电子产品生产流程图
- 格式:doc
- 大小:338.00 KB
- 文档页数:6

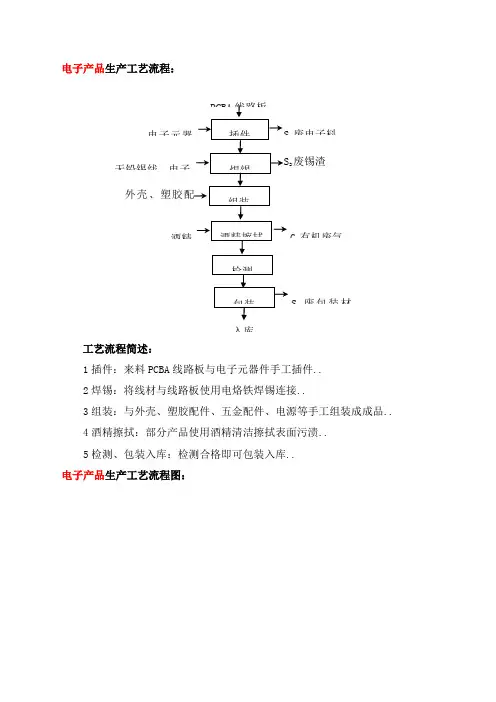
电子产品生产工艺流程:工艺流程简述:1插件:来料PCBA 线路板与电子元器件手工插件.. 2焊锡:将线材与线路板使用电烙铁焊锡连接..3组装:与外壳、塑胶配件、五金配件、电源等手工组装成成品.. 4酒精擦拭:部分产品使用酒精清洁擦拭表面污渍.. 5检测、包装入库:检测合格即可包装入库.. 电子产品生产工艺流程图:废电子料 S 3废包装材废锡渣无铅锡线、电子G 2有机废气 入库工艺流程简述:1点焊:项目电子产品的生产工艺较简单;首先用电烙铁将外购的PCBA 线路板与电子元件进行点焊连接..2粘胶:项目部分电子元件需用黄胶进行粘贴;通过粘胶的方式将其固定在线路板上..3组装:然后与外购的五金配件、塑胶配件用电批进行组装在一起.. 4检测、包装:产品组装完成后;用测试设备对产品进行测试;检测合格后即可将产品包装为成品..电子元器件生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N成品2焊锡废气、S 3废锡五金配件、S 5包装废料S 4废电子料 有机废气、S 6废胶工艺简述:1绕线、剪线头:来料骨架使用绕线机将漆包线绕至骨架上;然后人工剪去多余线头..2浸锡、补焊:将产品骨架针脚与漆包线接合处浸锡焊接;浸锡时需按一定比例加入一定量的环保助焊剂辅助焊接;少部分浸锡不合格产品使用电烙铁补焊连接..3装磁芯、包胶带:人工将磁芯安装在骨架上;部分需用手啤机压合组装;然后在骨架上用包胶带机包裹上胶带..4测试:用测试仪对产品半成品性能进行测试..5浸油、烘烤:将产品送至含浸机中浸绝缘油;使产品具备绝缘性质;浸油时绝缘油中需加入一定比例的天那水进行稀释;浸油后的产品送至电烤箱烘烤固包装出货无铅锡条、无铅1废线头3废胶带2有机废气5废包装材料设备噪声 G 1焊锡废气、G 2有机废N 设备噪声定;电烤箱工作温度约95~100℃..6包装出货:产品烘烤后即可包装为成品..电子产品、电脑周边设备生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N工艺简述:1刷锡膏、贴片:用刷锡膏机在PCB 线路板上刷上锡膏;然后用贴片机贴上电子元器件..1废锡渣、N 噪1废锡渣噪声 无铅锡外壳、3废包装材料2有机废气 抹机水N 噪声 成品2废电子料 1废锡渣、N 噪2回流焊:用回流焊机重新熔化预先刷到PCB 线路板上的锡膏;实现表面贴附的电子元器件与线路板之间进一步焊接..3插件、波峰焊:通过人工的方式将电子元件插在线路板上;再经波峰焊机焊锡焊接..4检查、补焊:人工检查产品质量;对焊锡不稳定的电子元器件用电烙铁进行补焊连接..5组装、检测:然后将外购的外壳、塑胶配件、五金配件等产品部件人工组装在一起; 组装完成后用检测设备对产品进行检测..6擦拭清洁、包装:少量产品用无水酒精擦拭清洁产品表面污渍;然后即可将产品包装为成品..五金制品、塑胶制品生产工艺流程:工艺流程简述:1剪板/切割:来料不锈钢板材、塑胶板材、纤维板根据产品需求分别使用剪板机、激光切割机进行分切加工;激光切割机工作时配套一个氧气罐;氧气为切割辅助气体..2精雕:部分产品需使用精雕机对产品进行精细雕刻加工;雕刻过程会产生少量粉尘..3检测、包装:产品检测后合格即可将产品包装为成品.. 五金垫圈生产工艺流程图:入库4废金属料N 设备噪S 3废包装材料 G 3粉尘N 设备噪声工艺流程简述:1开料:用切割机将外购的铜片材、铁片材及冷冲板进行切割开料.. 2冲压成型:开料后用不同规格的冲床将铜片材、铁片材及冷冲板冲压成型;项目冲压所用模具均为外购;项目不自行生产模具;但会对模具进行简单维修加工;项目少量简单五金垫圈可用手啤机进行冲压成型即可..3检查、包装:人工对产品进行检查;检查合格即可包装为成品..塑胶制品生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N噪声S 1废金属料成品S 2废包装材料噪声S 1废金属料工艺简述:本项目从事塑胶制品的生产..项目主要的车间布局情况如附图1-总平面布置及车间布局图所示;项目工艺流程简述如下..1混料、烘干:利用混料机将外购的塑胶料与色粉进行均匀混料;将混料好的塑胶料再用电烘料机进行烘干;项目混料在封闭的混料机中进行;无粉尘向外散逸..2注塑成型:使用卧式注塑机将烘干后的塑胶料进行注塑成型加工;使之成为设计的形状..注塑机间接冷却水经冷却塔冷却后循环使用;不外排;注塑产生的塑胶废料经碎料机粉碎后;再与外购的塑胶料在混料机中进行均匀混料后回用于注塑工序..3检查、包装:人工检查产品质量;检查合格即可将产品包装为成品.. 项目不涉及丝印、喷漆、清洗等任何产生废水的污染工序.. 钢模板及周边材料生产工艺流程:成品噪声工艺流程简述:1切割:来料不锈钢板材使用激光切割机进行分切加工.. 2精雕:使用精雕机对产品进行精细雕刻加工成型..3外发蚀刻加工:部分产品精度要求较高的会外发至相关蚀刻厂家对其进行进一步蚀刻加工..4封装:外发蚀刻返厂的组件与采购的木框半成品、胶带人工封装成成品;项目采购的木框均为半成品组装用部件;项目不涉及木料加工..5检测、包装:产品检测后合格即可将产品包装为成品..注:本项目设备工件长时间使用后;会用砂轮机对其进行简易维修;维修时会产生少量的金属屑G 4..本项目不涉及喷漆、丝印、清洗、蚀刻等污染工序;无生产废水产生及排放.. 模具维修工艺流程图:入库木框半成品、胶不锈钢板材3废包装材料废金属料N 设备噪3粉尘N 设备噪声工艺流程简述:1机加工:项目模具长时间使用后;用桌上车床、磨床、台钻及砂轮机进行简单机加工维修;项目磨床采用干磨方式;加工过程会产生少量金属颗粒物;砂轮机维修时会产生少量废金属屑..2检查:机加工后;人工检查模具;检查合格后即可包装入库.. 电脑周边配件、LED 光电产品生产工艺流程:入库金属颗粒物、N 噪声 S 废金属料、N 噪声 废金属料、N 噪声 G 2金属屑、 N 噪声工艺流程简述:1刷锡膏、贴片、回流焊:来料线路板首先人工刷锡膏;贴片机贴片;过回流焊机焊锡固定..2插件:上述加工后的线路板与电子元器件手工插件.. 3焊锡:将线材与线路板使用电烙铁焊锡连接..4组装含酒精擦拭:与外壳、塑胶配件、五金配件、LED 显示屏等手工组装成成品;部分产品使用酒精清洁擦拭表面污渍..5老化、打标:部分产品需送至老化架插电老化;部分产品塑胶外壳上需使N 设备噪G 1焊锡废无电子外壳、塑胶配件、五金配件、LED 废包装材N 设备噪声G 1焊锡G 2有机废气用激光雕刻机打上标记..6检测、包装入库:检测合格即可包装入库..光电生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N工艺简述:1点焊:用电烙铁将电子元件、电子线材等焊接在PCBA 线路板上.. 2粘贴:将外购的背光纸粘贴在塑胶片的正反两面;然后将遮光纸粘贴在塑胶片侧面;以防止光源外漏;项目外购背光纸及遮光纸均自带粘性;直接粘贴即可..3组装、检测:将外购的显示屏、五金配件、LED 灯珠与焊接好的PCBA 线路板进行人工组装;然后用检测设备进行检测..4擦拭清洁、包装:检测合格后;用抹机水擦拭清洁产品表面污渍;然后即可将产品包装为成品.. 激光硒鼓生产工艺流程:成品1焊锡废气、S 1废锡1有机废气 3废包装材2废电子料工艺流程简述:1摩擦焊、碰焊:来料塑胶片使用摩擦焊机将塑胶片焊接成塑胶盒;然后将芯片放至塑胶盒并使用碰焊机将两者焊接..2注墨:使用注墨机将水墨注入塑胶盒;项目所用的水墨均为外购的水墨成品;项目不从事水墨的生产;水墨用完后的废墨罐均交由有资质的单位处置;项目不设墨罐清洗工艺;无废水产生..3超声波焊接、封口:项目使用超声波焊接机将塑胶瞬间热熔封闭;然后使用注UV 胶机在封闭口注入UV 胶;接着送至烤UV 胶机烘烤固定使封闭口没有漏隙..4烘烤、检测、包装入库:产品送至电烤箱烘烤检测是否漏水;检测合格即可包装入库..弹簧生产工艺流程图:2塑胶异嗅有机废气N 设备2有机废气S 5废胶S 3废包装材芯UV 水入库2塑胶异嗅有机废气N 设备2塑胶异嗅有机废气N 设备S 4废墨罐工艺流程简述:1成型加工:本项目生产弹簧工艺比较简单;主要是将外购的钢线、铜线使用弹簧机加工成型即可;不涉及表面处理、清洗、喷漆等工艺;无生产废水产生及排放..2烘烤:将加工成型后的弹簧放入电烤箱中进行烘烤;烘烤温度约为350度;烘烤的目的主要是加大弹簧的硬度;烘烤后放在通风处进行自然冷却即可..3检查、包装:人工检查产品质量;检查合格即可将产品包装为成品.. 电子线材生产工艺流程图:噪声S 1废金属料成品S 2废包装材料工艺流程简述:1绞线:用绞线机将外购的铜线按照要求;两根或是几根绞在一起.. 2押出:将外购的PVC 塑胶粒用押出机给绞好的铜线注塑塑胶外皮;押出机自带水槽用于冷却押出的产品;冷却水循环使用;定期补充挥发量;没有工业废水排放..3裁线、剥皮剥芯:将电子线材按照要求人工裁切成一定长度;裁切后的线材再用剥皮剥芯机进行剥皮剥芯加工..2废线头、N 噪声2焊锡废气、S 3废锡成品PVC 1塑胶废料S 4废电子料 1塑胶废料噪声 5包装废料4浸锡、点焊:将裁切好的线材金属一端放入锡炉中进行浸锡稳固;再将线材与外购PCBA 线路板、电子元件用电烙铁进行焊锡连接..5烘干、注塑成型:将外购塑胶粒用烘干机烘干;再将线材一端用立式注塑机进行注塑成型加工..项目所用立式注塑机设置冷却塔;项目间接冷却水经冷却塔冷却后循环使用;不外排..6组装:将外购五金配件、塑胶配件与上述加工的产品半成品进行组装.. 7检测、包装:用检测设备对产品性能进行检测;测试合格后即可将产品包装为成品..机械零件、模具、模具配件、五金制品、治具生产工艺流程:自动化设备生产工艺流程:废电木、N N 噪噪声 废电木、N 噪S 1废金属、S 2废电成品成品工艺简述:本项目从事机械零件、模具、模具配件、自动化设备、五金制品、治具的生产..项目主要的车间布局情况如附图1-总平面布置及车间布局图所示;项目工艺流程简述如下..机械零件、模具、模具配件、五金制品、治具生产工艺流程:1机加工:将项目外购模具钢、铝材、电木用车床、铣床、磨床、台钻进行机加工;项目3台磨床中两台为干磨;干磨会产生少量金属颗粒物;一台采用湿磨;工作时需按一定比例加入冷却液和自来水;冷却液重复使用、适量添加不排放;没有工业废水排放..2外发线切割:将机加工后的模具工件外发到其他企业进行线切割精细加工..3攻牙:部分机加工后的零件需用攻牙机进行攻牙加工..4组装、包装出货:将机加工后制得的机械零件、模具配件、五金制品分别进行手工组装;组装后即可包装为成品..自动化设备生产工艺流程:(1)组装:将项目自制的机械零件与外购的结构件、钣金件、电器配件进行手工组装在一起;组装过程仅需用螺丝将部件组合在一起;无需进行焊接..2外发喷漆加工:将组装好的产品外发到其他有资质的企业进行喷漆表面处理..3包装出货:产品喷漆回厂后即可包装出货..注:本项目设备工件长时间使用后;会用砂轮机对其进行简易维修;维修时会产生少量的金属屑..项目车间生产过程中;不自行设置任何电镀、喷漆、清洗等各类表面处理的工艺;如有需要则委外处理..。

新产品(售后市场)开发程序受控标记修订履历:更改标识更改后实施日期更改文件号更改内容更改人更改日期1、目的通过新产品开发程序控制,以确保新产品(或改型产品)的形成过程中,能满足客户的质量、成本、期限要求。
2、范围2.1 对售后市场上的产品;2.2 用户对产品质量先期策划控制程序无要求的;2.3 如顾客特定要按规定的程序来开发或改进产品,本程序将不适用;2.5 本程序同样适用于本公司的供方。
3、定义3.1 C类产品 在设计阶段未定型产品类型;3.2 A类产品 已完成设计但未经过小批量生产和市场确认的产品类型;3.3 B类产品 经过小批量生产后或市场确认的产品类型;4、职责4.1 过程管理者—副总经理(技术)。
4.2 过程责任者—技术部长、经理。
4.3 过程支持者—总经理、副总经理、部门负责人、业务代表、客户经理、设计、品质、采购、管理、物流、安全等相关人员。
5、程序任务/职责 输入信息 工作准则 输出信息5.1(P1阶段) 计划和确定项目责任者:·商务部部长 ·项目经理支持者:·总经理·副总经理 ·部门负责人 ·业务代表 ·设计工程师 ·工艺工程师 ·SQE·质量工程师 项目经理:·顾客要求,如合同、协议、SOR、RFQ、商谈纪要等·顾客建议·顾客信息·顾客资料·顾客呼声·标竿和竞争对手数据·成功和失败经验·可行性风险评估表工作描述:·设计前准备,确定计划和任务工作内容:5.1.1 商务部根据市场或顾客的产品开发需求信息,积极通过各种联系渠道做好市场调研。
5.1.2 通过市场调研,或从客户取得新产品的订单、合同或协议后,搜集产品的相关资料,如样品、产品图纸、产品标准、规范、SOR、RFQ等等。
5.1.3 商务部获取外部信息后,经分析草拟《新产品开发计划》,交产品分析组及技术部。
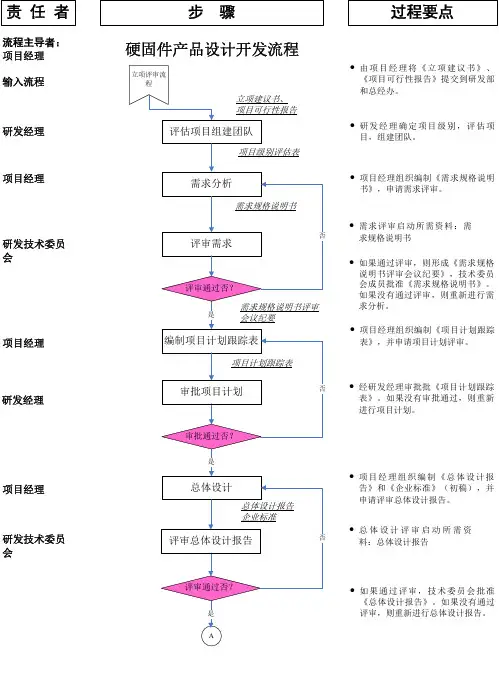
流程主导者:项目经理硬固件产品设计开发流程输入流程· 如果通过评审,则形成《需求规格说明书评审会议纪要》,技术委员会成员批准《需求规格说明书》。
如果没有通过评审,则重新进行需求分析。
· 研发经理确定项目级别,评估项目,组建团队。
· 项目经理组织编制《需求规格说明书》,申请需求评审。
· 项目经理组织编制《项目计划跟踪表》,并申请项目计划评审。
· 经研发经理审批批《项目计划跟踪表》。
如果没有审批通过,则重新进行项目计划。
· 如果通过评审,技术委员会批准《总体设计报告》。
如果没有通过评审,则重新进行总体设计报告。
研发经理项目经理研发技术委员会项目经理· 由项目经理将《立项建议书》、《项目可行性报告》提交到研发部和总经办。
· 项目经理组织编制《总体设计报告》和《企业标准》(初稿),并申请评审总体设计报告。
研发经理项目经理研发技术委员会· 需求评审启动所需资料:需求规格说明书· 总体设计评审启动所需资料:总体设计报告流程主导者:项目经理硬固件产品设计开发流程结构工程师项目经理研发技术委员会硬件开发工程师研发技术委员会嵌入式软件开发工程师研发技术委员会嵌入式软件开发工程师硬件开发工程师细设计报通过评技术委员准《软件设计报。
如果没过评审,新设计软如果通过硬件设计评审,则进行PCB 板设计。
采购部采购工程师采购部负责人硬件开发工程师清单。
采购部采购工程师流程主导者:项目经理硬固件产品设计开发流程研发技术委员会项目经理结构工程师程师硬件开发工程师研发技术委员会研发助理采购部工程师中试工程师项目经理生产部· 如果通过评审,项目经理投板。
如果没有通过评审,则重新设计PCB 板。
· 评审启动所需资料:PCB 板图· 如果通过评审,则开展软硬件联调。
如果没有通过评审,则重新编制代码。
· 评审启动所需资料:源代码· 如果软硬件联调通过,则项目经理申请样机初测。

电子制造企业的一般流程让我们再把电子制造企业的流程说得更像日常对话:1. 产品设计与研发市场摸底:就像你打算开家咖啡馆前得去周边转转,看看大家喜欢喝啥,对手咋做的,新潮玩意儿有哪些。
这样才知道自家产品该长啥样儿。
设计搞起来:工程师们就相当于一群巧手匠人,他们画电路图就像画画,设计外观就像捏泥巴,写技术说明书就像写菜谱,总之就是把产品构思具体化。
样品出炉试跑:做出第一个样品,就像烤出第一块蛋糕,得反复尝、反复调,直到口味合适、卖相过关。
产品也一样,得反复测、反复改,直到功能顺溜、性能达标。
2. 原料采购与管理挑供应商:就像你要买衣服,得在商场里逛逛,看哪家店的衣服质量好、价格合理、上新快。
买原料也是,得找那些靠谱的供应商。
下单采购:就像你在淘宝上下单买衣服,告诉卖家你需要什么款式、几件、什么时候送到。
买原料也是一样,得告诉供应商我们想要什么、要多少、啥时候要。
验货收货:原料到手后,就像你收到网购的衣服,得打开看看颜色对不对、尺寸合不合适、有没有破洞。
验原料也是,得检查数量够不够、质量过不过关,有问题得赶紧退换。
3. 生产制造排生产日程:就像你计划一周的三餐,得考虑冰箱里有什么、想吃什么、每天几点做饭。
排生产计划就得考虑订单多不多、库存足不足、生产线忙不忙。
备料开工:就像你准备做一顿大餐,得先把要用的食材、厨具都摆好。
生产前就得把原料、零件、工具都准备好。
动手组装:工人师傅们就像玩拼图一样,按照图纸把一个个零件拼成完整的电子产品。
每一步都得小心翼翼,不能拼错位置。
严查质量:每完成一道工序或者拼好一个产品,都得像老师批改作业一样仔细检查,看看功能是不是正常、性能是不是达标。
不合格的就得返工。
4. 质量控制原料验明正身:就像你买水果前得先挑一挑,看看新鲜不新鲜。
原料进厂也得检查,确保质量过关。
生产现场巡逻:就像班主任时不时得去教室转转,看看学生们是不是认真听课、工具设备是不是正常运转。
质量人员也得定期巡查生产线。
工艺流程图代号工艺流程图是将一个工艺过程分解为一个个具体的操作步骤,并以符号、图形、文字等形式展示出来的图表。
工艺流程图通常包括原料准备、加工、检测、包装等环节,代号是为了方便工厂内部人员沟通和理解。
以下是一个代号为700的工艺流程图。
工艺代号:700流程:生产电子产品外壳1. 原料准备阶段:a. 订购金属板材(代号:701)。
b. 接收金属板材并进行检验(代号:702)。
c. 将合格的金属板材送往加工车间(代号:703)。
2. 加工阶段:a. 使用模具将金属板材冲压成外壳形状(代号:704)。
b. 进行冲压后的外壳进行修整,并去除瑕疵(代号:705)。
c. 完成外壳的喷涂(代号:706)。
d. 对喷涂完成的外壳进行烘干(代号:707)。
e. 进行外壳的打孔和切割(代号:708)。
f. 进行外壳的抛光和油砂处理(代号:709)。
g. 进行外壳的清洁和除尘处理(代号:710)。
3. 检测阶段:a. 对外壳进行外观检查和尺寸测量(代号:711)。
b. 进行外壳的质量检验,确保外壳符合标准(代号:712)。
4. 包装阶段:a. 将合格的外壳进行包装(代号:713)。
b. 进行包装后的外壳进行质量检验(代号:714)。
c. 将质量合格的外壳进行出货(代号:715)。
以上就是代号为700的工艺流程图。
这个工艺流程是针对电子产品外壳制造过程进行设计的,包括原料准备、加工、检测和包装等阶段。
通过工艺流程图,工厂内部人员可以清楚地了解每个环节的操作步骤和顺序,保证产品的质量和生产效率。
接到订单 订单评审 工程部 硬件研发 软件研发 资料 资料 BOM PMC(计划) SMT 外协 装配外协 物料采购 资料确认归档 资料确认归档 公司仓库 领料 装配仓库 SMT 仓库 程序烧录 印 刷 领料 半成品附加
贴 片 QC 客户验货 成品包装 半成品测试 PCBA 包装 过 炉 成品组装 QC AOI 检测 成品测试、老化
品质确认
I
公司仓库
特殊物料应按指定要求放入烤箱进行烘烤
IQC 检验 OK 外协仓库
PCBA 入库 领 料
OK OK 印 刷
QC
OK 贴 片 OK
IPQC 巡检 NG 返 修 目 检
OK 贴PASS 标
过 炉
OK
NG AOI 检测
外观维修 首件确认 OK NG 分 板
下达生产指令 FQC 终检 综合分析 称 重 包 装
装配车间生产工艺流程图
OK
成品测试、老化
成品组装
半成品测试
半成品组装
烧录测试
领 料
OK IPQC 巡检 功能维修 FQC 终检
OK 返 工 包 装
OK
OK
成品入库
组织送检 OK
退外协返工
NG SMT 外协
NG
QC QC NG
NG OK OK OK
OK
OK
OK
OK 外协仓库
IQC 检验
公司仓库
NG NG
贴PASS 标
NG NG
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求。