ISO刀片代码 Code
- 格式:ppt
- 大小:3.27 MB
- 文档页数:41
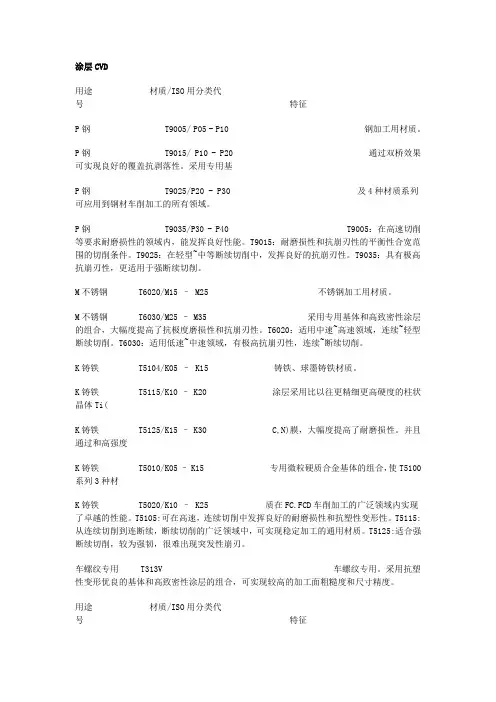
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40 钢,不锈钢加工用材质。
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40 钢,不锈钢加工用材质。
电火花线切割ISO代码及编辑ISO代码是国际标准化组织确认和颁布的国际上通用的数控机床语言。
数控电火花线切割机床在进行加工以前,必须按照图纸编制加工程序,所编制的程序必须符合下列规则:1. G(预备功能)、M(辅助功能)代码后输入两位数据;2.C(加工条件)用三位数字格式规定加工条件;3.H后面为H001、H002或H003(H001为上导轮中心到主程序的距离,H002为工件厚度,H003为主程序面到下导轮中心的距离)4.每一程序段只允许含一个代码;5.系统不需段号,仅作为用户自己的标记;6.每一个程序必须含有结束符(M02)。
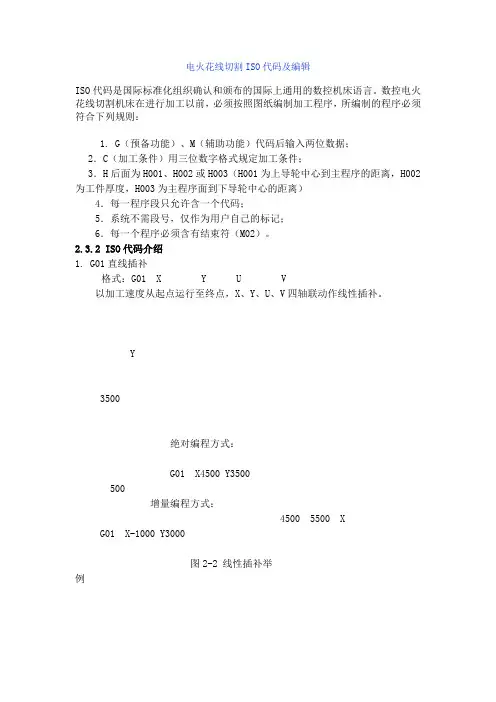
2.3.2 ISO代码介绍1. G01直线插补格式:G01 X Y U V以加工速度从起点运行至终点,X、Y、U、V四轴联动作线性插补。
Y3500绝对编程方式: G01 X4500 Y3500 500 增量编程方式:4500 5500 X G01 X-1000 Y3000图2-2 线性插补举例2.G02顺时针圆弧插补格式:G02 X Y I J以加工速度从起点运行至终点,X、Y为终点坐标,i、j为圆心相对于圆弧起点的坐标,而不论是绝对编程方式还是增量编程方式。
3.G03逆时针圆弧插补(同G02)格式:G03 X Y I JY3500绝对编程方式:G03 X4500 Y3500 I-5000 J0 增量编程方式:500 4500 5500 X G03 X-1000 Y3000 I-5000 J0图2-3圆弧插补举例4.G04暂停格式:G04 dd从0~9999.999秒。
例如:停留3.5秒程序:G04 d3.5 或 G04 d35005.G50取消锥度格式:G506.G51,G52锥度加工G51:锥度左偏,G52锥度右偏格式:G51(G52)A带锥度加工与机床的下导轮到程序面的距离、工件高度、程序面到上导轮距离、各个轴长度等参数都有关系,本机床加工最大锥度为6º。
国家标准《切削刀具用可转位刀片型号表示规则》编制说明(征求意见稿)一、工作简况1.1 任务来源根据国标委发【2019】11号文件任务要求,国家标准GB/T 2076—2007《切削刀具用可转位刀片型号表示规则》由株洲硬质合金集团有限公司负责起草修订,计划编号为:20190756-T-610,要求2020年度完成“三稿三审”程序,提交报批稿。
1.2 起草单位情况及主要工作过程1.2.1 起草单位情况作为主要承担单位,株洲硬质合金集团有限公司(以下简称“株硬集团”)是国家“一五”期间建设的重点工程之一,现为中国五矿旗下国有独资公司,是目前国内最大的硬质合金生产、科研、经营和出口基地,是中国钨业及硬质合金行业的龙头企业,是世界上规模最大的硬质合金企业。
公司注册资本21.23亿元,总资产56.48亿元,负债率48.8%,近6年利润合计61248万元,银行信用等级A-,职工人数6500余人,研发人员765人,目前下设5家控股子公司、7个产品专业事业部、2个生产厂。
拥有硬质合金国家重点实验室、国家级技术中心、分析测试中心、博士后科研工作站等国家级创新平台。
被国家经贸委列入300家扶优扶强企业和520家国家重点企业,被湖南省认定为“十大标志性工程”企业。
株硬集团是高新技术企业,在国家技术创新示范企业中全国排名第一,满分通过复核。
2017年11月被国家工信部公示为“硬质合金产品制造业单项冠军示范企业”。
株硬集团通过了ISO9001:2000质量认证和GB/T24001-ISO14001环境体系认证。
拥有一批专业的质量检验与管理人员。
同时,公司拥有较强的技术创新能力。
拥有国家级技术中心、分析测试中心和具有国际先进水平的研发中心,同时组织实施了钨钼、钽铌和硬质合金老系统等10多项技术改造,多项生产技术达到或接近当代世界先进水平。
技术创新投入达到销售收入的4%,新产品对销售收入的贡献率达到25%以上。
株硬集团拥有健全的营销网络。
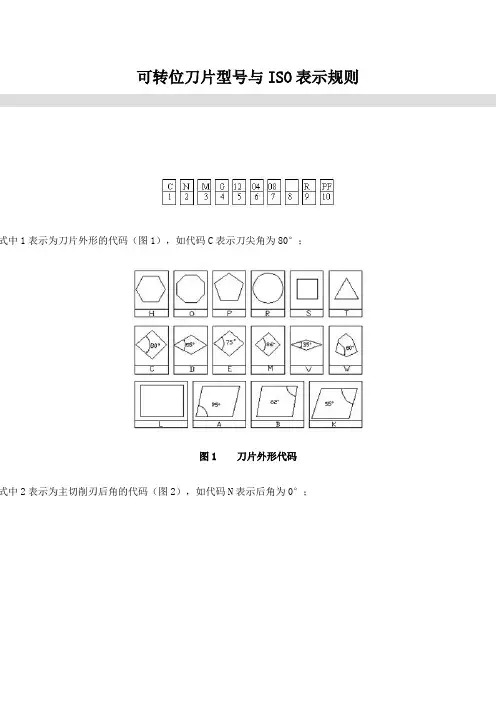
可转位刀片型号与ISO表示规则式中1表示为刀片外形的代码(图1),如代码C表示刀尖角为80°;图1 刀片外形代码式中2表示为主切削刃后角的代码(图2),如代码N表示后角为0°;图2 主切削刃后角代码式中3表示为刀片尺寸公差的代码(表1),如代码M表示刀片厚度公差为±0.130;表1 刀片尺寸公差代码表级别符号公差mm公差inchesm s d m s dA±0.005±0.025±0.025±0.0002±0.001±0.0010 F±0.005±0.025±0.013±0.0002±0.001±0.0005 C±0.013±0.025±0.025±0.0005±0.001±0.0010 H±0.013±0.025±0.013±0.0005±0.001±0.0005 E±0.025±0.025±0.025±0.0010±0.001±0.0010 G±0.025±0.013±0.025±0.0010±0.005±0.0010J±0.005±0.025±0.05±0.13±0.0002±0.001±0.002±0.005K±0.013±0.025±0.05±0.13±0.0005±0.001±0.002±0.005L±0.025±0.025±0.05±0.13±0.0010±0.001±0.002±0.005M±0.08±0.18±0.013±0.05±0.13±0.003±0.007±0.005±0.002±0.005N±0.08±0.18±0.025±0.05±0.13±0.003±0.007±0.001±0.002±0.005U±0.013±0.38±0.013±0.08±0.25±0.005±0.015±0.005±0.003±0.010注:表中s为刀片厚度,d为刀片内切圆直径,m为刀片尺寸参数(图3)。
如果你天天与数控加工打交道,自然就离不开刀具,刀具必须具备比工件材料更硬的特性,还要能承受加工过程中产生的切削热。
数控刀片字母又表示什么含义的呢?这是本文的重点。
接下来,主要讲解一下该型号的含义。
在掌握刀具基本知识后,只需要一张图就可完全掌握数控刀片编码的规则!刀具可以分为公制(ISO)和英制(ANSI)两种其主要区别在于中间的数字,另外不同的刀具其表示方法也不同。
例如:ISO:CNMG120408PSABSI:CNMG432PS第一位的字母代表刀片的形状,公制与英制是一样的。
H:6角形120°、O:8角形135°、P:5角形108°、S:四方形90°、T:3角形60°、C:菱形80°、D:菱形55°、E:菱形75°、F:菱形50°、M:菱形86°、V:菱形35°、W:6角形80°、L:长方形90°、A:平行四边形顶角85°、B:平行四边形顶角82°、K:平行四边形顶角55°、R:圆形第二位的字母代表刀片后角,公制与英制是一样的。
A:3°、B:5°、C:7°、D:15°、E:20°、F:25°、G:30°、N:0°、P:11°第三位的字母代表刀片的公差,公制与英制相同,其公差根据刀片尺寸不同而不同。
第四位的字母代表孔/断屑槽符号,这个的种类比较多,不一一细说,只挑两种常用的说,一般的外圆刀片都是G(有孔,双面带断屑槽),镗孔刀片多为T(有孔,且单埋头孔,单面有断屑槽)第三、四两位的意思你可以在使用时查下你所选用的刀具的刀具样本,上面都会有说明。
上述的字母意思适用于所有的车削用可转位刀片,从第五位开始则有了区别,先来说金属陶瓷、图层硬质合金以及硬质合金的刀片:第五位的数字,ISO代表切刃长度,ANSI代表内接缘径第六位的数字代表厚度,ISO的单位为mm,而ANSI的为:inch第七位的数字代表刀尖角,ISO的单位为mm,而ANSI的为:inch最后两位字母代表任意符号,如:主切刃符号、断屑槽符号等。
各国硬质合金牌号近似对照及刀片选型注:标*者为涂层硬质合金;标+者为TiC基或Ti(C,N)基硬质合金。
TN25*TN35*TN35*德国瓦尔特(Walter)WP1WP1WP3WK1WK1WHN33*WTN33*WK1WTN43*WK1WHN53*WTN43*德国赫尔特(Hertel)CP1*CP3*CM2*CM3*P10CF2*CP1*CP3*CM2*CM3*P20CF2*CP3*CM2*CM3*CF2*CM2CM3KM1CF3CM3CP1CP3CM2KM1CF3CP1CP3CM2CM3KM1CF3硬质合金焊接刀片A1型制造外园车刀、镗刀和切槽刀型尺寸〔 mm 〕近似重量〔 g 〕A140 40 18 10.5 1.2 14°88 81.7 78 -91.2 78 92.4 107.7 105.6 103.8 A150 50 20 10.5 1.2 14°125 116 112 ----152 149 146 A160 60 22 10.5 1.2 14°168 156 150 ----201 197 193 A170 70 25 12 1.2 14°257 239 230 ----304 298 293硬质合金焊接刀片A2型制造镗刀和端面车刀型号尺寸〔 mm 〕近似重量〔 g 〕R.H. L.H.L t S R r e eα°YT5YT14YT15YS25YT05YW1YW2YG3YG3X YG6YG6XYG8YG6AA208 - 8 7 2.5 7 0.5 - 0° 1.4 1.3 1.25 - 1.4 1.3 1.5 1.45 1.4 1.4 A210 - 10 8 3.0 8 1.0 - 0° 2.4 2.24 2.1 - 2.3 2.1 2.6 2.85 2.8 2.75 A212 A212Z 12 10 4.5 10 1.0 0.8 14° 4.5 4.2 4 - 4.7 4 4.7 5.45 5.35 5.25 A216 A216Z 16 14 6.0 14 1.0 0.8 14°11.3 10.5 10 -11.3 10 11.8 13.3 13 12.8 A220 A220Z 20 18 7.0 18 1.0 0.8 14°20.8 18.9 18.6 -21 18.6 21.8 24.1 23.7 23.3 A225 A225Z 25 20 8.0 20 1.0 0.8 14°34.7 32.6 31 -35 31 36.5 40.6 39.9 39.2 硬质合金焊接刀片A3型制造端面车刀和外园车刀型号尺寸〔 mm 〕近似重量〔 g 〕右左L t S R eα°YT5YT14YT15YS25YT05YW1YW2YG3YG3X YG6YG6XYG6AYG8A310 - 10 6 3 6 1 - 0°0° 2 1.8 1.7 - 2 1.7 2.2 2.45 2.4 2.3 A312 A312Z 12 7 4 7 1 0.8 14°5° 3.15 2.9 2.8 - 3.2 2.8 3.4 3.75 3.7 3.65 A315 A315Z 15 9 6 9 1 0.8 14°5°7.6 7.07 6.7 -7.5 7.5 8 9.45 9.25 9.05 A320 A320Z 20 11 7 11 1 0.8 14°5°14.8 13.5 13.1 -15 13.1 16.2 17.8 17.5 17.2 A325 A325Z 25 14 8 14 1 0.8 14°5°27 25 24.3 -28.1 24.3 28.4 32.6 32 31.5 A330 A330Z 30 16 9.5 16 1 0.8 14°5°45.8 42.3 40.5 -45.6 40.5 48.2 53 52 51 A340 A340Z 40 18 10.5 18 1 0.8 14°5°80 74.5 70 -78.8 70 84 90.8 89.2 87.5硬质合金焊接刀片A4型制造外圆车刀、镗刀和端面车刀型号尺寸〔 mm 〕近似重量〔 g 〕右R.H.左L.H.L t S R eα°YT5YT14YT15YS25YT05YW1YW2YG3YG3XYG6YG6XYG6AYG8A406 - 6 5 2.5 5 0.5 - 0°0°0.8 0.74 0.6 -0.8 0.6 1 0.95 0.9 0.9 A408 - 8 6 3 6 0.5 - 0°0° 1.4 1.3 1.25 - 1.6 1.3 1.5 1.8 1.75 1.75 A410 A410Z 10 6 3.5 6 1 - 14°8° 1.8 1.67 1.6 - 1.8 1.6 2 2.45 2.4 2.35 A412 A412Z 12 8 4.5 8 1 0.8 14°8° 4.2 3.9 3.6 - 4.2 3.6 4.3 5.1 5 4.9 A416 A416Z 16 10 5.5 10 1 0.8 14°8°8.6 8.0 7.6 -9 7.6 8.7 10.55 10.35 10.15A420 A420Z 20 12 7 12.5 1 0.8 14°8°17 15.6 15 -17 15 18.7 19.8 19.4 19 A425 A425Z 25 15 8.5 16 1 0.8 14°8°32.5 30 28.5 -32.2 28.5 34 37.7 37 36.4 A430 A430Z 30 16 6 16 1 0.8 14°8°30 27.9 27 -31.3 27 31.5 36.7 36 35.4 A430A A430AZ 30 16 9.5 16 1 0.8 14°8°47 43.7 40 -47.3 0 49.4 55.2 54.2 53.2 A440 A440Z 40 18 8 18 1 0.8 14°8°62 57.7 55 -44.5 55 65 74.2 72.8 71.4 A440A A440AZ 40 18 10.5 18 1 1.2 14°8°79 73.5 71 -81.4 71 83 95.5 93.5 91.5 A450 A450Z 50 20 8 20 1.5 0.8 14°8°81 81 79 --79 91 105 103 101 A450A A450AZ 50 20 12 20 1.5 1.2 14°8°127.5 118.5 115 --115 130 154 151 148 硬质合金焊接刀片B1型制造成型车刀、燕尾槽刨刀和燕尾槽铣刀型号尺寸〔 mm 〕近似重量〔 g 〕右左L t S R eα°YT5YT14YT15YS25YG3YG6YG8YG3X YG6X YG8 B108 - 8 6 3 - 1.5 - 0°0° 2.5 2.3 2.2 - 3.1 3.05 3 3.1 3.1 2.3 B112 B112Z 12 8 4 - 1.5 1 10°5° 4.8 4.3 -- 5.5 5.35 5.25 5.5 5.4 3.65 B116 B116Z 16 10 5 9 1.5 1 10°5°10.3 9.3 12.4 -12.5 12.2 12 12.5 12.2 9.05 B120 B120Z 20 14 5 11 1.5 1 10°5°---------17.2 B120A B120AZ 20 16 7 14 1.5 1.5 10°5°26.1 23 22 -31.3 30.9 30.4 31.3 30.9 31.5 B125 B125Z 25 14 5 16 1.5 1.5 10°5°---------51 B125A B125AZ 25 18 8 16 1.5 1.5 10°5°43 38 --53 52.5 51.8 53 52.5 51 B130 B130Z 30 20 8 18 1.5 1.5 10°5°58.7 52.2 --77.5 76.2 75 77.5 76.2 87.5硬质合金焊接刀片B2型制造倒园角车刀型号尺寸〔 mm 〕近似重量〔 g 〕右左L t S R R1e YT5YT14YT15YS25YW1YW2YG3YG3X YG6YG6XYG6AYG8B312 B312Z 12 8 4 8 3 0.8 3.6 3.3 3.2 - 3.2 4 4.4 4.3 4.2 B315 B315Z 15 10 5 10 5 0.8 6.3 5.8 5.6 - 5.6 6.9 8.2 8.1 7.9 B318 B318Z 18 12 6 12 6 0.8 10.6 10.3 10.2 - 10.2 11.6 13.6 13.4 13.3 B322 B322Z 22 16 7 16 10 0.8 18.4 16.6 16.4 - 16.4 19 22.6 22.4 22.2 硬质合金焊接刀片B3型制造螺纹车刀及外园精车刀型号尺寸〔 mm 〕近似重量〔 g 〕右左L t S R eα°YT5YT14YT15YS25YT05YW1YW2YG3YG3X YG6YG6XYG6AYG8A310 - 10 6 3 6 1 - 0°0° 2 1.8 1.7 - 2 1.7 2.2 2.45 2.4 2.3 A312 A312Z 12 7 4 7 1 0.8 14°5° 3.15 2.9 2.8 - 3.2 2.8 3.4 3.75 3.7 3.65 A315 A315Z 15 9 6 9 1 0.8 14°5°7.6 7.07 6.7 -7.5 7.5 8 9.45 9.25 9.05 A320 A320Z 20 11 7 11 1 0.8 14°5°14.8 13.5 13.1 -15 13.1 16.2 17.8 17.5 17.2 A325 A325Z 25 14 8 14 1 0.8 14°5°27 25 24.3 -28.1 24.3 28.4 32.6 32 31.5 A330 A330Z 30 16 9.5 16 1 0.8 14°5°45.8 42.3 40.5 -45.6 40.5 48.2 53 52 51 A340 A340Z 40 18 10.5 18 1 0.8 14°5°80 74.5 70 -78.8 70 84 90.8 89.2 87.5硬质合金焊接刀片C1型制造螺纹车刀及外园精车刀型号尺寸〔 mm 〕近似重量〔 g 〕L t S eα°YT5YT14YT15YS25YT05YW1YW2YG3YG3XYG6YG6XYG6AYG8C310 10 4 3 0.5 - - 1.3 1.2 1.1 1 1.4 1.1 1 1.5 1.45 1.45 C116 16 6 4 0.5 0.8 10° 4 3.7 3.6 3 4.2 3.6 4.5 4.9 4.8 4.7 C120 20 8 5 0.5 0.8 10°8.2 7.7 7.3 6.1 8.3 7.3 9 10.3 1.1 9.9 C122 22 10 6 0.5 0.8 10°13.3 12.0 11.8 9.8 13.5 11.8 15 15.9 15.6 15.3 C125 25 12 7 0.5 0.8 10°21.3 19 18.8 15 21.5 18.8 23 25.5 25 24.5硬质合金焊接刀片C2型制造精车刀和梯形螺纹车刀型号尺寸〔 mm 〕近似重量〔 g 〕L t S b e YT5YT14YT15YS25YT05YW1YW2YG3YG3XYG6YG6XYG6AYG8C215 15 7 4 1.8 0.8 3.0 33 3.2 - 3.7 3.2 4 4.4 4.35 4.25 C218 18 10 5 3.1 0.8 7.9 7.3 7.1 - 8.1 7.1 8.2 9.4 9.25 9.1 C223 23 14 5 4.9 0.8 15 13.9 13.4 - 14.9 13.0 16 17.6 17.3 17 C228 28 18 6 7.7 0.8 29.5 27.4 26 - 30 26 31 35.5 34.4 33.8 C236 36 28 7 13.1 0.8 67.5 62.6 60.5 - 69.8 0.5 69 80.8 79.4 78硬质合金焊接刀片C3型制造切断刀和切槽刀型号尺寸〔 mm 〕近似重量〔 g 〕L t S eα°YT5YT14YT15YS25YT05YW1YW2YG3YG3XYG6YG6XYG6AYG8C303 3.5 12 3 - - 1.5 1.4 1.3 1.1 1.6 1.3 1.7 1.8 1.75 1.7 C304 4.5 14 4 0.8 14° 2.9 2.7 2.5 2.2 2.9 2.5 3 3.4 3.3 3.3 C305 5.5 17 5 0.8 14° 5.4 5 4.8 4.0 5.6 4.8 5.6 6.4 6.3 6.2 C306 6.5 17 6 0.8 14°7.6 7 6.8 5.6 7.8 6.8 8 9.3 9.1 8.9 C308 8.5 20 7 0.8 14°13.7 12.3 12.1 10 13.9 12.1 14 16.2 15.9 15.6 C310 10.5 22 8 0.8 14°21.7 20 19.5 16.1 22.6 19.5 23 24.8 24.4 24 C312 12.5 22 10 0.8 14°32 29.8 28.5 22.5 32.2 28.5 34 37.4 36.7 36C316 16.5 25 11 1.2 14°54 49.5 48 40 54.8 48 55 62.4 61.2 60 硬质合金焊接刀片C4型制造加工三角皮带轮切槽刀型号尺寸〔 mm 〕近似重量〔 g 〕L t S b e YT5YT14YT15YT130YW1YW2YG3YG6YG8C420 20 12 5 3 0.8 11.7 10.9 10 8.7 11 10.8 13.4 13.2 13C425 25 16 5 4 0.8 17.8 16.5 15.8 13.5 18.2 18 21.5 21.1 20.7C430 30 20 6 5.5 0.8 33 30.7 29.4 24.4 33.5 33.5 39.4 38.7 38C435 35 25 6 7.5 0.8 48 44.7 42.5 36 48.5 48.5 56.4 55.3 54.3C442 42 35 8 12.5 0.8 ---------C450 50 42 8 15 0.8 ---------硬质合金焊接刀片C1-A型制造螺纹车刀及外园精车刀尺寸〔mm〕型号L t S fC110A10 6.5 2.50.5 1.6C116A16830.5 2.5C120A201040.5 3.5。
可转位刀片的代码从刀具的材料应用方面数控机床用刀具材料主要是各类硬质合金。
从刀具的结构应用方面,数控机床主要采用机夹可转位刀片的刀具。
因此对硬质合金可转位刀片的运用是数控机床操作都所必须了解的内容之一。
选用机夹式可转位刀片,首先要了解其中的关键是各类型的机夹式可转位刀片的代码。
ISO标准ISO 1832-1985和我国标准规定了可转位刀片型号的含义。
可转位刀片的型号,共用10个号位的内容来表示主要参数的特征。
按照规定,任何一个型号刀片都必须用前七个号位,后三个号位在必要时才使用。
但对于车刀刀片,第十号位属于标准要求标注的部分。
不论有无第八、九两个号位,第十号位都必须用短横线"-"与前面号位隔开,并且其字母不得使用第八、九两个号位已使用过的字母,当只使用其中一位时,则写在第八号位上,中间不需空格。
如:其中每一位字符串是代表刀片某种参数的意义,现分别叙述如下:第一位字母,表示可转位刀片的形状;第二位字母,表示可转位刀片的后角;第三位字母,表示可转位刀片的精度等级;第四位字母,表示可转位刀片的前刃面及中心孔型;第五、六位数字,表示可转位刀片刃口长度的整数值;第七、八位数字,表示可转位刀片的厚度;第九、十位为数字时,表示可转位刀片刀尖圆弧半径;第九、十位为字母时,分别表示可转位刀片主偏角及修光刃后角第一位字母,表示可转位刀片的形状第二位字母,表示可转位刀片的后第三位字母,表示可转位刀片的精度等级第四位字母,表示可转位刀片的前刃面及中心第五、六位数字,表示可转位刀片刃口长度的整数值第七、八位数字,表示可转位刀片的厚第九、十位为数字时,表示可转位刀片刀尖圆弧半径;为字母时,分别表示可转位刀片主偏角及修光刃后角连字符以后为厂方标记,如断屑槽代号本例为瓦尔特的厂方标记。