锉削站立姿势
- 格式:ppt
- 大小:949.50 KB
- 文档页数:18

机械钳工老师傅如何用一把锉刀手工完成零件修复——锉削技巧①工件安装。
工件必须牢间地装夹在台虎钳钳口的中间,并略高于钳口,夹持已加工表面时,应在钳口与工作间垫以铜片或铝片。
②锉刀握法。
锉削时,一般右手握锉柄,左手握住(或压住)锉刀。
③锉削姿势及施力。
锉削站立姿势如图,两手握住锉刀放在工件上,右小臂同锉刀成一直线,并与锉削面平行;左小臂与锉面基本保持平行。
锉削时,两手施力与锉刀前推时加压并保持水平,返回时不加压力,以减少齿面磨损。
①锉削平面。
常用的锉削平面方法有顺锉法、交叉锉法、推锉法三种。
顺锉法是最基本的锉法,适用于较小平面的锉削。
顺锉可得到正直的锉纹,使锉削的平面较为整齐美观,其中左图多用于粗锉,右图只用于修光。
交叉锉法适用于粗锉较大的平面。
由于锉刀与工件接触面增大,锉刀易掌握平衡,因此交叉锉易锉出比较平整的平面。
交叉锉之后要转用右图所示的顺锉法或推锉法进行修光。
推锉法仅用于修光,尤其适宜窄长平面或用顺锉法受阻的情况。
两手横握锉刀,沿工件表面平稳地推拉锉刀,可得到平整光洁的表面。
②锉削弧面及倒角。
常用的锉削弧面及倒角方法有滚锉法。
滚锉法用于锉削内、外圆弧面和内、外倒角。
锉削外圆弧面时,锉刀除向前运动外,还要沿工件被加工圆弧面摆动;锉削内圆弧面时,锉刀除向前运动外,锉刀本身还要做一定的旋转运动和向左移动。
①锉削操作时,锉刀必须装柄使用,以免刺伤手。
②台虎钳淬火处理时,不要锉到钳口上,以免磨钝刀和损坏钳口。
③锉削过程中,不要用手抚摸工件表面,以免工件沾上汗渍和油脂,再次锉削时打滑。
④锉下来的屑末不要用嘴吹,应用毛刷清除,以免进入人眼。

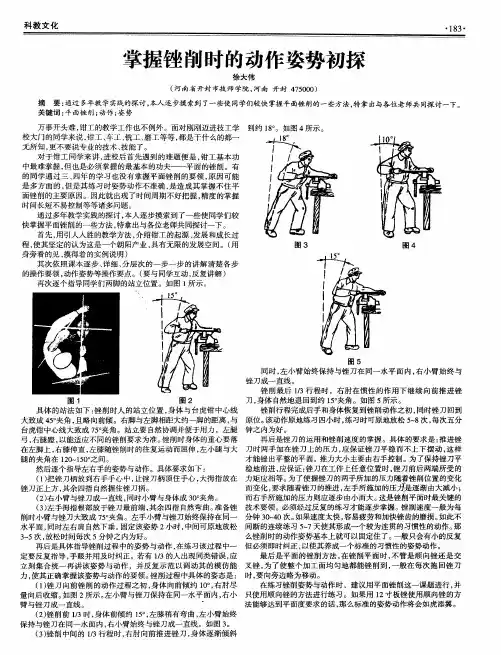
二、锉削的姿势与操作方法
锉削时人的站立位置与錾削相似,锉削时要充分利用锉刀的全长,用全部锉齿进行工作。
开始时身体要向前倾斜10º左右,右肘尽可能收缩到后方。
最初三分之一行程时,身体逐渐前倾到15º左右,使左膝稍弯曲;其次三分之一行程,右肘向前推进。
同时身体也逐渐前倾到18º左右;最后三分之一选种,用右手腕将锉刀推进,身体恢复到起始位置姿势。
三、锉削时双手的用力
锉削时为了锉出平直的表面,必须正确掌握锉削力的平衡,使锉刀平稳。
锉削时的力量有水平推力和垂直压力两种,推动主要由右手控制,其大小必须大于切削阻力,才能锉去切屑;压力是由两手控制的,其作用是使锉齿深入金。
描述正确的锉削姿势和要领。
正确的锉削姿势和要领如下:
1. 坐姿:要坐直身体,以保证姿势的稳定性和舒适度。
2. 手持锉:要握紧锉柄,手指包裹在锉柄周围,保证手指与锉柄的接触面积充足,这样可以让锉削更稳定,并且减轻手臂的疲劳。
3. 锉削方向:锉削的方向应该始终保持一致,不要来回乱动。
通常,锉削应该沿着工作表面的纹理方向进行。
4. 填锉:填锉指的是用锉打磨一个面或角。
要使用浅色的填锉粉末,把锉板沾满,轻轻地打磨需要变平或变直的部位。
需要特别注意的是,填锉时只要轻轻刮过锉板表面,不要过度用力。
5. 清洁:锉削结束后,要用清洁布轻轻地去除锉板上的锉屑和填锉粉末。
然后,要在油里浸泡锉板,以保持锉板的锋利度和防止锈蚀。
6. 相应的锉要选择:不同的工件需要不同种类的锉,所以在锉削前需要选择相应的锉文件来完成工作。
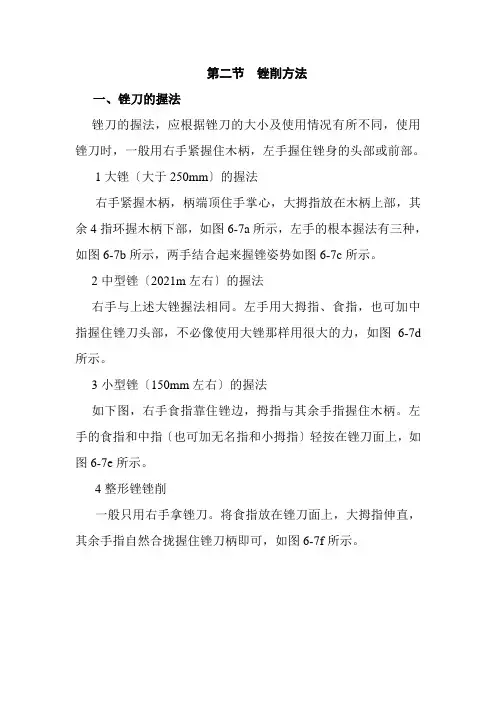
第二节锉削方法一、锉刀的握法锉刀的握法,应根据锉刀的大小及使用情况有所不同,使用锉刀时,一般用右手紧握住木柄,左手握住锉身的头部或前部。
1大锉〔大于250mm〕的握法右手紧握木柄,柄端顶住手掌心,大拇指放在木柄上部,其余4指环握木柄下部,如图6-7a所示,左手的根本握法有三种,如图6-7b所示,两手结合起来握锉姿势如图6-7c所示。
2中型锉〔2021m左右〕的握法右手与上述大锉握法相同。
左手用大拇指、食指,也可加中指握住锉刀头部,不必像使用大锉那样用很大的力,如图6-7d 所示。
3小型锉〔150mm左右〕的握法如下图,右手食指靠住锉边,拇指与其余手指握住木柄。
左手的食指和中指〔也可加无名指和小拇指〕轻按在锉刀面上,如图6-7e所示。
4整形锉锉削一般只用右手拿锉刀。
将食指放在锉刀面上,大拇指伸直,其余手指自然合拢握住锉刀柄即可,如图6-7f所示。
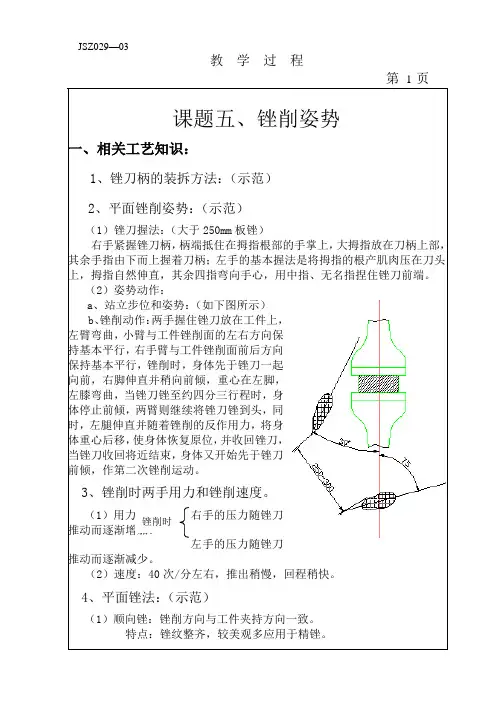
a右手握法b左手握法 c 两手的配合d中型锉刀的握法e小型锉刀的握法f 整形锉的握法图6-7 锉刀的握法二、锉削姿势锉削姿势对一个钳工来说是十分重要的,只有姿势正确,才能做到既能提高了锉削质量和锉削效率,又能减轻劳动强度。
锉削时的站立步位和姿势及锉削动作如图6-8、图6-9所示。
两手握住锉刀放在工件上,左臂弯曲。
锉削时,身体先于锉刀并与之一起向前,右脚伸直并稍向前倾,重心在左脚,左膝呈弯曲状态。
当锉刀锉至约3/4行程时,身体停止前进,两臂那么继续将锉刀向前锉到头,同时,左脚伸直重心后移,恢复原位,并将锉刀收回,然后进行第二次锉削。
图6-8锉削时站立步位及姿势图6-9锉削动作三、平面锉削方法锉削平面是锉削中最根本的操作。
平面锉削有顺向锉法、交叉锉法和推锉法3种。
1顺向锉法顺向锉法,如图6-10所示,是顺着同一个方向对工件进行锉削,是最根本的锉削方法。
用此方法锉削可得到正直的锉痕,比拟整齐美观,适用于工件外表最后的锉光和锉削不大的平面。
2交叉锉法交叉锉法是从两个交叉方向对工件进行锉削。
使用锉刀时双手应始终将锉刀端平。
开始锉削时,身体与锉刀一起向前。
右腿伸直并稍向前倾,左膝略弯曲,重心落在左脚上。
当锉削到接近行程终了时,身体停止前进;两臂继续推进锉刀到头并立即回程。
同时左腿自然伸直,并随锉削时的作用力将身体重心后移,顺势将锉刀收回,恢复原位,以备连续锉削,整个锉削动作过程所图所示。
锉刀向前推进锉削时速度稍慢,收回锉刀时则稍快。
使用大平锉时的锉削频率,每次来回一般控制在1.5-2s(S一秒);使用中型锉时,锉刀时每次来回一般控制在1-1.5s。
锉削是使用锉刀对工件表面进行加工的一种切削方法,它可以锉平面、锉圆弧面和孔类等。
锉削的基本方式有顺锉法、交叉锉法和推锉法等。
以下为锉刀使用和基本方法:
(1)顺向锉削法:
用于较长平面的锉削,一般使用中齿或细齿锉刀。
(2)交叉锉削法:交叉锉削时,锉刀与工件一般交叉成30°-60°,这样,锉刀与工件的接触面积大,容易掌握平稳,它常用于粗加工或修整表面。
交叉锉削常使用粗齿、中齿锉刀。
(3)推锉锉削法:推锉时,将锉刀横向,锉刀放平稳,顺差上工件平行均匀地向前推进,这种方法常用于锉削窄而长的平面,一般选用细齿锉刀。
(4)弧形锉削法:锉外弧面和内弧面。
由于工件表面呈外凸或内凹形,所以在锉削时锉刀不能直线移动,而是顺应被锉削面的需要,使锉刀向上、向下、向左、向右,同时协调地做适当地摆动和弧形运动,这样才能锉成合乎要求的曲面。
文章来源:锉刀/。
简述锉削姿势及动作要领一、引言锉削是金属加工中非常重要的一个步骤,它可以使工件表面更加光滑,提高工件的精度和质量。
但是,如果不正确地使用锉刀,就会导致工件表面不平整、尺寸不准确等问题。
因此,正确掌握锉削姿势及动作要领对于保证加工质量和效率至关重要。
二、锉削姿势1. 坐姿在进行手动锉削时,应该选择一个舒适的坐姿。
坐在稳定的椅子上,并将脚放在地上以保持平衡。
同时,将工件放在合适的位置上以便于操作。
2. 站姿在进行机器锉削时,应该选择一个稳定的站姿。
双脚分开与肩同宽,并将脚放在稳定的地面上以保持平衡。
同时,双手应该握住机器手柄并保持稳定。
三、动作要领1. 握持方式正确握持锉刀是进行锉削的关键之一。
通常情况下,应该采用两手握持方式。
其中一只手握住锉柄,并将其固定;另一只手握住锉刀头,并将其放置在工件表面上。
2. 锉削方向在进行锉削时,应该根据工件的形状和大小,选择合适的锉削方向。
通常情况下,应该采用单向锉削的方式。
即将锉刀头放置在工件表面上,并以一个方向移动,直到达到所需的尺寸和光滑度。
3. 压力控制正确控制锉削时的压力也是非常重要的。
通常情况下,应该采用轻微的压力进行锉削,以避免过度去除材料或损坏工件表面。
4. 锉速控制在进行锉削时,应该控制好锉速。
如果过快地进行锉削,就会导致材料过度去除或者损坏工件表面;如果过慢地进行锉削,则会浪费时间并降低效率。
5. 均匀力度在进行手动锉削时,应该保持均匀的力度。
这样可以使得工件表面更加平整,并且提高加工质量。
6. 定期检查最后,在进行锉削之前和之后都应该对工具和工件进行检查。
这样可以避免工具磨损或者工件表面损坏,从而提高加工效率和质量。
四、总结通过正确掌握锉削姿势及动作要领,可以提高加工效率和质量,并且降低工具的磨损和工件表面的损坏。
因此,在进行锉削时一定要认真学习并且不断练习,以便于掌握正确的技巧。
小小的锉刀在五金加工的过程中发挥着巨大的作用,但是很多操作工人对锉刀只是一知半解,还谈不上精通。
下面我们从五个方面带你了解锉刀的构造、熟悉锉刀的分类和选用、掌握锉刀的使用方法。
一、锉削的概念与锉刀的构造(1)锉削的概念;用锉刀从零件表面锉掉多余的金属,使零件达到图样要求的尺寸、形状和表面粗糙度的操作叫作锉削。
其应用范围很广,可锉工件的外表面、内孔、沟槽和各种形状复杂的表面。
锉刀是锉削的主要工具,一般由碳素工具钢T12或T13制成,经过热处理淬硬,其切削部分的硬度达到62HRC以上。
(2)锉刀的构造:锉刀主要由锉身和锉柄两部分组成。
锉刀面是锉削的主要工作面。
锉刀面上有许多锉齿。
锉削时每个锉齿相当于一把錾子在对材料进行切削,锉纹是巾锉齿有规则排列的图案,锉刀的齿纹分为单齿纹和双齿纹两种。
单齿纹只有一个方向齿纹,常用于锉削软材料如铝、铜;双齿纹有两个方向的齿纹,齿纹浅的叫作底齿纹,齿纹深的叫作面齿纹,适合于硬材料的锉削。
二、锉刀的分类锉刀接其用途来划分,有普通锉、整形锉(或称什锦锉)和特种锉。
其中普通锉使用最多。
(1)普通锉。
普通锉按其截面形状可分为平锉、半圆锉、方锉、三角锉及圆锉五种。
这些锉刀是钳工日常加工主要用的锉削工具,如下图所示。
平锉用于:锉削平面、外曲面;方锉用于:锉削凹槽、方孔;三角锉用于:锉削三角槽、大于60。
内角面;半圆锉用于;锉削内曲面、大圆孔;圆锉用于:锉削圆孔、小半径内圆孔。
(2)整形锉(什锦锉)。
主要用于精细加工及修整工件上难以机加工的细小部位。
它由若干把各种截面形状的锉刀组成一套。
(3)特种锉。
为加工零件卜特殊表面用的,它有直的、弯曲的两种,其截面形状很多。
三、锉刀的规格及选用锉刀的规格:锉刀的规格分为两种:一是锉刀的尺寸规格。
这种规格规定:对于方锉刀的尺寸规格以方形尺寸进行表示;圆锉刀的尺寸规格以直径尺寸进行表示;其他锉刀以锉身长度表示,常见锉身长度有100~400mm多种规格。
锉削操作要点及注意事项--王静
锉削操作要点及注意事项
1、锉削时人正确的站立姿势为:左腿在前弯曲,右腿伸直在后,身体向前倾余(约10°左右),重心落在左腿上;锉削中,两腿站稳不动,靠左膝的屈伸使身体作往复运动,手臂和身体的运动要相互配合,并要使锉刀的全长充分利用。
2、锉削速度一般为每分钟30~60次。
太快,操作者易疲劳,且锉齿易磨钝;太慢,切削效率低。
3、锉刀必须装柄使用,以免刺伤手腕。
松动的锉刀柄应装紧后再用;锉刀不能作橇棒或敲击工件,防止锉刀折断伤人。
4、不准用嘴吹锉屑,也不要用手清除锉屑。
当锉刀堵塞后,应用钢丝刷顺着锉纹方向刷去锉屑。
5、对铸件上的硬皮或粘砂、锻件上的飞边或毛刺等,应先用砂轮磨去,然后锉屑。
6、锉屑时不准用手摸锉过的表面,因手有油污,再锉时会打滑。
7、放置锉刀时,不要使其露出工作台面,以防锉刀跌落伤脚;也不能把锉刀与锉刀叠放或锉刀与量具叠放。