滑动轴承油膜涡动与油膜振荡的故障诊断
- 格式:docx
- 大小:28.26 KB
- 文档页数:3

油膜轴承的故障机理与诊断油膜轴承因其承载性能好,工作稳定可靠、工作寿命长等优点,在各种机械、各个行业中都得到了广泛的应用,对油膜轴承故障机理的研究工作也比较广泛和深入。
一、油膜轴承的工作原理油膜轴承按其工作原理可分为静压轴承与动压轴承两类。
静压轴承是依靠润滑油在转子轴颈周围形成的静压力差与外载荷相平衡的原理进行工作的。
不论轴是否旋转,轴颈始终浮在压力油中,工作时可以保证轴颈与轴承之间处于纯液体摩擦状态。
因此,这类轴承具有旋转精度高、摩擦阻力小、承载能力强的特点,并且对转速的适应性和抗振性非常好。
但是,静压轴承的制造工艺要求较高,还需要一套复杂的供油装置,因此,除了在一些高精度机床上应用外,其他场合使用尚少。
动压轴承油膜压力是靠轴本身旋转产生的,因此供油系统简单,设计良好的动压轴承具有很长的使用寿命,因此,很多旋转机器(例如膨胀机、压缩机、泵、电动机、发电机等)均广泛采用各类动压轴承。
在旋转机械上使用的液体动压轴承有承受径向力的径向轴承和承受轴向力的止推轴承两类,本节主要讨论径向轴承的故障机理与诊断。
在动压轴承中,轴颈与轴承孔之间有一定的间隙(一般为轴颈直径的千分之几),间隙内充满润滑油。
轴颈静止时,沉在轴承的底部,如图1-1 (a )所示。
当转轴开始旋转时,轴颈依靠摩擦力的作用,沿轴承内表面往上爬行,达到一定位置后,摩擦力不能支持转子重量就开始打滑,此时为半液体摩擦,如图1-1(b)所示。
随着转速的继续升高,轴颈把具有黏性的润滑油带入与轴承之间的楔形间隙(油楔)中,因为楔形间隙是收敛形的,它的入口断面大于出口断面,因此在油楔中会产生一定油压,轴颈被油的压力挤向另外一侧,如图1-1(c)所示。
如果带入楔形间隙内的润滑油流量是连续的,这样油液中的油压就会升高,使入口处的平均流速减小,而出口处的平均流速增大。
由于油液在楔形间隙内升高的压力就是流体动压力,所以称这种轴承为动压轴承。
在间隙内积聚的油层称为油膜,油膜压力可以把转子轴颈抬起,如图1-1(d)所示。


油膜振荡故障类型之一
1.油膜振荡概念:转子轴颈在轴承内做高速旋转的同时,还环绕某一平衡中心做公转运动。
如果转子轴颈主要是由油膜力的激励作用引起的涡动,则轴颈的涡动角速度近似为转速的二分之一,所以称为“半速涡动”。
当转速升高到一阶临界转速的两倍附近时,涡动频率与转子一阶自振频率相重合,转子轴承系统将发生激烈的油膜共振,这种共振涡动就称为油膜振荡。
2.油膜涡动、油膜振荡的主要征兆与信号特征:
(1)油膜涡动实际振动频率要小于转频的一半,一般为0.43-0.48倍。
油膜振荡频率为转子系统的一阶自振频率。
(2)油膜振荡是一种自激振动,维持振动的能量由轴本身在旋转中产生,不受外部激振力的影响。
发生大振幅油膜振荡后,继续升高转速,振动频率不会变化,振幅也不会下降。
(3)发生油膜振荡时,轴心轨迹形状紊乱、发散。
(4)发生油膜振荡时,往往来势很猛,瞬时间振幅突然升高,引起轴承油膜破裂,会同时发生碰撞摩擦。
(5)当转子转速进入油膜共振区后,升高转速,振荡频率不变,振幅不下降。
但降低转速,振动也并不马上消失,油膜振荡消失的转速要低于它的起始转速。
3.油膜振荡频谱图
4.油膜振荡防治措施:
(1)避开油膜共振区域。
机器设计时避免转子工作转速在一阶临界转速的两倍附近运行。
(2)增加轴承比压。
增大轴颈偏心率,提高油膜的稳定性。
(4)减小轴承间隙。
(5)控制适当的轴瓦预负荷。
(6)选用抗振性好的轴承。
(7)调整油温。
适当升高油温,减小油的黏度,可以增加轴颈在轴承中的偏心率,有利于轴颈稳定。
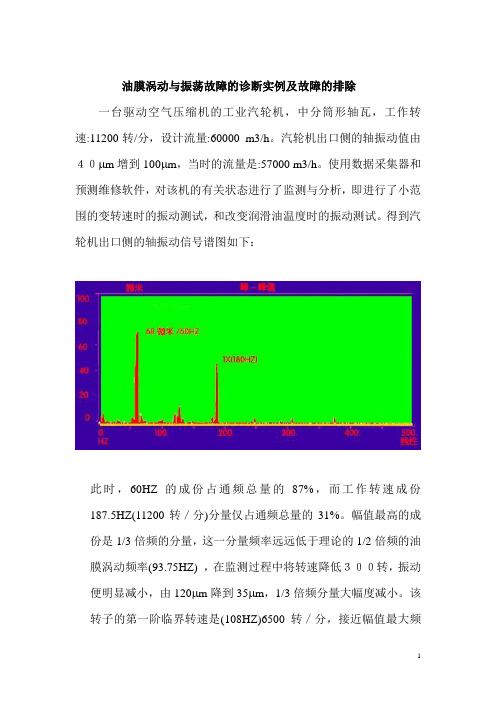
油膜涡动与振荡故障的诊断实例及故障的排除一台驱动空气压缩机的工业汽轮机,中分筒形轴瓦,工作转速:11200转/分,设计流量:60000 m3/h。
汽轮机出口侧的轴振动值由40μm增到100μm,当时的流量是:57000 m3/h。
使用数据采集器和预测维修软件,对该机的有关状态进行了监测与分析,即进行了小范围的变转速时的振动测试,和改变润滑油温度时的振动测试。
得到汽轮机出口侧的轴振动信号谱图如下:此时,60HZ的成份占通频总量的87%,而工作转速成份187.5HZ(11200转/分)分量仅占通频总量的31%。
幅值最高的成份是1/3倍频的分量,这一分量频率远远低于理论的1/2倍频的油膜涡动频率(93.75HZ) ,在监测过程中将转速降低300转,振动便明显减小,由120μm降到35μm,1/3倍频分量大幅度减小。
该转子的第一阶临界转速是(108HZ)6500 转/分,接近幅值最大频率的二倍,工作转速频率此时是幅值最大频率的三倍。
我分析了该机轴瓦的结构后,认为造成该机强烈振动的主要原因是轴承中的油膜涡动,轴瓦两侧开有四个宽近8毫米的泄油槽,泄油量过大是造成涡动频率很低的原因。
应该通过减小轴承的漏油量.增加油膜厚度.减小偏移量e 提高产生涡动的初始频率,使转子工作点向左脱离不稳定区。
避免涡动频率ωw与临界转速频率ωcr1和工作转速频率ω成整数倍关系,从而消除油膜涡动,使机组安全稳定运行。
对故障做出诊断后,立即将机组解体,以便处理轴瓦。
解体后发现振动最大的汽轮机出口侧下瓦因油膜振荡已经严重损坏,见下图:经将该瓦的四个油槽焊平,再次投入运行后,该测点振幅降到35μm,频谱图中的涡动频率分量基本消失,消除了强烈振动之后机组一直正常运行。



★油膜涡动与油膜振荡的特征
油膜涡动与油膜振荡的特征
起始失稳转速与转子的相对偏心率有关,轻载转子在第一临界转速之前就可能发生不稳定的半速涡动,但不产生大幅度的振动;当转速达到两倍第一临界转速时,转子由于共振而有较大的振幅;越过第一临界转速后振幅再次减少,当转速达到两倍第一临界转速时,振幅增大并且不随转速的增加而改变,即发生了油膜振荡,如图1-6(a)。
对于重载转子,因为轴颈在轴承中相对偏心率较大,转子的稳定性好,低转速时并不存在半速涡动现象,甚至转速达到两倍的第一临界转速时,也不会立即发生很大的振动,当转速达到两倍的第一临界转速之后的某一转速时,才突然发生油膜振荡,如图1-6(c)。
中载转子在过了一阶临界转速ωC1后会出现半速涡动,而油膜振荡则在二倍的第一临界转速之后出现,如图1-6(b)。
油膜振荡还具有以下特征。
(1)油膜振荡在一阶临界转速的二倍以上时发生。
一旦发生振荡,振幅急剧加大,即使再提高转速,振幅也不会下降。
(2)油膜振荡时,轴颈中心的涡动频率为转子一阶固有频率。
(3)油膜振荡具有惯性效应,升速时产生油膜振荡的转速和降速时油膜振荡消失时的转速不同,如图1-6(c)所示。
图1-6 不同载荷下的油膜振荡特点
(4)油膜振荡为正进动,即轴心涡动的方向和转子旋转方向相同。

油膜振荡的特征及判别方法1涡动转轴的涡动通常有惯性涡动、液力涡动和气隙涡动等[1]。
对于轴颈轴承受到动载荷时,轴颈会随着载荷的变化而移动位置。
移动产生惯性力,此时,惯性力也成为载荷,且为动载荷,取决于轴颈本身的移动。
轴颈轴承在外载荷作用下,轴颈中心相对于轴承中心偏移一定的位置而运转。
当施加一扰动力,轴颈中心将偏离原平衡位置。
若这样的扰动最终能回到原来的位置或在一个新的平衡点保持不变,即此轴承是稳定的;反之,是不稳定的。
后者的状态为轴颈中心绕着平衡位置运动,称为“涡动”。
涡动可能持续下去,也可能很快地导致轴颈和轴承套的接触,稳定性是轴颈轴承的重要性能之一,是由于惯性作用的主要例证。
惯性涡动是由于转子系统的不平衡重量引起的惯性离心力P强迫引起的涡动。
图1所示,矢量P与瞬时轴的动态挠度oH的夹角ψ表示惯性涡动的不同位置,夹角ψ随轴的转速nW 变化。
对于小的nW值,ψ接近于零,当轴的转速小于临界转速时,ψ由零增加至90°,此时力P可以分解成作用在挠度方向oH上的力Pr和垂直于OH的力Pt。
Pr与轴的弹性变形后生成的弹性力相平衡;而Pt则没有与之平衡的固定力,于是被迫形成“同步涡动”。
当轴的转速达到临界转速nk时,涡动达到极值;若转速继续增加,超过临界转速nk后,涡动减小。
此时,Pr与挠度方向相反,产生自动对中现象,这是柔性轴的特征。
图1惯性涡动由此可知,涡动振幅oH与力P、角度ψ及接触介质有关。
液力涡动又称流体涡动,它是由于轴颈与轴瓦之间润滑油层中液动力所强迫造成的涡动。
图2是一经过理想动平衡(S=H)轴的径向轴颈,且有旋转速度nW。
若使该轴无任何横向力作用,那么轴颈位于轴承的中心位置即(H=o)。
当由于某种原因,轴颈中心作以半径为oH的圆旋转时,润滑层内产生不对称的压力场,它的合力在图中由RQ表示,同时,在轴颈上作用有与oH方向相同的离心力P。
此两个力合成为力Q,力Q可分解为与轴的弹性挠曲力平衡的力Qr和不平衡力Qt,此力将引起流体涡动。

动压滑动轴承油膜涡动诊断要点诊断a)确认径向振动频谱中有显著而稳定的(0.42-0.48)倍频分量(有时看起来很象1/2倍频,要仔细辨别)。
可能有较大的高次谐波分量。
最近研究报道倍频范围可以达到0.42-0.8倍频,甚至在实验室测试观察到了1倍频。
b)确认轴向振动在涡动频率处分量较小。
c)轴心轨迹呈双椭圆或紊乱不重合,模拟轴心轨迹呈内“8”字形。
d)确认时域波形中稳定的周期信号占优势,每转一周少于一个峰值,没有大的加速度冲击。
提示:为区分涡动频率(0.42-0.48) 倍频分量与机械松动或轴承摩擦产生的1/2倍频分量,必须使用高分辨率频谱和峰值标记。
为此,要设置足够大的谱线数、使频率分辨率达到转速的(2-5)%。
动压滑动轴承间隙过大诊断要点a)确认频谱中有稳定的1、2或3倍频分量占优势。
垂直方向比水平振动更大。
相对较小的4-10倍频分量,可能也会较明显。
b)检查轴向振动,可能与径向频谱类似。
如果轴向振动与径向振动大小相近,表明问题严重。
c)径向和轴向时域波形为稳定的周期波形占优势,每转一周有1、2或3个峰值。
没有大的加速度冲击。
提示:间隙过大与不对中的区分可以根据以下两点:i.间隙过大时垂直振动比水平振动更大;而不对中时垂直与水平振动基本相同。
轴瓦松动时转子振幅增大,振动频率为二倍频。
ii. 间隙过大时4-10倍频分量比较显著,类似于机械松动的现象;而不对中时高次谐波较小。
间隙过大与机械松动的区分可以根据以下两点:i.隙过大时,其时域波形为稳定的周期波形占优势,没有大的加速度冲击现象;而机械松动时其时域波形较为杂乱,有明显的非周期信号使波形很不稳定。
ii.间隙过大时轴向振动可能较大,特别是止推轴承;而机械松动时一般轴向振动较小。

滑动轴承、滚动轴承振动故障症状特征分析与解决处理方法(图文并茂详解)一、滚动轴承症状特征:(一)、滚动轴承故障发展的第一阶段症状特征:1、超声波频率范围(>250K赫兹) 内的最早的指示;2、利用振动加速度包络技术(振动尖峰能量gSE)可最好地评定频谱。
(二)、滚动轴承故障发展的第二阶段症状特征:1、轻微的故障激起滚动轴承部件的自振频率振动。
2、故障频率出现在500-2000赫兹范围内。
3、在滚动轴承故障发展第二阶段的末端,在自振频率的左右两侧出现边带频率。
(三)、滚动轴承故障发展的第三阶段症状特征:1、出现滚动轴承故障频率及其谐波频率。
2、随着磨损严重出现故障频率的许多谐波频率,边带数也增多。
3、在此阶段,磨损可以用肉眼看见,并环绕轴承的圆周方向扩展。
(四)、滚动轴承故障发展的第四阶段症状特征:1、离散的滚动轴承故障频率消失,被噪声地平形式的宽带随机振动取代之。
2、朝此阶段末端发展,甚至影响1X转速频率的幅值。
3、事实上,高频噪声地平的幅值和总量幅值可能反而减小。
二、滑动轴承症状特征:(一)、油膜振荡不稳定性症状特征:1、如果机器在2X转子临界转速下运转,可能出现油膜振荡。
2、当转子升速到转子第二阶临界转速时,油膜涡动接近转子临界转速,过大的振动将使油膜不能支承轴。
3、油膜振荡频率将锁定在转子的临界转速。
4、转速升高,油膜涡动频率也不升高。
(二)、油膜涡动不稳定性症状特征:1、通常出现在旋转转速的42-48%频率范围内。
2、有时,振动幅值非常大油膜涡动是固有不稳定的,因为它增大离心力,所以增大涡动力。
(三)、滑动轴承磨损/间隙故障症状特征:1、滑动轴承磨损故障后阶段将产生幅值很大的旋转转速频率的谐波频率振动。
2、当存在过大的滑动轴承间隙时,很小的不平衡或不对中将导致很大幅值的振动。


油膜滑动轴承常见的故障分析透平压缩机轴承是经常出现故障的部件之一,在检修、安装和运行方面应给予足够重视。
故障的种类很多,常见的故障有轴瓦拉毛、磨损和刮伤;轴承咬合以及巴氏合金熔化和轴瓦的疲劳破裂等。
造成故障的原因也很多,条件也不同。
今天因大师为大家分析一些油膜滑动轴承常见故障原因。
01 供油系统的原因1)润滑油量不足或中断,将会引起轴承温度升高,使轴承产生咬合,严重的使巴氏合金熔化。
造成油量不足或中断的原因可能是:主油泵损坏而辅助油泵又未能及时投入供油;供油系统管路及连接法兰漏油或断裂,油管路堵塞;油箱中油位过低使油泵吸油量不足或者吸不上油。
2)润滑油不清洁,含有砂粒、杂质等异物,带入轴承后使轴瓦刮伤,甚至使轴承温度升高而引起巴氏合金熔化。
3)润滑油冷却器工作失常,进油温度过高,油的黏度下降,轴承的热量不能及时被带走,在轴瓦内不能形成良好的油膜。
4)润滑油中含水,使油膜破坏。
02 机器和轴承本身的原因1)压缩机转子由于不平衡等引起振动的原因或由于喘振引起的轴承振动过大。
2)轴承安装不符合要求,对中不好,间隙不合适。
例如止推轴承的止推盘安装时要仔细,端面偏摆不应超过允许值。
如果端面偏摆过大使止推块负荷不均,将大大减少轴承的承载能力,很可能引起止推轴承的损坏。
3)轴瓦的巴氏合金浇铸质量不合格,巴氏合金可能有脱落、裂纹、砂眼等缺陷,含有铁屑、砂粒等杂质。
4)轴承结构不合理,一些零部件在运行中变形过大。
5)对止推轴承来说,轴向推力过大就会引起烧瓦事故。
导致轴向推力过大的原因可能是压缩机超压、轮盖密封、级间密封和平衡盘密封损坏等。
从上述列举的原因来看,轴承的正常运转不仅取决于轴承结构本身、制造安装和检修的质量,而且还取决于压缩机运行情况的变化和供油系统的工作情况。
所以,在检修时,必须严格遵守检修工艺标准的规定,保证质量;在运行中应该特别注意监视轴瓦温度、润滑油温度、轴向位移以及供油系统的工作是否正常,轴承的振动是否过大和有无异声等。


滑动轴承的油膜涡动和油膜振荡的机理及消除方法摘要:滑动轴承油膜涡动是转子中心绕着轴承中心转动的一种亚同步现象。
油膜涡动也称为油膜自激振荡, 对于高速轻载滑动轴承运转机械, 易出现油膜涡动现象。
由于轴瓦在运行中出现裂痕、修瓦不当或磨损致使轴瓦间隙过大等原因, 会导致滑动轴承发生油膜涡动或油膜振荡,使设备运转失衡。
因此,掌握滑动轴承故障的机理,对油膜振荡予以及时准确的诊断,是设备正常运行的技术保证。
掌握滑动轴承产生油膜涡动和油膜振荡的机理,有助于解决采用滑动轴承来支持转子系统的大型机组,在运行中滑动轴承产生振动的故障,对保证设备平稳运行非常重要。
关键词:滑动轴承;油膜涡动;油膜振荡高转速、大功率的大型机组支承系统多采用滑动轴承,而油膜涡动和油膜振荡是滑动轴承常见的故障,油膜涡动和油膜振荡的发生会导致转子系统不能稳定运行。
掌握油膜涡动和油膜振荡的产生机理和故障特性对预防和排除油膜涡动和油膜振荡具有重要意义。
当油膜涡动和油膜振荡发生时,转子系统的振动会出现异常,对异常振动信号的时频分析已成为油膜涡动和油膜振荡故障特性分析的主要手段。
一、滑动轴承振动机理离心式压缩机是旋转式压缩机,当转子存在不平衡时将产生振动。
由于受原材料、加工工艺等因素的限制,转子存在原始不平衡;在机组运转过程中发生物料的不均匀结垢或者叶轮不均匀磨损、腐蚀,会产生渐发性不平衡;零部件损伤脱落或进入异物会带来突发性不平衡。
轴承与轴颈中心线之间的距离构成偏心距, 中心线与负荷向量的夹角构成姿态角, 偏心距与姿态角是衡量轴承稳定性的重要因素。
滑动轴承支撑的转子系统, 其动压轴承的工作机理是:基于油楔的承载机理,由于润滑油具有一定的粘度, 在修瓦时刮出的几何浅痕中, 转子旋转时将润滑油连续带入轴和轴瓦表面,形成封闭的油楔,润滑油受到挤压作用,使油膜产生对轴的支撑力,形成油膜润滑。
如动压失稳,油膜润滑无法形成或润滑状态呈劣化趋势,必将产生油膜涡动或油膜振荡。


滑动轴承知识及故障诊断-回复滑动轴承是一种常见的机械零部件,广泛应用于工业设备和机械装置中。
本文将围绕滑动轴承的知识和故障诊断展开,从基本概念和工作原理、故障类型和原因、常见故障诊断方法等方面进行详细介绍。
第一部分:基本概念和工作原理1. 什么是滑动轴承?滑动轴承是一种用于支撑和限制运动的机械部件。
它由两个主要部分组成:内圈和外圈,中间通过摩擦力进行滑动。
它主要起到承载和减小摩擦的作用。
2. 滑动轴承的工作原理是什么?滑动轴承的工作原理基于润滑膜的形成和维持。
当轴承开始工作时,由于内圈和外圈之间的径向间隙和轴承内的润滑剂,形成了一个薄油膜。
在负载作用下,轴向力会压迫润滑膜,形成油膜压力,从而使内圈和外圈之间的接触摩擦减小到最低程度。
第二部分:故障类型和原因1. 常见的滑动轴承故障有哪些?常见的滑动轴承故障包括磨损、腐蚀、断裂、过载和润滑不良等。
2. 这些故障的原因是什么?磨损通常是由于长时间的使用和摩擦引起的,而腐蚀可以是由于环境条件导致的。
断裂通常是由于过载或缺陷造成的。
过载是指超过承载能力引起的损坏。
润滑不良可以是由于润滑油质量不好或润滑剂污染导致的。
第三部分:常见故障诊断方法1. 如何进行滑动轴承的故障诊断?通常可以通过以下几个步骤进行滑动轴承的故障诊断:(1)观察和检查:仔细观察轴承外观是否有异常,如颜色变化、损坏等。
检查轴承是否有磨损、腐蚀或断裂的迹象。
(2)测量和检查:使用专业的测量工具,测量轴承的径向间隙、轴向间隙和内圈、外圈的圆度等参数。
(3)分析和判断:根据观察和测量结果,分析轴承是否存在故障,并判断故障的类型和原因。
(4)修复和更换:根据故障的类型和原因,采取相应的维修措施或更换新的滑动轴承。
2. 如何预防滑动轴承故障?为了预防滑动轴承故障,可以采取以下措施:(1)定期检查和维护轴承,确保其正常运行。
(2)选用高质量的轴承和润滑剂,确保其性能和寿命。
(3)避免过载和不正常工作条件,确保轴承不超过其承载能力。


油膜轴承的故障机理与诊断油膜轴承因其承载性能好,工作稳定可靠、工作寿命长等优点,在各种机械、各个行业中都得到了广泛的应用,对油膜轴承故障机理的研究工作也比较广泛和深入。
一、油膜轴承的工作原理油膜轴承按其工作原理可分为静压轴承与动压轴承两类。
静压轴承是依靠润滑油在转子轴颈周围形成的静压力差与外载荷相平衡的原理进行工作的。
不论轴是否旋转,轴颈始终浮在压力油中,工作时可以保证轴颈与轴承之间处于纯液体摩擦状态。
因此,这类轴承具有旋转精度高、摩擦阻力小、承载能力强的特点,并且对转速的适应性和抗振性非常好。
但是,静压轴承的制造工艺要求较高,还需要一套复杂的供油装置,因此,除了在一些高精度机床上应用外,其他场合使用尚少。
动压轴承油膜压力是靠轴本身旋转产生的,因此供油系统简单,设计良好的动压轴承具有很长的使用寿命,因此,很多旋转机器(例如膨胀机、压缩机、泵、电动机、发电机等)均广泛采用各类动压轴承。
在旋转机械上使用的液体动压轴承有承受径向力的径向轴承和承受轴向力的止推轴承两类,本节主要讨论径向轴承的故障机理与诊断。
在动压轴承中,轴颈与轴承孔之间有一定的间隙(一般为轴颈直径的千分之几),间隙内充满润滑油。
轴颈静止时,沉在轴承的底部,如图1-1 (a )所示。
当转轴开始旋转时,轴颈依靠摩擦力的作用,沿轴承内表面往上爬行,达到一定位置后,摩擦力不能支持转子重量就开始打滑,此时为半液体摩擦,如图1-1(b)所示。
随着转速的继续升高,轴颈把具有黏性的润滑油带入与轴承之间的楔形间隙(油楔)中,因为楔形间隙是收敛形的,它的入口断面大于出口断面,因此在油楔中会产生一定油压,轴颈被油的压力挤向另外一侧,如图1-1(c)所示。
如果带入楔形间隙内的润滑油流量是连续的,这样油液中的油压就会升高,使入口处的平均流速减小,而出口处的平均流速增大。
由于油液在楔形间隙内升高的压力就是流体动压力,所以称这种轴承为动压轴承。
在间隙内积聚的油层称为油膜,油膜压力可以把转子轴颈抬起,如图1-1(d)所示。

102006年第1期9F 燃气机组油膜涡动和油膜振荡的诊断及处理浙江电力ZHEJI ANG ELECTRI C POWERDia g nosis and Treatment of Oil Whirlin g &Oil Whi pon 9F Combined_c y cle Power Train应光耀,童小忠,吴文健(浙江省电力试验研究院,浙江杭州310014)摘要:对国内首台GE 公司生产的9F 单轴燃机发生在可倾瓦轴承上异常振动进行了介绍、分析和诊断。
给出了引起汽机高中压转子油膜涡动和油膜振荡的定性原因分析,提出了增大油孔、减少轴承宽度等处理措施,振动故障得到治理。
关键词:燃气机组;油膜涡动;油膜振荡;可倾瓦轴承Abstract:Abnormal vibration was occurred in tilting pad journal bearing of Banshan No.1Combined cycle p ower train,It was the first 9F g as turbine made in GE in China.Dia g nosis and anal y sis show that the steam turbine HIP rotor occurs oil whirlin g and oil whi p .S o the treatin g method are p ro p osed.The abnormal vibra tion is eliminated.K e y word:combin ed c y cle train;oil whirlin g ;oil whi p ;tiltin g p ad j ournal bearin g中图分类号:TK414.1+1文献标识码:B文章编号:1007-1881(2006)01-0010-04图1轴系布置示意图杭州半山天然气发电工程1号燃气发电机组选用美国GE 公司生产的PG9315FA 型燃气轮机、D10型三压有再热系统的双缸双流式汽轮机、390H 型氢冷发电机。

摘要:通过对滑动轴承油膜振荡故障机理的研究,列举该类故障诊断中常用的征兆参数,阐述了故障多征兆与多原因的关系,通过对一台离心压缩机机组滑动轴承油膜振荡故障的成功诊断实例介绍,说明了有效诊断该类故障的方法,该方法的使用能及时准确地得出诊断结论。
关键词:滑动轴承;油膜振荡;故障诊断中图分类号:TH133.3文献标识码:B文章编号:1006-8155(2010)02-0070-04The Fault Diagnosis of the Oil Whirl and Oil Whip in Sliding BearingAbstract:This paper has specified the relationship between fault multi-symptom and multi-cause through studying the fault mechanism of oil whip in sliding bearing and listing the common symptom parameters used in diagnosing this type fault.The effective method for diagnosing this type fault is stated based on the example of successfully diagnosing the oil whip in sliding bearing of a centrifugal compressor unit.And this method can achieve the diagnosing conclusion immediately and accurately.Key words:sliding bearing;oil whip;fault diagnosis1滑动轴承的振动种类滑动轴承的振动,可按其机理分为两种形式:一是强迫振动,又称同步振动,主要是由轴系上组件不平衡、联轴器的不对中、安装不良等原因造成,其振动的频率为转子的旋转频率及其倍频,振动的振幅在转子的临界转速前,随着转速的增加而增大,超过临界转速,则随转速的增加而减小,在临界转速处有共振峰值;另一种振动是自激振动,又称亚同步振动,即油膜涡动及油膜振荡,它的振动频率低于转子的旋转频率(约一半)常常在某个转速下突然发生,具有极大的危害性。
滑动轴承油膜涡动与油膜振荡的故障诊断
摘要:本篇文章结合实际,结合自身发展状况,针对滑动轴承油膜振荡故障机
理的研究,举列说明类似问题诊断中常用的征兆参数,论述了关于故障征兆以及
多发的因素,经过离心压缩机机组滑动轴承油膜振荡故障的成功诊断实例介绍,
说明了有效诊断该类问题的解决方案,能够进一步促进正常施工使用。
关键词:滑动轴承;油膜振荡;故障诊断?
引言:本篇文章结合实际,针对滑动轴承油膜振荡故障机理的研究,希望对
今后工程有所帮助。
1.滑动轴承的振动种类?
滑动轴承的振动,一般状况下分为下述两种:一是强迫振动,又称同步振动,主要是由轴系上组件不平衡、联轴器的不对中、安装不良等原因造成,其振动的
频率为转子的旋转频率及其倍频,振动的振幅在转子的临界转速前,随着转速的
增加而增。
超过临界转速,则随转速的增加而减小,在临界转速处有共振峰值;
另一种振动是自激振动,又称之为亚同步振动,也就是油膜涡动及油膜振动,它
的振动频率低于转子的旋转频率,经常会发生在不可控制的情况下,具有极大的
危害性。
2.油膜涡动及油膜振荡的故障机理?
涡动是转子轴颈在作高速旋转的同时,还环绕轴颈某一平衡中心作公转运动。
按照激励因素不同,涡动可以是正向的(与轴旋转方向相同),也可以是反向的(与轴旋转方向相反);涡动角速度与转速可以是同步的,也可以是异步的。
如
果转子轴颈主要是由于油膜力的激励作用而引起涡动则轴颈的涡动角速度将接近
转速的一半,故有时也称之为“半速涡动”,涡动频率通常略低于转速频率的
1/2。
??
随着工作转速的升高,半速涡动频率也不断升高,频谱中半频谐波的振幅不
断增大,使转子振动加剧。
如果转子的转速升高到第一临界转速的2倍以上时,
半速涡动频率有可能达到第一临界转速,此时会发生共振,造成振幅突然骤增,
振动非常剧烈。
同时轴心轨迹突然变成扩散的不规则曲线,频谱图中的半频谐波
振幅值增大到接近或超过基频振幅,频谱会呈现组合频率的特征。
若继续提高转速,则转子的涡动频率保持不变,始终等于转子的一阶临界转速,这种现象称为
油膜振荡。
3.油膜涡动及油膜振荡的故障特征?
起始失稳转速与转子的相对偏心率有关,轻载转子在第一临界转速之前就可
能发生不稳定的半速涡动,但不产生大幅度的振动;当转速达到第一临界转速时,转子由于共振而有较大的振幅;越过第一临界转速后振幅再次减少。
当转速达到
两倍第一临界转速时,振幅增大并且不随转速的增加而改变,即发生了油膜振荡。
?
对于重载转子,因为轴颈在轴承中相对偏心率较大,转子的稳定性好,低转
速时并不存在半速涡动现象,甚至转速达到两倍的第一临界转速时,也不会立即
发生很大的振动,当转速达到两倍的第一临界转速之后的某一转速时,才突然发
生油膜振荡。
????
中载转子在过了一阶临界转速后会出现半速涡动,而油膜振荡则在二倍的第
一临界转速之后出现。
?
油膜振荡还具有以下特征:?
(l)油膜振荡在一阶临界转速的二倍以上时发生。
一旦发生振荡,振幅急剧加大,即使再提高转速,振幅也不会下降;?
(2)油膜振荡时,轴颈中心的涡动频率为转子一阶固有频率;?
(3)油膜振荡具有惯性效应,升速时产生油膜振荡的转速和降速时油膜振
荡消失时的转速不同;?
(4)油膜振荡为正进动,即轴心涡动的方向和转子旋转方向相同。
?
4.油膜涡动及油膜振荡故障原因及治理措施
4.1故障原因
4.1.1安装维修方面
轴承间隙与实际标准要求不相符合
轴瓦参数不符合实际
轴承壳体配过盈不足
4.1.2操作运行
油温不当
润滑作用不明显
4.1.3状态不好
轴承磨损
疲劳损坏、腐蚀等状况
4.2治理措施
按照技术要求进行轴承安装,保证间隙与实际标准要求符合。
提高轴承之间的比压。
将油温进行全面的提升与控制
更换润滑油产品的使用,减少粘度
控制轴承预负荷力
将油膜共振减速区进行合理的管控
滑动轴承油膜涡动及油膜振荡故障实例?
5.1实际案列
石化公司一离心式空气压缩机,额定功率为4170kW,额定转速9060rpm,
该设备是由五个可倾瓦径向轴承支承,转子一阶临界转速2900-3200rpm。
上述机组出现问题之后,工作人员在当天再次开动时,在工作人员进行使用时,提升转速过程中将其控制在7000?rpm?-7050?rpm范围之内,当机组振动突
然增加时,会有低沉的吼叫声,当继续向上提升时,振值未发生任何变化。
5.2找出故障
为了将问题进行全面的掌控,工作人员将机组转速降低至7000?rpm,经过观察,振动并未好转,速度仍旧保持在7000?rpm,润滑油的温度降低了2℃后,压
缩机全频振动值显示情况如下:
降润滑油温度试验中压缩机各测点全频振动值变化情况?
(单位:μmPk-Pk值)?
从这台机组的振动情况来看,该机组是在转速从7000rpm提升至7050rpm时压缩机两
端振动突然增大,尤其是压缩机入口侧水平向(102H)全频振值达到40μm,继续提高转速,振动没有变化,降低机组转速,振动没有明显好转,把油温降低2℃,?振值有所下降,从
40μm降至37μm?;从测得的频谱图来看,机组在7000rpm运转时,振动以工频占主导并伴有半频成分,机组在7050rpm运转时,0.43?倍频率成分突然增大,并成为产生高振动的主导频率,同时伴有低沉的吼叫声。
根据以上分析,可以判断造成机组振动故障的主要原因是:油膜振荡。
机组解体检修后,发现如下问题:?
①轴承间隙超过允许值(设计最大允许值为0.18μm,实测为0.21μm);②5块可倾瓦厚度不均匀,同一块最薄与最厚处相差0.03mm,超过允许设计值,瓦块内表面预负荷处于负值状态(PR?值原设计为0.027,现在降为-0.135),降低了轴承工作稳定性;检修人员对上述问题立即进行了修正,再次开车后,机组运转正常。
总结:
经过上述情况来看,充分向我们说明了该诊断形式在实际工作中是合理有效的,该方式可以指挥现场的作业人员准确、及时、全面的将故障问题进行掌控,少走弯路,节省检查检测时间,将工期进行缩短,可以进一步保证人们掌握装置的稳步运行。
参考文献:
[1] 黄山崎;王娜;杨慧明;浅析化工机器故障诊断技术[M]黄科科技建筑建材.2015(02):88-89
[2] 周思琪;网珊莎;刘志楠;浅谈机械设备故障诊断实用技术[M]科技与企业.2017(15):17-18
[3] 甄栋;张慧琪;王俊红;张山政;浅谈设备状态监测与故障诊断技术及应用[M]山东工业化工管理公司.2017(15):17-18
[4]张振杰;王慧琪;王珊奇;刘致函;浅谈化工机器故障诊断技术[M].河南大学出版社出版.2017年12月(77-89)。