连续铸造及其及轧制和衔接工艺23页PPT
- 格式:ppt
- 大小:2.59 MB
- 文档页数:23
连续铸造及其与轧制的衔接工艺1. 引言连续铸造是一种现代化的铸造工艺,它与传统的间歇铸造相比具有更高的生产效率和质量控制能力。
随着工业技术的发展,连续铸造在轧制过程中的应用也越来越广泛。
本文将介绍连续铸造的基本原理和与轧制的衔接工艺。
2. 连续铸造的原理连续铸造是通过在连铸机上连续铸造金属坯料,将熔融金属倒入预先制备好的连续浇注铸模中,经过一系列冷却和凝固过程,最终形成所需的连续坯料。
连续铸造具有以下几个主要特点:•产量高:连续铸造可以实现连续、自动化生产,生产效率高于传统的间歇铸造。
•质量可控:由于冷却和凝固过程的控制,连续铸造可以获得均匀的结晶组织,从而提高材料的力学性能和物理性能。
•节省能源:连续铸造的过程中可以充分利用余热和余能,提高能源利用效率。
3. 轧制与连续铸造的衔接工艺在连续铸造生产的金属坯料经过冷却和凝固后,需要进行进一步的加工,其中轧制是最常用的一种加工方式。
轧制是利用辊轧机将金属坯料进行塑性变形,最终得到所需的板材、型材或管材。
轧制与连续铸造的衔接工艺主要包括以下几个步骤:3.1 金属坯料的预热在连续铸造后的金属坯料中,由于冷却和凝固过程的影响,金属坯料温度较低,不利于轧制操作。
因此,需要对金属坯料进行预热处理,将其温度提高到适合轧制的范围。
3.2 理化性能测试在进行轧制前,需要对金属坯料进行理化性能测试,以确保其符合轧制要求。
测试项目包括金属材料的化学成分、力学性能和物理性能等。
3.3 轧制机的调试轧制机是进行轧制操作的关键设备,调试工作包括辊轧机的调整和辊轧力的设定,以保证轧制过程中金属坯料的塑性变形符合要求。
3.4 轧制过程的控制轧制过程中,需要对金属坯料的温度、厚度、宽度等进行实时监控和控制。
一般采用自动控制系统,通过传感器和控制算法,对轧制参数进行调整,以实现所需的轧制结果。
3.5 轧制后的检验和修整轧制后的金属板材、型材或管材需要进行质量检验,包括外观质量、尺寸精度和力学性能等。
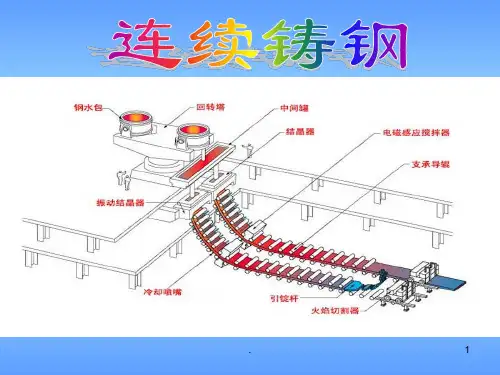
连续铸造1 基本原理、工艺特点及应用范围1.1 连续铸造的基本过程连续铸造是一种先进的铸造方法,其原理是将熔融的金属,不断浇入一种叫做结晶器的特殊金属型中,凝固(结壳)了的铸件,连续不断地从结晶器的另一端拉出,它可获得任意长或特定的长度的铸件。
连续铸锭的工艺过程如图1所示,在结晶器的下端插入引锭,形成结晶器的底,当浇入的金属液面达一定高度后,开动拉锭装置,使铸锭随引锭下降,上面不断浇入金属,下面连续拉出铸锭。
连续铸管的工艺与此相似,只是在结晶器的中央加——内结晶器,以形成铸管的内孔。
图1 连续铸锭示意图1-浇包 2-浇口杯 3-结晶器 4-铸锭 5-引锭1.2 连续铸造的特点和应用连续铸造在国内外已被广泛采用,例如连续铸锭(钢或有色金属锭),连续铸管等。
连续铸造和普遍铸造法比较有下述优点:1.由于金属被迅速冷却,结晶致密,组织均匀,机械性能较好;2.连续铸造时,铸件上没有浇注系统的冒口,故连续铸锭在轧制时不用切头去尾,节约了金属,提高了收得率;3.简化了工序,免除造型及其它工序,因而减轻了劳动强度;所需生产面积也大为减少;4.连续铸造生产易于实现机械化和自动化,铸锭时还能实现连铸连轧,大大提高了生产效率。
2 连续铸铁管连续铸管目前已成为我国生产铸铁管的主要方法。
铸铁管的品种有承插管(自来水管及煤气管),法兰管(农业排灌及工业用管)薄壁管及小直管等。
各种管的形状如图2所示。
图2 连续铸造结构图a-承插管 b-法兰管 c-薄壁管 d一小直管目前国内生产的连铸管内直径由30~1200mm;一般普通压力管出厂前要进行大于15atm的水压试验。
连续铸管的方法是将铁水浇入内外结晶器之间的间隙中(间隙大小即铸管的壁厚)结晶器上下振动,从结晶器下方,下断地拉出管子。
在拉管过程中,管子通过结晶器下口时,必须有一定厚度的凝固层(图3),使能承受拉力、和内部铁水的压力,否则将会造成拉漏的现象。
上述这些工艺要求,都应由连续铸管机加以实现。