刀片型号代码学习
- 格式:ppt
- 大小:2.88 MB
- 文档页数:35
硬质合金及切削刀片的牌号和型号的解释一、硬质合金牌号的表示方法:如:Y G6 XY-表示硬质合金: Y-“硬”的汉语拼音第一个字母硬质合金成份特性:G6-钨钴合金及钴含量 T14-钨钴钛合金及钛含量W1-钨钴钛钽合金 N10-钨钴镍钼合金附加字母分别表示:X-细颗粒 C-粗颗粒 N-加铌元素 A-加钽元素如:Y D 20Y-表示硬质合金:Y-“硬”的汉语拼音第一个字母C-长切屑用硬质合金D-短切悄用硬质合金20-分组号二、切削刀片型号的表示方法:如:A 1 25 A Z刀片类别:A-内外圆车刀、镗刀 B-成型刀 C-螺纹刀、切断刀 D-铣刀、浮动镗刀 E-钻头、铰刀 F-耐磨件表示同类别中不同型式的表示1-表示1型2-表示2型表示主要尺寸(L、B或D) 20-表示20毫米06-表示6毫米附加字母分别表示:A、B、C表示主要尺寸相当时,其它尺寸有差异的型号代号Z-左刀B、 A-内外圆车刀、镗刀A1型制造外圆车刀、镗刀和切槽刀A2型制造镗刀和端面车刀A3型制造端面车刀和外圆车刀A4型制造外圆车刀、镗刀和端面车刀A5型制造直头外圆车刀、通孔镗刀及装配式端铣刀A6型制造镗刀、外圆车刀B-成型刀B1型制造成型车刀、燕尾槽刨刀和燕尾槽铣刀B2型制造凹圆弧成型车刀和轮缘车刀B3型制造凸圆弧成型车刀B4型制造凹圆弧成型车刀和轮缘车刀C-螺纹刀、切断刀C1型制造螺纹车刀及外圆精车刀C2型制造精车刀及梯形螺纹车刀C3型制造切断刀及切槽刀C4型制造三角皮带轮切槽刀D-铣刀、浮动镗刀D1型制造外圆车刀、镗刀和端面铣刀D2型制造三面刃铣刀、T型槽铣刀和浮动镗刀E-钻头、铰刀E1型制造非金属和金属直槽钻头E2型制造麻花钻头和直槽钻头E3型制造键槽铣刀、端铣刀及深孔扩孔钻E4型制造扩孔钻E5型制造手动铰刀及机动铰刀F-耐磨件F1型制造车床和外圆磨床顶尖F2型制造深孔钻头的导向块F3型制造可卸镗刀耐磨零件。
数控刀具型号编号规则——山特维克事例:CNMG120408-PM 4205C:刀片形状,菱形80N:刀片后脚,负角型刀片M:公差G:刀片类型PM:刀片槽形4205:刀片牌号材质GC4205HC–P05P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性;当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况;能承受高温,并且不会降低干湿加工应用中的刃线安全性;1.2.刀片牌号车削用于普通车削的牌号----P钢、铸钢、长切屑可锻铸铁;基本牌号CT5015HT–P10P01-P20具有优良的抗积屑瘤和抗塑性变形能力的非涂层金属陶瓷牌号;新型配方提高了韧性;用于要求高表面质量与/或低切削力的低合金钢和合金钢的精加工;fnxap< GC1125HC–M25M10-M30PVD涂层微颗粒硬质合金;推荐用于中等到低切削速度下各种不锈钢的精加工;锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异;其很高的耐热冲击性能适用于轻间断切削;GC1525HC-P15P05-P25PVD涂层金属陶瓷牌号;具有优良的耐磨损性和刃口韧性;用于低碳钢和低合金钢的精加工和半精加工;适用于中等和高切削速度下要求高表面质量的场合;fnxap< GC4205HC–P05P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性;当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况;能承受高温,并且不会降低干湿加工应用中的刃线安全性;用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢和钢铸件的连续切削至轻型间断切削应用;梯度基体与耐磨涂层相结合,最佳化了硬度和韧性;不论湿切削还是干切削均能承受高温,同时又不会牺牲刃线安全性;GC4225HC-P25P10-P40CVD涂层硬质合金材质,用于钢和钢铸件的精加工到粗加工;梯度基体与厚的耐磨涂层相结合,在钢车削时具有最佳的硬度和韧性;此材质能以高金属去除率进行连续切削和间断切削,并且其应用范围极广;GC4235HC-P35P20-P45涂层硬质合金牌号,用于工况差时钢和钢铸件的粗加工;梯度基体与厚的耐磨涂层相结合,在钢车削时具有最佳硬度和和韧性;刃线高安全性使此牌号能用于以高金属去除率进行的间断切削;GC3005HC-P10P01-P25CVD涂层硬质合金牌号,高耐磨涂层与硬基体的结合强度高,可以承受很高的温度;用于高合金钢的高切削速度精加工和半精加工;补充牌号GC1025HC–P25P10-P35PVD涂层微颗晶粒硬质合金牌号;推荐用于要求优良的表面质量时的低碳钢或其它“粘性”材料的精加工;它的高耐热冲击性能使它适用于断续切削;CVD涂层硬质合金牌号;与槽形相结合提供锋利的切削作用,推荐用于低碳钢和其它“粘性”材料的精加工到轻粗加工;GC2025HC–P35P25-P40CVD-涂层硬质合金牌号;要求高韧性的钢应用的补充选择;GC235HC-P45P30-P50CVD涂层硬质合金牌号,用于极不稳定状态下钢和铸钢的粗加工;高韧性基体保证了极高的刃口安全性,使之轻松应对低速重载间断切削;GC1125HC–P25P10-P30推荐作为GC1515的补充牌号使用,主要用于低进给率或切削速度下的低碳钢的精加工;----M奥氏体/铁素体/马氏体不锈钢、铸钢、锰钢、合金铸铁、可锻铸铁以及易切钢;基本牌号GC1025HC–M15M10-M25PVD涂层微晶粒硬质合金牌号;推荐用于要求小公差、优良的表面质量或锋利的切削作用时的不锈钢精加工;它的高耐热冲击性能使它也适用于断续切削;GC1125HC–M25M10-M30PVD涂层微颗粒硬质合金;推荐用于中等到低切削速度下各种不锈钢的精加工;当要求具有锋利的切削作用同时又有有优良的切削刃韧性,或要求很高的表面质量时,该牌号表现优异;其很高的耐热冲击性能使它也适用于轻间断切削;GC2015HC–M15M05-M25用于不锈钢精加工和轻粗加工的CVD涂层硬质合金牌号;能承受高温的基体和耐磨的涂层使此牌号成为中等或高切削速度下连续切削的首选;GC2025HC–M25M15-M35CVD涂层硬质合金牌号,它是为在中等切削速度下对奥氏体不锈钢和双相不锈钢进行精加工到粗加工优化的;良好的耐热冲击性和耐机械冲击性提供了优良的切削刃安全性,这使它也可用于间断切削;GC2035HC–M35M25-M40PVD涂层硬质合金;推荐用于低到中等切削速度下的奥氏体不锈钢和双相不锈钢的半精加工到粗加工;良好的耐热冲击性使它成为有快速间断切削应用的理想选择; GC235HC–M40M25-M40用于不锈钢和有硬皮的不锈钢铸件的粗加工的,CVD涂层硬质合金牌号;高强度的基体提供了极高的切削刃安全性,这使得此牌号在低速到中等切削速度时的重载断续切削中性能良好;GC1115HC-M15M05-M25PVD涂层细晶粒硬质合金;基体具有高热硬度和良好的抗塑性变形性,同时还具有优良的切削刃安全性;薄的PVD氧化涂层与锋利的切削刃附着强度极高,使其在加工粘性材料时具有优秀的耐磨性;这保证了高韧性、均匀的后刀片磨损以及高性能;补充牌号GC1105HC-M15M05-M20该基体由硬细晶粒的碳化钨含钴6%组成,具有很高的热硬度和良好的抗塑性变形性;新型薄PVDTiAlN涂层结合强度极高,在刃口锋利的情况下也能保证高强度、均匀的后刀面磨损以及高性能;适合于高切削速度时不锈钢的精加工;GC1515HC–M20M10-M25推荐用于各种不锈钢的精加工,并作为GC1125的补充牌号使用,其用于当耐磨性比切削刃韧性更重要的加工场合;GC1525HC–M10M05-M15PVD涂层金属陶瓷;非常高的耐磨性和良好的切削刃韧性;不易产生粘结;在工况良好时的不锈钢精加工中有优良的性能;用于在高速和相对低的进给时;fnxap<GC1005HC–M15M05-M20PVD涂层硬质合金牌号;硬的有良好的抗塑性变形能力的细晶粒基体与高温时有高耐磨性的涂层的结合,这使它适用于高切削速度的不锈钢精加工;GC4225HC-M15M05-M25用于钢和钢铸件精加工到粗加工的CVD涂层硬质合金牌号;也适合于加工不锈钢材料;梯度基体与厚的耐磨涂层相结合,在钢车削时具有最佳硬度和和韧性;此牌号能以高金属去除率进行连续切削和间断切削;并且其应用范围极广;GC4235HC-M25M15-M30CVD涂层硬质合金牌号,用于中等切削速度下不锈钢的半精加工到粗加工;良好的耐热冲击性和耐机械冲击性提供了优良的切削刃安全性,这使它也可用于间断切削;----K铸铁、冷硬铸铁、短切屑可锻铸铁;基本牌号CB7525BN-K05K01-K10极硬的立方氮化硼材质;具有很高的切削刃韧性和良好的耐磨性,这使其成为连续和间断切削条件下高速精加工灰口铸铁的最佳选择;CC6190CN–K10K01–K20纯氮化硅基陶瓷材质,在高温时具有良好的耐磨性;推荐用于良好工况下铸铁的高速粗加工到精加工;它也能进行一些断续加工;GC1690HC-K10K01-K05涂层氮化硅陶瓷牌号,GC1690的特性使之适合铸铁的轻载粗加工、半精加工和精加工应用场合;GC3205HC–K05K01-K15CVD涂层硬质合金,由厚且平滑的耐磨涂层和硬基体组成;推荐用于灰口铸铁GCI的高速车削;GC3210HC–K05K01-K20CVD涂层硬质合金,由厚的且平滑的耐磨涂层和硬基体组成;推荐用于球墨铸铁NCI 的高速车削;GC3215HC–K05K01-K25CVD涂层硬质合金,由厚且平滑的耐磨涂层和硬基体组成,能够满足间断切削条件的需求;推荐作为所有铸铁以低到中等切削速度进行粗加工的一般选择;CC650CM–K01K01-K05Al2O3复合陶瓷;推荐用于稳定条件下的灰口铸铁和淬硬铸铁的高速精加工;GC3005HC-K10K01-K20CVD涂层硬质合金牌号,耐磨涂层与硬基体结合强度极高,可承受高温;用于球墨铸铁、高强度可锻铸铁和“粘”合金铸铁的精加工到粗加工;CB7925BN-K05K01-K10整体式CBN材质,具有很高的切削刃韧性与良好的耐磨性;CB7925适合于在连续和间断切削条件下加工灰口铸铁和冷硬铸铁;补充牌号CC620CA–K01K01-K05“纯”Al2O3陶瓷牌号;推荐用于稳定条件和干切削条件下的灰口铸铁的高速精加工;CT5015HT–K05K01-K10非涂层金属陶瓷牌号,有优良的抗积屑瘤性和抗塑性变形性;用于要求高表面质量、小公差与/或低切削力时的球墨铸铁的精加工;fnxap<H13AHW–K20K10-K30非涂层硬质合金牌号,耐磨粒磨损与高强度的理想结合;适合于中到低切削速度、高进给加工铸铁;----N有色金属基本牌号H10HW–N15N01-N25非涂层硬质合金牌号;优良的耐磨粒磨损性和切削刃锋利性相结合;用于铝合金的粗加工到精加工;CD1810HC–N10N01-N15铝、镁、铜、黄铜、塑料等的精加工到粗加工的金刚石涂层牌号;金刚石涂层提供了优良的耐磨性和抗积屑瘤能力,从而可获得高表面质量;CD10DP–N05N01-N10聚晶金钢石牌号,用于有色金属和非金属材料的精加工和半精加工;可提供长刀具寿命、轻快的切削和良好的表面质量;补充牌号H13AHW-H20H15-H25非涂层硬质合金牌号,耐磨粒磨损与高强度的理想结合,用于铝合金的中等到粗加工;GC1005HC–N10N05-N15PVD涂层硬质合金;高硬度的细晶粒基体与高耐磨涂层相结合,使该牌号非常适合于铝合金的粗加工;GC1125HC–N25N15-N30推荐用于要求高韧性或需要锋利切削刃的加工工序;GC1115HC-N15N10-N20PVD涂层细晶粒硬质合金,适合需要锋利切削刃的应用场合;具有良好刃口安全性的硬基体与高耐磨涂层相结合,使该材质非常适合于有色金属材料中要求高韧性的工序;----S耐热优质合金基本牌号GC1105GC-S15S05-S20该基体由硬细晶粒的碳化钨含钴6%组成,具有很高的热硬度和良好的抗塑性变形性;新型薄PVDTiAlN涂层结合强度极高,在刃口锋利的情况下也能保证高强度、均匀的后刀面磨损以及高性能;在加工耐热合金时具有非常杰出的性能;CC670CA–S15S05-S25碳化硅晶须增强氧化铝陶瓷,具有极高的强度;主要推荐用于不利条件下耐热合金的切削;S05F–S05S05-S15CVD涂层硬质合金牌号;用于耐热优质合金的高速精加工,或低速长时间切削;用于沟槽磨损不显着,例如使用圆刀片,小主偏角和软材料的应用,此牌号也可用于粗加工应用;GC1005HC–S15S10-S25PVD硬质合金,硬的有良好的抗塑性变形能力的细晶粒基体与高温时有高耐磨性的涂层的结合,使之非常适合加工镍基、铁基以及钴基耐热优质合金;GC1025HC–S15S10-S25PVD涂层微晶粒硬质合金牌号;推荐用于耐热优质合金和钛合金的低速切削;高的耐热冲击和耐沟槽磨损性使它适合用于长时间切削和断续切削;CC6060CA-S10S05-S20赛阿龙陶瓷,专为稳定工况下加工已经预加工的耐热合金而优化;具有极佳的抗沟槽磨损性能,因而提供了高安全性和磨损可预测性;CC6065CA-S15S05-S20赛阿龙陶瓷,所有HRSA加工的首选;提供了良好的韧性和安全性;非常合适于有中等断续切削的初始阶段加工,也可以用于有锻造硬皮以及其他高韧性要求的加工;GC1115HC-S20S15-S25PVD涂层细晶粒硬质合金;基体具有高热硬度和良好的抗塑性变形性,同时还具有优良的切削刃安全性;薄的PVD氧化涂层与锋利的切削刃附着强度极高,使其在加工粘性材料时具有优秀的耐磨性;这保证了高韧性、良好的抗月牙洼磨损性、均匀的后刀面磨损以及很高的性能;GC1115适合于高温合金的半精加工到粗加工车削; 补充牌号GC1125HC–S25S20-S30推荐用于低切削速度下的耐热优质合金的切削,或轻型间断切削;良好的抗沟槽磨损性和耐热冲击性使该牌号非常适合在接触时间较短的情况下进行粗加工工序; CC650CM–S05S01-S10复合氧化铝陶瓷材质;可用于高温合金中对切削刃安全性要求不高的应用中的半精加工工序;H10AHW–S10S01-S20非涂层硬质合金牌号;结合了良好的耐磨粒磨损性和韧性,用于耐热钢和钛合金的粗加工车削;H10FHW–S15S10-S30非涂层细晶粒硬质合金牌号;推荐用于耐热优质合金和钛合金在低速下的切削;很高的耐热冲击和耐沟槽磨损性使它适合用于长时间切削和断续切削;H13AHW–S15S10S30非涂层硬质合金牌号,结合了良好的耐磨粒磨损性和韧性,适用于耐热合金和钛合金的半精到粗加工车削;----H淬硬材料基本牌号CB7015BN-H10H05-H15高性能、低含量立方氮化硼牌号;表面淬硬钢高速连续和轻载间断切削的首选; CB20BN–H15H10-H20高性能立方氮化硼牌号;淬硬钢连续和轻载断续切削的首选;CC650CM–H05H05-H10复合氧化铝陶瓷材质,具有良好的抗高温和耐磨性;主要用于轻载连续精加工; CC6050CC-H05H01-H10复合氧化铝陶瓷材质;具有良好抗高温性和耐磨性;主要用于轻载连续精加工; CB7025BN-H15H10-H20高性能、中等含量立方氮化硼牌号;在淬硬钢中等切削速度应用中,具有较多间断切削而其余为连续切削时的首选;CB7035BN-H20H15-H25高性能、中等含量立方氮化硼牌号;是中等切削速度下的淬硬钢的重载间断切削的首选;此外,还具有良好的耐磨性,可保持长时间的切削;补充牌号CC670CA–H10H05-H15碳化硅晶须增强氧化铝陶瓷,具有极高的强度;推荐用于不利条件下硬零件的车削;GC4205HC–H15H05-H20CVD涂层硬质合金牌号,用于淬火材料低切削速度下连续切削应用中的半精加工至粗加工;GC4215HC-H15H05-H25CVD涂层硬质合金牌号,适合于淬硬材料的连续切削至轻型间断切削应用;梯度基体与耐磨涂层相结合,最佳化了硬度和韧性;在干切削和湿切削应用中能保证刃线安全性;H13AHW-H20H15-H25非涂层硬质合金牌号,结合了良好的耐磨粒磨损性和韧性,适用于低速下淬硬材料的车削;CB50–H25H20-H30极硬的立方氮化硼牌号;很高的切削刃韧性和良好的耐磨性,这使它成为淬硬钢断续切削的首选;CB7525BN-H25H20-H30极硬的立方氮化硼材质;高刃线韧性使其成为淬硬钢间断切削的良好补充材质;表示硬切削材料牌号的字母符号:硬质材料HW非涂层碳化钨WC硬质材料HT非涂层硬质材料,又称金属陶瓷,主要含HC上述硬质材料,但已涂层陶瓷CA氧化物陶瓷,主要含氧化铝Al2O3CM混合陶瓷,主要包括氧化铝Al2O3,但除氧化物外还含有其他成份;CN氮化物陶瓷,主要含氮化硅Si3N4CC上述陶瓷,但已涂层;金刚石:DP聚晶金刚石BN聚晶氮化硼11聚晶金刚石和聚晶氮化硼也称为超硬切削材料;。
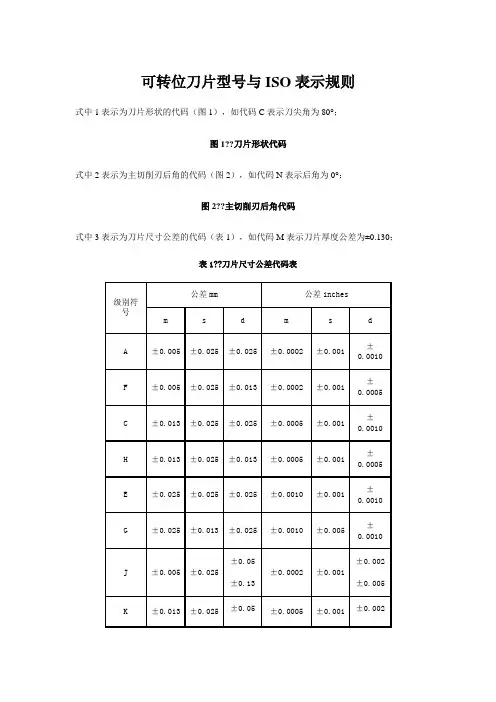
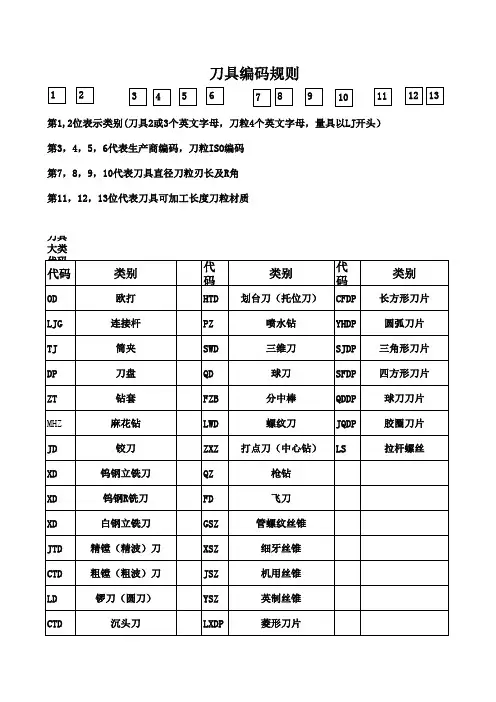
可转位刀片型号与ISO表示规则式中1表示为刀片形状的代码(图1),如代码C表示刀尖角为80°;图1??刀片形状代码式中2表示为主切削刃后角的代码(图2),如代码N表示后角为0°;图2??主切削刃后角代码式中3表示为刀片尺寸公差的代码(表1),如代码M表示刀片厚度公差为±0.130;表1??刀片尺寸公差代码表注:表中s为刀片厚度,d为刀片内切圆直径,m为刀片尺寸参数(图3)。
图3??刀片尺寸参数式中4表示为刀片断屑及夹固形式的代码(图4),如代码G表示双面断屑槽,夹固形式为通孔;图4??刀片断屑及夹固形式代码式中5表示为切削刃长度表示方法(图5),如代码12表示切削刃长度为12mm;图5??切削刃长度表示方法式中6表示为刀片厚度的代码(图6),如代码04表示刀片厚度为4.76mm;图6??刀片厚度代码式中7表示为修光刃的代码(图7),如代码08表示刀尖圆弧半径为0.8mm;图7??修光刃代码式中8表示为表示特殊需要的代码;式中9表示为进给方向的代码,如代码R表示右进刀,代码L表示左进刀,代码N表示中间进刀;式中10表示为断屑槽型的代码(表2)。
?表2??刀片断屑槽选用推荐表断屑槽型工????件????材????料长屑材料不锈钢短屑材料耐热材料软材料ABCDE ABCDE BCDE ABCD ABCDPF PMF PM PMR PR 543--353---253--144--1455543--353--1552--134--134321--21--22--4554112243--54--2552-221--2221---33--232-----33-HF HM HR 54----54--1451-54---354--2641-3---21--441-43--343-123121--344-234231 53 TCGR PMR PGR --14554---54---1442-1442---13354---54---2442-2442-44443---3---322-322---1143--43--13221322----21--21--23422342NUN NGN -1343-1343----------45544554----------------PUN PGN -1443-1443-3553-355344314431-355-355-222-22211 12-431--342--452--243-321--353-431-253-421-242RCMT RCMX RNMG 13442-1343-124213432-2322-221-33323433233--222-222-2312232-111----注:表中断屑槽型为株洲硬质合金厂可转位刀片的断屑槽代码?。
Bladegen学习详解简介Bladegen是一个用于生成刀片模块的工具,它基于切片编程的概念,可以帮助开发者快速生成符合规范的切片代码。
本文将详细介绍Bladegen的使用方法和常用功能,帮助读者快速入门并提高开发效率。
安装在开始使用Bladegen之前,需要先进行安装。
Bladegen 可以通过Python包管理工具pip进行安装,打开命令提示符窗口,执行以下命令即可进行安装:pip install bladegen安装完成后,可以通过以下命令验证Bladegen是否已成功安装:bladegen --version如果安装成功,将显示Bladegen的版本号。
使用方法创建刀片模块在使用Bladegen之前,需要先创建一个刀片模块。
刀片模块是Bladegen的基本单位,它可以包含多个刀片,每个刀片都是一个独立的功能模块。
要创建刀片模块,可以使用以下命令:bladegen create module mymodule以上命令将创建一个名为mymodule的刀片模块。
在创建刀片模块之后,可以使用下面的命令进入刀片模块目录:cd mymodule创建刀片在刀片模块中,可以使用以下命令创建刀片:bladegen create blade myblade以上命令将在刀片模块中创建一个名为myblade的刀片。
在创建刀片之后,可以使用VSCode等编辑器打开刀片文件进行编辑。
刀片文件使用YAML格式进行配置,可以定义刀片的名称、输入参数、输出参数等。
以下是一个简单的刀片示例:name: mybladeinput:-name: input1type: int-name: input2type: intoutput:-name: sumtype: intmethods:-name: calculate_sumcode:|sum = input1 + input2return sum上述刀片定义了两个输入参数input1和input2,以及一个输出参数sum。
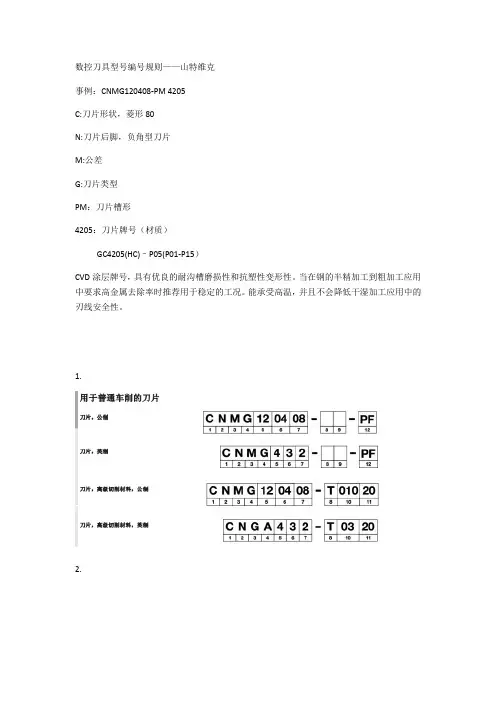
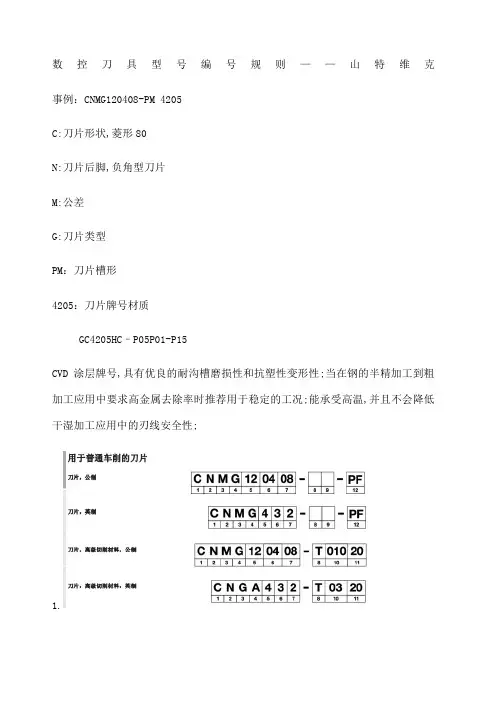
数控刀具型号编号规则——山特维克事例:CNMG120408-PM 4205C:刀片形状,菱形80N:刀片后脚,负角型刀片M:公差G:刀片类型PM:刀片槽形4205:刀片牌号(材质)GC4205(HC)–P05(P01-P15)CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
1.2.刀片牌号(车削)用于普通车削的牌号----P钢、铸钢、长切屑可锻铸铁。
基本牌号CT5015(HT)–P10(P01-P20)具有优良的抗积屑瘤和抗塑性变形能力的非涂层金属瓷牌号。
新型配方提高了韧性。
用于要求高表面质量与/或低切削力的低合金钢和合金钢的精加工。
fnxap<0.35mm2GC1125(HC)–M25(M10-M30PVD涂层微颗粒硬质合金。
推荐用于中等到低切削速度下各种不锈钢的精加工。
锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异。
其很高的耐热冲击性能适用于轻间断切削。
GC1525(HC)-P15(P05-P25)PVD涂层金属瓷牌号。
具有优良的耐磨损性和刃口韧性。
用于低碳钢和低合金钢的精加工和半精加工。
适用于中等和高切削速度下要求高表面质量的场合。
fnxap<0.35mm2GC4205(HC)–P05(P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
GC4215(HC)-P15(P01-P30)用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢和钢铸件的连续切削至轻型间断切削应用。
梯度基体与耐磨涂层相结合,最佳化了硬度和韧性。
不论湿切削还是干切削均能承受高温,同时又不会牺牲刃线安全性。
GC4225(HC)-P25(P10-P40CVD涂层硬质合金材质,用于钢和钢铸件的精加工到粗加工。
一、硬质合金牌号的表示方法:如:Y G6 XY-表示硬质合金:Y-“硬”的汉语拼音第一个字母硬质合金成份特性:G6-钨钴合金及钴含量T14-钨钴钛合金及钛含量W1-钨钴钛钽合金N10-钨钴镍钼合金附加字母分别表示:X-细颗粒C-粗颗粒N-加铌元素A-加钽元素如:Y D 20Y-表示硬质合金:Y-“硬”的汉语拼音第一个字母C-长切屑用硬质合金D-短切悄用硬质合金20-分组号二、切削刀片型号的表示方法:如:A 1 25 A Z刀片类别:A-内外圆车刀、镗刀B-成型刀C-螺纹刀、切断刀D-铣刀、浮动镗刀E-钻头、铰刀F-耐磨件表示同类别中不同型式的表示1-表示1型2-表示2型表示主要尺寸(L、B或D)20-表示20毫米06-表示6毫米附加字母分别表示:A、B、C表示主要尺寸相当时,其它尺寸有差异的型号代号Z-左刀A-内外圆车刀、镗刀A1型制造外圆车刀、镗刀和切槽刀A2型制造镗刀和端面车刀A3型制造端面车刀和外圆车刀A4型制造外圆车刀、镗刀和端面车刀A5型制造直头外圆车刀、通孔镗刀及装配式端铣刀A6型制造镗刀、外圆车刀B-成型刀B1型制造成型车刀、燕尾槽刨刀和燕尾槽铣刀B2型制造凹圆弧成型车刀和轮缘车刀B3型制造凸圆弧成型车刀B4型制造凹圆弧成型车刀和轮缘车刀C-螺纹刀、切断刀C1型制造螺纹车刀及外圆精车刀C2型制造精车刀及梯形螺纹车刀C3型制造切断刀及切槽刀C4型制造三角皮带轮切槽刀D-铣刀、浮动镗刀D1型制造外圆车刀、镗刀和端面铣刀D2型制造三面刃铣刀、T型槽铣刀和浮动镗刀E-钻头、铰刀E1型制造非金属和金属直槽钻头E2型制造麻花钻头和直槽钻头E3型制造键槽铣刀、端铣刀及深孔扩孔钻E4型制造扩孔钻E5型制造手动铰刀及机动铰刀F-耐磨件F1型制造车床和外圆磨床顶尖F2型制造深孔钻头的导向块F3型制造可卸镗刀耐磨零件硬质合金常用牌号及用途介绍牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2;硬度HRA/用途。
如果你天天与数控加工打交道,自然就离不开刀具,刀具必须具备比工件材料更硬的特性,还要能承受加工过程中产生的切削热。
数控刀片字母又表示什么含义的呢?这是本文的重点。
接下来,主要讲解一下该型号的含义。
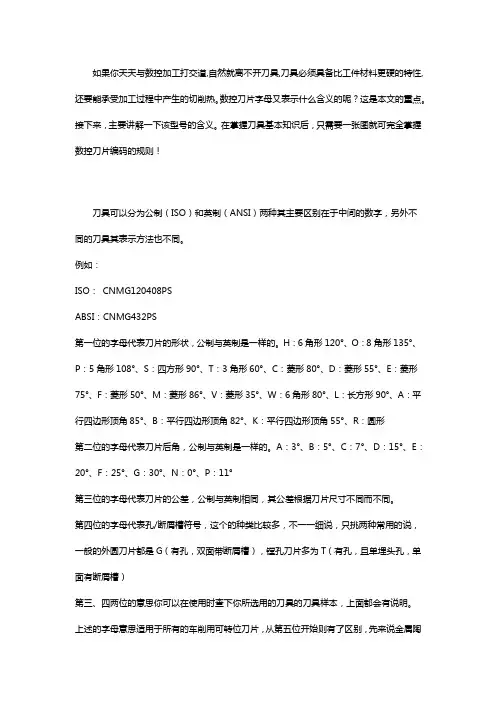
在掌握刀具基本知识后,只需要一张图就可完全掌握数控刀片编码的规则!刀具可以分为公制(ISO)和英制(ANSI)两种其主要区别在于中间的数字,另外不同的刀具其表示方法也不同。
例如:ISO:CNMG120408PSABSI:CNMG432PS第一位的字母代表刀片的形状,公制与英制是一样的。
H:6角形120°、O:8角形135°、P:5角形108°、S:四方形90°、T:3角形60°、C:菱形80°、D:菱形55°、E:菱形75°、F:菱形50°、M:菱形86°、V:菱形35°、W:6角形80°、L:长方形90°、A:平行四边形顶角85°、B:平行四边形顶角82°、K:平行四边形顶角55°、R:圆形第二位的字母代表刀片后角,公制与英制是一样的。
A:3°、B:5°、C:7°、D:15°、E:20°、F:25°、G:30°、N:0°、P:11°第三位的字母代表刀片的公差,公制与英制相同,其公差根据刀片尺寸不同而不同。
第四位的字母代表孔/断屑槽符号,这个的种类比较多,不一一细说,只挑两种常用的说,一般的外圆刀片都是G(有孔,双面带断屑槽),镗孔刀片多为T(有孔,且单埋头孔,单面有断屑槽)第三、四两位的意思你可以在使用时查下你所选用的刀具的刀具样本,上面都会有说明。
上述的字母意思适用于所有的车削用可转位刀片,从第五位开始则有了区别,先来说金属陶瓷、图层硬质合金以及硬质合金的刀片:第五位的数字,ISO代表切刃长度,ANSI代表内接缘径第六位的数字代表厚度,ISO的单位为mm,而ANSI的为:inch第七位的数字代表刀尖角,ISO的单位为mm,而ANSI的为:inch最后两位字母代表任意符号,如:主切刃符号、断屑槽符号等。
常用的数控刀具牌号克劳伊:PC9030 车普通201的不锈钢还行,车304不锈钢很烂NC3010 NC3020 NC3030 NC500H 加工一般氏钢如45#钢、40Cr、20#钢、A3钢等含碳量较适中的钢件。
如果工件中有间断切削的部分用NC3030,NC3010 NC3020不适用45号钢间断切削,耐冲击性上明显不如NC3030C表示刀片形状、N表示刀片的后角、M表示刀片的公差、G表示刀片断面形状、12表示刀片边长、04表示刀片的厚度、08表示刀片R角大小、HM表示刀片断屑槽、NC3020表示刀片的材质1.一般来说车削刀片分为正角刀片和负角刀片,正角刀片表示刀片带有后角,只有一面可以使用;负角刀片表示刀片不带后角,刀片两面均可使用。
2.刀片公差基本使用M级,一般正角刀片的型号均使用CCMT,DCMT,TCMT等,负角刀片均使用 CNMG,DNMG,TNMG等。
3.刀片厚度一般都有规定,不需要强行记忆4.刀片断屑槽有许多种,而且各厂家表示法均不相同。
一般选用断屑槽之前,先要问清客户是采用精加工还是粗加工,再选用合适的断屑槽。
韩国KORLOY众多断屑槽中一般都选择“HF”、“HM”、“HR”来进行精加工、中切削和粗加工,铝加工选择“AK”,不锈钢加工选择“HS”、“HMP”。
5.材质的选择最难把握,也是最不容易学会的。
基本上材质选择要根据客户的要求和产品的要求来进行的。
就韩国KORLOY刀片而言:a. NC3010 NC3020 NC3030 NC500H 加工一般氏钢如45#钢、40Cr、20#钢、A3钢等含碳量较适中的钢件。
b. NC3015 CC115 NC310 NC330加工钢件的范围较广,但较NC3010等而言,他的硬度高,耐磨性好,但比较容易崩刃,所以不适合加工20#钢、A3钢等有韧性的材料,一般适合加工调质钢,合金钢等。
c. NC9020 PC8010 NC3030 PC9030加工不锈钢。
可转位刀片型号与ISO表示规则式中1表示为刀片形状的代码(图1),如代码C表示刀尖角为80°;图1 刀片形状代码式中2表示为主切削刃后角的代码(图2),如代码N表示后角为0°;图2 主切削刃后角代码式中3表示为刀片尺寸公差的代码(表1),如代码M表示刀片厚度公差为±0.130;表1 刀片尺寸公差代码表级别符号公差mm公差inchesm s d m s dA±0.005±0.025±0.025±0.0002±0.001±0.0010 F±0.005±0.025±0.013±0.0002±0.001±0.0005 C±0.013±0.025±0.025±0.0005±0.001±0.0010 H±0.013±0.025±0.013±0.0005±0.001±0.0005 E±0.025±0.025±0.025±0.0010±0.001±0.0010 G±0.025±0.013±0.025±0.0010±0.005±0.0010J±0.005±0.025±0.05±0.13±0.0002±0.001±0.002±0.005K±0.013±0.025±0.05±0.13±0.0005±0.001±0.002±0.005L±0.025±0.025±0.05±0.13±0.0010±0.001±0.002±0.005M±0.08±0.18±0.013±0.05±0.13±0.003±0.007±0.005±0.002±0.005N±0.08±0.18±0.025±0.05±0.13±0.003±0.007±0.001±0.002±0.005U±0.013±0.38±0.013±0.08±0.25±0.005±0.015±0.005±0.003±0.010注:表中s为刀片厚度,d为刀片内切圆直径,m为刀片尺寸参数(图3)。
一、硬质合金牌号的表示方法:如:Y G6 XY-表示硬质合金:Y-“硬”的汉语拼音第一个字母硬质合金成份特性:G6-钨钴合金及钴含量T14-钨钴钛合金及钛含量W1-钨钴钛钽合金N10-钨钴镍钼合金附加字母分别表示:X-细颗粒C-粗颗粒N-加铌元素A-加钽元素如:Y D 20Y-表示硬质合金:Y-“硬”的汉语拼音第一个字母C-长切屑用硬质合金D-短切悄用硬质合金20-分组号二、切削刀片型号的表示方法:如:A 1 25 A Z刀片类别:A-内外圆车刀、镗刀B-成型刀C-螺纹刀、切断刀D-铣刀、浮动镗刀E-钻头、铰刀F-耐磨件表示同类别中不同型式的表示1-表示1型2-表示2型表示主要尺寸(L、B或D)20-表示20毫米06-表示6毫米附加字母分别表示:A、B、C表示主要尺寸相当时,其它尺寸有差异的型号代号Z-左刀A-内外圆车刀、镗刀A1型制造外圆车刀、镗刀和切槽刀A2型制造镗刀和端面车刀A3型制造端面车刀和外圆车刀A4型制造外圆车刀、镗刀和端面车刀A5型制造直头外圆车刀、通孔镗刀及装配式端铣刀A6型制造镗刀、外圆车刀B-成型刀B1型制造成型车刀、燕尾槽刨刀和燕尾槽铣刀B2型制造凹圆弧成型车刀和轮缘车刀B3型制造凸圆弧成型车刀B4型制造凹圆弧成型车刀和轮缘车刀C-螺纹刀、切断刀C1型制造螺纹车刀及外圆精车刀C2型制造精车刀及梯形螺纹车刀C3型制造切断刀及切槽刀C4型制造三角皮带轮切槽刀D-铣刀、浮动镗刀D1型制造外圆车刀、镗刀和端面铣刀D2型制造三面刃铣刀、T型槽铣刀和浮动镗刀E-钻头、铰刀E1型制造非金属和金属直槽钻头E2型制造麻花钻头和直槽钻头E3型制造键槽铣刀、端铣刀及深孔扩孔钻E4型制造扩孔钻E5型制造手动铰刀及机动铰刀F-耐磨件F1型制造车床和外圆磨床顶尖F2型制造深孔钻头的导向块F3型制造可卸镗刀耐磨零件硬质合金常用牌号及用途介绍牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2;硬度HRA/用途。
数控刀片型号知识,原来还有这么多学问。
C NMG120412-NM4
APHW200460TR-A27
第一位字母,表示可转位刀片的形状
CNMG120412-NM4
APHW200460TR-A27
第二位字母,表示可转位刀片的后角
CNMG120412-NM4
APHW200460TR-A27
第三位字母,表示可转位刀片的精度等级
1.副刀刃经磨削
2.根据刀片尺寸
(见ISO 1832)
CNMG120412-NM4
APHW200460TR-A27
第四位字母,表示可转位刀片的前刃面及中心孔型CNMG120412-NM4
APHW200460TR-A27
第五、六位数字,表示可转位刀片刃口长度的整数值
CNMG120412-NM4
APHW200460TR-A27
第七、八位数字,表示可转位刀片的厚度
CNMG120412-NM4
APHW200460TR-A27
第九、十位为数字时,表示可转位刀片刀尖圆弧半径
第九、十位为字母时,分别表示可转位刀片主偏角及修光刃后角
APHW200460
TR-A27
第十一位字母表示刃口形状
APHW200460TR-A27
第十二位字母时,表示切削方向
CNMG120412-NM4
APHW200460TR-
A57
连字符以后为厂方标记,如断屑槽代号,本例为瓦尔特的厂方标记。