ca6140车床套机械制造基础课程设计工序卡片【6张】
- 格式:doc
- 大小:259.50 KB
- 文档页数:7
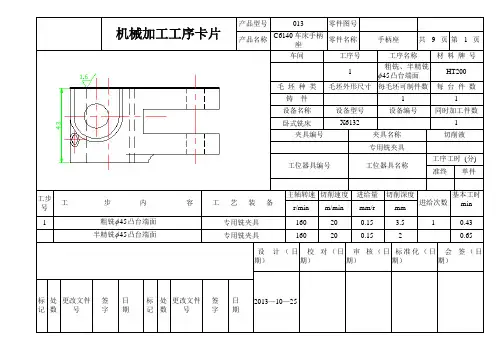
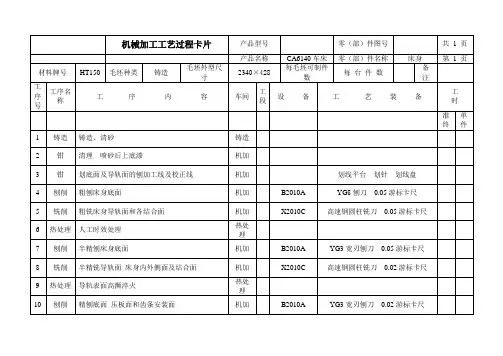
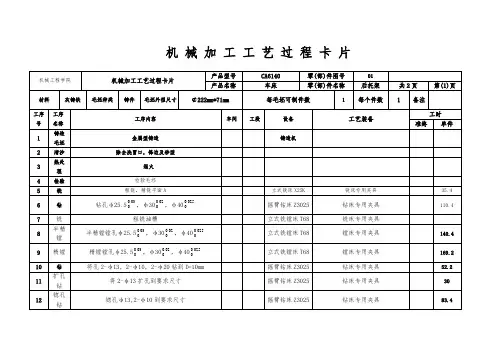
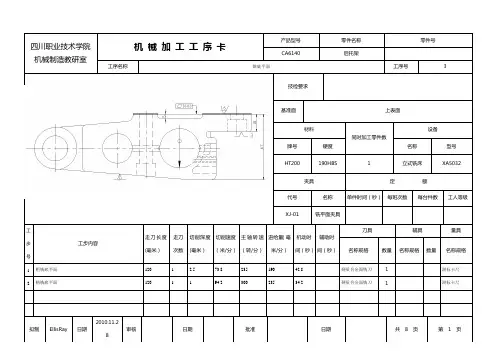
四川职业技术学院机械制造教研室机械加工工序卡产品型号零件名称零件号CA6140 后托架工序名称铣底平面工序号 3技检要求基准面上表面材料同时加工零件数设备牌号硬度名称型号HT200 190HBS 1 立式铣床XA5032夹具定额代号名称单件时间(秒)每班次数每台件数工人等级XJ-01 铣平面夹具工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/分)主轴转速(转/分)进给量(毫米/分)机动时间(秒)辅助时间(秒)刀具辅具量具名称规格数量名称规格数量名称规格1粗铣底平面1201 2.573.823519042.8硬质合金面铣刀 1 游标卡尺2精铣底平面1201194.230023534.2硬质合金面铣刀 1 游标卡尺拟制EllisRay 日期2010.11.28 审核日期批准日期共 8 页第 1 页四川职业技术学院机械制造教研室机械加工工序卡产品型号零件名称零件号CA6140 后托架工序名称铣R22圆弧面工序号 4技检要求基准面底平面,左面材料同时加工零件数设备牌号硬度名称型号HT200 190HBS 1 立式铣床XA5032夹具定额代号名称单件时间(秒)每班次数每台件数工人等级XJ-02 铣平面夹具工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/分)主轴转速(转/分)进给量(毫米/分)机动时间(秒)辅助时间(秒)刀具辅具量具名称规格数量名称规格数量名称规格1铣R22圆弧面44 1 1.582.9 600 475 6 专用面铣刀 1 游标卡尺拟制EllisRay 日期2010.11.28 审核日期批准日期共 8 页第 2 页四川职业技术学院机械制造教研室机械加工工序卡产品型号零件名称零件号CA6140 后托架工序名称粗镗φ40孔工序号 5技检要求基准面底平面,左面,侧面材料同时加工零件数设备牌号硬度名称型号HT200 190HBS 1 卧式镗床T68夹具定额代号名称单件时间(秒)每班次数每台件数工人等级TJ-01 镗孔夹具工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/分)主轴转速(转/分)进给量(毫米/转)机动时间(秒)辅助时间(秒)刀具辅具量具名称规格数量名称规格数量名称规格1粗镗φ40孔60 1 2.0749.8400 0.2 42.8镗刀块 1拟制EllisRay 日期2010.11.28 审核日期批准日期共 8 页第 3 页四川职业技术学院机械制造教研室机械加工工序卡产品型号零件名称零件号CA6140 后托架工序名称钻油孔,螺纹孔工序号 6技检要求基准面上表面材料同时加工零件数设备牌号硬度名称型号HT200 190HBS 1 立式钻床Z525夹具定额代号名称单件时间(秒)每班次数每台件数工人等级ZJ-01 钻孔夹具工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/分)主轴转速(转/分)进给量(毫米/转)机动时间(秒)辅助时间(秒)刀具辅具量具名称规格数量名称规格数量名称规格1 钻油孔100 1 3 18.1 960 0.28 22.3 麻花钻 12 钻螺纹孔30 1 2.5 15.1 960 0.28 6.7 麻花钻 1拟制EllisRay 日期2010.11.28 审核日期批准日期共 8 页第 4 页四川职业技术学院机械制造教研室机械加工工序卡产品型号零件名称零件号CA6140 后托架工序名称铣油槽工序号8技检要求基准面底平面,左面,侧面材料同时加工零件数设备牌号硬度名称型号HT200 190HBS 1 立式铣床XA5032夹具定额代号名称单件时间(秒)每班次数每台件数工人等级XJ-03 铣槽夹具工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/分)主轴转速(转/分)进给量(毫米/转)机动时间(秒)辅助时间(秒)刀具辅具量具名称规格数量名称规格数量名称规格1 铣左侧3mm油槽4623 14.1 150 2 240 专用铣刀 1 游标卡尺拟制EllisRay 日期2010.11.28 审核日期批准日期共 8 页第 5 页四川职业技术学院机械制造教研室机械加工工序卡产品型号零件名称零件号CA6140 后托架工序名称扩、精铰φ40孔工序号9技检要求基准面底平面,左面,侧面材料同时加工零件数设备牌号硬度名称型号HT200 190HBS 1 卧式镗床T68夹具定额代号名称单件时间(秒)每班次数每台件数工人等级TJ-02 镗孔夹具工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/分)主轴转速(转/分)进给量(毫米/转)机动时间(秒)辅助时间(秒)刀具辅具量具名称规格数量名称规格数量名称规格1扩φ40孔60 10.25 79 630 1.0 5.7 扩孔钻 12 精铰φ40孔60 1 0.005 31.4 250 1.0 14.4 精铰刀 1 塞规拟制EllisRay 日期2010.11.28 审核日期批准日期共 8 页第 6 页钻、扩、精铰φ30.2与φ25.5 10上表面 材料同时加工零件数 设备牌号 硬度 名称 型号 HT200 190HBS1 立式钻床 Z535 夹具 定 额代号 名称 单件时间(秒) 每班次数 每台件数工人等级ZJ-02钻孔夹具工步号工步内容走刀长度(毫米) 走刀次数 切削深度(毫米) 切削速度(米/分) 主轴转速(转/分) 进给量(毫米/转) 机动时间(秒) 辅助时间(秒) 刀具 辅具 量具 名称规格 数量 名称规格 数量名称规格 1 钻φ30.2孔 6011446.62500.513.6麻花钻1 2 扩φ30.2孔 60 1 1 70.7 750 0.5 9.6 扩孔钻13精铰φ30.2孔 60 1 0.1 13.3 140 0.3 85.7 精铰刀 1 塞规 4 钻φ25.5孔 43.5 1 12 39.9 250 0.5 9.8 麻花钻 15扩φ25.5孔 4.35 0.65 59.6 750 0.5 7.0 扩孔钻 1 6 精铰φ25.5孔 43.50.111.2 140 0.3 62.4 精铰刀 1 塞规 拟制 EllisRay 日期 2010.11.28 审核日期 批准 日期 共 8 页 第 7 页 四川职业技术学院 机械制造教研室机 械 加 工 工 序 卡产品型号 零件名称 零件号 CA6140后托架工序名称钻锪φ13和φ20孔,钻锪φ10孔和φ13孔工序号11技检要求基准面底平面,左面,侧面材料同时加工零件数设备牌号 硬度 名称 型号 HT200 190HBS 1立式铣床 Z525 夹具定 额代号 名称 单件时间(秒) 每班次数 每台件数 工人等级 ZJ-03钻孔夹具工步号 工步内容走刀长度(毫米) 走刀次数 切削深度(毫米) 切削速度(米/分) 主轴转速(转/分) 进给量(毫米/转) 机动时间(秒) 辅助时间(秒)刀具 辅具 量具名称规格 数量 名称规格 数量 名称规格 1 钻锪φ13和φ20孔165 1 7.5/3.5 55.5/85.4 1360 0.28 10.2 复合刀具 1 2 钻锪φ13和φ20孔265 1 7.5/3.5 55.5/85.4 1360 0.28 10.2 3 钻φ10孔 18 1 5 42.7 1360 0.18 4.4 复合刀具14 钻锪φ10孔和φ13孔 65 15/1.5 42.7/55.5 1360 0.1815.9拟制EllisRay 日期2010.11.28 审核日期批准日期共 8 页第 8 页。

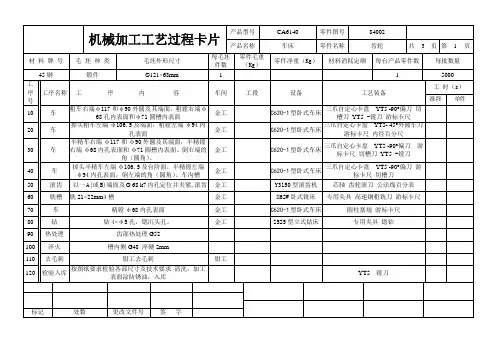
机械加工工序卡片生产类型大批生产工序号 2
零件名称车床套零件号
零件重量同时加工零件
数
1
材料毛坯
牌号硬度型式重量
45 HB190~
210
圆钢
设备夹具和辅助工具名称型号
三爪卡盘
车床CA6140
工序工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度
(mm)
进给量
(mm/z)
主轴
转速
(r/
min)
切削
速度
(mm/s
)
基本工
时min
2 1
2
3 夹φ75外圆,粗车一端面,车
外圆φ42.4,长43,外圆φ45.4,
长41,外圆φ70,长5
钻内孔φ23
扩孔φ24.8
掉头装夹,粗车相同参数
切断
45°硬质合金
车刀
Φ23麻花钻
Φ24.8扩孔钻
切断刀
游标卡尺43
45
5
90
90
35
6
4
2
1
1
1
3
3
2
0.6
0.6
0.6
0.20
0.56
500
500
560
200
250
117.8
117.8
122.1
14.45
17.85
1.92
1.60
0.06
2.65
0.714
10.1
卧式铣床X62W
工序工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度
(mm)
进给量
(mm/r)
主轴转
速
(r/mi
n)
切削
速度
(m/mi
n)
基本工
时min
5 1 铣开挡5H9,保证尺寸2
6 φ63三面
刃铣刀游标
卡尺
9 1 4 0.06 750 148 0.04
机械加工工序卡片生产类型大批生产工序号 6
零件名称车床套零件号
零件重量同时加工零件数 1 材料毛坯
牌号硬度型式重量
45 HB190~
210
圆钢
设备夹具和辅助工具名称型号
专用钻床夹具摇臂钻床Z35
工序工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度
(mm)
进给量
(mm/r)
主轴转
速
(r/mi
n)
切削
速度
(mm/r
)
基本工
时min
6 1 钻孔φ7,钻锥孔φ13 φ7麻花
钻
φ13x90
度锪钻游标
卡尺
4.5
2
1
1
4.5
2
0.20
0.20
530
530
11.65
11.65
0.108
0.047
0.155
机械加工工序卡片生产类型大批生产工序号7
零件名称车床套零件号
零件重量同时加工零件数 1 材料毛坯
牌号硬度型式重量
45 HB190~
210
圆钢
设备夹具和辅助工具
名称型号
专用铣床夹具卧式铣床X62W
工序工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度
(mm)
进给量
(mm/r)
主轴转
速
(r/mi
n)
切削
速度
(mm/m
in)
基本
工时
min
7 1 铣尺寸29,保证尺寸59.5φ80圆柱铣刀游标
卡尺
32 5 6 0.20 75 18.84 2.27
机械加工工序卡片生产类型大批生产工序号8
零件名称车床套零件号
零件重量同时加工零件数 1 材料毛坯
牌号硬度型式重量
45 HB190~
210
圆钢
设备夹具和辅助工具
名称型号
专用钻床夹具摇臂钻床Z35
工序工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度
(mm)
进给量
(mm/r)
主轴转
速
(r/mi
n)
切削
速度
(mm/m
in)
基本
工时
min
8 1 钻铰φ8H9,扩R5φ7.6麻花钻
φ8铰刀
φ10扩孔钻游标
卡尺
5.5
5.5
5.5
1
1
1
0.20
0.40
0.40
530
850
670
13.32
19.4
21.1
0.118
0.03
0.02
0.168。