第三章 什么是塑料?
塑料(plastics)是一种简单的单体(monomers)经由化学聚合反应(polymerization)而成的长链状高分子聚合物(polymers)。根据美国塑料工业协会对于塑料的定义:「将全部或部分由碳、氧、氢和氮及其它有机或无机元素使用加热、加压、或两者并用的方式聚合而成,在制造中的阶段是液体,在制造的最后阶段成为固体,此庞大而变化多端的材料族群称为塑料。」高分子聚合物加工成为塑件的制程主要包括热塑性塑料之熔化与凝固的物理相态变化或热固性塑料之固化的化学反应两种。
简单的高分子材料呈链状结构,其中最重要者首推乙烯基高分子(vinyl polymer),结构如下:
()R
| 2n
CH CH ---
其中,当 R = H ,为聚乙烯;当 R = CH 3,为聚丙烯;当 R = C 6H5,为聚苯乙烯;
当 R = Cl ,则成为聚氯乙烯。高分子材料依照分子量和分子结构的差异,也造成不同物性的塑料。例如甲烷(methane, CH 4)为气体,戊烷(pentane, C 5H 12)为液体,甲烷(polyethylene, C 100H 102)为固体。高分子材料的分子量通常为10,000 ~ 1,000,000,分子量愈大,愈增加成形的困难度,200,000为合理的成形上限。
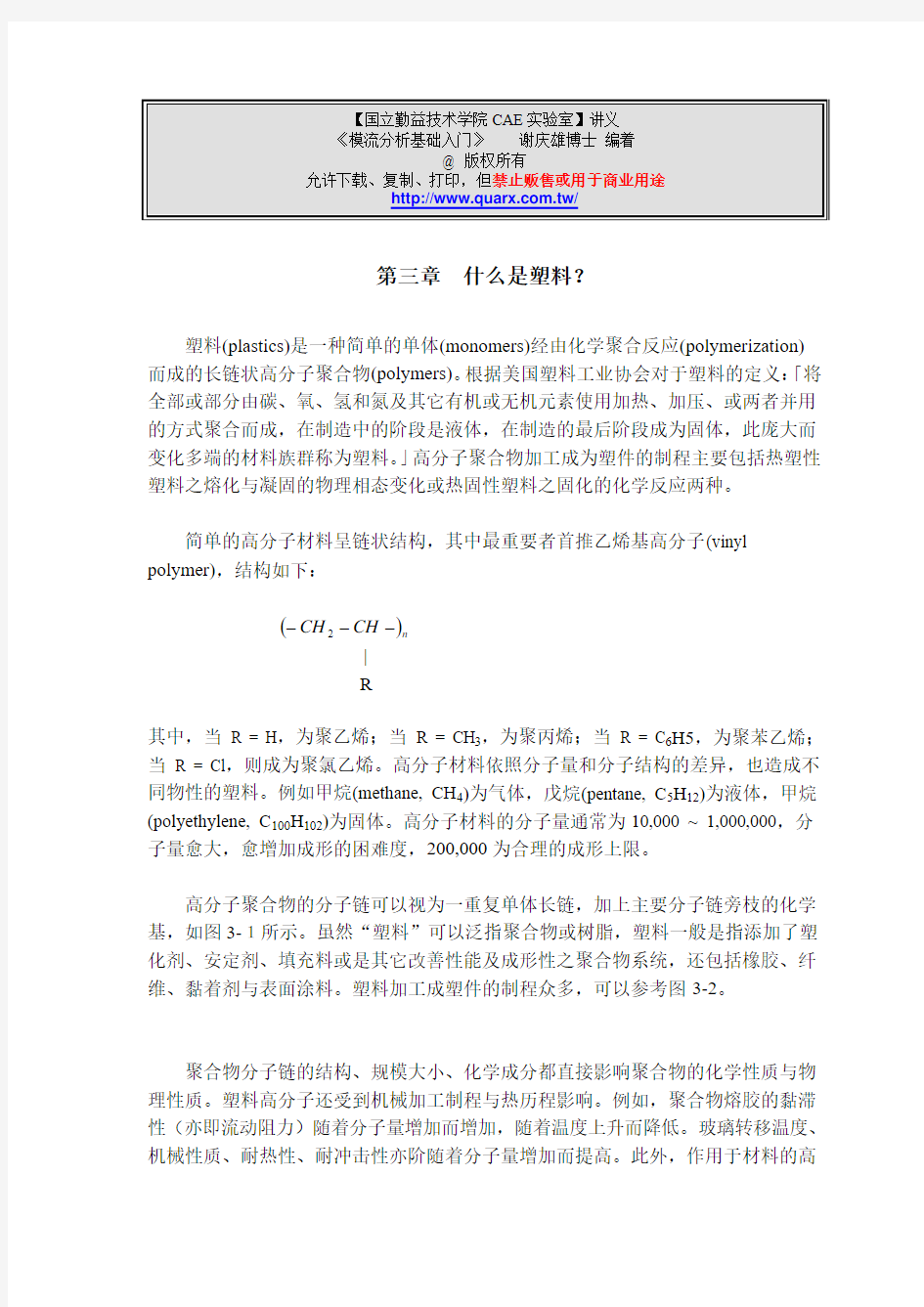
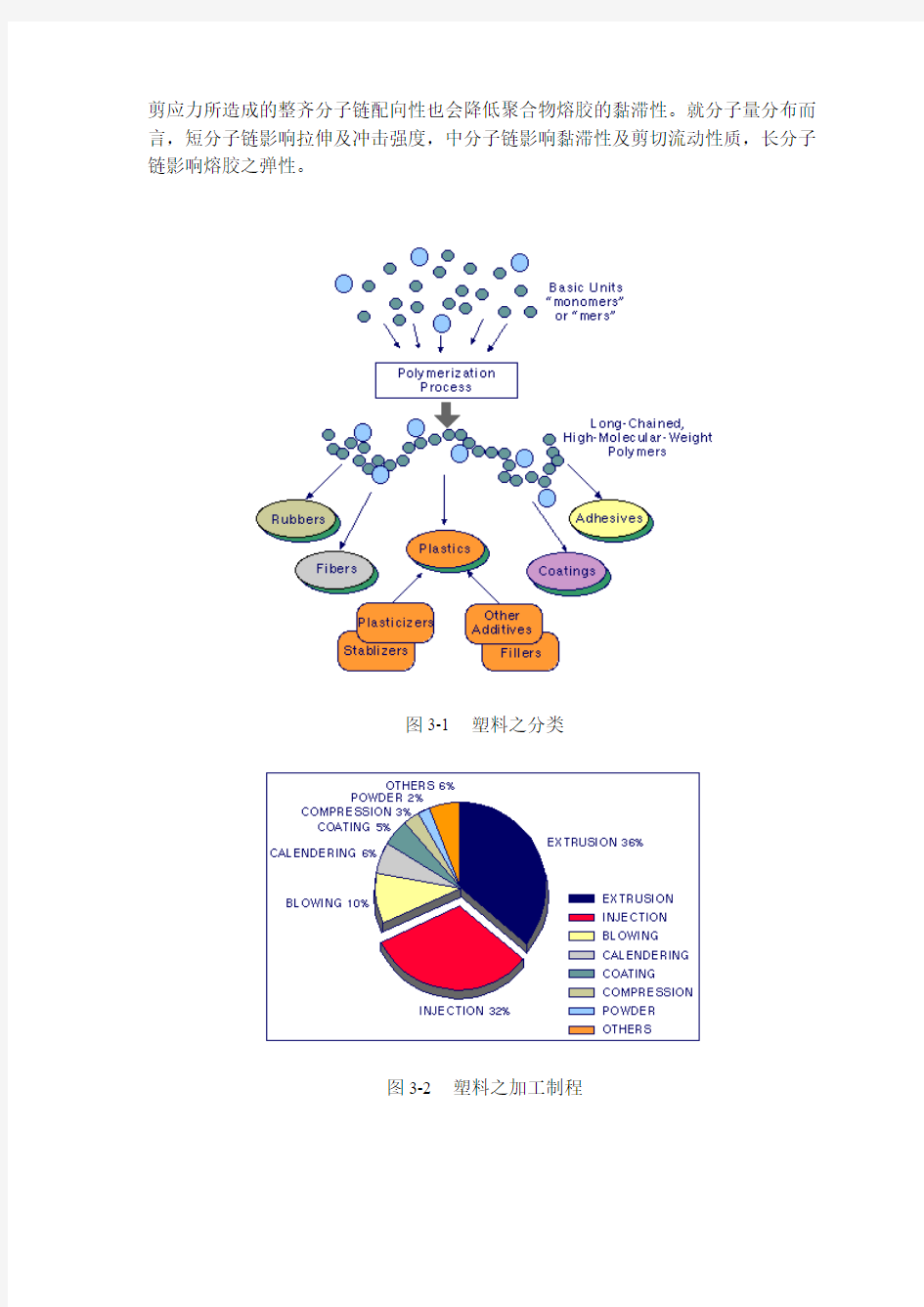
高分子聚合物的分子链可以视为一重复单体长链,加上主要分子链旁枝的化学基,如图3-1所示。虽然“塑料”可以泛指聚合物或树脂,塑料一般是指添加了塑化剂、安定剂、填充料或是其它改善性能及成形性之聚合物系统,还包括橡胶、纤维、黏着剂与表面涂料。塑料加工成塑件的制程众多,可以参考图3-2。
聚合物分子链的结构、规模大小、化学成分都直接影响聚合物的化学性质与物理性质。塑料高分子还受到机械加工制程与热历程影响。例如,聚合物熔胶的黏滞性(亦即流动阻力)随着分子量增加而增加,随着温度上升而降低。玻璃转移温度、机械性质、耐热性、耐冲击性亦阶随着分子量增加而提高。此外,作用于材料的高
剪应力所造成的整齐分子链配向性也会降低聚合物熔胶的黏滞性。就分子量分布而言,短分子链影响拉伸及冲击强度,中分子链影响黏滞性及剪切流动性质,长分子链影响熔胶之弹性。
图3-1 塑料之分类
图3-2 塑料之加工制程
塑料通常具有下列特性:
?低强度与低韧性(玻纤强化塑料则可以达到高强度与高韧性)
?原料丰富,价格低廉。
?有最高使用温度限制。
?色彩鲜明,着色容易。
?受外力作用时会产生连续变形(潜变现象)。
☆易加工程复杂形状。(i.e. 容易成形,可以量产。)
☆低密度。(i.e.重量轻,塑料比重0.9~2,铝2.7,铁7.8)
☆耐腐蚀性佳。
☆良好的绝缘性和隔热性。
☆可以具有其它特殊性质,例如透明性、可弯曲性等。
塑料材料与金属材料比较,金属材料通常包括下列特性;高密度、宽广的使用范围、高热传导性、高导电性、刚性(rigidity)、高强度(strength)、不透明、易生锈、精密加工费用高昂。相对地,塑料材料则具有良好的机械阻尼、良好的热膨胀性、加工周期短而且可以减少穿孔等二次加工的成本、密度低、增加产品设计的空间与选择、料头可以回收以节省成本、可以提高产品寿命、亦可能获得很高的结构强度。钢的模数为210 GPa。一般而言,塑料的模数比金属小数十倍到数百倍。模数的定义E = 应力σ0╱应变ε0,单位是Pa(= N/m2)。塑料材料与金属、陶瓷材料之特性比较如表3-1。
表3-1 塑料材料与金属、陶瓷材料之特性比较
将数种聚合物混合,或是将聚合物与其它材料、补强剂复合,可以改变其物理性质、机械性质和材料之成本。这些混合制程造就了下列聚合物系统:
(1) 聚合物合金及混合物
聚合物合金(polymer alloys)及聚合物混合物(polymer blends)是将两种或更多种聚合物混合的系统。当混合结果产生融合效应(synergistic effect)而具有单一的玻璃转移温度,称为聚合物合金,其性质比各别的聚合物更佳。当混合结果具有多重的玻璃转移温度,称为聚合物混合物,其性质是各别聚合物的平均。ABS是最早期的一种成功混合物,它结合了各个成分聚合物的耐化学性、韧性(toughness)以及刚性(rigidity)。
(2) 聚合物复合材料
聚合物复合材料(polymer composites)是将强化物质添加到聚合物内,以增加所需的性质。单晶/须晶、黏土、滑石、云母等低长宽比(aspect ratio)之片状填充料可以提高材料的劲度(stiffness);然而,纤维、玻璃纤维、石墨、硼等高长宽比的填充料可以同时提高拉伸强度和劲度。
3-1 塑料之分类
根据分子联结的聚合反应种类,塑料可以区分为热塑性塑料(thermoplastics)和热固性塑料(thermosets)。表3-2列出热塑性塑料与热固性塑料相关的结构与性质之整理。热塑性塑料根据分子结构或链的结构可以再细分为不定形(amorphous)、半结晶(semi-crystalline))或液晶(liquid crystalline)聚合物。聚合物的微结构及加热与冷却的效应如图3-3。其它类别的塑料包括弹性体(elastomers)、共聚合物(copolymers)、复合物(compounds)、商用塑料和工程塑料。添加物填充料和补强剂是直接与塑料性质和性能相关的其它分类方法。
表3-2热塑性塑料与热固性塑料的结构与性质
3-2 热塑性塑料
一般而言,热塑性塑料聚合度较高,分子量也较大。线状或分枝状的长分子链有侧链或官能基,而且不与其它聚合物分子相连接,结果,热塑性塑料可以重复地加热而软化,冷却而凝固。这种以物理反应之相变化为主的程序允许将塑料废料回收。虽然热塑性塑料可以回收,但在成形时仍可能有小程度的化学变化,回收塑料的性质可能不会与原始塑料的性质完全相同。
热塑性塑料占所生产塑料的70%,热塑性塑料以小球状或颗粒状贩售,它们在压力下加热熔化成黏稠状流体,冷却时形成所需的成品形状。与热固性塑料比较,热塑性塑料通常具有较高的耐冲击强度,容易加工,对复杂设计有较好的适应性。
图3-3 不同塑料的微结构,及制程中加热或冷却对于为结构的影响。
在热塑性塑料中,商用塑料占了90%,例如高密度聚乙烯(HPPE)、低密度聚乙烯(LDPE)、聚苯乙烯(PS)、聚丙烯(PP)和聚氯乙烯(PVC)等。然而,工程塑料诸如缩醛(acetal)、ABS、耐隆、聚碳酸脂(PC)等提供了高机械强度、较佳的耐热性、较高的冲击强度等改善性能,因此价格也比较昂贵。
实用上,经常会提及合金塑料和工程塑料等热塑性塑料的术语。合金塑料指其构造由不同的单体或聚合体之物理混合(而非聚合)。制造合金塑料的理由大都是要适应某种要求之物理性质、有利于价格及性能指数、改进加工之可能性这三种因素,例如PC/ABS和ABS/PV A。而工程塑料是指在机械装置中取代其它金属材料用途之塑料,亦即使用为机械材料的塑料,属于高性能的塑料,一般具有较大的温度使用范围(–40℉~300℉)、高强度与高刚性、耐冲击性、低潜变性、耐磨损、优良的耐化学药品性及绝缘性。
热塑性塑料中又可以区分为不定形塑料和结晶性塑料,其结构与性质如表3-3。
表3-3不定形塑料与结晶性塑料的结构与性质之比较
3-2-1 不定形聚合物
在无应力作用下加热,不定形塑料熔胶之分子链杂乱地相互纠缠在一起,分子链仅以微弱的凡得瓦尔力维系。不定形塑料维持这种纠缠杂乱的配向性而无视于状态的改变。不定形塑料具有明确的玻璃转移温度和宽广的软化温度范围,没有明确的熔点。当熔胶温度降低,不定形塑料开始呈现橡胶状态,当温度继续降低到玻璃转移温度以下,它将呈现玻璃状态。不定形塑料的透明度高、耐热性中等、耐冲击性好、收缩量低。
充填模穴时,不定形塑料的分子链会沿着熔胶流动方向拉伸,分子链与冷模壁接触急冷而冻结;凝固层将塑件内层与模壁隔离,使塑件内层冷却速率较慢,有足够时间将分子链回复卷曲。也就是说,表层的分子链有较好的配向性,较小的收缩量;内层的分子链较无配向性,收缩量较大。
所有的不定形塑料的线性收缩率(linear shrinkages)都很接近,所以考量塑件尺寸时,同一塑件可以使用不同的不定形塑料取代,例如以ABS取代苯乙烯,以PC取代压克力,射出成形的尺寸应该会维持在相当精度以内,只是性质会有所变化。
3-2-2 (半)结晶性聚合物
结晶性材料是不具有大侧基、旁枝或交联的聚合物,熔融的结晶性塑料黏滞性低,容易流动。当冷却到熔点以下时,分子形成规则的晶体结构,使其流动性变差。随着温度继续降低,其结晶度增加,强度也增加,透明度泽降低。结晶程序停止于玻璃转移温度。因为在正常的加工程序很难获得100%结晶,结晶性塑料通常呈现半结晶,它同时具有结晶与不定形两种相态,其结晶度则决定于聚合物的化学结构和成形条件。(半)结晶性塑料就像冰块一样具有明确的熔点,玻璃转移温度则不明显,通常低于是温,抗化学性及耐热性佳、润滑性良好、吸湿性低、收缩率高。
半结晶性塑料具有相当大的线性收缩率,无法用以取代不定形的塑料的射出成形;否则,会造成尺寸精度上很大的问题。
3-2-3 液晶聚合物
液晶聚合物在液态与固态都呈现高度规则的分子排列,如图3-3所示,其棒状的分子链形成平行数组。液晶聚合物具有低黏度、低成形收缩率、抗化学性、高劲度,抗潜变,及整体尺寸稳定性等加工与性能的优势。
3-3 热固性塑料
热固性塑料也称为热硬化塑料,于加热之初会软化,而后分子间产生化学键结,造成高度连联的网状结构,如图3-3所示。热固性塑料与热塑性塑料的最大差异就在于交联程序,本质上,热固性塑料具有较好的机械强度、强高的使用温度和较佳的尺寸稳定性。许多热固性塑料是工程塑料,并且因为交联程序而具有不定形结构。
在成形之前,热固性塑料和热塑性塑料一样具有链状结构。在成形过程中,热固性塑料以热或化学聚合反应,形成交联结构。一旦反应完全,聚合物分子键结形成三维的网状结构,这些交联的键结将会阻止分子链之间的滑动,结果,热固性塑料就变成了不熔化、不溶解的固体。假如没有发生裂解,即使加了热也不能将它再软化或再加工。热固性塑料的性质可以想象成煮熟的蛋,蛋黄从液体变成固体,却无法再转变为液体。
热固性塑料通常以液态的单体—聚合物混合料,或部份聚合的成形复合物贩售。从尚未固化的状态将热固性塑料注入模穴,于加压或未加压条件下,以加热或以化学混合物催化聚合以定形。热固性塑料通常添加矿物质、石灰、玻纤等填充料或强化物质以增强性质,例如收缩量的控制、耐化学性、防震性、绝缘性、隔热性或降低成本。其结构之网目愈细,耐热性和耐化学性也愈佳。环氧树脂、酚醛树脂都是常见的热固性塑料。热固性塑料经常应用于IC等产品。表3-4提供了树脂供货商所建议的熔胶与模具之建议温度值。
3-4 添加剂、填充料与补强料
添加剂(additives)、填充料(fillers)和补强料(reinforcements)是用来改变或改善塑料的物理性质和机械性质,其影响列于表3-5。通常,强化纤维可以提升聚合物的机械性质,而特定的填充料则用来增加模数。一般而言,塑料是不良导体,许多填充料可以影响其电气性质,例如添加导电性填充料可以让塑料产生电磁遮敝性质;添加抗静电剂可以用来吸湿气,降低静电荷的累积;添加耦合剂可以改善塑料与强化纤维之间的键结;有些填充料可以用来降低材料成本;其它的添加剂包括降低燃烧倾向的抗燃剂、降低熔胶黏度的润滑剂、增加材料柔软性的塑化剂、和提供耐颜色的着色剂。
填充料可以改善塑料的性质和成形性。假如添加低值长宽比的填充料,其底材的性质改变较小,此类填充料的好处如下:
?降低收缩量。
?改善耐热性。
?改善强度,特别是压缩强度。
?降低耐冲击性。
?改善耐溶剂性。
表3-4 常用树脂的建议熔胶温度与模具温度
高值长宽比的填充料(例如25以上)可以称为纤维(fiber)。纤维补强料可以相当程度地影响塑料性质。假设聚合物与纤维之间具有良好的结合力,则沿着纤维方向的强度会大幅提升。假如多数纤维有相同的配向性,则沿着纤维配向性与垂直于纤维配向的弹性模数会有很大差异,在垂直方向的模数会与无添加纤维的塑料之模数接近。添加的纤维也相当程度地影响材料的收缩性质,在纤维配向方向的收缩率会比剖面方向的收缩率低许多。
因为纤维的配向性随着流动方向、肉厚方向、缝合线位置而变化,为了预测塑件的性质,预测这些配向性就愈显重要。
表3-5添加剂、填充料与补强料对于聚合物性质的影响
1.1.1 工程图的功能(Drawing Functionality) 使用pro/e的工程图功能(Drawing),我们可以将有pro/e制作的模型输出成图纸的形式。或者,我们也可以输入由其他CAD 系统生成的图纸。在图纸中,所有的模型视图都是相关的(associative):即,当我们修改了某视图的一个尺寸后,系统会自动更新其他相关的视图,更重要的是,Pro/ENGINEER的图纸和他所依赖的模型相关,在图纸中修改的任何尺寸,都会在模型中自动更新。同样,在模型中修改的尺寸会相关到图纸。这些相关性,不仅仅是尺寸的修改,也包括添加或删除某些特征。在使用工程图功能时,用户需要购买相应的处理模块:pro/detial. 1.1.2 工程图模式(Drawing Mode) Pro/ENGINEER提供了工程图模式,这种功能可以实现双向关联,并可以输出简单的图纸。我们可以利用pro/e的基本drawing 功能建立零件或装配的工程视图,并可以添加尺寸,注解,处理(manipulate)尺寸,或使用层来管理不同类型内容的显示。 1.1.3 Pro/DETAIL模块 Pro/DETAIL,是独立于基本pro/ENGINEER的模块,该模块扩展了基本模块的功能,可以利用基本模块配合使用 Pro/DETAIL 支持附加视图,多张图纸(multisheets),提供了一系列更多用于处理工程图的命令,并且可以让我们向图纸中添加或修改文本的或符号形式的信息。另外,我们还可以自定义我们工程图的格式,进行多种形式的个性化。 1.1.4 数据接口(Drawing Interfaces) 使用ro/INTERFACE 或 Pro/DETAIL模块,我们可以在drawing中利用不同的输入(输出)命令来读取(导出)其他CAD系统得到的文件。该命令为 File 菜单 欢迎加入易妙广告网
所有的资源均为emule资源,像这样的大文件,只有emule 才能保证永远可以下载。 将链接复制到迅雷里面同样可以下载 复制内容到剪贴板 代码: 1林清安视频-ProE全套中文教程.rar ed2k://|file|ProE%E5%85%A8%E5%A5%97%E4%B8%AD%E6%96%87%E6%95%99%E7%A8%8B.rar|377 45549|DC7C4E260CA936D32E4E0F3CEF931614|h=Y2IEXPBARIT22ZCSAPW3KKQMAYYAE4U4|/ 2 林清安视频-proe的教学动画.rar ed2k://|file|proe%E7%9A%84%E6%95%99%E5%AD%A6%E5%8A%A8%E7%94%BB.rar|92587379|083 5DDC0230405E06213931D65E8B468|h=JETVQPUQJC42GBHPEEDE6ZMRMLICRWMT|/ 3林清安视频-PROEWILDFIRE资料及教学动画.rar ed2k://|file|PROEWILDFIRE%E8%B5%84%E6%96%99%E5%8F%8A%E6%95%99%E5%AD%A6%E5%8A%A8 %E7%94%BB.rar|30568848|01FB552950CEE50E29D04C27DF314B7A|h=VW7JHLCH27CBAADGW2GAY FPSKPDBYWHM|/ 林清安视频-林清安PROE2001上课影像教学档案.rar ed2k://|file|%E6%9E%97%E6%B8%85%E5%AE%89PROE2001%E4%B8%8A%E8%AF%BE%E5%BD%B1%E5% 83%8F%E6%95%99%E5%AD%A6%E6%A1%A3%E6%A1%88.rar|192527061|48BCBAB875CB993EDC418F3 8728BBADB|h=FC4H6MHPNE224YNQ4FILUCWPTBH7VLIK|/ 林清安PROE野火版零件设计上册影像教学光盘A.iso ed2k://|file|%E6%9E%97%E6%B8%85%E5%AE%89PROE%E9%87%8E%E7%81%AB%E7%89%88%E9%9B%B 6%E4%BB%B6%E8%AE%BE%E8%AE%A1%E4%B8%8A%E5%86%8C%E5%BD%B1%E5%83%8F%E6%95%99%E5%AD %A6%E5%85%89%E7%9B% 98A.iso|227917824|6A2896C158726A566C73CD277BB9429C|h=W5QTDVVL4I77NVVBYBPPYFUHXH O44Y32|/ 林清安PROE野火版零件设计上册影像教学光盘B.iso ed2k://|file|%E6%9E%97%E6%B8%85%E5%AE%89PROE%E9%87%8E%E7%81%AB%E7%89%88%E9%9B%B 6%E4%BB%B6%E8%AE%BE%E8%AE%A1%E4%B8%8A%E5%86%8C%E5%BD%B1%E5%83%8F%E6%95%99%E5%AD %A6%E5%85%89%E7%9B%98B.iso|588537856|2933FAADD7E166DE5CE52750B7492138|h=W6KOEI2 VSKQNOBRMVM5ZUOW3S2B47EAF|/ 林清安PROE野火版零件设计下册影像教学光盘A.iso ed2k://|file|%E6%9E%97%E6%B8%85%E5%AE%89PROE%E9%87%8E%E7%81%AB%E7%89%88%E9%9B%B 6%E4%BB%B6%E8%AE%BE%E8%AE%A1%E4%B8%8B%E5%86%8C%E5%BD%B1%E5%83%8F%E6%95%99%E5%AD %A6%E5%85%89%E7%9B%98A.iso|525752320|EF09BF7DC4B410F10F4DFF3B54F3854E|h=3TYBPQD Y3P6IFQIC2XPBEXXEOIAPCXLP|/ 林清安PROE野火版零件设计下册影像教学光盘B.iso
mêLbkdfkbbo =OMMN proc^`b= qéá=`íá
m~ê~íêá=qó=`êéê~íá
=OMMM=m~ê~íêá=qó=`êéê~íá
m~ê~íêá=qó=`êéê~íá=Emq`F= J v 8 ) P < - - P mq` 1* 8 mq` P P 3 . < P P m~ê~íêá=qó=`êéê~íá < mq` 8 J " mq` -G+ P J 8 mq` ** ( & ( PTC ) 8 ) )
+ 8 J / w<
pêá p~éá f~íá pêáê~é sáêíì~ aá báêí táá Jpêá táá c~íê táá c~íê Jpêá táá fê~íá jê mq` `sJ`éìíêáá= afsfpflk f`bj fm~êí < mêLobcibu lê~ lê~=`êéê~íá tá < tá=kq jáêí=`êéê~íá `^qf^ a~~ìí=póí madp cê=jíê=`é~ó p^m < oLP p^m ^d dê~ó cibu díêííê=pí~ê=fK sáq áê~êó sáì~=há~íáI fK=EshfF shf w w ellmp ê~éá óí q pí ^êá~I f /_ J _ /_ J % # ) c^o=NOKONOE~FJEF= ac^op=OOTKTOMOJNE~F= < OOTKTOMOJPE~F cJ < 8" t ) d e < J P DFARS 252.227-7013 d < e (Rights in Technical Data and Computer Software Clause) (c)(1)(ii) FAR 52.227-19 d P e (Commercial Computer Software-Restricted Rights) P m~ê~íêá=qó=`êéê~íáI=NOU qó aêáI=t~í~I j^=MOQRPJUVMR OMMM V S
proe常用曲面分析功能详解 现在是针对曲面分析单独做的教程 曲面分析应该贯穿在这个曲面外型的设计过程中.而不该最后完成阶段做分析 由于时间关系我单独做个分析简单的教程,将来的教程中我将逐步体现造型过程中贯穿分析的教程 本文重点在简单的阐述下曲面分析的运用,并不过多的阐述曲面的做法,PRT实物来源于SONJ.无嗔等版大,为求对比好坏,我会将质量好的PRT.修改约束成差点的来深入的阐述曲面分析的作用和看法.在这里先谢谢这些版大无私分享,也求得他们的原谅,未经过允许就转载他们的PRT还乱改.我先道歉… 现在这个拉手大家都看见了,这一步是VSS直接扫出来的.现在显示的呢是网格曲面.这个网格曲面和多人认为用处不大.但我想说几点看法,第一看这个面是不是整面,很明显这个面的UV先是连接在一起的,他是个整面.第2看他的UC线的走向,是不是规则在某一方向上,有没有乱,有没有波动。这些是我们 肉眼能看见的,是一个初步的分析,也能帮助大家理解曲面的走向趋势是怎么个事情。至于曲线的分析其他教程中以有很多阐述我就不在追述,至于什么叫曲面G1和G2相信大家也看到很多类似的教程 这个图你就能看见多个曲面的网格在一起时候的显示,说明不是整面。
网格曲面另一个重要作用呢就是观察收敛退化,也就是大家长说的3角面。 收敛退化是我们最不想看到的,但收敛点在那里呢,根据经验呢,比如说我这个,在做边界混合时候 2条直线是一组,曲线是另一组,也就是退化点在2条直线相交的地方,但新手一般看见教程是跟着裁减那里的角,至于为什么是在哪个位置可能不是很清楚,就看下网格曲面吧 剖面分析来说呢相对的要求比较高,原理呢很简单就是所选择的曲面面组和基准面相交的曲线的
机构仿真之运动分析基础教程 机构仿真是PROE的功能模块之一。PROE能做的仿真容还算比较好,不过用好的兄弟不多。当然真正专做仿真分析的兄弟,估计都用Ansys去了。但是,Ansys研究起来可比PROE麻烦多了。所以,学会PROE的仿真,在很多时候还是有用的。我再发一份学习笔记,并整理一下,当个基础教程吧。希望能对学习仿真的兄弟有所帮助。 术语 创建机构前,应熟悉下列术语在PROE中的定义: 主体(Body) - 一个元件或彼此无相对运动的一组元件,主体DOF=0。 连接(Connections) - 定义并约束相对运动的主体之间的关系。 自由度(Degrees of Freedom) - 允许的机械系统运动。连接的作用是约束主体之间的相对运动,减少系统可能的总自由度。 拖动(Dragging) - 在屏幕上用鼠标拾取并移动机构。 动态(Dynamics) - 研究机构在受力后的运动。 执行电动机(Force Motor) - 作用于旋转轴或平移轴上(引起运动)的力。 齿轮副连接(Gear Pair Connection) - 应用到两连接轴的速度约束。 基础(Ground) - 不移动的主体。其它主体相对于基础运动。 机构(Joints) - 特定的连接类型(例如销钉机构、滑块机构和球机构)。 运动(Kinematics) - 研究机构的运动,而不考虑移动机构所需的力。 环连接(Loop Connection) - 添加到运动环中的最后一个连接。 运动(Motion) - 主体受电动机或负荷作用时的移动方式。 放置约束(Placement Constraint) - 组件中放置元件并限制该元件在组件中运动的图元。 回放(Playback) - 记录并重放分析运行的结果。 伺服电动机(Servo Motor) - 定义一个主体相对于另一个主体运动的方式。可在机构或几何图元上放置电动机,并可指定主体间的位置、速度或加速度运动。 LCS - 与主体相关的局部坐标系。LCS 是与主体中定义的第一个零件相关的缺省坐标系。 UCS - 用户坐标系。 WCS - 全局坐标系。组件的全局坐标系,它包括用于组件及该组件所有主体的全局坐标系。 运动分析的定义 在满足伺服电动机轮廓和机构连接、凸轮从动机构、槽从动机构或齿轮副连接的要求的情况下,模拟机构的运动。运动分析不考虑受力,它模拟除质量和力之外的运动的所有方面。因此,运动分析不能使用执行电动机,也不必为机构指定质量属性。运动分析忽略模型中的所有动态图元,如弹簧、阻尼器、重力、力/力矩以及执行电动机等,所有动态图元都不影响运动分析结果。 如果伺服电动机具有不连续轮廓,在运行运动分析前软件会尝试使其轮廓连续,如果不能使其轮廓连续,则此伺服电机将不能用于分析。 使用运动分析可获得以下信息: 几何图元和连接的位置、速度以及加速度 元件间的干涉 机构运动的轨迹曲线 作为Pro/ENGINEER 零件捕获机构运动的运动包络 运动分析工作流程 创建模型:定义主体,生成连接,定义连接轴设置,生成特殊连接 检查模型:拖动组件,检验所定义的连接是否能产生预期的运动
ProE工程制图 1.教学内容: a.图框制作及选定 b.视图选取 c.制作工程图(标注、详图、剖视图、制表) 2.教学目的:能够完全脱离CAD制作标准工程图 1、更换启动画面 教你换个起动画面,让你每天都有一个好心情: 打开PROE的安装目录:例D:\Program Files\proeWildfire 2.0\text\resource RESORCE里面的一个图片换了就可以了 2、工程图尺寸加公差 @++0.1@#@--0.1@# 亦可以ALT键+0177→“±” 3、选取环曲面(Loop Surf) 1.首先选取主曲面; 2.按下shift键,不要放开; 3.将鼠标移动至主曲面的边界上,此时鼠标右下方弹出“边:***”字样; 4.点击鼠标左键确认,放开shift键,OK! 相切链的选取(Tangent) 1.首先选取一段棱边; 2.按下shift键,不要放开;
3.将鼠标移动至与所选棱边相切的任一棱边上,此时鼠标右下方弹出“相切”字样; 4.点击鼠标左键确认,放开shift键,OK Copy 面时如果碎面太多,可以用Boundary选法:先选一个种子面再按shift+鼠标左键选边界 4、工程图标注修改:原数可改为任意数, 只要把@d改为@o后面加你要的数(字母O) 5、如下的倒圆角的方法,现与大家分享: 作图的步骤如下(wildfire版本): 1>在需要倒角的边上创建倒角参考终止点; 2>用做变倒角的方法,先做好变倒角,不要点"完成"; 3>击活"switch to transition" 4>单击"Transitions" 5>在已生成的成灰色的倒角上选取不需要的那部分倒角 6>在"Default (stop case 3 )"下拉菜单中选取"stop at reference" 7>在"stop references"选项栏中选取你创建的倒角终止点.结果如下图所示:
? Pro e逆向工程的流程 ?在瞬息万变的产品市场中,能否快速地生产出合乎市场要求的产品就成为企业成败的关键,而往往我们都会遇到这样的难题,就是客户给你的只有一个实物样品或手板模型,没有图纸或CAD数据档案,工程人员没法得到准确的尺寸,制造模具就更为烦杂。 ?用传统的雕刻方法,时间长而效果不佳,这时候你就需要一个一体化的解决方案:从样品→数据→产品,逆向工程系统就专门为制造业提供了一个全新、高效的三维制造路线。 逆向工程通常是以专案方式执行一模型的仿制工作。往往拟制作的产品没有原始设计图档,而是委托单位交付一件样品或模型,如木鞋模、高尔夫球头、玩具、电气外壳结构等,请制作单位复制 (Copy)出来。 传统的复制方法是用立体雕刻机或液压三次元靠模铣床制作出一比一成等比例的模具,再进行量产。这种方法属称类比式(Analog type)复制,无法建立工件尺寸图档,也无法做任何的外形修改,已渐渐为新型数位化的逆向工程系统所取代。 逆向工程是由高速三维激光扫描机对已有的样品或模型进行准确、高速的扫描,得到其三维轮廓数据,配合反求软件进行曲向重构,并对重构的曲面进行在线精度分析、评价构造效果,最终生成IGES或STL数据,据此就能进行快速成型或CNC数控加工。 IGES数据可传给一般的CAD系统(如:UG、PRO-E等),进行进一步修改和再设计。 另外,也可传给一些CAM系统(如:UG、MASTERCAM、SMART-CAM等),做刀具路径设定,产生数控代码,由CNC 机床将实体加工出来。STL数据经曲面断层处理后,直接由激光快速成型方式将实体制作出来。 以上过程就是逆向工程的流程。
Pro|Engineer Wildfire 3.0 入门教程 事前准备 此教程配合 Pro/ENGINEER Wildfire 3.0 使用。 ?继续前,请确保您已安装了 Pro/ENGINEER Wildfire 3.0。 ?如果 Pro/ENGINEER 在运行中,请立即退出。 您需要创建特殊的 Pro/ENGINEER 启动命令,并为该教程安装 Pro/ENGINEER 模型文件。 1.下载模型文件。将压缩文件保存到桌面。 o如果运行的是 Pro/ENGINEER Wildfire 3.0 的商业许可,请单击此处。 o如果运行的是 Pro/ENGINEER Wildfire 3.0 的教育(试用)许可,请单 击此处。 2.将该压缩文件解压缩到硬盘。 o建议使用普通的驱动器盘符(例如,C:\),本教程使用此驱动器盘符。 3.浏览到此压缩文件创建的文件夹。 o例如:C:\users\student\Intro_WF3_Tutorial。 4.假设您已安装了 Pro/ENGINEER Wildfire 3.0,从“开始”菜单定位快捷键。 o右键单击快捷键并选取“复制”(Copy)。 o右键单击您的桌面并选取“粘贴快捷方式”(Paste Shortcut)。 5.右键单击刚刚粘贴的快捷键并选取“属性”(Properties)。 o输入(或粘贴)指向Intro_WF3_Tutorial的完整路径。
o例如:C:\users\student\Intro_WF3_Tutorial。 6.使用刚刚配置的快捷键启动 Pro/ENGINEER Wildfire 3.0。 7.单击下一页继续 使用教程 ?单击每页顶部或底部的上一页或下一页可浏览教程。 ?请仔细阅读每一页的全部内容,并在进行下一步前执行给定的步骤。 o在某些情况下,在继续之前您可能需要在教程页面上‘向下滚动’。 ?您可通过每个页面上的主页图标返回到起始页面。 o您可使用主页中所提供的链接来跳至某一个练习。 ?在此教程中您会看到多种图标。 o信息在多数练习开始的时候提供。 o提示将始终可用。 o注释为您提供其他信息。 ?本教程中使用了多个约定: o“选取并单击”以粗体显示。 o您输入的文本以粗体显示。 o图标及其名称与文本一起显示。 o模型名称以大写显示。 o键盘键名称以大写显示。 ?要调整教程中字体大小,可以用以下两种方式之一: o在 Internet Explorer 窗口中单击“查看”(View)>“文字大小”(Text Size)。 o按 CTRL 并滚动鼠标滚轮。 ?定位教程和 Pro/ENGINEER Wildfire 3.0 窗口: o将教程大小调整为约 3 英寸宽。 o将 Pro/ENGINEER Wildfire 3.0 窗口大小调整为比默任大小约窄 3 英 寸。 o如下图所示,将教程置于 Pro/ENGINEER Wildfire 3.0 窗口的左侧。这 将使您可以轻松地在使用过程中查看教程窗口。 o建议您将监视器设置为最高分辨率(如 1600x1200),以便最大化屏幕上 的工作区域。 欢迎 欢迎学习《Pro/ENGINEER Wildfire 3.0 入门教程》。本教程将向您介绍基本的零件建模技能以及如何创建基本的组件和绘图。本教程面向 Pro/ENGINEER 的初学者以及之前从未使用过 Pro/ENGINEER 任何版本的学员。
Knowledge Base Suggested Technique For Analyzing a Model Subjected to Large Deformati Introduction Pro/MECHANICA Structure can analyze solid models based on large deformations theory. This theory is non-l nature. The standard static analysis is based on linear theory and assumes small deformations only. For exam plate, if the deflection becomes larger than about one half of the thickness of the plate, the middle surface of th becomes appreciably strained. So the plate's geometry is not the same as it was before deformation. When thi large deflections occurs, the plate is actually stiffer than indicated by ordinary theory and the load-deflection re nonlinear. Stresses for a given load are less and stresses for a given deflection are greater than the stresses th theory indicates. This document outlines the steps involved in successfully setting up and running a analysis ba deformations. Procedure 1.Create a rectangular block of size 6" x 1" x 20" as shown below. Figure 1 2.Constrain the rectangular sections at both ends of the block as shown in Figure 2.
第二章射出成形机 就热塑性塑料(thermoplastics)而言,射出成形机将塑料颗粒材料经由熔融、射出、保压、冷却等循环,转变成最终的塑件。热塑性塑料射出成形机通常采用锁模吨数(clamping tonnage)或射出量(shot size)作为简易的机器规格辨识,可以使用的其它参数还包括射出速率、射出压力、螺杆设计、模具厚度和导杆间距等等。根据功能区分,射出成形机的大致上有三个种类:(1)一般用途射出机;(2)精密、紧配射出机;和(3)高速、薄肉厚射出机。射出成形机的主要辅助设备包括树脂干燥机、材料处理及输送设备、粉碎机、模温控制机与冷凝器、塑件退模之机械手臂、以及塑件处理设备。 2-1 射出机组件 典型的射出成形机如图2-1所示,主要包括了射出系统(injection system)、模具系统(mold system)、油压系统(hydraulic system)、控制系统(comtrol system)、和锁模系统(clamping system)等五个单元。 图2-1 应用于热塑性塑料的单螺杆射出成形机 2-1-1 射出系统
射出系统包括了料斗(hooper)、回转螺杆与料筒(barrel)组合,和喷嘴(nozzle),如图2-2。射出系统的功能是存放及输送塑料,使塑料经历进料、压缩、排气、熔化、射出及保压阶段。 图2-2 热塑性塑料的单螺杆射出成形机之塑化螺杆、料筒、 电热片、固定模板及移动模板。 (1) 料斗 热塑性塑料通常以小颗粒供应成形厂。射出机的料斗可以存放塑料胶颗粒,藉由重力作用使塑料颗粒经过料斗颈部,进入料筒与螺杆组合内。 (2) 料筒 射出机的料筒可以容纳回转式螺杆,并且使用电热片(electric heater bands))加热塑料。 (3) 回转式螺杆 回转式螺杆可以压缩塑料、熔化塑料及输送塑料,螺杆上包括了进料区(feeding zone)、压缩区(compression zone, 或转移区transition zone)、和计量区(metering zone)三个区段,如图2-3所示。
第八章问题排除 塑料射出成形制程相当复杂,牵涉因素众多,当发现问题时,应该先确定制程的稳定性,确定瑕疵并非由于过度制程所引起的。排除射出成形问题并没有固定的步骤,但是,至少针对有些因为操作特性所导致的瑕疵,可以建议有效的改善方法。 8-1 包风 包风(air traps)是指熔胶波前将模穴内的空气包覆,它发生在熔胶波前从不同方向的汇流,或是空气无法从排气孔或镶埋件之缝隙逃逸的情况。包风通常发生在最后充填的区域,假如这些区域的排气孔太小或者没有排气孔,就会造成包风,使塑件内部产生空洞或气泡、塑件短射或是表面瑕疪。另外,塑件肉厚差异大时,熔胶倾向于往厚区流动而造成竞流效应(race-tracking effect),这也是造成包风的主要原因,如图8-1所示。 图8-1 熔胶波前从不同方向汇流,而造成包风。 要消除包风可以降低射出速度,以改变充填模式;或者改变排气孔位置、加大排气孔尺寸。由于竞流效应所造的包风可以藉由改变塑件肉厚此例或改变排气孔位
置加以改善排气问题。包风的改善方法说明如下: (1)变更塑件设计:缩减肉厚比例,可以减低熔胶的竞流效。 (2) 应变更模具设计:将排气孔设置在适当的位置就可以改善排气。排气孔通常设在 最后充饱的区域,例如模具与模具交接处、分模面、镶埋件与模壁之间、顶针及模具滑块的位置。重新设计浇口和熔胶传送系统可以改变充填模式,使最后充填区域落在适当的排气孔位置。此外,应确定有足够大的排气孔,足以让充填时的空气逃逸;但是也要小心排气孔不能太大而造成毛边。建议的排气孔尺寸,结晶性塑料为0.025厘米(0.001英吋),不定形塑料为0.038厘米(0.0015英吋)。 (3)调整成形条件:高射出速度会导致喷射流,造成包风。使用较低的射出速度可以 让空气有充足的时间逃逸。 8-2 黑斑、黑纹、脆化、烧痕、和掉色 黑斑(black specks)和黑纹(black streaks)是在塑件表面呈现的暗色点或暗色条纹,如图8-2所示。褐斑或褐纹是指相同类型的瑕疵,只是燃烧或掉色的程度没那么严重而已。发生黑斑或黑纹的原因是塑料有杂质污染、干燥不当,或是塑料在料筒内待料太久而过热裂解。 图8-2 (左)黑斑和(右)黑纹 脆化(brittleness)的原因是材料裂解,使分子链变短,分子重量变低,结果使得塑件的物理性质降低。塑件脆化可能导致断裂或破坏,如图8-3所示。
www.bzfxw.com 第2-1页 本模块中,将学习如何在自顶向下设计环境中使用骨架模型来开发产品。 目标 学习此模块后,您将能够: ? 描述使用骨架的目的。 ? 创建骨架。 ? 使组件元件与骨架相关。 ? 使用骨架几何建模。 ? 控制骨架模型。 ? 使用各种骨架属性。
用骨架进行设计 第2-3页 NOTES
www.bzfxw.com 第2-4页 设计基础 NOTES 图2:发动机组件界面 2. 划分空间声明 可使用“骨架”创建子组件的空间声明,这样能够在模型中建立主组件与子组件之间的界面关系。 图3:子组件的空间声明
用骨架进行设计 第2-5页 3. 确定组件的运动 它可以指定组件的运动,这样就可以在加入元件前建立复杂的连杆运动。 图4:活塞运动的骨架 创建骨架 可在组件中创建骨架零件。完全控制其所在的级和位置。 注意: 在每一个组件中您只能创建一个骨架,但是对属于顶 级组件的每一个子组件而言均可拥有其骨架。[将配置 选项“multiple_skeletons_allowed ”设置为“是”(yes) 后,在每个组件中可具有多个骨架]。 如果在装配元件后才创建骨架,系统会用“原点对原 点”约束自动将骨架的放置重定义为第一个元件。 为了在模型中更易于使用骨架,可以增加层并修改特征名称。
www.bzfxw.com 第2-6页 设计基础 NOTES 使组件元件与骨架相关 在将元件装配到骨架零件上时,如果建立了组件元件与骨架模型之间的关系,会具有如下优点: ? 减少父子关系的体系 – 骨架成为组件中许多元件的主父项。 图5:父/子关系的示例 ? 限制了选取约束的范围 – 利用“设计管理器”功能中的“参照 控制”(Reference Control) 选项,可将系统配置成只能将模型装配到骨架上,而无法进行相互装配。 ? 控制元件位置 – 可将元件装配到骨架上,在骨架中修改空间声 明时,系统会自动更新元件位置。 ? 将运动集中控制 – 通过修改骨架元件,可以控制元件连结的运 动。
比较全面的ProE机构仿真分析 创建机构前,应熟悉下列术语在PROE中的定义: 主体(Body) - 一个元件或彼此无相对运动的一组元件,主体内DOF=0。 连接(Connections) - 定义并约束相对运动的主体之间的关系。 自由度(Degrees of Freedom) - 允许的机械系统运动。连接的作用是约束主体之间的相对运动,减少系统可能的总自由度。 拖动(Dragging) - 在屏幕上用鼠标拾取并移动机构。 动态(Dynamics) - 研究机构在受力后的运动。 执行电动机(Force Motor) - 作用于旋转轴或平移轴上(引起运动)的力。 齿轮副连接(Gear Pair Connection) - 应用到两连接轴的速度约束。 基础(Ground) - 不移动的主体。其它主体相对于基础运动。 接头(Joints) - 特定的连接类型(例如销钉接头、滑块接头和球接头)。 运动(Kinematics) - 研究机构的运动,而不考虑移动机构所需的力。 环连接(Loop Connection) - 添加到运动环中的最后一个连接。 运动(Motion) - 主体受电动机或负荷作用时的移动方式。 放置约束(Placement Constraint) - 组件中放置元件并限制该元件在组件中运动的图元。 回放(Playback) - 记录并重放分析运行的结果。 伺服电动机(Servo Motor) - 定义一个主体相对于另一个主体运动的方式。可在接头或几何图元上放置电动机,并可指定主体间的位置、速度或加速度运动。 LCS - 与主体相关的局部坐标系。LCS 是与主体中定义的第一个零件相关的缺省坐标系。UCS - 用户坐标系。 WCS - 全局坐标系。组件的全局坐标系,它包括用于组件及该组件内所有主体的全局坐标系。运动分析的定义 在满足伺服电动机轮廓和接头连接、凸轮从动机构、槽从动机构或齿轮副连接的要求的情况下,模拟机构的运动。运动分析不考虑受力,它模拟除质量和力之外的运动的所有方面。因此,运动分析不能使用执行电动机,也不必为机构指定质量属性。运动分析忽略模型中的所有动态图元,如弹簧、阻尼器、重力、力/力矩以及执行电动机等,所有动态图元都不影响运动分析结果。 如果伺服电动机具有不连续轮廓,在运行运动分析前软件会尝试使其轮廓连续,如果不能使其轮廓连续,则此伺服电机将不能用于分析。 使用运动分析可获得以下信息: 几何图元和连接的位置、速度以及加速度 元件间的干涉 机构运动的轨迹曲线 作为Pro/ENGINEER 零件捕获机构运动的运动包络 使用重复组件分析可获得以下信息: 几何图元和连接的位置 元件间的干涉 机构运动的轨迹曲线 运动分析工作流程 创建模型:定义主体,生成连接,定义连接轴设置,生成特殊连接 检查模型:拖动组件,检验所定义的连接是否能产生预期的运动 加入运动分析图元:设定伺服电机 准备分析:定义初始位置及其快照,创建测量
第七章收缩与翘曲 塑料射出成形先天上就会发生收缩,因为从制程温度降到室温,会造成聚合物的密度变化,造成收缩。整个塑件和剖面的收缩差异会造成内部残留应力,其效应与外力完全相同。在射出成形时假如残留应力高于塑件结构的强度,塑件就会于脱模后翘曲,或是受外力而产生破裂。 7-1 残留应力 残留应力(residual stress)是塑件成形时,熔胶流动所引发(flow-induced)或者热效应所引发(thermal-induced),而且冻结在塑件内的应力。假如残留应力高过于塑件的结构强度,塑件可能在射出时翘曲,或者稍后承受负荷而破裂。残留应力是塑件收缩和翘曲的主因,可以减低充填模穴造成之剪应力的良好成形条件与设计,可以降低熔胶流动所引发的残留应力。同样地,充足的保压和均匀的冷却可以降低热效应引发的残留应力。对于添加纤维的材料而言,提升均匀机械性质的成形条件可以降低热效应所引发的残留应力。 7-1-1 熔胶流动引发的残留应力 在无应力下,长链高分子聚合物处在高于熔点温度呈现任意卷曲的平衡状态。于成形程中,高分子被剪切与拉伸,分子链沿着流动方向配向。假如分子链在完全松弛平衡之前就凝固,分子链配向性就冻结在塑件内,这种应力冻结状态称为流动引发的残留应力,其于流动方向和垂直于流动方向会造成不均匀的机械性质和收缩。一般而言,流动引发的残留应力比热效应引发的残留应力小一个次方。 塑件在接近模壁部份因为承受高剪应力和高冷却速率的交互作用,其表面的高配向性会立即冻结,如图7-1所示。假如将此塑件存放于高温环境下,塑件将会释放部份应力,导致.的收缩与翘曲。凝固层的隔热效应使聚合物中心层维持较高温度,能够释放较多应力,所以中心层分子链具有较低的配向性。
第1章运动仿真 本章重点 应力分析的一般步骤 边界条件的创建 查瞧分析结果 报告的生成与分析 本章典型效果图 1、1机构模块简介 在进行机械设计时,建立模型后设计者往往需要通过虚拟的手段,在电脑上模拟所设计的机构,来达到在虚拟的环境中模拟现实机构运动的目的。对于提高设计效率降低成本有很大的作用。Pro/ engineer中“机构”模块就是专门用来进行运动仿真与动态分析的模块。PROE的运动仿真与动态分析功能集成在“机构”模块中,包括Mechanism design(机械设计)
与Mechanism dynamics(机械动态)两个方面的分析功能。 使用“机械设计”分析功能相当于进行机械运动仿真,使用“机械设计”分析功能来创建某种机构,定义特定运动副,创建能使其运动起来的伺服电动机,来实现机构的运动模拟。并可以观察并记录分析,可以测量诸如位置、速度、加速度等运动特征,可以通过图形直观的显示这些测量量。也可创建轨迹曲线与运动包络,用物理方法描述运动。 使用“机械动态”分析功能可在机构上定义重力,力与力矩,弹簧,阻尼等等特征。可以设置机构的材料,密度等特征,使其更加接近现实中的结构,到达真实的模拟现实的目的。 如果单纯的研究机构的运动,而不涉及质量,重力等参数,只需要使用“机械设计”分析功能即可,即进行运动分析,如果还需要更进一步分析机构受重力,外界输入的力与力矩,阻尼等等的影响,则必须使用“机械设计”来进行静态分析,动态分析等等。 1、2总体界面及使用环境 在装配环境下定义机构的连接方式后,单击菜单栏菜单“应用程序”→“机构”,如图1-1所示。系统进入机构模块环境,呈现图1-2所示的机构模块主界面:菜单栏增加如图1-3所示的“机构”下拉菜单,模型树增加了如图1-4所示“机构”一项内容,窗口右边出现如图1-5所示的工具栏图标。下拉菜单的每一个选项与工具栏每一个图标相对应。用户既可以通过菜单选择进行相关操作。也可以直接点击快捷工具栏图标进行操作。 图1-1 由装配环境进入机构环境图
第一章计算机辅助工程与塑料射出成形 1-1 计算机辅助工程分析 计算机辅助设计(Computer-Aided Design, CAD)是应用计算机协助进行创造、设计、修改、分析、及最佳化一个设计的技术。计算机辅助工程分析(Computer-Aided Engineering, CAE)是应用计算机分析CAD几何模型之物理问题的技术,可以让设计者进行仿真以研究产品的行为,进一步改良或最佳化设计。目前在工程运用上,比较成熟的CAE技术领域包括:结构应力分析、应变分析、振动分析、流体流场分析、热传分析、电磁场分析、机构运动分析、塑料射出成形模流分析等等。有效地应用CAE,能够在建立原型之前或之后发挥功能:?协助设计变更(design revision) ?协助排除困难(trouble-shooting) ?累积知识经验,系统化整理Know-how,建立设计准则(design criteria) CAE使用近似的数值方法(numerical methods)来计算求解,而不是传统的数学求解。数值方法可以解决许多在纯数学所无法求解的问题,应用层面相当广泛。因为数值方法应用许多矩阵的技巧,适合使用计算机进行计算,而计算机的运算速度、内存的数量和算法的好坏就关系到数值方法的效率与成败。 一般的CAE软件之架构可以区分为三大部分:前处理器(pre-processor)、求解器(solver)和后处理器 (post-processor)。前处理器的任务是建立几何模型、切割网格元素与节点、设定元素类型与材料系数、设定边界条件等。求解器读取前处理器的结果档,根据输入条件,运用数值方法求解答案。后处理器将求解后大量的数据有规则地处理成人机接口图形,制作动画以方便使用者分析判读答案。为了便利建构2D或3D模型,许多CAE软件提供了CAD功能,方便建构模型。或者提供CAD接口,以便将2D或3D的CAD图文件直接汇入CAE软件,再进行挑面与网格切割,以便执行分析模拟。 应用CAE软件必须注意到其分析结果未必能够百分百重现所有的问题,其应用重点在于有效率地针对问题提出可行之解决方案,以争取改善问题的时效。 经验=> 知识=>实验比对=>品质(Q)、成本(C)、交期(D) CAE工具=> 应用CAE工具时,必须充分了解其理论内涵与模型限制,以区分仿真分析和实际制程的差异,才不至于对分析结果过度判读。据估计,全球应用CAE技术的比例仅15%左右,仍有广大的发展空间。影响CAE技术推广的主因有三: ?分析的准确性。 ?相关技术人员的养成。 ?技术使用的简易性。 而CAE模拟分析之主要误差来源包括: ?理论模式—物理现象、材料物性。 ?数值解法(numerical Solver) ?几何模型(geometry model) ?错误的输入数据 1-2 塑料射出成形 塑料制品依照其材料性质、用途和成品外观特征而开发了各种加工的方法,例如押出成形(extrusion)、共押出成形(co-extrusion)、射出成形(injection molding)、吹袋成形(blown film)、吹瓶成形(blow molding)、热压成形(thermoforming)、轮压成形(calendering molding)、发泡成形(Foam molding)、旋转成形(rotational molding)、气体辅助射出成形(gas-assisted injection molding)等等。 塑料射出成形(injection molding)是将熔融塑料材料压挤进入模穴,制作出所设计形状之塑件的一个循环制程。
第三章 什么是塑料? 塑料(plastics)是一种简单的单体(monomers)经由化学聚合反应(polymerization)而成的长链状高分子聚合物(polymers)。根据美国塑料工业协会对于塑料的定义:「将全部或部分由碳、氧、氢和氮及其它有机或无机元素使用加热、加压、或两者并用的方式聚合而成,在制造中的阶段是液体,在制造的最后阶段成为固体,此庞大而变化多端的材料族群称为塑料。」高分子聚合物加工成为塑件的制程主要包括热塑性塑料之熔化与凝固的物理相态变化或热固性塑料之固化的化学反应两种。 简单的高分子材料呈链状结构,其中最重要者首推乙烯基高分子(vinyl polymer),结构如下: ()R | 2n CH CH --- 其中,当 R = H ,为聚乙烯;当 R = CH 3,为聚丙烯;当 R = C 6H5,为聚苯乙烯; 当 R = Cl ,则成为聚氯乙烯。高分子材料依照分子量和分子结构的差异,也造成不同物性的塑料。例如甲烷(methane, CH 4)为气体,戊烷(pentane, C 5H 12)为液体,甲烷(polyethylene, C 100H 102)为固体。高分子材料的分子量通常为10,000 ~ 1,000,000,分子量愈大,愈增加成形的困难度,200,000为合理的成形上限。 高分子聚合物的分子链可以视为一重复单体长链,加上主要分子链旁枝的化学基,如图3-1所示。虽然“塑料”可以泛指聚合物或树脂,塑料一般是指添加了塑化剂、安定剂、填充料或是其它改善性能及成形性之聚合物系统,还包括橡胶、纤维、黏着剂与表面涂料。塑料加工成塑件的制程众多,可以参考图3-2。 聚合物分子链的结构、规模大小、化学成分都直接影响聚合物的化学性质与物理性质。塑料高分子还受到机械加工制程与热历程影响。例如,聚合物熔胶的黏滞性(亦即流动阻力)随着分子量增加而增加,随着温度上升而降低。玻璃转移温度、机械性质、耐热性、耐冲击性亦阶随着分子量增加而提高。此外,作用于材料的高