油墨进料检验标准QC
- 格式:doc
- 大小:49.50 KB
- 文档页数:2
FLD 编号:FLD-01-2011凹版印刷油墨质量标准1.适用范围本标准适用于双向拉伸聚丙烯(BOPP)、双向拉伸聚酯(BOPET)、双向拉伸尼龙(ON)、吹塑聚乙烯(PE)等塑料薄膜的印刷油墨。
2.油墨的分类2.1 油墨分表印油墨和里印油墨两类。
2.2 油墨包括有黑、兰、红、黄、白、金、桃红、群青等多种颜色。
3.技术要求3.1油墨外观应为粘稠状流体,无分层、严重沉淀,轻微搅拌后流动均匀,不含机械杂质和凝胶块。
3.2油墨的颜色应与厂商提供的色标卡颜色一致。
3.3 标识:完整清晰的合格证标签,应包括:产品名称、生产日期、供应商名称、重量、有效合格证。
3.4 重量与合格证标签的相符。
3.5 油墨在承印物上附着良好,印刷时粘胶带粘接合格;复合时,油墨处的剥离强度满足规定的材质结构及有关标准的要求。
3.6 固含量测试合格,粘度测试合格。
3.7 溶剂释放效果良好,在正常印刷工艺条件下,残留溶剂合格。
3.8里印油墨之表面对粘合剂(溶剂型、无溶剂型)的亲润分散性良好,在正常工艺条件下,外观无白斑。
3.9在正常印刷工艺条件下,薄膜的印刷面无异常异味,油墨层无“反粘”现象。
3.10 耐老化:印刷膜(或复合膜)在自然光照条件下7小时,不褪色。
3.11 耐热性:对于PET、ONY, 250℃、0.2Mpa、1.5S;对于OPP, 180℃、0.2Mpa、1.5S;对于PE, 160℃、0.2Mpa、1.5S。
在上述热封条件下,油墨不变色。
3.12耐内容物性:装上用户要包装的等量内容物,在90~100℃条件下敞盖杀菌1小时,油墨层无脱落、迁移、分层及揉搓后不分层,包装内容物在60~70℃热灌装后,表印后油墨不粘连,不退色。
即判定为合格。
4.检验规则4.1 原材料进厂后由物料部通知质保部进行入厂验证。
4.2每批原材料按富利达公司《检验规范》规定的抽样方法,对合格证标识进行验证。
4.3外观的检验由质保部不定期在机台使用时进行抽检,原则上两次抽检的时间间隔不应超过3个月;车间在油墨的使用时如发现异常问题,质保部应在接到通知的24小时以内会同有关部门加以确认。
胶印油墨检验标准嘿,朋友们!今天咱就来好好唠唠胶印油墨检验标准这档子事儿。
咱先说说这颜色,胶印油墨印出来的颜色可得正啊!不能说印个红色出来跟个紫茄子似的,那多闹心呐!这就好比你去饭店点了盘鱼香肉丝,结果上来的是盘青椒炒肉丝,那能行嘛!所以颜色的准确性那可是相当重要的。
再讲讲这油墨的粘性。
你想想,如果油墨太黏了,就跟那粘牙的麦芽糖似的,印的时候不就容易出问题嘛,要么糊成一团,要么印不匀。
可要是粘性不够呢,又跟那没粘性的泡泡糖似的,根本粘不住,那图案不就花啦?这就跟咱走路一样,得稳稳当当的,不能一会儿快得要飞起来,一会儿又慢悠悠像蜗牛爬。
还有干燥速度也得留意。
太快了不行,还没印好呢就干了,那不就麻烦啦?太慢了也不行啊,等半天都干不了,着急用的时候不就傻眼啦?这就好比等公交车,来早了干等着心焦,来晚了又耽误事儿。
再说说这油墨的耐抗性。
印上去得经得住折腾呀!不能稍微一碰一擦就掉色了,那多不结实呀!就像一件好衣服,得禁得住洗,禁得住穿,不能穿两次就破破烂烂的。
然后就是细度啦,这油墨可不能有那些大颗粒在里面瞎捣乱,不然印出来的东西能好看嘛,就跟那脸上有麻子似的。
咱得要那种细腻光滑的效果,就像那剥了壳的鸡蛋似的。
那怎么检验这些方面呢?咱可以用眼睛看呀,看看颜色正不正,图案清不清楚。
还可以用手摸摸,感受感受粘性啥的。
当然啦,专业的工具也是少不了的,就像医生看病得有那些医疗器械一样。
咱可别小瞧了这些检验标准,这可关系到印出来的东西质量好不好。
要是没把好关,印出来一堆次品,那不就亏大啦!这就好比盖房子,基础没打好,房子能结实嘛!所以啊,咱在检验胶印油墨的时候,可得瞪大了眼睛,仔细再仔细。
总之,胶印油墨检验标准那是相当重要的,咱得重视起来,不能马虎。
只有这样,才能印出漂亮、高质量的东西来。
这可不是开玩笑的事儿,大家说对不对呀!。
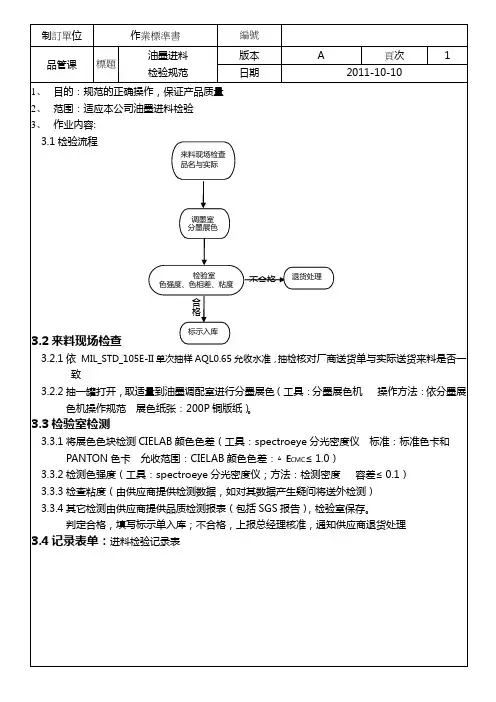
1、目的
规范油墨的检验方法及标准
2、适用范围
丝印用油墨进料时的检验
3、定义
油墨指我厂所用的各类油墨、油漆、稀料、助剂等
4、职责
品管部严格按本规范进行检验作业
5、作业内容
按《品管部检验抽样方案》进行检测,检验项目及标准如下:
备注:进料时,IQC对公司采购进的油漆和油墨进行检验,对有效期进行确认.油漆、油墨的有效期一般为一年,初始采购进的油漆和油墨的有效期不可少于10个月,如产品进到公司时有效期少于10个月,则要求供应商退回货品,重新送货。
6 、REACH/ROHS检测报告
油墨供应商必须每年提供REACH/ROHS检测报告,检测报告由品管部存档。
油墨质量检验方法中国轻工业部在1983年发布了21项油墨质量检验方法,主要包括油墨颜色、着色力、 细度、流动度、稳定性、黏性、黏性增值、飞墨、黏度、光泽、固着速度、干性、结膜干燥、渗透干燥、耐乙醇等化学性、渗色性、油脂酸值、色泽、油墨特性线斜率、截距、流动值(扩展直径)等检验方法。
于1993年又上升为国家标准。
现将不断完善后的 29项油墨质量检验方法分述如下。
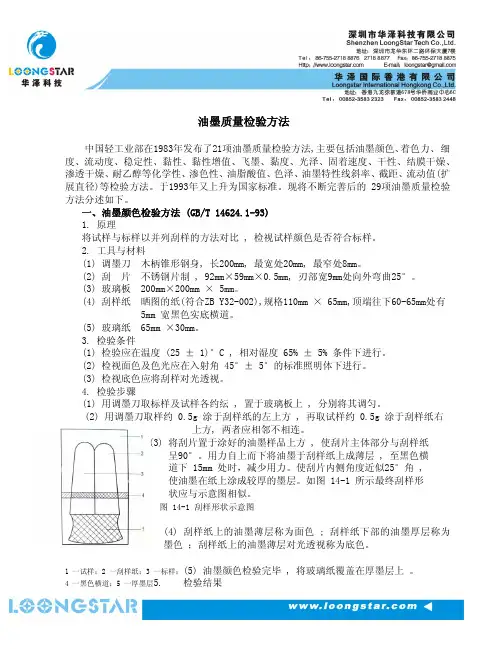
一、油墨颜色检验方法 (GB/T 14624.1-93)1. 原理将试样与标样以并列刮样的方法对比 , 检视试样颜色是否符合标样。
2. 工具与材料(1) 调墨刀 木柄锥形钢身, 长200mm, 最宽处20mm, 最窄处8mm。
(2) 刮 片 不锈钢片制 , 92mm×59mm×0.5mm, 刃部宽9mm处向外弯曲25°。
(3) 玻璃板 200mm×200mm × 5mm。
(4) 刮样纸 晒图的纸(符合ZB Y32-002),规格110mm × 65mm,顶端往下60-65mm处有5mm 宽黑色实底横道。
(5) 玻璃纸 65mm ×30mm。
3. 检验条件(1) 检验应在温度 (25 ± 1)°C , 相对湿度 65% ± 5% 条件下进行。
(2) 检视面色及色光应在入射角 45°± 5°的标准照明体下进行。
(3) 检视底色应将刮样对光透视。
4. 检验步骤(1) 用调墨刀取标样及试样各约纭 , 置于玻璃板上 , 分别将其调匀。
(2) 用调墨刀取样约 0.5g 涂于刮样纸的左上方 , 再取试样约 0.5g 涂于刮样纸右上方, 两者应相邻不相连。
(3) 将刮片置于涂好的油墨样品上方 , 使刮片主体部分与刮样纸呈90°。
用力自上而下将油墨于刮样纸上成薄层 , 至黑色横道下 15mm 处时,减少用力。
使刮片内侧角度近似25°角 ,使油墨在纸上涂成较厚的墨层。
原材料检验标准目的从被检的总体物料中取得有代表性的样品,通过对样品的检测,得到在允许误差内的数据,从而求得被检物料的某一或某些特性的平均值及其变异性。
基本原则通过对样品的检测,来了解总体物料的成分、性能、状态等特性。
取样方法油墨是由颜料、连接料、填料及辅助剂组成。
根据原材料的种类及形态,所用的取样工具和方法各不同。
1、液体树脂及单体取50-100g盛于无色玻璃瓶,无色玻璃瓶可以目视检验其洁净程度,并容易观察样品的含水或机械杂质情况。
2、固体树脂和晶体一般取50-100g盛于金属小罐中。
光敏感类树脂则用茶色玻璃瓶盛装,防止见光。
3、各种色粉和粉末状的原料一般取50-100g放于透明的小塑料袋,检查是否含有其他杂质。
取样工具的注意事项:为了保证器具不受产品侵蚀并易清洗,可采用不锈钢、黄铜或玻璃制成,取样器表面应光滑,无划痕、凹槽。
检测内容:1.颜料的检验 2.连接料及填料的检验 3.辅助剂的检验颜料的检验1、色相的检测色相的检测:将使用较多的色粉进行先期留样,记录其量值或标号。
之后的每一批来料用自封袋取规定的重量(50—100g),贴上标签,采用目视的方法,观察其颜色,对比颜色的量值或标号。
如存在较大的误差,则采用配制样墨,用金卡纸进行打样后对比其展色状况。
2、着色力的检测着色力:指一种颜料与其它颜料混合后对混合颜料的颜色所起的影响力(通常指在一定实验条件下,着色颜料给白色颜料以着色的能力)。
着色力的检测:将受测颜料与该颜料的标准样分别制成墨浆,然后按彩色颜料(或白色颜料)用标准白墨(或标准黑墨)分别将两墨浆的颜色冲淡,用刮样法验看其是否一致。
最后通过标准白墨或标准黑墨的用量,计算受测颜料的着色力,并与之表示受测颜料的浓度。
3、遮盖力的检测遮盖力:指颜料能遮盖承印物体表面的能力,即承印物表面颜色不透过颜料的能力。
遮盖力的检测:将待检色粉按照一定比例配制成小样,用金卡纸进行展色,观察其在底材上的遮盖状况,特别是展色较薄的地方(16及24um处),如颜色发白,或能看出底材的颜色,即为遮盖力不够。
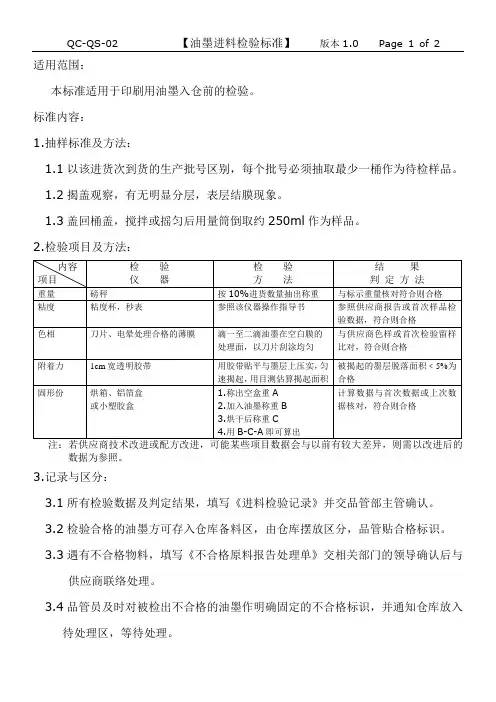
适用范围:
本标准适用于印刷用油墨入仓前的检验。
标准内容:
1.抽样标准及方法:
1.1以该进货次到货的生产批号区别,每个批号必须抽取最少一桶作为待检样品。
1.2揭盖观察,有无明显分层,表层结膜现象。
1.3盖回桶盖,搅拌或摇匀后用量筒倒取约250ml作为样品。
2.检验项目及方法:
数据为参照。
3.记录与区分:
3.1所有检验数据及判定结果,填写《进料检验记录》并交品管部主管确认。
3.2检验合格的油墨方可存入仓库备料区,由仓库摆放区分,品管贴合格标识。
3.3遇有不合格物料,填写《不合格原料报告处理单》交相关部门的领导确认后与
供应商联络处理。
3.4品管员及时对被检出不合格的油墨作明确固定的不合格标识,并通知仓库放入
待处理区,等待处理。
附件1:
凹版复合塑料薄膜油墨
附件2
凹版表印塑料薄膜油墨。
2024-94凹版复合塑料薄膜油墨、QB-1046-91凹版塑料薄膜油墨以及GB/T13217.1~13217.8-91凹版塑料油墨这3个标准检验油墨,不同油墨品种因后加工工艺与要求差异很大,进行检验的项目也有所区别。
表面张力将油墨印刷在印刷基材上或者用丝棒在印刷基材上刮样CTF,待干燥后,用3.8×10-2N/m的表面张力处理液(甲酰胺:乙二醇乙醚(体积比)=54.0:46.0)在墨膜上涂布6cm2,在2秒内不破裂成液点,即认为墨膜的表面张力值达到3.8×10-2N/m。
溶剂残留量将油墨印刷在印刷基材上或者用丝棒在印刷基材上刮样,一般取面积为200cm2的样品上海光华,置入输液瓶中用反口塞紧,在80±2℃的恒温烘箱中保温30分钟,用注射器抽取1ml瓶中的气体,迅速注入色谱仪中进行测定,以其出峰总面积值在标准曲线上查出对应的溶剂残留量。
凹印油墨的行业标准规定烘箱的温度是50±1℃乳品包装,但是GB/T 10005-1998双向拉伸聚丙烯(BOPP)/低密度聚乙烯(LDPE)的复合膜、袋的标准中规定的是80±2℃,我们建议采用后者。
其他技术指标与检验方法油墨的光泽度将油墨印刷在印刷基材上或者在印刷基材上用丝棒刮样,待干燥后,在固定光源的照射下,采用光电光泽度计来测定试样与标准面反射光量度的比值唐山玉印,来表示试样油墨的光泽度(标准面反射光的能量为100%)。
供水/润版在实际油墨样品的比较中,常将不同的油墨同时在印刷基材上刮样,待干燥后,在光线明亮处,对比墨膜的光泽度。
抗粘连性能将油墨印刷在印刷基材上或者用丝棒在印刷基材上刮样绿色印刷,放置2分钟,相对折叠在两块玻璃片之间,将此体系置于50±1℃的烘箱中,压上2kg砝码放置2小时后,打开对折部分观察印迹粘连的情况。
在实验中防伪印刷,可以将多个油墨样品进行制样后共同比较。
随着现在印刷速度的不断提高,对油墨的抗粘连的性能的要求也越来越高。
一、适用范围:本检验标准适用于深圳山源电器有限公司以下物料之进料检验:※板材:铝板、镀锌板、黄铜板、紫铜板、电解板、铁板、不锈钢带、马口铁)。
※外协加工:镀锡、镀镍、镀锌、铜钝化、阳极氧化、氧化发黑、喷涂等其它电镀件及外购螺母、螺柱。
※各种型材:铝型材、铜排。
※PC板(绝缘隔热板)。
※电子元器件:PTC片、温控器、熔断器、连接线等PTC组装原材料。
※塑胶类:左右支架、盖板、塞头、绝缘片、云母片。
※五金类:五金支架、电极板、插销等。
※铁丝:铁线材。
同时对物料中ROHS环境有害物质进行管制。
二、抽样方法:依据MIL-STD-105E 正常“Ⅱ”级抽样,必要时可采用加严抽样。
AQL:CRI=0 MAJ=0.65 MIN=1.5.对各种板材采用特殊规定:每批板材进料检验,每批来料抽样1PCS,若发现有一项主要缺陷时,则依实际情况加严抽检至5PCS,如再发现主缺陷时,判定拒收。
三、检验范围:1.产品包装2.外观3.尺寸4.角度5.性能6.适配7.检测要求:尺寸测量、角度测量、拉力测试、附着力测试、可焊性测试、盐雾测试、平面度测试、电气强度测试、导通测试、耐温测试及其它特殊需要性能测试(客户有特殊要求按客户标准增加检测项目)。
四、测量设备:平台、游标卡尺、千分尺、米尺、万能角度尺、高度尺、针规、薄厚塞规、半径规、百分表、投影仪、导电率测试仪、耐压测试仪、盐雾测试机、拉力器、锡炉、数显干燥箱、专用检具、适配样品等检测工具。
五、检查项目:1.板材(铝板、镀锌板、黄铜板、紫铜板、电解板、铁板、不锈钢带、马口铁)。
2.外协产品:镀锡、镀镍、镀锌、铜钝化、阳极氧化、氧化发黑、喷涂等其它电镀件及外购螺母、螺柱。
3.各种型材(铝型材、铜排)4.PC板(绝缘隔热板)5、电子元器件(PTC片、温控器、熔断器、连接线)6.塑胶类(左右支架、盖板、塞头、绝缘片、云母片)7.五金类(五金支架、电极板、插销等)8.铁丝(铁线材)此类材料只测直径;直径符合订货要求,粗细均匀一致即可。
油墨的检测标准主要包括颜色、光泽、细度、粘度、初干性、着色力、附着牢度、抗粘连等指标。
具体检测方法如下:
1. 颜色检验:可以采用色差仪,如NH310、NR60CP、PS2080等,测量试样与标样的颜色信息,从而得到两者的差别。
2. 光泽检验:可以采用光泽度计进行测量。
3. 细度检验:可以采用刮板细度计进行测量。
4. 粘度检验:可以采用粘度计进行测量。
5. 初干性检验:可以采用纸带法进行测量。
6. 着色力检验:可以采用色谱法进行测量。
7. 附着牢度检验:可以采用粘着力测试仪进行测量。
8. 抗粘连检验:可以采用抗粘连测试仪进行测量。
此外,对于溶剂型油墨,可以采用丝棒刮样法进行刮样;对于平版油墨和凸版油墨,重点检视面色和底色;对于网孔版油墨,凹版油墨重点检视面色和墨色。
为了更准确地进行检视颜色,可以采用印刷适性试验机进行印刷后再比较判断。
以上是油墨的检测标准与方法,仅供参考,建议咨询相关领域专业人士获取更全面和准确的信息。
油漆进料质量验收标准文件制修订记录文件分发记录1、目的:1.1、及时发现、控制、处置不合格原料,防止不合格原材流入生产车间,确保产品质量。
1.2、规范油漆原料检验内容、技术标准、检验方法,防止漏检、误检现象发生。
2、范围:适用于本公司所需油漆原材料(含配套固化剂、稀释剂等)进料检验和判定。
3、术语定义:3.1 标样是指:参照物,实际上就是符合相关国家、行业现行标准要求的油漆样品,该样品的检测值将做为后续批量供货检测值判定依据。
3.2 比对检验是指:当批量供货油漆的检验结果较难判定时,采用将标样与批量油漆比对检验的方式进行检验的行为。
3.3 批检是指:每批来料必检项目,用“*”标注。
3.4 型式检验是指:每半年度抽样检验项目,其有两种表现形式。
用“▽”标注,是指由供应商每半年提供1次最近3个月内的国家认可的第三方检测机构出具的给我司。
用“◆”标注,是指由我司实验室每季度抽样检验项目。
3.5 MSDS是指:化学品安全技术说明书。
供应商应在第一次供货时提供与产品相对应的有效版本的MSDS给我司(当并MSDS有更新时应在MSDS更新后的1个月内提供最新版本给我司)。
注:第三方检测报告和化学品安全技术说明书以电子档形式给到品管部,由品管部负责保管、归口备查。
4、检测工具:目视(检测外观/有效期/包装/产品品种)、鼻子(检测气味)、电子称(称重量)、气相色谱仪(检测有害物质)等设备进行检测。
5、检验环境要求:5.1 应在自然光条件、(室内环境需配备40W日光灯)检验环境不得阻碍检验人员视线、并避免阳光直射的条件下实施质量检测工作。
6、质量验收标准:6.1 通用要求:6.2 特殊要求:7、参考文件:7.1 GB18581-2009 室内装饰装修材料溶剂型木器涂料中有害物质限量7.2 GB/T23997-2009 室内装饰装修用溶剂型聚氨酯木器涂料7.3 GB/T1724-1979 涂料细度测定法7.4 GB/T6750-2007 色漆和清漆密度的测定比重瓶法7.5 GB/T9269-2009 涂料黏度的测定斯托默黏度计法7.6 GB/T1725-2007 色漆、清漆和塑料不挥发物含量的测定7.7 GB/T2828.1-2012 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划8、抽样标准:9、附加说明:9.1 每品种的批次油漆必须同时符合常规检测项目、理化性能及油漆性状项目的质量要求才视为符合质量特性要求产品,如有一项不符合质量要求,则判定为不合格。
适用范围:
本标准适用于印刷用油墨入仓前的检验。
标准内容:
1.抽样标准及方法:
1.1以该进货次到货的生产批号区别,每个批号必须抽取最少一桶作为待检样品。
1.2揭盖观察,有无明显分层,表层结膜现象。
1.3盖回桶盖,搅拌或摇匀后用量筒倒取约250ml作为样品。
2.检验项目及方法:
数据为参照。
3.记录与区分:
3.1所有检验数据及判定结果,填写《进料检验记录》并交品管部主管确认。
3.2检验合格的油墨方可存入仓库备料区,由仓库摆放区分,品管贴合格标识。
3.3遇有不合格物料,填写《不合格原料报告处理单》交相关部门的领导确认后与
供应商联络处理。
3.4品管员及时对被检出不合格的油墨作明确固定的不合格标识,并通知仓库放入
待处理区,等待处理。
附件1:
凹版复合塑料薄膜油墨
附件2
凹版表印塑料薄膜油墨。