机械制造基础-铸造工艺
- 格式:ppt
- 大小:2.98 MB
- 文档页数:38
机械制造基础工程材料铸造1. 概述铸造是一种常见的制造工艺,用于生产各种复杂形状的零件。
在机械制造行业中,铸造被广泛应用于生产各种机床、汽车、航空航天和电子设备等零部件。
铸造工艺可以制造各种不同材料的零件,其中,工程材料在机械制造中扮演着重要的角色。
2. 工程材料的分类在铸造中,常见的工程材料包括铁、钢、铜、铝等。
这些工程材料具有不同的特性和用途,可以满足不同行业的需求。
•铁: 铁是一种常见的工程材料,具有优良的机械性能和导热性能。
铁可以进一步细分为生铁和钢铁,其在机械制造中广泛应用于制造车床、机床床身等零件。
•钢: 钢是一种由铁和碳组成的合金,具有优异的强度和韧性。
钢在机械制造中经常用于制造齿轮、轴承和弹簧等零部件。
•铜: 铜具有良好的导电性和导热性,因此在电子设备和通信领域有广泛的应用。
铜在铸造中常用于制造导线、电缆和散热器等零件。
•铝: 铝是一种轻质金属,具有良好的可塑性和耐腐蚀性。
铝材常用于制造汽车发动机缸盖、飞机零件以及各种物体的外壳。
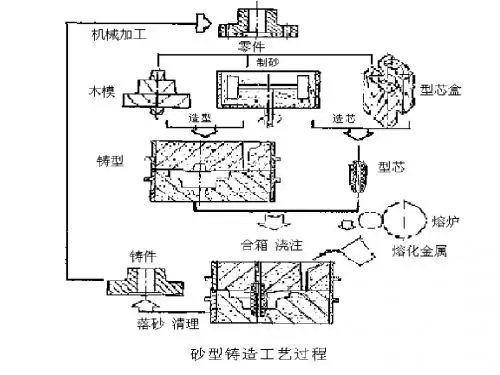
3. 铸造工艺铸造是一种将熔化金属或合金注入到模具中,冷却后得到所需形状的工艺。
在铸造过程中,主要包括模具制备、熔炼、浇注和冷却四个步骤。
•模具制备: 模具是铸造过程中最关键的工具。
模具可以制成各种形状,以便在铸造过程中得到所需的零件。
模具制备的材料一般为石膏、砂状物或金属材料。
•熔炼: 熔炼是将金属或合金加热至其熔点以上的操作。
常见的熔炼设备包括电炉、感应炉和火焰炉等。
在熔炼过程中,根据所需材料的不同,可以添加适量的合金元素以改善材料的性能。
•浇注: 浇注是将熔化的金属或合金倒入模具中的操作。
在浇注过程中,需要控制好浇注温度和速度,以确保熔化的金属或合金填充整个模具。
•冷却: 冷却是指将浇注后的熔化金属或合金冷却至室温的过程。
冷却速度会影响材料的结晶形态和性能。
通常,通过在冷却过程中控制冷却速度,可以获得所需的材料性能。
4. 铸造材料的性能测试铸造材料的性能测试是保证产品质量和性能的重要环节。

铸造工艺的名词解释铸造工艺是一种利用熔融金属或其他可熔融材料,在特定的模具中进行凝固形成固体制品的制造技术。
在工业生产中,铸造工艺被广泛应用于制造各种铸件,从大型机器零部件到小型日常用品。
以下将对铸造工艺的一些关键名词进行解释,以加深对这一领域的了解。
1. 熔炼熔炼是将金属或合金材料加热至其熔点并保持在液态状态的过程。
这一阶段的关键是控制温度和合金成分,以确保熔融金属的质量符合规定要求。
2. 模具设计模具设计是铸造工艺中至关重要的一环。
模具是用于装入熔融金属并形成所需形状的工具。
模具设计必须考虑到铸件的复杂度、结构、冷却系统和产量等方面的要求。
3. 塑性变形在铸造工艺中,金属经过塑性变形来适应模具的形状,并且形成铸件的外形。
塑性变形可以采用手工或机械手段进行,其中包括挤压、压制和切割等技术。
4. 凝固凝固阶段是将熔融金属由液态转变为固态的过程。
当熔融金属冷却至其熔点以下时,原子和分子开始重新排列,形成晶体结构。
这个过程中凝固速率对于铸件质量和性能至关重要。
5. 清除毛刺和缺陷修复铸造完成后,常常会出现一些缺陷和毛刺。
这些缺陷和毛刺需要通过机械手段或其他特定过程进行修复和去除,以确保铸件的最终质量和外观。
6. 热处理热处理是一种通过加热和冷却熔融金属来改变其组织和性能的工艺。
通过控制热处理的温度、保温时间和冷却速率,可以使铸件具有所需的物理和机械性能。
7. 机械加工铸造工艺产生的铸件通常需要进行机械加工,以达到最终的尺寸和形状要求。
机械加工包括铣削、车削、钻孔和切削等工艺。
8. 铸造质量控制铸造质量控制是铸造工艺中非常重要的一环。
通过采取合适的措施,如严格控制熔炼、模具设计和工艺参数等,可以减少铸造缺陷,并提高铸件的质量和可靠性。
9. 环境保护铸造工艺涉及到一些环境问题,如废水、废气和固体废弃物的处理。
为了保护环境,铸造企业需要合理处理废弃物,采取适当的环境保护措施。
以上是铸造工艺中一些重要名词的简要解释。
机械制造基础铸造.锻压.焊接复习资料铸造一、概念1、铸造:铸造是将熔融金属浇注、压射或吸入铸型型腔,冷却凝固后获得一定形状和性能的零件或毛坯的金属成形工艺。
2、合金的流动性:是指液态合金本身的流动能力。
3、比热容:是单位质量物体改变单位温度时吸收或释放的能量。
4、液体收缩:指液态金属由浇注温度冷却到凝固开始温度(液相线温度)之间的收缩。
5、凝固收缩:指从凝固开始温度到凝固终了温度(固相线温度)之间的收缩。
6、固态收缩:指合金从凝固终了温度冷却到室温之间的收缩。
7、缩孔:在铸件凝固过程中,由于合金的液态收缩和凝固收缩,使铸件的最后凝固部位出现孔洞,面积较大而集中的孔洞称为缩孔。
8、缩松:在铸件凝固过程中,由于合金的液态收缩和凝固收缩,使铸件的最后凝固部位出现孔洞,细小而分散的孔洞称为缩松。
9、顺序凝固原则:顺序凝固原则就是在铸件上可能出现缩孔的厚大部位通过安放冒口等工艺措施,使铸件远离冒口的部位先凝固,然后是靠近冒口的部位凝固,最后才是冒口本身凝固。
10、热应力:温度改变时,物体由于外在约束以及内部各部分之间的相互约束,使其不能完全自由胀缩而产生的应力。
11、机械应力:铸件收缩受到铸型、型芯及浇注系统的机械阻碍而产生的应力。
12、热裂:是在凝固后期高温下形成的,主要是由于收缩受到机械阻碍作用而产生的。
13、冷裂:是在较低温度下形成的,常出现在铸件受拉伸部位,特别是有应力集中的地方。
二、填空题。
1、在液态金属成形的过程中,液态金属的充型及收缩是影响成形工艺及铸件质量的两个最基本的因素。
2、铸造组织的晶粒比较粗大,内部常有缩孔、缩松、气孔、砂眼等组织缺陷。
3、液态金属注入铸型以后,从浇注温度冷却到室温要经历液态收缩、凝固收缩和固态收缩三个互相联系的收缩阶段。
4、热裂是在凝固后期高温下形成的,主要是由于收缩收到机械阻碍作用而产生的。
5、冷裂是在较低温度下形成的,常出现在铸件受拉伸部位,特别是有应力集中的地方。

第十章铸造习题解答10-1 试述铸造生产的特点,并举例说明其应用情况。
答:铸造生产的特点有:①铸造能生产形状复杂,特别是内腔复杂的毛坯。
例如机床床身、内燃机缸体和缸盖、涡轮叫叶片、阀体等。
②铸造的适应性广。
铸造既可用于单件生产,也可用于成批或大量生产;铸件的轮廓尺寸可从几毫米至几十米,重量可从几克到几百吨;工业中常用的金属材料都可用铸造方法成形。
③铸造成本低。
铸造所用的原材料来源广泛,价格低廉,还可利用废旧的金属材料,一般不需要价格昂贵的设备。
④铸件的力学性能不及锻件,一般不宜用作承受较大交变、冲击载荷的零件。
⑤铸件的质量不稳定,易出现废品。
⑥铸造生产的环境条件差等。
10-2 型砂由哪些材料组成?试述型砂的主要性能及其对铸件质量的影响。
答:型砂由原砂、粘结剂和附加物组成。
型砂的主要性能有:①耐火度。
型砂的耐火度好,铸件不易产生粘砂缺陷。
②强度。
若强度不足,铸件易产生形状和砂眼等缺陷。
③透气性。
透气性差,浇注时产生的气体不易排出,会使铸件产生气孔缺陷。
④可塑性。
可塑性好,造型时能准确地复制出模样的轮廓,铸件质量好。
⑤退让性。
退让性不好,易使铸件收缩时受阻而产生内应力,引起铸件变形和开裂。
10-3 试列表分析比较整模造型、分模造型、挖砂造型、活块造型和刮板造型的特点和应用情况。
答:列表进行比较:10-4 试结合一个实际零件用示意图说明其手工造型方法和过程。
答:以双联齿轮毛坯手工造型为例,手工造型过程如下:①造下砂型——②造上砂型——③开外浇口、扎通气孔——④起出模样——⑤合型——⑥浇注铁水——⑦带浇口铸件。
10-5 典型浇注系统由哪几个部分组成?各部分有何作用?答:典型浇注系统由浇口杯、直浇道、横浇道和内浇道组成。
浇口杯的作用是将来自浇包的金属引入直浇道,缓和冲击分离熔渣。
直浇道为一圆锥形垂直通道,其高度使金属液产生一定的静压力,以控制金属液流入铸型的速度和提高充型能力。
横浇道分配金属液进入内浇道,并起挡渣的作用,它的断面一般为梯形,并设在内浇道之上,使得上浮的熔渣不致流入型腔。
《机械制造基础》第二章铸造加工一、填空题1、影响合金充型能力的因素很多,其中主要有、铸型的充填条件及浇注条件三个方面。
2、设计铸件时,凡垂直于分型面的非加工面应设计__斜度3、液态合金本身的流动能力,称为流动性。
4、铸件各部分的壁厚差异过大时,在厚壁处易产生_缩孔_缺陷,铸件结构不合理,砂型和型芯退让性差易产生_裂纹_缺陷。
5.铸件在固态收缩阶段若收缩受阻,便在铸件内部产生内应力。
这种内应力是铸件产生__________和__________的主要原因6.铸件各部分的壁厚差异过大时,在厚壁处易产生__________缺陷,在薄壁与厚壁的连接处因冷却速度不一致易产生__________缺陷。
7.当铸件壁厚不均时,凝固成形后的铸件易在壁厚处产生_______应力。
8.在各种铸造方法中,适应性最广的是___________,生产率最高的是___________,易于获得较高精度和表面质量的是___________,对合金流动性要求不高的是___________。
9. 铸件的浇注位置是指铸件在_____ 时在______中所处的位置。
它对铸件的______影响很大。
10. 合金的铸造性能有_充型能力____、和__收缩性____等。
影响它们的因素有_______、_______、_________等。
10. 液态收缩和凝固收缩是产生__缩孔____和___缩松____的原因; 固态收缩是铸件产生___变形___、__应力____和___裂纹__的原因。
13. 为了防止铸件变形, 再进行铸件结构设计时, 应力求壁厚_______, 形状________。
14. 当铸件收缩受阻时, 就可能发生______、_______等缺陷; 因此如轮形铸件的轮辐应设计为____数或做成__________形状。
15. 在铸件设计中,铸件垂直于分型面的侧壁应给出________,铸件壁的转角及壁间联接处均应考虑_______, 壁厚不仅要防止______, 而且要防止_____, 以防止_________________。
《机械制造基础》第二篇铸造加工一、填空题1、影响合金充型能力的因素很多,其中主要有化学成分、铸型的充填条件及浇注条件三个方面。
2、在铸件内部或表面有大小不等的光滑孔洞的铸件缺陷被称为气孔。
3、液态合金本身的流动能力,称为流动性。
4、铸件各部分的壁厚差异过大时,在厚壁处易产生_缩孔_缺陷,铸件结构不合理,砂型和型芯退让性差易产生_裂纹_缺陷。
5、影响铸铁石墨化的主要因素是化学成分和冷却速度。
6、铸造内应力是产生变形和裂纹的基本原因。
7、控制铸件凝固过程采取的工艺原则是同时凝固和顺序凝固。
8、铸铁按照断口形貌可以分为白口铸铁、灰口铸铁、麻口铸铁等三大类。
9、在铸造生产中所用的造型材料是由砂、_粘结剂_、水和__各种附加物_所组成的。
10、在铸造生产中,金属液进行变质处理的目的是获得_细晶粒。
11、可锻铸铁的组织为钢基体加_团絮状石墨。
12、按模型特征分,常用的手工造型方法主要有整模造型、分模造型、假箱造型、活块造型、刮板造型、挖砂造型。
13、型芯砂应满足的基本性能要求是足够的强度、耐火性、透气性、退让性、溃散性。
14、浇注系统一般由四部分组成,即浇口杯、直浇道、横浇道、内浇道。
二、选择题1、在铸造生产中,流动性较好的铸造合金( A )。
A.结晶温度范围较小;B.结晶温度范围较大;C.结晶温度较高;D.结晶温度较低;2、在下列合金中,流动性最差的合金是( B )。
A.灰铸铁B.铸钢C.铜合金D.铝合金3、浇注温度过高,会使铸件( D )的可能性增加。
A.产生变形;B.产生冷隔;C.浇不足;D.产生缩孔;4、合金的流动性差,可能使铸件产生的缺陷是( C )。
A、粘砂;B、偏析;C、冷隔;D、裂纹;5、碳的质量分数为4.30%的铁碳合金具有良好的( B )。
A.可锻性;B.铸造性;C.焊接性;D.热处理性6、型砂中水分过多,会造成铸件产生( A )。
A.气孔;B.缩孔;C.砂眼;D.热裂;7、型砂的耐火性差会造成铸件产生( B )。