PROE野火版完整模流分析范例
发布: 2009-1-06 19:32 | 作者: 清风| 来源: 模具家园网
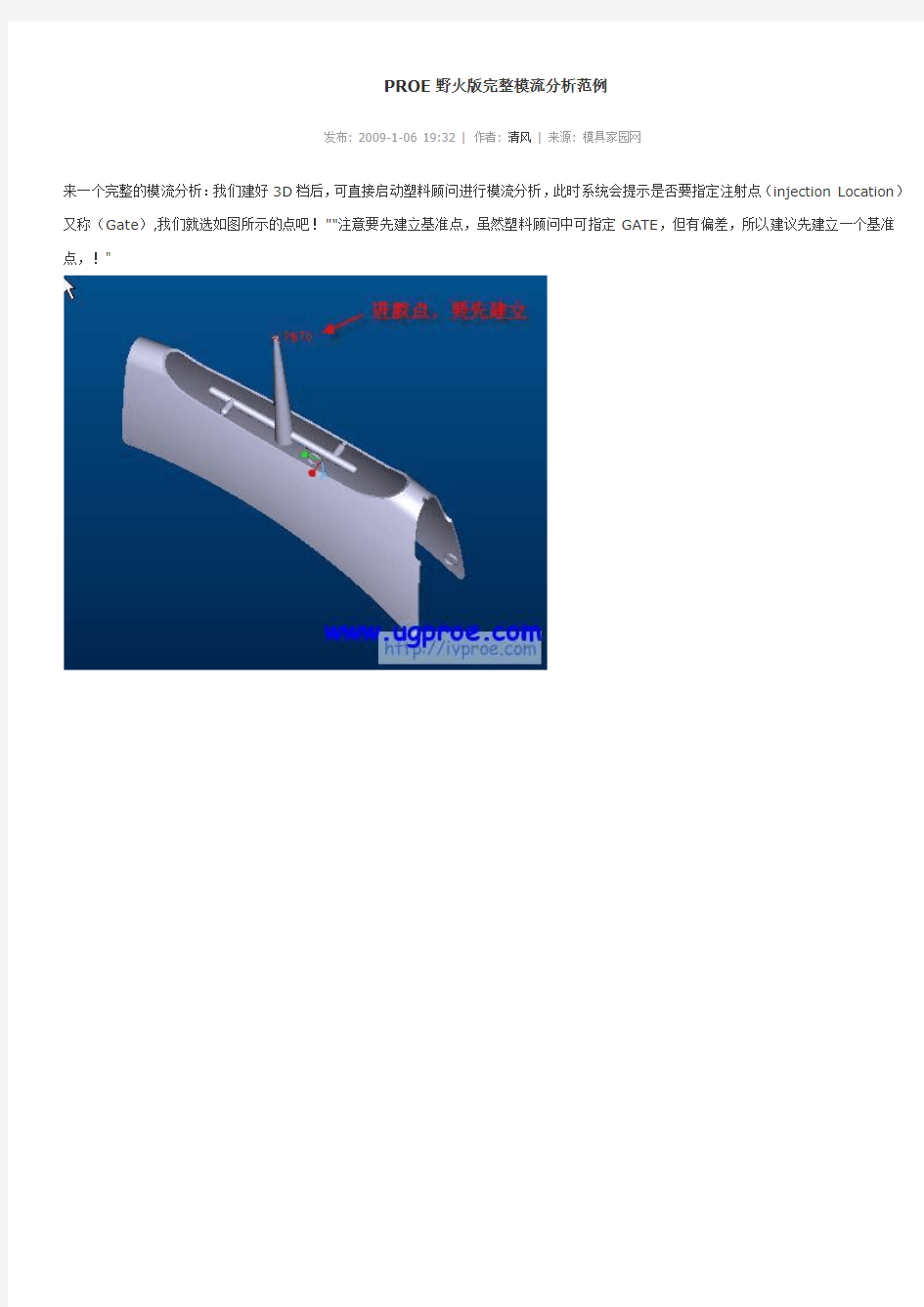
来一个完整的模流分析:我们建好3D档后,可直接启动塑料顾问进行模流分析,此时系统会提示是否要指定注射点(injection Location)又称(Gate),我们就选如图所示的点吧!""注意要先建立基准点,虽然塑料顾问中可指定GATE,但有偏差,所以建议先建立一个基准点,!"
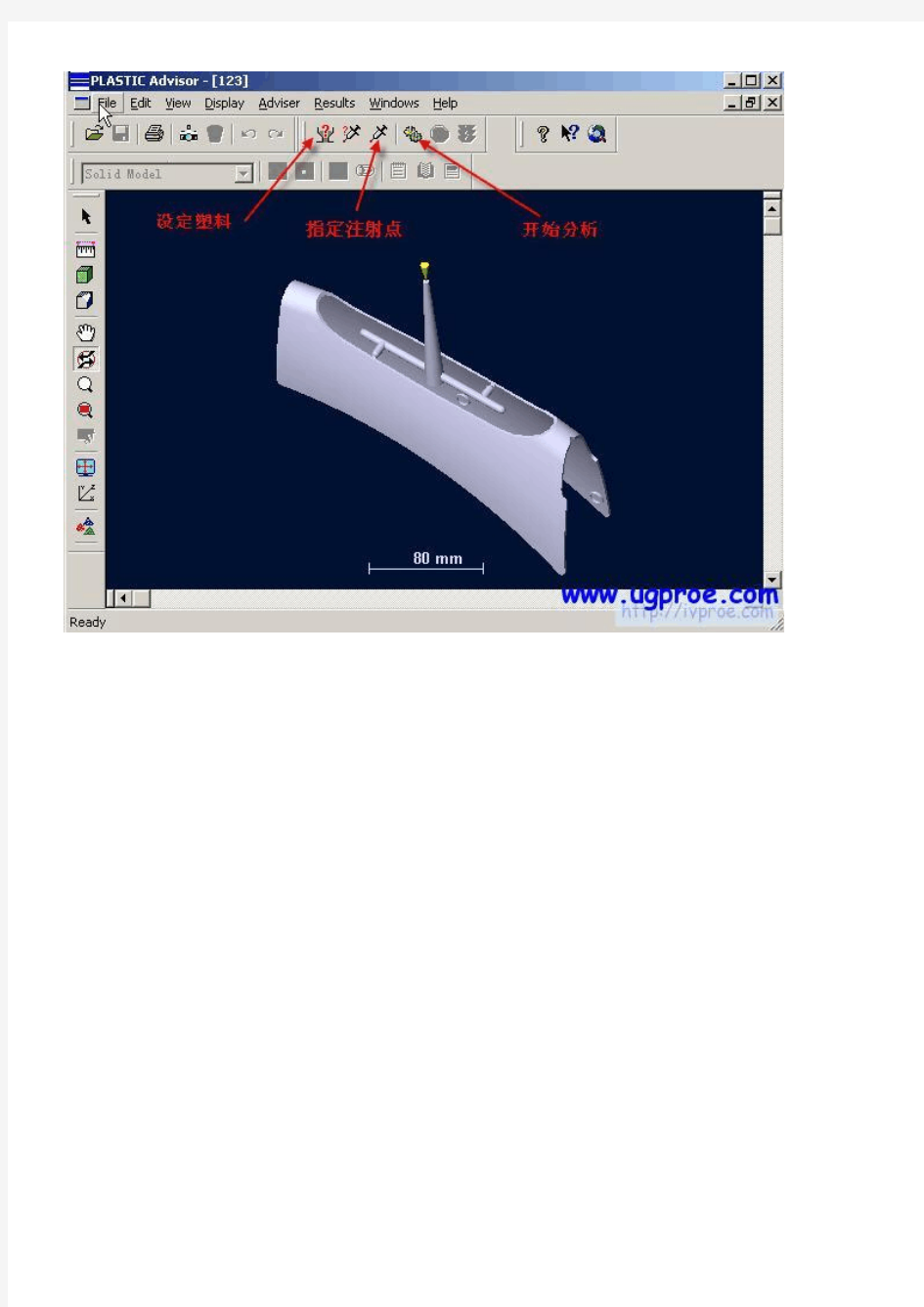
点开始分析按纽
如图所示:
如图所示:
如图所示:
另外,如果破衣没有安装此功能,那么将不能使用此模流分析现提供安装方法:2001及野火2。0的安装方法!"
Pro/E野火5.0里也有“MoldFlow”(模流分析)
Plastic Advisor (塑料顾问):
进入环境Pro/E环境下打开一个(或一啤)产品→设定一个或多个基准点(待会射胶用)→应用程序→Plastic Advisor→选一个(表示一个浇口)或多个基准点(表示多个浇口),确定(也可不选何基准点直接确定)。(进入环境后左键转动,中键缩放,右键拖动;而Pro/E环境是中键按下转动,中键滚轮缩放,SHIFT+中键按下拖动)
最佳浇口(进入环境时不能选任何基准点)运行分析(运动员图标)→Gate Location,下一步,下一步,完成。
填充分析(进入环境时选定基准点)运行分析(运动员图标)→Plastic Filling,下一
步,下一步,完成→关闭“Results Summary”窗口→
外观现象:夹水纹(Weld Line Locations图标)。
困气(Air Trap Locations图标)。
* 为便于观察可于左上角的下滑板选取Glass Model 。
填充时间:下滑板选Fill Time 。
射压分布:…Injection Pressure 。
温度分布:…Flow Front Temp.(指在充满之前的胶体温度)。
阻力分布:…Pressure Drop 。
* 为便于观察可于上工具条选取多色显示(Smooth/Banding图标)或单色显示(Accumulated图标)。
冷却分析运行分析(运动员图标)→Cooling Quality,下一步,下一步,完成→关闭
“Results Summary”窗口→
表面温度变化:下滑板选Surface Temp. Varience 。(温度极高处必须设计足够的运水)
冷却时间变化:下滑板选Freeze Time Varience 。(时间极短会出现过早冷却)
图片报告将所需图片另存为gif、jpg等格式→打开(需安装ACDSee 5.0)该格式文件(打开后也可利用工具进行格式转换)→点编辑器→点文字…(先将右上角的颜色设为黑色等,输入报告说明文字)→点线条…(先将右上角的颜色设为红色等,画箭头连接图片和文字)→点画笔…(可圈示图片或文字)→保存。
选择 尺寸 盒子 截面 平移 旋转 缩放 窗品放大 裁剪平面 拟合大小 最初方向 塑胶属性 Pro-e 模流分析说明
开始分析 停止分析 分析结果
(模具注射参数设置) 材料设定
(材料供应商)
(牌号规格)
(看这里的数据)
(标准数据库) (输入) (地方数据库)
(材料选择)
材料 供应商 融溶比 杂物 杂物比
匹配数量
模具注射参数 平面定位参数 胶位注射位置
(注射过程设置)
(模温)
(融温)
(注射时间) (默认压力) (自动注射时间)
(当前压力)
浇口位置设置好已后按(开始分析)
分析时如发现问题按(停止分析)
分析完后出现分析结果:
红灯亮表示这质量不好,要改善
黄灯亮表示这质量一般,可以接受, 改善一下更好
绿灯亮表示这质量尚可,是足以接受
可能出现的溶胶夹纹可能出现的溶胶气泡
注射位置精确设定:选好后选择注射点,点击鼠标右键。出现快捷菜单:Mouse Mode ▲鼠标操作
View ▲查看
Edit ▲编辑
Result Value 结果评价
Properties 属性
点击属性,出现如下图所示,进行精确定位:
模具厂所接的订单的和一般公司还有所不同,我们所接的模具订单各种各样,工程师的经验有时毕竟有限,所以借助MOLDFLOW软件的分析功能,对我们设计模 具帮助很大。 案例一,CLIP设计: 此产品为一固定U盘的回行夹。如下图所示,标示处变形量要求较严格,以往生产出来的产品此处变形常常偏大,我们的工程师考虑先在模具设计时设定一方向的预变形,与产品变形相互抵消,保证产品符合要求的。 问题是此预变形量多大,方向如何,设计前并不知道,如果预变形做的太大, 将来产品可能就会反向变形。 借助MOLDFLOW软件的FLOW COOL WARP 模块,我们先分析出产品可能的变形量,在此基础上,给模具设计一合理的预变形量,从而一次试模成功,获得 了合格的产品。 案例二,memorex-bottom-top 设计:[/ALIGN]
此套模具为2+2 模穴,设计为自然平衡流道,如果不经过分析,模具设计者很难想到要在标示处加强排气,只能等试模时才能发现问题,必然会提高整 个产品上市周期。 经过 MOLDFLOW 软件的FLOW 模块分析后,我们在模具设计前就已经知道此问题,所以模具设计时特意在此处加强排气,保证一次试模成功。 还有一些案例解决流道平衡的问题,一模多腔的设计,通过控制流道尺寸,保证流动平衡,从而控制产品品质。避免由于流动不平衡带来过保压现象,导致产品翘曲变形。同时优化流道尺寸设计还有一个很大的益处就是减小循环周期。因为很多情况下,产品最后凝固在流道处,如果流道尺寸偏大,必然提高整个循 环周期,同时还会产生较多的废料。 电池盖部件是我们运用MOLDFLOW软件的又一成功案例。此产品是薄壁件, 难以填充。 在分析之前,解决它的方法是加大注射压力,提高注射速度,强制成型。这样一方面机器磨损较大,另外高压高速注射后的产品内部残余应力较大,产品品质仍然无法保证。采用MOLDFLOW分析后,采用局部加厚的方法,改善了产品的流动,从而使公司可以利用较小的压力和较低的注射速度成型。提高了成型参数 的选择范围,改善了产品品质。 [/ALIGN] [/TD][/TR
Pro/E组件的分模方法与技巧 1 前言 在Pro/E中只能对单个零件进行分模,即使是一模多腔也只是把单个零件作多个行腔的布置而已,而不能把多个不同零件布置在同一模坯上,即不能直接对组件进行分模。如果想通过把组件分开,一个一个零件的进行分摸,然后把各个零件的模具体积块进行装配和合并来生成一个一模多腔的模具型腔,这样做是可以,但麻烦且费时。而采用另一种分模方法——组件分模法效果较好。 2 组件分模实例 以图1组件来简单介绍组件分模的步骤及技巧。 图1 组件 (1)建立工作目录ZJ,把图1的两个零件放在工作目录中以便调用(见图2)。 图2 建立工作目录 (2) 新建组件文件:新建→选择组件模块/设计→输入文件名ZJ→确定。 (3) 加载零件到组件ZJ:装配→选择零件→最后装配成如图3所示。
图3 装配图 (4)两个零件合并成一个零件:编辑→元件操作→合并→选择零件→确定(结果与图3一样,只是其中一个零件中包含两个零件) 。 (5) 新建分模文件:新建→选择制造模块/模具型腔→输入文件名目→确定。 (6) 加载刚才合并后的零件:模具→模具型腔→定位参照零件→选择刚才合并后的零件→确定→单击"参照模型起点与定向" 的箭头,在动态环境里选择零件的CS2坐标系,则系统会默认Z轴为开模方向→确定(见图4、5) 。 图4 定位参照零件 图5 设置开模方向
(7) 建立毛坯工件:模具型腔→创建→工件→ 自动→在"模具原点"的下框中选择"mold-ref-csys "→在"整体尺寸"的框中输入合适的尺寸→确定(见图6)。 图6 自动创建毛坯工件 (8) 收缩率的计算:收缩→按尺寸→设置/复位→所有尺寸→在对话框中输入0.006→确定→收缩信息(可以看到收缩成功与否,见图7)。 图7 收缩率计算 (9) 创建分型面:分型面→创建→命名后" 确定"→增加→复制(只能复制单个零件的)→选择曲面组→确定→延拓→沿方向→分别延拓分型面的边界线→确定。再以相同的步骤创建第二个分型面。 (10) 合并分型面:分型面→修改→选择第二个分型面→确定(见图8)。
MOLDFLOW模流分析结果解释 解释结果的一个重要部分是理解结果的定义,并知道怎样使用结果。下面将列出常用结果的定义及怎样使用它们的建议,越常用的结果将越先介绍。 屏幕输出文件(screen output)和结果概要(results summary) 屏幕输出文件和结果概要都包含了一些分析的关键结果的总结性信息。屏幕输出文件还包含如图169所示的附加输出,表明分析正在进行,同时还提供重要信息。从它可以看出分析使用的压力和锁模力的大小、流率的大小和使用的控制类型。
图169. 充模分析的屏幕输出文件 屏幕输出文件和结果概要都有与图170相似的部分。它同时包含了分析过程中(第一部分)和分析结束时的关键信息。使用这些信息可以快速查看这些变量,从而判断是否需要详细分析某一结果,以发现问题。
图170. 结果概要输出 充模时间(Fill Time) 充模时间显示的是熔体流动前沿的扩展情况,其默认绘制方式是阴影图,但使用云纹图可更容易解释结果。云纹线的间距应该相同,这表明熔体流动前沿的速度相等。制件的填充应该平衡。当制件平衡充模时,制件的各个远端在同一时刻充满。对大多数分析,充模时间是一个非常重要的关键结果。 压力(Pressures) 有几种不同的压力图,每种以不同的方式显示制件的压力分布。所有压力图显示的都是制件某个位置(一个节点)、或某一时刻的压力。 使用的最大压力应低于注射机的压力极限,很多注射机的压力极限为140 MPa (~20,000 psi)。模具的设计压力极限最好为100 MPa (~14,500 psi)左右。如果所用注塑机的压力极限高于140MPa,则设计极限可相应增大。模具的设计压力极限应大约为注射机极限的70%。假如分析没有包括浇注系统,设计压力极限应为注射机极限的50%。 象充模时间一样,压力分布也应该平衡。压力图和充模时间图看起来应该十分相似,如果相似,则充模时制件内就只有很少或没有潜流。 具体的压力结果定义如下: ?压力(Pressure) 压力是一个中间结果,每一个节点在分析时间内的每一时刻的压力值都记录了下来。默认的动画是时间动画,因此,你可以通过动画观察压力随时间变化的情况。压力分布应该平衡,或者在保压阶段应保证均匀的压力分布和几乎无过保压。 ?压力(充模结束时)(Pressure (end of filling)) 充模结束时的压力属于单组数据,该压力图是观察制件的压力分布是否平衡的有效工具。因为充模结束时的压力对平衡非常敏感,因此,如果此时的压力图分布平衡,则制件就很好地实现了平衡充模。 ?体积/压力控制转换时的压力(Pressure at V/P switchover ) 体积/压力控制转换时的压力属于单组数据,该压力图同样是观察制件的压力分布是否平衡的有效工具。通常,体积/压力控制转换时的压力在整个注塑成型周期中是最高的,此时压力的大小和分布可通过该压力图进行观察。同时,你也可以看到在控制转换时制件填充了多少,未填充部分以灰色表示。 ?注射位置压力:XY图(Pressure at injection location: XY Plot )
本教程将详细讲解在Pro/E中创建标准模具装配的流程,裙边面的创建方法已经常用的技巧,本教程将只讨论正常的使用分型面进行体积块拆分的分模方法,对于各种各样的“暴力”分模方法不加以讨论。 MFG的创建 创建工作目录 新建一个工作目录,因为在分模过程中会产生一系列的文件: ? MOLDNAME.MFG------------------模具设计制造文件 ? MOLDNAME.ASM------------------模具组件 ? FILENAME_WRK.PRT----------------------工件 ? MOLDNAME_REF.PRT------------参考零件 FILENAME.PRT---------------------设计零件? ? MOLDNAME.ACC------------------相关零件精度报表(零件间精度不同是产生) 新建模具文件 选择制造“Manufacturing”——模具型腔“Mold Cavity”(铸造型腔“Cast Cavity”界面和方法都跟模具型腔基本相同,只多一个沙芯的功能。)
更多精彩,源自无维网(https://www.doczj.com/doc/fa7415415.html,)! 进入模具界面,现在增加了工具条基本可以完成分模的动作,同时也保留有老的菜单在右侧。不过被PTC干掉是迟早的事情,哈哈!
加入参考模型 不要直接装入零件开始模具设计,因为还需要添加一些零件上不需要的模具特征。选择 模具的装配方法 ?模具模型(Mold Mold)——装配(Assemble)——参考模型(Ref Mold),这样跟组件装配零件的界面和方法相同 模具模型(Mold? Mold)——定位参照零件(Locate RefPart),这样会有专门的布局窗 口提供我们进行更多的设置。也可以点击图标
. .. . . 华东交通大学 螺丝刀盒moldflow实训说明书 QZ 2015/11/30 课程:材料成型计算机仿真 学校:华东交通大学 学院:机电工程学院 专业:材料成型及控制工程 班级:2012模具2班 姓名:覃钊
学号: 指导老师:匡唐清
1、三维造型 利用UG8.0设计出模型如下图1.1、1.2表示 图1.1 实物图图1.2三维图 模型参数长宽高为143*85*19.5,主壁厚为1.5mm。二维图如图1.3 图1.3二维图 壁厚均匀,但在盖钩和挂处厚度和壁厚相差较大,体积收缩率在这两个地应该会出现一些问题。主分型面在上表面,侧面有卡勾及圆,需要做侧抽芯。材料选用普通PP材料。
模型建好之后导出为IGES格式。 2、模型修复与简化 打开CAD Doctor后导入IGES模型,检查并修复,直到所有错误都为0,修复 完成之后将模型导出,格式为udm格式。 3、moldflow模流分析 3.1网格划分 (1)新建工程,输入工程名称,导入模型,在导入窗口选择双层面。 (2)网格划分,网格变长取壁厚的3倍,为4.5mm,合并容差默认为0.1,启用弦高控制0.1mm,立即划分网格,划分之后打开网格统计,看到网格的基本情况,不存在自由边和多个连通区域的问题后进行下一步。一般来说初始划分的网格纵横比都比较大,所以要进行修复。纵横比诊断结果如图3.1.1:最大纵横比达到了45.57。 图3.1.1初次纵横比诊断 3.2网格诊断与修复 点击【网格】——【网格修复向导】,前进到选择目标纵横比,输入6,点击修复。之后在进行手动修复,通过合并节点移动节点等式进行,直到得到满意的结果。如下图3.2.1:
Pro/E分模流程 (此流程以Pro/E2000i为操作背景,文中所用ab123为范例文件名称,无特殊意义。在实际分模过程中,可根据自己需要取相对应的名称。) 一、新建一个Assembly文件(ab123_com) 1、载入ab123.prt Component→Assemble→选取ab123.prt 2、建立ab123_bass.prt文件 Component→creat→在Component Creat对话框中,Type栏选Part, sub-type栏选Solid,输入文件名ab123_bass。在弹出的Creation options对话框中选中Creat First Feature选项→OK →Surface→Copy→Done→Solid surface 选画面上的零件→Done→OK 整个零件转为Surface。 3、将ab123_bass.prt文件转为实体,并建立基准面、基准坐标系。 (将零件先转为surface再转为part,是为了以后在原始零件所做的修改都 能反映到molding中。) 关闭当前窗口,从内存中打开ab123_bass.prt文件。 Feature→Creat→Solid→Protrusion→Use Quilt→Solid→Done 选窗口中的ab123_bass零件,将其转为实体; 建立基准面,视工件形状而定,方便分模时排位; 建立基准坐标系(3 Planes),确定X、Y、Z轴方向,方便分模时排位; 存盘退出。 二、建立mold文件(ab123_m20) 1、建立基准面(基准坐标系统) Feature→Mold Assem→Datum→Plane→Offset X、Y、Z方向均输0,自动生成基准坐标系。 2、载入ab123_bass文件 Mold Mode→Refpart Layout→Creat 出现Layout 对话框 a、点选Refrence Model 选项下方按钮,从Open对话框中选取ab123_bass.prt; 出现Create Reference Model对话框,输入文件名ab123_ref。 b、点选Reference Model Origin选项下方CSO选取按钮,出现子窗口,选取子窗 口中零件的坐标系; c、点选Refpart Layout Origin选项下方DEFAULT选取按钮,选取当前窗口中的坐 标系。 d、在Layout选项下选Variable选项。 e、在Variable窗口中对零件进行排位。 3、建立Workpiece: Mold Model→Creat→Workpiece→输入文件名(ab123_wrk)→建立方框(Workpiece)
proe常用曲面分析功能详解 现在是针对曲面分析单独做的教程 曲面分析应该贯穿在这个曲面外型的设计过程中.而不该最后完成阶段做分析 由于时间关系我单独做个分析简单的教程,将来的教程中我将逐步体现造型过程中贯穿分析的教程 本文重点在简单的阐述下曲面分析的运用,并不过多的阐述曲面的做法,PRT实物来源于SONJ.无嗔等版大,为求对比好坏,我会将质量好的PRT.修改约束成差点的来深入的阐述曲面分析的作用和看法.在这里先谢谢这些版大无私分享,也求得他们的原谅,未经过允许就转载他们的PRT还乱改.我先道歉… 现在这个拉手大家都看见了,这一步是VSS直接扫出来的.现在显示的呢是网格曲面.这个网格曲面和多人认为用处不大.但我想说几点看法,第一看这个面是不是整面,很明显这个面的UV先是连接在一起的,他是个整面.第2看他的UC线的走向,是不是规则在某一方向上,有没有乱,有没有波动。这些是我们 肉眼能看见的,是一个初步的分析,也能帮助大家理解曲面的走向趋势是怎么个事情。至于曲线的分析其他教程中以有很多阐述我就不在追述,至于什么叫曲面G1和G2相信大家也看到很多类似的教程 这个图你就能看见多个曲面的网格在一起时候的显示,说明不是整面。
网格曲面另一个重要作用呢就是观察收敛退化,也就是大家长说的3角面。 收敛退化是我们最不想看到的,但收敛点在那里呢,根据经验呢,比如说我这个,在做边界混合时候 2条直线是一组,曲线是另一组,也就是退化点在2条直线相交的地方,但新手一般看见教程是跟着裁减那里的角,至于为什么是在哪个位置可能不是很清楚,就看下网格曲面吧 剖面分析来说呢相对的要求比较高,原理呢很简单就是所选择的曲面面组和基准面相交的曲线的
第1章模流分析的概述 -------------------- 1 模流分析的原理 --------------------------------------------------- 1 第2章塑件的工艺性分析------------------- 2 原材料分析 --------------------------------------------------------- 2 结构分析 ------------------------------------------------------------ 3成形工艺分析 ------------------------------------------------------ 4 第3章成形方案的设计与分析 ---------------- 4成形方案的设计 --------------------------------------------------- 4 初始方案的分析 --------------------------------------------------- 5侧浇口的特点-------------------------------- 5 工艺参数的设置------------------------------ 6 网格模型的划分------------------------------ 6 流动+翘曲的分析----------------------------- 7 冷却分析------------------------------------ 9优化方案的分析 -------------------------------------------------- 10点浇口的特点------------------------------- 10 冷却分析----------------------------------- 13第4章方案对比-------------------------------- 14浇口位置对比 ----------------------------------------------------- 14工艺条件设定 ----------------------------------------------------- 14实验结果对比 ----------------------------------------------------- 14
华东交通大学 螺丝刀盒moldflow实训说明书 QZ 2015/11/30 课程:材料成型计算机仿真 学校:华东交通大学 学院:机电工程学院 专业:材料成型及控制工程 班级:2012模具2班 姓名:覃钊 学号:20120310040 指导老师:匡唐清
1、三维造型 利用UG8.0设计出模型如下图1.1、1.2表示 图1.1 实物图图1.2三维图 模型参数长宽高为143*85*19.5,主壁厚为1.5mm。二维图如图1.3 图1.3二维图 壁厚均匀,但在盖钩和挂孔处厚度和壁厚相差较大,体积收缩率在这两个地方应该会出现一些问题。主分型面在上表面,侧面有卡勾及圆孔,需要做侧抽芯。材料选用普通PP材料。 模型建好之后导出为IGES格式。
2、模型修复与简化 打开CAD Doctor后导入IGES模型,检查并修复,直到所有错误都为0,修复完 成之后将模型导出,格式为udm格式。 3、moldflow模流分析 3.1网格划分 (1)新建工程,输入工程名称,导入模型,在导入窗口选择双层面。 (2)网格划分,网格变长取壁厚的3倍,为4.5mm,合并容差默认为0.1,启用弦高控制0.1mm,立即划分网格,划分之后打开网格统计,看到网格的基本情况,不存在自由边和多个连通区域的问题后进行下一步。一般来说初始划分的网格纵横比都比较大,所以要进行修复。纵横比诊断结果如图3.1.1:最大纵横比达到了45.57。 图3.1.1初次纵横比诊断 3.2网格诊断与修复 点击【网格】——【网格修复向导】,前进到选择目标纵横比,输入6,点击修复。之后在进行手动修复,通过合并节点移动节点等方式进行,直到得到满意的结果。如下图
任务一:设计项目方案分析 任务二:设计开关外壳的成型零件 要求:将本产品合理分型,并设计出成型零件。 设计参照如下 设计流程1----加载参照模型 加载参照模型,一定要使开模方向指向坐标系的Z轴方向。 步骤01 建立工作目录 打开pro/E软件,接着在菜单栏中依次选择【文件】/【设置工作目录】选项,弹出【选取工作目录】对话框,然后选择指定一个自已建的目标文件夹,单击确定按钮完成工作目录的设置,并将任务立的“kgwk.prt”模型复制到工作目录中。 步骤02 新建文件 在菜单栏中依次选择【文件】/【新建】选项或在【文件】工具条中单击【新建】按钮,弹出【新建】对话框。接着选中【制造】单选按钮,在“子类型”选项区中选择“模具型腔”单选按钮,在【名称】文本框中输入“gjt”,接着选择mmns-mfg-mold(公制)模板,然后单击按钮进入模具设计界面,如图所示。 图 步骤03 打开参照零件
在【模具/铸件制造】工具条中单击【选取零件】按钮,弹出【打开】对话框,选取工作目录中的“kgwk.prt”文件,单击,打开【布局】对话框,然后单击“参照模型起点与定向”下方的箭头,打开【菜单管理器】,选择“动态”,打开【参照模型方向】对话框,根据图-所示进行操作。 图 参照零件布局如图所示。 图 步骤04 保存文件 执行菜单栏中的“文件>保存”命令,保存文件。 设计流程2---应用收缩
在【模具/铸件制造】工具栏中单击【按尺寸收缩】按钮,弹出【按尺寸收缩】对话框,在绘图区域中选取参照模型和坐标系PRT_CSYS_DEF,再在弹出的“按比例收缩”对话框中输入收缩比率为“0.01”,单击确定按钮完成设置。如图-所示。 图- 设置收缩 设计流程3---创建模具工件 用手动方法创建模具工件。 步骤01 打开拉伸操作窗口 操作方法如图所示。
:先在零件里用信息-几何检测,检测一下零件有没问题;有就解决了再分;错误少的可以直接分(少于3处).多的可以在零件里拷面,复制粘贴在零件上,然后到MFG文档里复制面组,不破孔.在大部分时间里都可以分开. 2:如果不行就用ASM方法CUT后,用开始的那个分型面实体化CUT出前后模肉.再在零件里做其他结构 3:还有就是在开始建MFG之前要把CONFIG文件里的enable_absolute_accuracy改为yes.(工具-选项里) 1、对于复杂的产品在分模前我会新建一个PRT,再将要分模的那个PRT的实体曲面全COPY到新建的那个里面去,再将其生成实体,这样会减小很多的错误机会。 2、对于复杂的产品再有一个办法就是先将其转一下格式,再将所有的层都打开,将那些无用的曲面全部DEL 掉,这样的文件也减了肥,也减少了出错的机率,总之办法有很多,关键还是看你怎么去用,看你对软件了解的有多少,你有多少的实际经验,软件是死的,但人是活的,建议大家多练习,多在问题中去寻找新的解决的方法,这样才会有进步。 在这里还是告诉一些初学者一个不好的消息,现在市面上大部分的模具方面的书都没什么技术含量,还有些书完全是误导初学者,所以初学者买书时一定要注意。 先提一个为敬 当只可分割出一块体积块时,先在分割菜单中选"一个块体积块" 先将前模或后模分出,然后做一个体积块如工件大小,切除产品料 位,再用已分出的前模或后模体积块作分模曲面分割此体积块,也 许另一半就分出来了 的确我也经常碰到这种问题,但我主要是用以下几种方法进行处理的。 1。对于分割失败和只可分割出一块体积块的情况,我会对出现经红点和绿线的分型面进行修改和更改绝对精度进行处理,一般都能改善。 2。对于分割出的体积块但无法抽实体的情况,我会利用数据共享将分割出的典面组拷贝到一个新建文件中,再利用设置不同的精度将其生成实体,再将该零件组合到加工图档中。 3。对于实在无法分割时,我就利用分型面分别CUT出CAVITY和CORE。 我一般只用上面几种方法,在工作中还没有碰到分不开的模具。不知大家还有什么好的方法,希望大家一起来讨论一下。 最近本人转行做产品,想谈谈俺对proe分模的心得,呵呵,请大家pp 1.关于重生。 Proe的特点大家都知道啦,数据关联真的是把双刃剑。不过在分模过程中一开始注意数据的关联和有序真的对工作有帮助。我见过一些分模的过程,惨不忍睹,数据很混乱,东拆西补的。搞得后续修改只有不断往上垒步骤,一个part1000特征。我曾经和一同事同时拆一个相似的东东,挺复杂的,拆好了通知改缩水,俺edit缩水率后重生,只修改了些失败特征,花了不到10分搞定,同事由于PART相互参考太乱,没办法只好一个一个零件放缩水再修改,搞了N久。呵呵,拆模也最好像产品设计一样之上而下,当然也不是绝对阿。现在用EMX调入模仁后一重生,玩完。又得转档,或设唯读,还不如一开始规划好。拿到产品别发热,上去就拆,先规划一下。 2.关于拷面分模。 经常看到一些人批评林**的书上的分模方法。其实方法很多,我针对不同的产品采用不同的方法。不过我最喜欢也最常用的是先用体积块法分滑块和公母模,再用面分镶件和斜销,又快又好修改。这里不讨论方法好坏,俺想说拷面虽然是笨了点,但却是最基本和有效的方法,再难再烂的产品都能用它分开,总比在那儿改产品改精度还是打不开有效,是初学者的必备良药。当然,到最后熟练了各种方法后,想咋玩就咋玩呗。 3.关于同步。 有些大东东一个人搞太慢,几个人一起搞才快。INTRALINK咱玩不起,土办法动刀子,把产品五马分尸分开搞。不过主导人一定要规划好,不然就麻烦了,改死你。 4.关于产品。 好的产品档案对拆模很重要。可是产品设计那群大爷经常搞些烂东东。有时要靠分模者修改产品(有些人是分了模在,然后在模上修改),俺习惯先修产品再分模,把问题扼杀在摇篮里,呵呵,而且以后修改也很快,还可以提前知道产品大概真实样子。做到模仁与参考产品一致。而且处理产品的过程其实就是你规划分模的过程,事半功倍哦。 最后俺想说,不管用什么软件分模,工程知识很重要哦,别沉醉于各种方法优劣的比较上,你做的再快再精致,工程上是错的有屁用。还有一点,图物一致,模具上的修改最好及时更新到你的3D模型上去哦 proe复杂分模技巧 在PROE中复杂分型经常分不开,我从事十几年的设计有一些方法,希望对大家有帮助。网上也有很多办法,以下的是我自己总结的,从来没有分不出来的。我不推荐用改精度的办法,因为会对后继的工作带来麻烦,而且再生容易出错。 首先在config.pro里加入enable_absolute_accuracy yes这个很重要,很多分不开的,马上就OK了。 方法1:如果主分型分不开,可以尝试把小镶件先分,再分主分型面,很多时候就可以了。 方法2:如果还不行,先看看哪里出问题,把有问题的那部分在工件上先切掉,分好以后再拷面把切掉的那部分面补好。 鄙人一出言,得到的肯定是砖头多点,因为现在中国全力搞建设吗,没办法! 好多人都在说同样的一个问题,就是proe的参数化对设计的困扰和proe开模思路对开模人思想的限制. 我正好这段时间也在学习ug, 但还没学会,就我的体会,我从理论的高度谈一下我的看法! 1.软件只是个工具,一个产品能不能设计出模具,是要看能不能有相应的结构可以做出来,如果本来就无法做出的产品,就是你用任何软件分开都是没什么用的. 如果产品在开模方面可行,一般的软件都可以完成分模工作,虽然时间长短有别,但这个世界上没有分不出来的模具,只是看谁去做; 2.林清安教授是一个高人,他对PTC的推广做了很大的贡献,但同时也毁掉了proe的一些特长. 林教授教授的copy surface的方法影响实在太大,至少有60%以上的人还在用这种方法来分模具,但这种方法是proe 分模的所有方法中最慢的一种.
AMI 分析详解 7.1.1 1.直浇口 直浇口直接由主流道进入型腔。 2.侧浇口 侧浇口是叫口中最简单又最常用的浇口。侧浇口的深度尺寸的微小变化可使塑料熔体的流量发生较大变化。 3 . 护耳式浇口 使用侧浇口对于某些开阔的型腔,可能会产生喷射呵蛇形流等现象。护耳式浇口可将喷射、气纹控制在护耳上,需要的话,可用后加工手段去除护耳,使制品外观保持良好,常应用于高透明度平板类制件。 4 . 环形浇口 根据制件的几何形状可以分为对称和不对称两种类型。当需要设置多个浇口时,对称形状的制件要遵循每个浇口流长相等和填充体积相等的原则;不对称形状的制件由于本身就不能达到自然平衡,所以每个浇口的填充体积和压力降都不尽相同。不对称形状的制件可能需要较多的浇口数目以获得平衡流动或者产生何莉莉的熔接线位置,同时降低注塑压力。 5 . 隔膜浇口 通常在环状制件的内径中设置浇口,该制件通常具有薄壁区域。 7.1.3 分析结果解释 1 . 浇口位置日志 浇口位置日志给出了分析的一些日志,其中一条主要信息是给出了最佳浇口位置的节点。 2 . 流动阻力指示器 表示熔体的流动前沿离不同浇口位置的流动阻力。流动阻力的值从0到1的变化,阻值越高表明熔体流动越困难。 3 . 浇口匹配性 表示浇口位置合理性的因子分布图,因子值越小,浇口位于这个位置的成型合理性越小。 7.2充填分析 (必须)1 . 充填时间 充填时间显示了熔体填充随时间的变化而变化情况。从充填时间可以看出产品的 填充是否平衡。产品的两个末端的充填时间为****和****,相差****,效果****。 (必须)2 . 速度\压力切换时的压力 V\P转换时刻压力属于单组数据,通常,V\P转换时刻压力在整个注塑周期中时最
目录 第1章模流分析的概述 -------------------- 2 1.1模流分析的原理------------------------------------------------------------------------- 2 第2章塑件的工艺性分析------------------- 3 2.1原材料分析 ---------------------------------------------------------------------------------- 3 2.2结构分析 --------------------------------------------------------------------------------------- 3 2.3成形工艺分析------------------------------------------------------------------------------ 4 第3章成形方案的设计与分析 ---------------- 4 3.1成形方案的设计------------------------------------------------------------------------- 4 3.2初始方案的分析------------------------------------------------------------------------- 5 3.2.1侧浇口的特点--------------------------- 5 3.2.2工艺参数的设置------------------------- 5 3.2.3网格模型的划分------------------------- 6 3.2.4流动+翘曲的分析------------------------ 7 3.2.5冷却分析------------------------------- 9 3.3优化方案的分析------------------------------------------------------------------------ 10 3.3.1点浇口的特点-------------------------- 10 3.3.2冷却分析------------------------------ 13 第4章方案对比-------------------------------- 13 4.1浇口位置对比----------------------------------------------------------------------------- 13 4.2工艺条件设定----------------------------------------------------------------------------- 13 4.3实验结果对比----------------------------------------------------------------------------- 14
? Pro e逆向工程的流程 ?在瞬息万变的产品市场中,能否快速地生产出合乎市场要求的产品就成为企业成败的关键,而往往我们都会遇到这样的难题,就是客户给你的只有一个实物样品或手板模型,没有图纸或CAD数据档案,工程人员没法得到准确的尺寸,制造模具就更为烦杂。 ?用传统的雕刻方法,时间长而效果不佳,这时候你就需要一个一体化的解决方案:从样品→数据→产品,逆向工程系统就专门为制造业提供了一个全新、高效的三维制造路线。 逆向工程通常是以专案方式执行一模型的仿制工作。往往拟制作的产品没有原始设计图档,而是委托单位交付一件样品或模型,如木鞋模、高尔夫球头、玩具、电气外壳结构等,请制作单位复制 (Copy)出来。 传统的复制方法是用立体雕刻机或液压三次元靠模铣床制作出一比一成等比例的模具,再进行量产。这种方法属称类比式(Analog type)复制,无法建立工件尺寸图档,也无法做任何的外形修改,已渐渐为新型数位化的逆向工程系统所取代。 逆向工程是由高速三维激光扫描机对已有的样品或模型进行准确、高速的扫描,得到其三维轮廓数据,配合反求软件进行曲向重构,并对重构的曲面进行在线精度分析、评价构造效果,最终生成IGES或STL数据,据此就能进行快速成型或CNC数控加工。 IGES数据可传给一般的CAD系统(如:UG、PRO-E等),进行进一步修改和再设计。 另外,也可传给一些CAM系统(如:UG、MASTERCAM、SMART-CAM等),做刀具路径设定,产生数控代码,由CNC 机床将实体加工出来。STL数据经曲面断层处理后,直接由激光快速成型方式将实体制作出来。 以上过程就是逆向工程的流程。
华东交通大学 欧阳家百(2021.03.07) 螺丝刀盒moldflow实训说明书 QZ 2015/11/30 课程:材料成型计算机仿真学校:华东交通大学 学院:机电工程学院 专业:材料成型及控制工程 班级:2012模具2班 姓名:覃钊 学号:20120310040 指导老师:匡唐清 1、三维造型
利用UG8.0设计出模型如下图1.1、1.2表示 图1.1 实物图图1.2三维图 模型参数长宽高为143*85*19.5,主 壁厚为1.5mm。二维图如图1.3 图1.3二维图 壁厚均匀,但在盖钩和挂孔处厚度和壁厚相差较大,体积收缩率在这两个地方应该会出现一些问题。主分型面在上表面,侧面有卡勾及圆孔,需要做侧抽芯。材料选用普通PP材料。 模型建好之后导出为IGES格式。 2、模型修复与简化 打开CAD Doctor后导入IGES模型,检查并修复,直到所 有错误都为0,修复完成之后将模型导出,格式为udm格 式。 3、moldflow模流分析 3.1网格划分 (1)新建工程,输入工程名称,导入模型,在导入窗口选择双层面。 (2)网格划分,网格变长取壁厚的3倍,为4.5mm,合并容差默认为0.1,启用弦高控制0.1mm,立即划分网格,划分之后打开网
格统计,看到网格的基本情况,不存在自由边和多个连通区域的问题后进行下一步。一般来说初始划分的网格纵横比都比较大,所以要进行修复。纵横比诊断结果如图3.1.1:最大纵横比达到了 45.57。 图3.1.1初次纵横比诊断 3.2网格诊断与修复 点击【网格】——【网格修复向导】,前进到选择目标纵横比,输入6,点击修复。之后在进行手动修复,通过合并节点移动节点等方式进行,直到得到满意的结果。如下图3.2.1:
学proe的必经之路分模十大方法 不管你的产品造的多好看,最终的目的是为了分模做出模具,也是体现我们模具设计思路的表达。 以下是10种常用方法 法:也就是最基本的方法COPY SURFACE,这是一位台湾教授教材上讲得最多的一种方法; 2.切割法:许多时候,当我们做好分型面后进行分模才发现,分不开并且出现了许多绿线线和红点点,这时我们 可选择切割法,具体做法是:直接将分型面复制一个后往前模方向延伸到前模仁的厚度,封闭起来生成前模仁, 而后做一实体为后模仁,用分模切掉前模部分,再用参考零件直接CUTOUT出后模仁型腔来; 3.当然针对2所出现的情况,也可采用精度修改法来解决,适当的调整一下精度,也可解决一些情况,还可在设 计过程中调整模具精度和产品精度保持一致,(最好是在CONFIG)中直接就设置为产品精度和模具精度保持 一致; 4.补洞法:在做型面时,不要去COPY SURFACE(推荐使用),直接将有破孔的地方做一些比较简单的曲面来堵 住,有时曲面不太好做也可直接长出一块厚的实体来,然后再一些比较简单的大分型面来就可分出 来; 5.裙边法:对于大部分的壳体类产品,建议使用裙边来做分型面,这样不仅易分模而且往做出来的分型面比较 漂亮; 6.产品中做分型面法:有的时候就是很奇怪的事,直接模具版块中做分型面分不出来的产品,换作到产品板块 中去做分型面,然后到模具板块中去分模会比较容易分出,据小可了解有不少的高手就是用这个方法进行分 模的; 7.体积块法:有时也可用直接做体积块的方法来完成,包括做成成品的体积块和先随意做成几个体积块后再 进行体积块的分割与合并; 8.调包法:在某些时候,当用主分型面进行分模时会出现分不开的情况,但不要轻易放弃,试换一个分型面(如 镶件.镶针或者滑块)来分一下也会出现惊喜的; 9.修改产品法:此法做法是针对于一些用第三方软件做图转换的图档和一些产品曲面质量较差的的产品较 有用.可将产品上一些局部的地方做适当的修改,但要注意不能随意更改产品外观和功能部位.也可重新做一 个PART来,利用数据共享插入原产品的实体表面,不足是在产品设变时模具文件不能再生变更; 10.黄牛法:这是没有办法的办法,但绝对可行,就是对于一些产品造型质量特差且模具结构简单的产品,与其
模流分析人員層次與要求Autodesk moldflow和moldex的差異性大致體現在軟體操作和結果顯現,理論相同,細節不一樣 1.模流分析人员的层次及其所达到的境界大致可分为以下几类: “见山是山,见水是水”:这个级别属于“技术”级别,即重点还停留在分析软件的操作技术掌握上面,动手的部分要比动脑的部分多很多。能熟悉模流分析软件的基本操作和使用环境,能输入产品划分网格建立流道水管进行分析输出结果,但对很多东西还停留在表面,对结果的内涵没有深刻清晰的理解,结果是是什么就是什么,他不大可能去考虑成型条件的变化,网格、算法之类问题引起的分析误差等等因素。 “见山不是山,见水不是水”:这个级别的人已经上升到“战术”级,有一定的模流分析持续应用经验,对实际设计、塑胶材料和注射成型工艺方面有越来越深刻的理解,随着分析案例的增多,他就会慢慢地发现,产品成型出现的缺陷与问题不只是模流分析结果表面显示的那么简单,而是变得越来越复杂。 比如,到了这个级别,再看熔合线,就不再是Weld lines分析结果上显示的那几条线,而是与产品的材料类别,壁厚,是否有玻纤等添加剂,流道浇口位置,成型时的温度、速度、压力,熔合角度,网格疏密、厚度定义是否正确,是否有滞流,困气,喷射等等都有千丝万缕联系的一种现象。 “见山还是山,见水还是水”:这个级别应该属于“战略”级,这一级别的人做模流分析时早已超越了一般的模流分析的范畴,而是把材料、产品、模具、注塑成型、产品二次加工、产品质量、加工效率、生产成本、经济效益等等综合起来全盘考虑。他有丰富的模流分析及相关领域的知识、经验、理论与实践的积累,最终完成了由量变到质变的转化。他能够轻易地看到问题的实质与核心,直指要害与根本,而不会为其它看似有关的因素迷惑。这是一种洞察问题后的返璞归真,对问题的本质常常能有一个非常清晰的认识。如果说前一级别的人对问题的认识还依稀有点雾里看花水中望月的感觉,这个级别的人就已经象具有“彗眼”的菩萨一样,能够把问题看得清清楚楚明明白白真真切切。这时候他也使用模流分析软件,但意义和前一级别的人却已经大不一样。前一级别的人还在使用模流分析软件来寻找问题可能发生的原因,而这一级别的人大多是用模流分析软件来验证他早已经在头脑中分析出的原因。在这个阶段,模流分析软件本身从某种意义上甚至可以说已经可有可无(当然,获得精确的数据必须由分析软件来完成,再怎么厉害的人也画不出moldflow那样的输出结果图,给出精确到0.001的变形数据)。可以说,这个级别已经相当于“独孤求败”剑学境界的最高级别——“无剑”,外功,内力等等对他都已经是小儿科,武学理论与修养的日臻圆满才是他所在意的。到了这个级别,那才算是真正的高手了。“高山仰止。景行行止;虽不能至,心向往之。” 2.CAE作用,CAE的基本流程,在注塑成型中的作用?(P8)CAE作用:在模具加工前,在计算机上对整个注射成型过程进行模拟分析,准确
目录 第1章模流分析的概述------------------------ 2 1.1模流分析的原理------------------------------------------------------ 2 第2章塑件的工艺性分析 --------------------- 3 2.1原材料分析------------------------------------------------------------- 3 2.2结构分析 ---------------------------------------------------------------- 4 2.3成形工艺分析 --------------------------------------------------------- 4 第3章成形方案的设计与分析------------------- 5 3.1成形方案的设计------------------------------------------------------ 5 3.2初始方案的分析------------------------------------------------------ 6 3.2.1侧浇口的特点 -------------------------------- 6 3.2.2工艺参数的设置------------------------------ 7 3.2.3网格模型的划分------------------------------ 7 3.2.4流动+翘曲的分析 ---------------------------- 8 3.2.5冷却分析----------------------------------- 11 3.3优化方案的分析-----------------------------------------------------11 3.3.1点浇口的特点 ------------------------------ 11 3.3.2冷却分析----------------------------------- 15 第4章方案对比 ------------------------------------ 15 4.1浇口位置对比 --------------------------------------------------------15