电子产品生产流程图
- 格式:doc
- 大小:82.00 KB
- 文档页数:5
电子产品组装生产标准化流程第一章:生产准备 (2)1.1 生产计划的制定 (2)1.2 原材料与辅料的准备 (3)1.3 生产线设备的调试 (3)第二章:电子元器件检测 (3)2.1 元器件进货检验 (3)2.2 元器件功能测试 (4)2.3 元器件筛选与分类 (4)第三章:SMT贴片工艺 (5)3.1 贴片机操作规范 (5)3.2 贴片材料准备与存放 (5)3.3 贴片质量检查与修正 (5)第四章:插件工艺 (6)4.1 插件设备操作流程 (6)4.2 插件材料准备与存放 (6)4.3 插件质量检查与修正 (6)第五章:焊接工艺 (7)5.1 焊接设备操作规范 (7)5.1.1 设备启动与调试 (7)5.1.2 设备操作注意事项 (7)5.2 焊接材料准备与存放 (7)5.2.1 焊接材料准备 (7)5.2.2 焊接材料存放 (8)5.3 焊接质量检查与修正 (8)5.3.1 焊接质量检查 (8)5.3.2 焊接质量修正 (8)第六章:组装工艺 (8)6.1 组装流程设计 (8)6.2 组装材料准备与存放 (9)6.3 组装质量检查与修正 (9)第七章:功能测试 (9)7.1 测试设备操作规范 (10)7.1.1 设备准备 (10)7.1.2 设备操作 (10)7.2 测试流程与方法 (10)7.2.1 测试流程 (10)7.2.2 测试方法 (10)7.3 测试结果分析与应用 (10)7.3.1 测试结果分析 (10)7.3.2 测试结果应用 (11)第八章:老化测试 (11)8.1 老化设备操作规范 (11)8.1.1 设备准备 (11)8.1.2 设备操作 (11)8.1.3 设备维护 (11)8.2 老化测试流程与方法 (11)8.2.1 测试流程 (11)8.2.2 测试方法 (12)8.3 老化测试结果分析与应用 (12)8.3.1 结果分析 (12)8.3.2 结果应用 (12)第九章:包装与发货 (13)9.1 包装材料准备与存放 (13)9.1.1 材料准备 (13)9.1.2 材料存放 (13)9.2 包装流程与要求 (13)9.2.1 包装流程 (13)9.2.2 包装要求 (13)9.3 发货流程与要求 (13)9.3.1 发货流程 (13)9.3.2 发货要求 (14)第十章:生产管理与持续改进 (14)10.1 生产进度监控 (14)10.1.1 进度监控原则 (14)10.1.2 监控内容与方法 (14)10.1.3 进度异常处理 (14)10.2 质量管理措施 (14)10.2.1 质量管理理念 (14)10.2.2 质量管理体系 (14)10.2.3 质量控制措施 (14)10.3 持续改进与优化 (15)10.3.1 改进理念与方法 (15)10.3.2 改进内容 (15)10.3.3 改进实施与评估 (15)10.3.4 改进机制建设 (15)第一章:生产准备1.1 生产计划的制定生产计划的制定是保证电子产品组装生产标准化流程顺利实施的关键步骤。
电子产品结构开发流程
一、需求分析
1.确定产品功能需求
(1)客户需求调研
(2)技术可行性分析
2.制定产品规格
(1)功能规格
(2)外观规格
(3)性能规格
二、概念设计
1.初步构思
2.绘制草图
3.初步设计评审
(1)功能设计评审
(2)结构设计评审
(3)成本评估
三、详细设计
1.结构设计
(1)机械结构设计(2)电子结构设计2.PCB设计
(1)原理图设计(2)PCB布局设计3.软件设计
(1)嵌入式软件设计(2)应用软件设计
四、样机制作
1.制作外壳
2.PCB制作组装
3.软件调试
4.样机测试验证
五、量产准备
1.优化设计
2.生产工艺确认
3.量产测试
4.产品认证
六、量产及售后
1.量产生产
2.售后服务
3.反馈改进。
电子产品生产工艺流程电子产品生产工艺流程随着科技的进步和人们对电子产品的需求不断增加,电子产品的生产工艺也在不断创新和发展。
本文将详细介绍一个典型的电子产品生产工艺流程,以手机生产为例,全面了解电子产品从设计到出厂的整个生产过程。
第一步:产品设计产品设计是整个生产工艺流程的第一步,它决定了产品的整体外观、功能和性能。
设计师需要根据市场需求和竞争对手的产品进行分析和调研,确定产品的定位和目标用户。
然后,他们将进行草图设计和多次修正,最终确定产品的外观和功能布局。
第二步:电路设计和原理图电路设计师根据产品的功能要求和设计师的外观要求,进行电路原理图的设计。
他们需要考虑电路的稳定性、功耗、成本和可靠性等因素,并与其他团队成员密切合作以确保设计的可行性。
第三步:原型制作基于电路设计和产品外观布局,制造团队将制作一个实物原型。
他们使用3D打印技术将设计模型转化为实际产品,并安装和测试电路板和其他组件。
这个过程通常会涉及多次迭代,直到达到最终的预期结果。
第四步:原材料采购原材料采购是电子产品生产的关键步骤之一。
为了确保产品的质量和性能,采购团队需要与供应商合作,选择合适的材料和零部件。
他们不仅需要考虑价格和交货时间,还需要评估供应商的信誉和产品质量。
第五步:电路板制造在开始电路板制造之前,制造团队需要根据原理图设计制作电路板的模板。
然后,他们将通过将材料沉积在模板上,并通过光刻和蚀刻等工艺,制作出精细的电路板。
最后,经过检验和测试,合格的电路板将进行组装。
第六步:组装和调试组装和调试是整个生产工艺流程中的重要环节。
工人将电路板和其他组件进行组装,并使用焊接工艺将其牢固连接。
然后,产品将通过一系列测试来验证其功能和性能。
必要时,工人会进行调试和修正,直到产品完全符合设计要求。
第七步:质量检验和包装在最后的阶段,产品将进行全面的质量检验。
质检人员将对外观、性能、功能和可靠性等多个方面进行检查和测试,以确保产品达到标准。
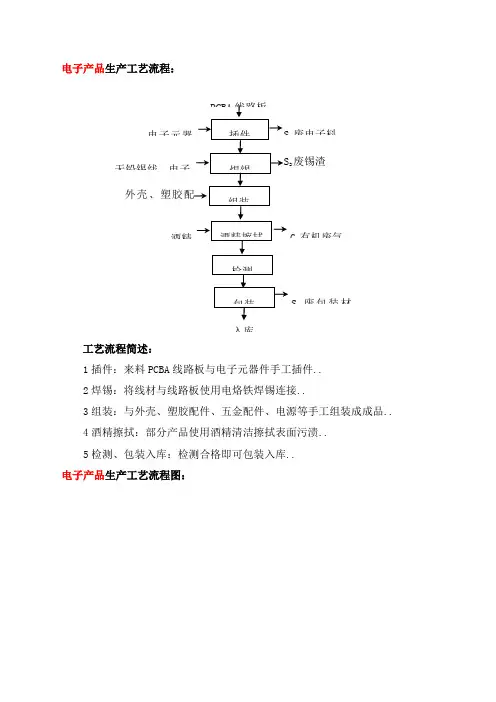
电子产品生产工艺流程:工艺流程简述:1插件:来料PCBA 线路板与电子元器件手工插件.. 2焊锡:将线材与线路板使用电烙铁焊锡连接..3组装:与外壳、塑胶配件、五金配件、电源等手工组装成成品.. 4酒精擦拭:部分产品使用酒精清洁擦拭表面污渍.. 5检测、包装入库:检测合格即可包装入库.. 电子产品生产工艺流程图:废电子料 S 3废包装材废锡渣无铅锡线、电子G 2有机废气 入库工艺流程简述:1点焊:项目电子产品的生产工艺较简单;首先用电烙铁将外购的PCBA 线路板与电子元件进行点焊连接..2粘胶:项目部分电子元件需用黄胶进行粘贴;通过粘胶的方式将其固定在线路板上..3组装:然后与外购的五金配件、塑胶配件用电批进行组装在一起.. 4检测、包装:产品组装完成后;用测试设备对产品进行测试;检测合格后即可将产品包装为成品..电子元器件生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N成品2焊锡废气、S 3废锡五金配件、S 5包装废料S 4废电子料 有机废气、S 6废胶工艺简述:1绕线、剪线头:来料骨架使用绕线机将漆包线绕至骨架上;然后人工剪去多余线头..2浸锡、补焊:将产品骨架针脚与漆包线接合处浸锡焊接;浸锡时需按一定比例加入一定量的环保助焊剂辅助焊接;少部分浸锡不合格产品使用电烙铁补焊连接..3装磁芯、包胶带:人工将磁芯安装在骨架上;部分需用手啤机压合组装;然后在骨架上用包胶带机包裹上胶带..4测试:用测试仪对产品半成品性能进行测试..5浸油、烘烤:将产品送至含浸机中浸绝缘油;使产品具备绝缘性质;浸油时绝缘油中需加入一定比例的天那水进行稀释;浸油后的产品送至电烤箱烘烤固包装出货无铅锡条、无铅1废线头3废胶带2有机废气5废包装材料设备噪声 G 1焊锡废气、G 2有机废N 设备噪声定;电烤箱工作温度约95~100℃..6包装出货:产品烘烤后即可包装为成品..电子产品、电脑周边设备生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N工艺简述:1刷锡膏、贴片:用刷锡膏机在PCB 线路板上刷上锡膏;然后用贴片机贴上电子元器件..1废锡渣、N 噪1废锡渣噪声 无铅锡外壳、3废包装材料2有机废气 抹机水N 噪声 成品2废电子料 1废锡渣、N 噪2回流焊:用回流焊机重新熔化预先刷到PCB 线路板上的锡膏;实现表面贴附的电子元器件与线路板之间进一步焊接..3插件、波峰焊:通过人工的方式将电子元件插在线路板上;再经波峰焊机焊锡焊接..4检查、补焊:人工检查产品质量;对焊锡不稳定的电子元器件用电烙铁进行补焊连接..5组装、检测:然后将外购的外壳、塑胶配件、五金配件等产品部件人工组装在一起; 组装完成后用检测设备对产品进行检测..6擦拭清洁、包装:少量产品用无水酒精擦拭清洁产品表面污渍;然后即可将产品包装为成品..五金制品、塑胶制品生产工艺流程:工艺流程简述:1剪板/切割:来料不锈钢板材、塑胶板材、纤维板根据产品需求分别使用剪板机、激光切割机进行分切加工;激光切割机工作时配套一个氧气罐;氧气为切割辅助气体..2精雕:部分产品需使用精雕机对产品进行精细雕刻加工;雕刻过程会产生少量粉尘..3检测、包装:产品检测后合格即可将产品包装为成品.. 五金垫圈生产工艺流程图:入库4废金属料N 设备噪S 3废包装材料 G 3粉尘N 设备噪声工艺流程简述:1开料:用切割机将外购的铜片材、铁片材及冷冲板进行切割开料.. 2冲压成型:开料后用不同规格的冲床将铜片材、铁片材及冷冲板冲压成型;项目冲压所用模具均为外购;项目不自行生产模具;但会对模具进行简单维修加工;项目少量简单五金垫圈可用手啤机进行冲压成型即可..3检查、包装:人工对产品进行检查;检查合格即可包装为成品..塑胶制品生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N噪声S 1废金属料成品S 2废包装材料噪声S 1废金属料工艺简述:本项目从事塑胶制品的生产..项目主要的车间布局情况如附图1-总平面布置及车间布局图所示;项目工艺流程简述如下..1混料、烘干:利用混料机将外购的塑胶料与色粉进行均匀混料;将混料好的塑胶料再用电烘料机进行烘干;项目混料在封闭的混料机中进行;无粉尘向外散逸..2注塑成型:使用卧式注塑机将烘干后的塑胶料进行注塑成型加工;使之成为设计的形状..注塑机间接冷却水经冷却塔冷却后循环使用;不外排;注塑产生的塑胶废料经碎料机粉碎后;再与外购的塑胶料在混料机中进行均匀混料后回用于注塑工序..3检查、包装:人工检查产品质量;检查合格即可将产品包装为成品.. 项目不涉及丝印、喷漆、清洗等任何产生废水的污染工序.. 钢模板及周边材料生产工艺流程:成品噪声工艺流程简述:1切割:来料不锈钢板材使用激光切割机进行分切加工.. 2精雕:使用精雕机对产品进行精细雕刻加工成型..3外发蚀刻加工:部分产品精度要求较高的会外发至相关蚀刻厂家对其进行进一步蚀刻加工..4封装:外发蚀刻返厂的组件与采购的木框半成品、胶带人工封装成成品;项目采购的木框均为半成品组装用部件;项目不涉及木料加工..5检测、包装:产品检测后合格即可将产品包装为成品..注:本项目设备工件长时间使用后;会用砂轮机对其进行简易维修;维修时会产生少量的金属屑G 4..本项目不涉及喷漆、丝印、清洗、蚀刻等污染工序;无生产废水产生及排放.. 模具维修工艺流程图:入库木框半成品、胶不锈钢板材3废包装材料废金属料N 设备噪3粉尘N 设备噪声工艺流程简述:1机加工:项目模具长时间使用后;用桌上车床、磨床、台钻及砂轮机进行简单机加工维修;项目磨床采用干磨方式;加工过程会产生少量金属颗粒物;砂轮机维修时会产生少量废金属屑..2检查:机加工后;人工检查模具;检查合格后即可包装入库.. 电脑周边配件、LED 光电产品生产工艺流程:入库金属颗粒物、N 噪声 S 废金属料、N 噪声 废金属料、N 噪声 G 2金属屑、 N 噪声工艺流程简述:1刷锡膏、贴片、回流焊:来料线路板首先人工刷锡膏;贴片机贴片;过回流焊机焊锡固定..2插件:上述加工后的线路板与电子元器件手工插件.. 3焊锡:将线材与线路板使用电烙铁焊锡连接..4组装含酒精擦拭:与外壳、塑胶配件、五金配件、LED 显示屏等手工组装成成品;部分产品使用酒精清洁擦拭表面污渍..5老化、打标:部分产品需送至老化架插电老化;部分产品塑胶外壳上需使N 设备噪G 1焊锡废无电子外壳、塑胶配件、五金配件、LED 废包装材N 设备噪声G 1焊锡G 2有机废气用激光雕刻机打上标记..6检测、包装入库:检测合格即可包装入库..光电生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N工艺简述:1点焊:用电烙铁将电子元件、电子线材等焊接在PCBA 线路板上.. 2粘贴:将外购的背光纸粘贴在塑胶片的正反两面;然后将遮光纸粘贴在塑胶片侧面;以防止光源外漏;项目外购背光纸及遮光纸均自带粘性;直接粘贴即可..3组装、检测:将外购的显示屏、五金配件、LED 灯珠与焊接好的PCBA 线路板进行人工组装;然后用检测设备进行检测..4擦拭清洁、包装:检测合格后;用抹机水擦拭清洁产品表面污渍;然后即可将产品包装为成品.. 激光硒鼓生产工艺流程:成品1焊锡废气、S 1废锡1有机废气 3废包装材2废电子料工艺流程简述:1摩擦焊、碰焊:来料塑胶片使用摩擦焊机将塑胶片焊接成塑胶盒;然后将芯片放至塑胶盒并使用碰焊机将两者焊接..2注墨:使用注墨机将水墨注入塑胶盒;项目所用的水墨均为外购的水墨成品;项目不从事水墨的生产;水墨用完后的废墨罐均交由有资质的单位处置;项目不设墨罐清洗工艺;无废水产生..3超声波焊接、封口:项目使用超声波焊接机将塑胶瞬间热熔封闭;然后使用注UV 胶机在封闭口注入UV 胶;接着送至烤UV 胶机烘烤固定使封闭口没有漏隙..4烘烤、检测、包装入库:产品送至电烤箱烘烤检测是否漏水;检测合格即可包装入库..弹簧生产工艺流程图:2塑胶异嗅有机废气N 设备2有机废气S 5废胶S 3废包装材芯UV 水入库2塑胶异嗅有机废气N 设备2塑胶异嗅有机废气N 设备S 4废墨罐工艺流程简述:1成型加工:本项目生产弹簧工艺比较简单;主要是将外购的钢线、铜线使用弹簧机加工成型即可;不涉及表面处理、清洗、喷漆等工艺;无生产废水产生及排放..2烘烤:将加工成型后的弹簧放入电烤箱中进行烘烤;烘烤温度约为350度;烘烤的目的主要是加大弹簧的硬度;烘烤后放在通风处进行自然冷却即可..3检查、包装:人工检查产品质量;检查合格即可将产品包装为成品.. 电子线材生产工艺流程图:噪声S 1废金属料成品S 2废包装材料工艺流程简述:1绞线:用绞线机将外购的铜线按照要求;两根或是几根绞在一起.. 2押出:将外购的PVC 塑胶粒用押出机给绞好的铜线注塑塑胶外皮;押出机自带水槽用于冷却押出的产品;冷却水循环使用;定期补充挥发量;没有工业废水排放..3裁线、剥皮剥芯:将电子线材按照要求人工裁切成一定长度;裁切后的线材再用剥皮剥芯机进行剥皮剥芯加工..2废线头、N 噪声2焊锡废气、S 3废锡成品PVC 1塑胶废料S 4废电子料 1塑胶废料噪声 5包装废料4浸锡、点焊:将裁切好的线材金属一端放入锡炉中进行浸锡稳固;再将线材与外购PCBA 线路板、电子元件用电烙铁进行焊锡连接..5烘干、注塑成型:将外购塑胶粒用烘干机烘干;再将线材一端用立式注塑机进行注塑成型加工..项目所用立式注塑机设置冷却塔;项目间接冷却水经冷却塔冷却后循环使用;不外排..6组装:将外购五金配件、塑胶配件与上述加工的产品半成品进行组装.. 7检测、包装:用检测设备对产品性能进行检测;测试合格后即可将产品包装为成品..机械零件、模具、模具配件、五金制品、治具生产工艺流程:自动化设备生产工艺流程:废电木、N N 噪噪声 废电木、N 噪S 1废金属、S 2废电成品成品工艺简述:本项目从事机械零件、模具、模具配件、自动化设备、五金制品、治具的生产..项目主要的车间布局情况如附图1-总平面布置及车间布局图所示;项目工艺流程简述如下..机械零件、模具、模具配件、五金制品、治具生产工艺流程:1机加工:将项目外购模具钢、铝材、电木用车床、铣床、磨床、台钻进行机加工;项目3台磨床中两台为干磨;干磨会产生少量金属颗粒物;一台采用湿磨;工作时需按一定比例加入冷却液和自来水;冷却液重复使用、适量添加不排放;没有工业废水排放..2外发线切割:将机加工后的模具工件外发到其他企业进行线切割精细加工..3攻牙:部分机加工后的零件需用攻牙机进行攻牙加工..4组装、包装出货:将机加工后制得的机械零件、模具配件、五金制品分别进行手工组装;组装后即可包装为成品..自动化设备生产工艺流程:(1)组装:将项目自制的机械零件与外购的结构件、钣金件、电器配件进行手工组装在一起;组装过程仅需用螺丝将部件组合在一起;无需进行焊接..2外发喷漆加工:将组装好的产品外发到其他有资质的企业进行喷漆表面处理..3包装出货:产品喷漆回厂后即可包装出货..注:本项目设备工件长时间使用后;会用砂轮机对其进行简易维修;维修时会产生少量的金属屑..项目车间生产过程中;不自行设置任何电镀、喷漆、清洗等各类表面处理的工艺;如有需要则委外处理..。
新产品(售后市场)开发程序受控标记修订履历:更改标识更改后实施日期更改文件号更改内容更改人更改日期1、目的通过新产品开发程序控制,以确保新产品(或改型产品)的形成过程中,能满足客户的质量、成本、期限要求。
2、范围2.1 对售后市场上的产品;2.2 用户对产品质量先期策划控制程序无要求的;2.3 如顾客特定要按规定的程序来开发或改进产品,本程序将不适用;2.5 本程序同样适用于本公司的供方。
3、定义3.1 C类产品 在设计阶段未定型产品类型;3.2 A类产品 已完成设计但未经过小批量生产和市场确认的产品类型;3.3 B类产品 经过小批量生产后或市场确认的产品类型;4、职责4.1 过程管理者—副总经理(技术)。
4.2 过程责任者—技术部长、经理。
4.3 过程支持者—总经理、副总经理、部门负责人、业务代表、客户经理、设计、品质、采购、管理、物流、安全等相关人员。
5、程序任务/职责 输入信息 工作准则 输出信息5.1(P1阶段) 计划和确定项目责任者:·商务部部长 ·项目经理支持者:·总经理·副总经理 ·部门负责人 ·业务代表 ·设计工程师 ·工艺工程师 ·SQE·质量工程师 项目经理:·顾客要求,如合同、协议、SOR、RFQ、商谈纪要等·顾客建议·顾客信息·顾客资料·顾客呼声·标竿和竞争对手数据·成功和失败经验·可行性风险评估表工作描述:·设计前准备,确定计划和任务工作内容:5.1.1 商务部根据市场或顾客的产品开发需求信息,积极通过各种联系渠道做好市场调研。
5.1.2 通过市场调研,或从客户取得新产品的订单、合同或协议后,搜集产品的相关资料,如样品、产品图纸、产品标准、规范、SOR、RFQ等等。
5.1.3 商务部获取外部信息后,经分析草拟《新产品开发计划》,交产品分析组及技术部。
流程主导者:项目经理硬固件产品设计开发流程输入流程· 如果通过评审,则形成《需求规格说明书评审会议纪要》,技术委员会成员批准《需求规格说明书》。
如果没有通过评审,则重新进行需求分析。
· 研发经理确定项目级别,评估项目,组建团队。
· 项目经理组织编制《需求规格说明书》,申请需求评审。
· 项目经理组织编制《项目计划跟踪表》,并申请项目计划评审。
· 经研发经理审批批《项目计划跟踪表》。
如果没有审批通过,则重新进行项目计划。
· 如果通过评审,技术委员会批准《总体设计报告》。
如果没有通过评审,则重新进行总体设计报告。
研发经理项目经理研发技术委员会项目经理· 由项目经理将《立项建议书》、《项目可行性报告》提交到研发部和总经办。
· 项目经理组织编制《总体设计报告》和《企业标准》(初稿),并申请评审总体设计报告。
研发经理项目经理研发技术委员会· 需求评审启动所需资料:需求规格说明书· 总体设计评审启动所需资料:总体设计报告流程主导者:项目经理硬固件产品设计开发流程结构工程师项目经理研发技术委员会硬件开发工程师研发技术委员会嵌入式软件开发工程师研发技术委员会嵌入式软件开发工程师硬件开发工程师细设计报通过评技术委员准《软件设计报。
如果没过评审,新设计软如果通过硬件设计评审,则进行PCB 板设计。
采购部采购工程师采购部负责人硬件开发工程师清单。
采购部采购工程师流程主导者:项目经理硬固件产品设计开发流程研发技术委员会项目经理结构工程师程师硬件开发工程师研发技术委员会研发助理采购部工程师中试工程师项目经理生产部· 如果通过评审,项目经理投板。
如果没有通过评审,则重新设计PCB 板。
· 评审启动所需资料:PCB 板图· 如果通过评审,则开展软硬件联调。
如果没有通过评审,则重新编制代码。
· 评审启动所需资料:源代码· 如果软硬件联调通过,则项目经理申请样机初测。