨损量。
刀具寿命取决于:•切削参数•硬质合金材质和刀片槽型•工件材料•直径(小钻头在较短时间内通过较长的距离)•孔深(许多短孔意味着多次进刀/退刀,这降低刀具寿命)•稳定性。
转速和进给速度计算公式
转速和进给速度是机械加工中非常重要的参数,正确的计算可以有效提高加工效率和产品质量。
以下是转速和进给速度的计算公式: 1. 转速计算公式:
n=1000×V÷(π×d)
其中,n表示转速,单位为r/min;V表示切削速度,单位为m/min;d表示刀具直径,单位为mm。
2. 进给速度计算公式:
f=n×Z×z
其中,f表示进给速度,单位为mm/min;n表示转速,单位为r/min;Z表示每齿进给量,单位为mm;z表示刀齿数。
以上是转速和进给速度的计算公式,需要根据具体的情况进行计算。
在实际操作中,还需注意选择合适的刀具、切削参数和加工方式,以达到最佳的加工效果和质量。
- 1 -。
切削参数计算公式切削参数计算是机械加工中非常重要的一环,它决定了整个加工过程的效率和质量。
在进行切削参数计算时,需要考虑多个因素,如切削速度、进给速度、切削深度等。
下面我们将介绍一些常用的切削参数计算公式,帮助加工人员更好地确定合适的切削参数。
1.切削速度的计算公式:切削速度是指工件表面上单位时间内被切削刀具切削的长度,通常用m/min 来表示。
切削速度的计算公式为:Vc=π×D×n其中,Vc 为切削速度,单位为m/min;D 为刀具的直径,单位为mm;n 为主轴转速,单位为r/min。
2.进给速度的计算公式:进给速度是指切削刀具在工件上运动的速度,通常用mm/r 来表示。
进给速度的计算公式为:F=f×n其中,F 为进给速度,单位为mm/r;f 为每齿进给量,单位为mm,通常由刀具制造商提供;n 为主轴转速,单位为r/min。
3.切削深度的计算公式:切削深度是指刀具切入工件内部的深度,通常用mm 来表示。
切削深度的计算公式为:ae = ft×n其中,ae 为切削深度,单位为mm;ft 为切削时每齿的切削厚度,单位为mm;n 为主轴转速,单位为r/min。
4.主轴转速的计算公式:主轴转速是指主轴每分钟旋转的圈数,通常用r/min 来表示。
主轴转速的计算公式可以根据切削速度和刀具直径来确定,公式为:n=Vc/(π×D)其中,n 为主轴转速,单位为r/min;Vc 为切削速度,单位为m/min;D 为刀具的直径,单位为mm。
5.铣削切削力的计算公式:铣削切削力是在铣削过程中刀具对工件作用的力,通常用N(牛顿)来表示。
铣削切削力的计算公式为:Ft = Kc×ae×ap×fr其中,Ft 为铣削切削力,单位为N;Kc 为切削力系数;ae 为切削深度,单位为mm;ap 为轴向进给深度,单位为mm;fr 为切削速度,单位为mm/min。
主轴转速和切削速度的关系主轴转速和切削速度是机械加工中重要的参数。
它们之间的关系对加工结果和工件质量有着重要的影响。
在本文中,我们将深入探讨主轴转速和切削速度之间的关系,并分析其对加工效率和工件表面质量的影响。
同时,我们将分享对这两个参数的观点和理解。
首先,我们来看一下主轴转速和切削速度的定义。
主轴转速是机床主轴每分钟旋转的圈数,通常以转/分钟(RPM)或转/秒(RPS)为单位。
切削速度是工件上切削刀具切削的线速度,通常以米/分钟(m/min)或英尺/分钟(ft/min)为单位。
主轴转速和切削速度都是决定加工过程中刀具与工件间相对运动速度的参数。
主轴转速和切削速度之间的关系可以通过切削速度公式来描述:切削速度(V)= π × 主轴转速(N)× 刀具刀尖直径(D)从上述公式可以看出,切削速度和主轴转速成正比,刀具刀尖直径越大,切削速度也就越大。
这意味着在保持刀具和工件材料不变的情况下,主轴转速的增加将导致切削速度的增加。
主轴转速和切削速度之间的关系对加工效率和工件表面质量有着直接的影响。
当主轴转速增加时,切削速度也随之增加,刀具切削工件的速度变快。
这将使切削过程更加高效,提高加工效率。
然而,如果切削速度过高,刀具的磨损和工件表面质量可能会受到损害。
因此,在选择主轴转速时,需要考虑刀具的硬度和材料以及工件的特性。
另一方面,主轴转速和切削速度的选择也与加工类型和材料有关。
对于轻切削、精密加工和薄壁材料,较高的主轴转速和切削速度可能更适合。
这可以使切削力减小,降低薄壁材料的变形和振动。
而对于重切削、粗加工和高硬度材料,较低的主轴转速和切削速度可能更适合。
这可以提供更大的切削稳定性和刀具寿命。
总之,主轴转速和切削速度是机械加工中决定刀具与工件相对运动速度的重要参数。
它们之间的比例关系对加工效率和工件表面质量有着重要的影响。
在选择主轴转速时,需要考虑刀具和工件材料的特性以及加工类型。
正确选择和控制主轴转速和切削速度可以提高加工效率,同时确保工件质量。
铣床的切削速度计算公式好嘞,以下是为您生成的文章:在机械加工的世界里,铣床可是个重要的角色。
而要玩转铣床,搞清楚切削速度的计算公式那是相当关键。
先来说说啥是切削速度。
简单来讲,切削速度就是刀具在切削工件时的移动速度。
就好像你跑步,速度快就跑得快,速度慢就跑得慢,刀具也是这个道理。
切削速度的计算公式是:Vc = πdn / 1000 。
这里面,Vc 表示切削速度,单位是m/min;d 表示刀具直径,单位是mm;n 表示刀具的转速,单位是 r/min 。
我给您讲个我自己的经历,您就更明白这公式的重要性了。
有一次,我在车间里带几个新手工人操作铣床。
其中一个小伙子,兴冲冲地就开始干活,也不管切削速度啥的,结果加工出来的零件那叫一个惨不忍睹,不是尺寸不对,就是表面粗糙得像砂纸。
我过去一看,好家伙,这转速和刀具直径都没匹配好,切削速度完全乱套了。
我就赶紧给他讲解这切削速度的计算公式,手把手地教他怎么根据工件的材料、刀具的材质还有加工要求来确定合适的参数。
比如说,加工软材料的时候,切削速度可以适当提高;加工硬材料呢,就得把速度降下来,不然刀具磨损得太快,成本可就高了去了。
还有啊,刀具直径越大,一般来说切削速度就得相应降低一点,不然刀具受力太大,容易出问题。
这就好比你挑担子,担子越重,你走得就得越稳当,不能急急忙忙的。
在实际操作中,我们还得考虑机床的性能。
有些老旧的机床,可别给它太大压力,得保守一点选择切削速度,不然机器累坏了,维修起来又是一笔开销。
而且,不同的刀具材质也对切削速度有影响。
高速钢刀具和硬质合金刀具能承受的速度就不一样,就像跑步运动员,有的擅长短跑冲刺,有的擅长长跑耐力,咱得根据它们的特点来安排。
总之,铣床的切削速度计算公式可不是摆在那里好看的,那是实实在在指导我们加工出高质量零件的重要工具。
只有把这个公式理解透了,用好了,咱们才能在机械加工的道路上越走越顺,加工出的零件才能又精准又漂亮!希望通过我的这番讲解,您对铣床的切削速度计算公式能有更清楚的认识,在实际操作中能运用自如,加工出满意的作品!。
切削速度vc——是刀具切削刃上的某一点相对于待加工表面在主动动方向上的瞬时速度.(cuttingspeed)进给量f——刀具在进给运动方向上相对于工件的位移量(feed)背吃刀量ap——一般指工件上已加工表面和待加工表面间的重直距离。
(切削深度)(backengagement)背吃刀量一般指工件上已加工表面和待加工表面间的垂直距离。
1速度。
2(15mm~6mm,可分多次(2(3)31)当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。
一般在100~200m/min范围内选取。
2)在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20~50m/min范围内选取。
3)当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20~50m/min范围内选取。
4)刀具空行程时,特别是远距离“回零”时,可以选择该机床数控系统设定的最高进给速度。
4、主轴转速的确定主轴转速应根据允许的切削速度和工件(或刀具)直径来选择。
其计算公式为:n=1000v/πD???????????v----切削速度,单位为m/min,由刀具的耐用度决定;n---主轴转速,单位为r/min;D----工件直径或刀具直径,单位为mm。
计算的主轴转速n最后要根据机床说明书选取机床有的或较接近的转速。
总之,切削用量的具体数值应根据机床性能、相关的手册并结合实际经验用类比方法确定。
同时,使主轴转速、切削深度及进给速度三者能相互适应,以形成最佳切削用量。
切削用量1.背吃刀量ap(mm)ap=(dw-dm)/2(mm)2.3.)。
铣刀的切削三要素计算公式铣削是一种常见的金属加工方法,它通过铣刀对工件进行切削,以达到加工工件的形状和尺寸要求。
在进行铣削加工时,需要考虑切削速度、进给速度和切削深度这三个要素,它们直接影响着铣削加工的效率和质量。
本文将介绍铣刀的切削三要素计算公式,帮助读者更好地理解铣削加工过程。
一、切削速度的计算公式。
切削速度是指铣刀在切削过程中每分钟切削的长度,通常用m/min(米/分钟)来表示。
切削速度的计算公式如下:Vc = π×D×n。
其中,Vc表示切削速度,单位为m/min;π为圆周率,约为3.14;D表示铣刀的直径,单位为mm;n表示铣刀的转速,单位为r/min。
通过这个公式,我们可以得到切削速度与铣刀直径和转速的关系。
一般来说,切削速度越大,铣削加工的效率越高,但是需要根据工件材料和铣刀材质来选择合适的切削速度。
二、进给速度的计算公式。
进给速度是指铣刀在切削过程中每分钟切削的深度,通常用mm/min(毫米/分钟)来表示。
进给速度的计算公式如下:f = f×n。
其中,f表示进给速度,单位为mm/min;f表示每刀切削深度,单位为mm;n 表示铣刀的转速,单位为r/min。
通过这个公式,我们可以得到进给速度与每刀切削深度和转速的关系。
一般来说,进给速度越大,铣削加工的效率越高,但是需要根据工件材料和铣刀材质来选择合适的进给速度。
三、切削深度的计算公式。
切削深度是指铣刀在切削过程中每刀切削的深度,通常用mm(毫米)来表示。
切削深度的计算公式如下:ap = fz×n。
其中,ap表示切削深度,单位为mm;fz表示每齿切削深度,单位为mm;n表示铣刀的转速,单位为r/min。
通过这个公式,我们可以得到切削深度与每齿切削深度和转速的关系。
一般来说,切削深度越大,铣削加工的效率越高,但是需要根据工件材料和铣刀材质来选择合适的切削深度。
综上所述,铣刀的切削三要素计算公式为切削速度、进给速度和切削深度。
数控铣切削速度计算公式
数控铣切削速度是指铣刀切削工件的速度,通常用米/分钟(m/min)表示。
计算数控铣切削速度需要考虑到材料的硬度、铣刀的材质、铣刀的切削刃数等因素。
以下是数控铣切削速度的计算公式:
切削速度(Vc) = π×直径(D) × 转速(n)
其中,π是圆周率,直径D是铣刀的直径,转速n是铣刀的转速。
例如,当铣刀直径为10毫米,转速为1000转/分钟时,切削速度为:
Vc= π×10 × 1000 / 1000 = 31.4(m/min)
需要注意的是,不同的材料对数控铣切削速度有不同的要求。
一般来说,硬度越高的材料需要更低的切削速度,而较软的材料可以使用更高的切削速度。
因此,在进行数控铣加工时,需要根据实际情况调整切削速度以保证加工质量和效率。
- 1 -。
写出切削速度主轴转速进给速度和进给量的计量单位以及它们之间的换算公式切削速度、主轴转速、进给速度和进给量是机械加工领域中常用的计量单位。
它们之间的换算公式如下:1.切削速度:切削速度是工件表面在磨削时被切削物刀具切削过程中的速度,通常用米/分钟(m/min)作为计量单位。
切削速度的换算公式如下:切削速度(m/min)= π × 主轴转速(r/min)× 刀具半径(mm)2.主轴转速:主轴转速是指工件或刀具在机床主轴上一分钟内转动的圈数,一般以转/分钟(r/min)作为计量单位。
3.进给速度:进给速度是指工件在加工过程中沿切削方向上的运动速度,通常用毫米/分钟(mm/min)或英尺/分钟(ft/min)作为计量单位。
4.进给量:进给量是指工件或刀具在加工过程中单位时间内在进给方向上的运动距离,常用毫米/转(mm/rev)或英寸/分钟(in/min)作为计量单位。
需要注意的是,不同领域或工艺可能会使用不同的计量单位。
举个例子来说明具体的换算关系,假设切削速度为40 m/min,主轴转速为500 r/min,刀具半径为10 mm,我们可以用上述换算公式计算出如下的进给速度和进给量:进给速度(mm/min)= 切削速度(m/min)/ π × 主轴转速(r/min)× 刀具半径(mm)= 40 / (π × 500 × 10) ≈ 0.025m/min ≈ 25 mm/min进给量(mm/rev)= 进给速度(mm/min) / 主轴转速(r/min) =25 / 500 ≈ 0.05 mm/rev ≈ 0.002 in/min以上是其中一个常用的换算关系示例,实际应用中可能根据具体机床、工艺以及工件等因素而有所差异。
总之,切削速度、主轴转速、进给速度和进给量是机械加工过程中重要的计量单位,它们之间的换算公式可以帮助工程师和操作人员确保加工过程的精度和效率。
切削速度vc——是刀具切削刃上的某一点相对于待加工表面在主动动方向上的瞬时速度.(cuttingspeed)进给量f——刀具在进给运动方向上相对于工件的位移量(feed)背吃刀量ap——一般指工件上已加工表面和待加工表面间的重直距离。
(切削深度)(backengagement)背吃刀量一般指工件上已加工表面和待加工表面间的垂直距离。
1速度。
2(15mm~6mm,可分多次(2(3)31)当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。
一般在100~200m/min范围内选取。
2)在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20~50m/min范围内选取。
3)当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20~50m/min范围内选取。
4)刀具空行程时,特别是远距离“回零”时,可以选择该机床数控系统设定的最高进给速度。
4、主轴转速的确定主轴转速应根据允许的切削速度和工件(或刀具)直径来选择。
其计算公式为:n=1000v/πD???????????v----切削速度,单位为m/min,由刀具的耐用度决定;n---主轴转速,单位为r/min;D----工件直径或刀具直径,单位为mm。
计算的主轴转速n最后要根据机床说明书选取机床有的或较接近的转速。
总之,切削用量的具体数值应根据机床性能、相关的手册并结合实际经验用类比方法确定。
同时,使主轴转速、切削深度及进给速度三者能相互适应,以形成最佳切削用量。
切削用量1.背吃刀量ap(mm)ap=(dw-dm)/2(mm)2.3.)。