尿素合成塔安全运行管理 示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
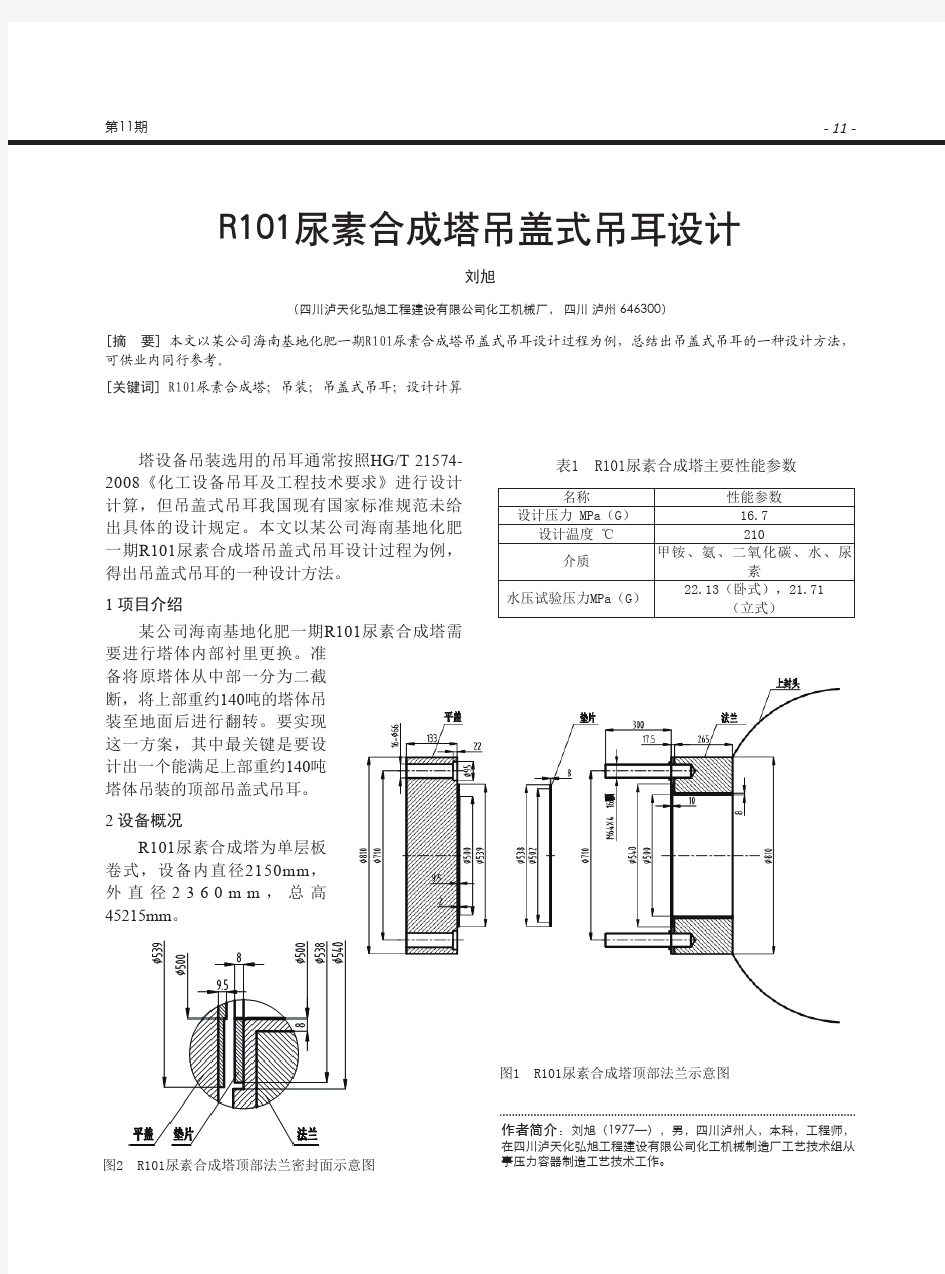
尿素合成塔安全运行管理示范文本使用指引:此管理制度资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 20xx年3月21日晚21时,鲁西化工集团第三化肥厂 尿素合成塔又出现恶性事故,虽然事故原因有待调查,但 事故发生之后,各尿素生产企业引起了高度重视,强化了 尿素塔的安全运行管理,以期避免类似事故的再度发生。 笔者结合临泉化工股份有限公司6万t/a尿素合成装置谈一 下尿素合成塔安全运行管理。 一、设备结构与参数 1.水溶液全循环法尿素合成工艺中尿素合成塔是6万 t/a尿素的关键设备,经过改造已突破15万t,该设备内衬 是由公称尺寸8mm厚的316L尿素级不锈钢材料制成,外 壁是一高压筒体保护承压,其内有3块旋流板及多孔板或 球帽型塔盘若干分成反应区,原料液氨、二氧化碳和氨基
甲酸铵从塔底进入,由于它在高温、高压和强腐蚀介质的条件下使用,如使用不当,极易损坏衬里,造成泄漏。 2主要技术参数 设计压力:21.56MPa 工作压力:19.6 MPa 试验压力:26.95 MPa 容器类别:Ⅲ 设计温度:190℃ 工作温度:188±2℃ 容积:23m3 公称尺寸:φ1200mm×21565mm 二、安全运行管理 小氮肥行业尿素装置大都在“七五”前后建设起来的,尿素合成塔运行周期在10年左右,有的已经运行15年,在安全运行管理方面也积累摸索了一些经验(也可以
2T 立柱式旋臂起重机的设计 摘要:起重机是工程实际中广泛应用的特种设备。而旋臂起重机是近年发展起来的中小型起重装备,安全可靠,具备高效、节能、省时省力、灵活和结构独特等特点.根据旋臂起重机的整体结构特点和规范规定,了解起重机的发展现状、分析起重机的工作原理、系统组成、所要求实现的功能和相应的结构上必不可少的。该设计主要针对起升机构选择相应的零部件及技术参数,使其既能很好的实现起重机的运行还不互相干涉且配合良好,也对回转机构做了详细的分析介绍。传统设计的定柱式旋臂起重机,存在着结构笨重和刚度不足的缺陷,随着市场竞争激烈,对产品提出了更高的要求,采用现代设计对传统设计和计算方法技术提升,已迫在眉睫。 关键词:起重机;起升机构;回转机构
The Design Of 2-Ton Column Jib Crane Abstract: Crane is widely applied in engineering, Slewing crane is small and medium lifting equipment which developed in recnt years,the characteristics of which are safe and reliable、 with high efficiency、 energy saving、time-saving、flexible 、unique structure,etc.According to the feature of completed structure for slewing jib crane and the rule of design.Understand the development of the crane’status、analyse its operation principle、system configuration、the function and relative structure that the crane required is indispensable.thus this paper put its emphasis on the design of main hoisting mechanism,choosing the approprite spare parts and technical parameters for it in order to be good for crane operation and non-interference.the slewing mechanism analysis is introduced in detail too.the structure of crane designed with tradition method is overdesigned in strength and not enough in stiffness,and with firce competition in the market a higher requirement for product has been brought forward.So using modern design technology to upgrade traditional design and calculation method is extremely urgent. Keywords:crane;hoisting mechanism;Slewing mechanism
车用尿素设备生产工艺流程 生产车用尿素溶液用车用尿素程序:双级反渗透配EDI再配搅拌初级过滤即可灌装。 生产车用尿素溶液用工业尿素标准程序:原水泵--石英砂过滤器--活性炭过滤器--树脂软化过滤器--5μm精滤器--双级反渗透系统(制水部分)--搅拌溶解箱(带搅拌一套)--增压泵--袋式过滤器--活性炭过滤器(脱色)--5μm精滤器--初提纯:复床(混床树脂001*7阳树脂*201*7阴树脂--树脂量阳1阴2)(也可以用混床,树脂量阳1阴2)--精提纯:复床(混床树脂113抗污染高交换量阳树脂*301抗污染高交换量阴树脂--树脂量阳1阴2)(也可以用混床,树脂量阳1阴2)--再生系统:酸碱泵各一台,酸碱药箱各一台--0.22μm精滤器--储存或灌装 国外流行的办法是:用工业尿素先经行提纯(提纯需在70-75℃液体中分解,而后在30℃以下尿素从水中结晶出来--详细参读“车用尿素介绍”),而后再用纯水--水质达到10兆(软水)经行搅拌稀释31.8%--33.2% 车用尿素概述及工艺生产流程分析报告 车用尿素简介 车用尿素溶液是尿素浓度为31.8%~33.2%的水溶液,1吨车用尿素颗粒大约制3吨车用尿素溶液(以下文章所提到的车用尿素均默认为车用尿素溶液),按照欧Ⅳ标准,目前统一32.5%的浓度为符合标准的车用尿素溶液。在欧盟地区通过德国汽车工业协会标准认证的车用尿素被允许使用“AdBlue”的商标。 2011年12月29日国家环保部公布《关于实施国家第四阶段车用压燃式发动机与汽车污染物排放标准的公告》,“公告”要求2013年7月1日正式实施中国的重型柴油车国Ⅳ排放标准。 国Ⅳ排放标准指的是国家第四阶段机动车污染物排放标准,汽车排放污染物主要有HC(碳氢化合物)、NOx(氮氧合物)、CO(一氧化碳)、PM(微粒)等,通过更好的催化转化器的活性层、二次空气喷射以及带有冷却装臵的排气再循环系统等技术的应用,控制和减少汽车排放污染物到规定数值以下的标准。 柴油车,特别是重型柴油车是国Ⅳ排放标准下最迫切需要整治的对象。柴油车虽然只占机动车保有量17%,但却占据了汽车NOX排放总量的67.4%,其中重型柴油车仅占机动车保有量的4%,却占据了约56%的氮氧化物排放,因此对重型柴油车污染物的排放要求应更为严格。 重型卡车、客车等柴油车要达到国Ⅳ排放标准,在尾气处理上最现实的选择就是SCR(选择性催化还原)技术,而这项技术必须利用尿素溶液对尾气中的氮氧化物进行处理。因此,车用尿素溶液成了重型卡车及客车达到国Ⅳ排放标准的必备产品。 车用尿素生产流程欧洲国家车用尿素需求量大,已经形成产业规模,车用尿素主要由大型化工企业生产,其生产流程如下: 图表1:欧洲国家车用尿素生产流程图 具体来说,车用尿素生产主要包括尿素提纯、水处理和配置溶液3个阶段。整个生产过程主要涉及的工艺就是提纯,生产壁垒并不太高。 1)尿素提纯 由于车用尿素对纯度要求较高,一般采用工业尿素(杂质含量低于农用尿素)进行提纯,在70-75℃时尿素在水溶液中发生水解,在30℃以下尿素重新从水溶液中结晶出来,水解结晶一次可以大幅提高尿素的纯度,一般工业一级尿素水解结晶一次就可以达到车用尿素标准。 2)水处理 车用尿素对杂质控制要求严格,普通自来水生成过程中由于消毒等原因含有氯化物,难以处理,因此一般使用深层地下水去除钙镁离子降低水的硬度得到软水,作为车用尿素溶液配制
石家庄正元化肥有限公司氨合成 升级改造项目 合成塔吊装方案 编制: 方圆 审核: 谢树展 批准: 中国化学工程第十三建设公司 5月8日 一、编制说明 本起重吊装作业施工方案适用于石家庄正元化肥有限公司氨合成升级改造项
目工程合成塔设备吊装, 该设备公称直径2400㎜, 重293.7t,总高度20米, 基础标高6米, 为保证该工程吊装作业的顺利施工, 特围绕该设备编写本起重吊装作业施工方案。注明: 合成塔底座重约20t、合成塔大盖重约20t分别单独吊装, 设备重量还剩253t。 二、编制依据 2.1根据建设实际情况及该设备具体参数。 2.2《工程建设安装工程起重施工规范》HG20201— 2.3《大型设备吊装工程施工工艺标准》SHJ515-90 2.4《起重吊运指挥信号》GB5082—85 2.5《石油化工施工安全技术规范》SH3505—1999 三、施工准备 3.1对材料的检验 3.1.1应具备设备图、设备平、立面布置图、技术要求、安装标准等必要的资料。 3.1.2与设备有关的设备基础经检验合格, 满足安装要求, 并已办理基础中间交接手续。 3.1.3设备经检查符合设计图纸要求并具备起吊条件。 3.1.4基础周围的土方, 已按要求回填并整平。 3.1.5影响吊装作业的所有障碍物均以移走。 3.1.6吊装索具已按施工方案要求配备好并应有合格证明。 3.1.7起重机的机械和安全装置, 经检查符合安全操作要求。 3.1.8吊装前,由起重工程师向参加吊装作业的人员进行方案技术交底. 技术交底内容应包含设备的参数, 吊车的参数, 吊装的重点难点, 以及技术措施, 凡参加施工人员,作业时必须集中精力,听从指挥,吊车司机与起重工应明确和统一指挥信号,信号采用旗语及术语, 信号的传递应准确无误,防止错误指挥,错误操作。高空作业与地面应采取对讲机联系,必要时辅以电喇叭. 3.1.9吊装前, 应由施工班组、安全部门和起重工程师联合进行仔细检查并确认签字后, 方可吊装。
目录 第一篇摘要 (1) 第二篇任务及要求 (2) 第三篇总论 (3) 第四篇计算 (4) 一总体方案确定及基本参数 (4) 1. 总体方案确定 (4) 2. 基本参数 (4) 二抓斗计算 (4) 1. 抓斗的几何尺寸 (4) 2. 滑轮组倍率 (6) 3. 钢丝绳计算 (6) 4. 滑轮直径确定 (6) 5. 上下横梁轴线倾斜角 (7) 6. 抓斗强度计算 (7) 三起升机构 (10) 1.传动比计算 (10) 2.起升速度 (10) 3.机械效率 (10) 4.电动机静功率 (11) 5.电动机轴的静转力矩 (11) 6.制动器计算 (11) 7.起动时间 (13) 8.制动时间 (14) 9.卷筒装置 (14) 四起升机构减速箱 (21) 1. 轴的计算 (21) 2. 齿轮校核 (32) 五运行机构 (36) 1. 传动比计算 (36) 2. 运行速度 (37) 3. 机构效率 (37) 4. 运行摩擦阻力 (37) 5. 电动机容量的初选 (38) 6. 走轮轮压 (38) 7. 验算起动时间 (38) 8. 制动器计算 (39) 9. 电动机最大力矩 (40) 10. 验算电动机打滑 (40) 六编制程序 (42) 第五篇结束语 (46) 参考文献 (50)
第一篇摘要 摘要 起重机是一种作循环、间歇运动的机械。一个工作循环包括:取物装置从取物地把物品提起,然后水平移动到指定地点降下物品,接着进行反向运动,使取物装置返回原位,以便进行下一次循环。 通常,起重机械由起升机构(使物品上下运动)、运行机构(使起重机械移动)、变幅机构和回转机构(使物品作水平移动),再加上金属机构,动力装置,操纵控制及必要的辅助装置组合而成。 在建桥工程中所用的起重机械,根据其构造和性能的不同,一般可分为轻小型起重设备、桥式类型起重机械和臂架类型起重机三大类。轻小型起重设备如:千斤顶、葫芦、卷扬机等。桥架类型起重机械如梁式起重机、龙门起重机等。臂架类型起重机如固定式回转起重机、塔式起重机、汽车起重机、轮胎、履带起重机等。 关键词:起重机、循环、装置、动力装置 abstract The derrick is a kind of machine that makes the circulation, intermittent sport.A work includes circularly:Take the thing device from take the thing ground to bring up the product, then the level move to specify the location to decline product, carry on immediately after anti- to sport, make take the thing device to return the home position, in order to carry on next circulate. Usually, the derrick from rise to rise the organization( make product exercised up and down), circulate the organization( make the derrick move) and become an organization and turn round the organization( make the product make the level ambulation), and the metals organization, the motive equip, the assistance that manipulate the control and necessities equips to combine. In set up the bridge engineering the derrick use, construct according to it and the dissimilarity of the function, can is divided into a heavy equipments, the bridge type type derrick and a type of arm derrick three major types generally.A heavy equipments such as:Jack, bottle gourd, a 扬machine etc..A type of bridge derrick ,such as beam type derrick, Dragon gate derrick etc.,.A type of arm derrick such as fix the type to turn round the derrick, tower type derrick, automobile derrick, tire, track derrick etc.. Key Words:derrick、circulation、machine、the motive equip
1 绪论 需要图纸与完整word的请加:229826208 在我们完成了大学的全部课程之后,进行了机械加工工艺及工装设计,这是一次理论联系实际的综合运用,使我对专业知识、技能有了进一步的提高,为以后从事专业技术的工作打下基础。机械加工工艺是实现产品设计,保证产品质量、节约能源、降低成本的重要手段,是企业进行生产准备,计划调度、加工操作、生产安全、技术检测和健全劳动组织的重要依据,也是企业上品种、上质量、上水平,加速产品更新,提高经济效益的技术保证。然而夹具又是制造系统的重要组成部分,不论是传统制造,还是现代制造系统,夹具都是十分重要的。因此,好的夹具设计可以提高产品劳动生产率,保证和提高加工精度,降低生产成本等,还可以扩大机床的使用范围,从而使产品在保证精度的前提下提高效率、降低成本。当今激烈的市场竞争和企业信息化的要求,企业对夹具的设计及制造提出了更高的要求。所以对机械的加工工艺及夹具设计具有十分重要的意义。 夹具从产生到现在,大约可以分为三个阶段:第一个阶段主要表现在夹具与人的结合上,这是夹具主要是作为人的单纯的辅助工具,是加工过程加速和趋于完善;第二阶段,夹具成为人与机床之间的桥梁,夹具的机能发生变化,它主要用于工件的定位和夹紧。人们越来越认识到,夹具与操作人员改进工作及机床性能的提高有着密切的关系,所以对夹具引起了重视;第三阶段表现为夹具与机床的结合,夹具作为机床的一部分,成为机械加工中不可缺少的工艺装备。 在夹具设计过程中,对于被加工零件的定位、夹紧等主要问题,设计人员一般都会考虑的比较周全,但是,夹具设计还经常会遇到一些小问题,这些小问题如果处理不好,也会给夹具的使用造成许多不便,甚至会影响到工件的加工精度。我们把多年来在夹具设计中遇到的一些小问题归纳如下:清根问题在设计端面和内孔定位的夹具时,会遇到夹具体定位端面和定位外圆交界处清根问题。端面和定位外圆分为两体时无此问题,。夹具要不要清根,应根据工件的结构而定。如果零件定位内孔孔口倒角较小或无倒角,则必须清根,如果零件定位孔孔口倒角较大或孔口是空位,则不需要清根,而且交界处可以倒为圆角R。端面与外圆定位时,与上述相同。让刀问题在设计圆盘类刀具(如铣刀、砂轮等)加工的夹具时,
化肥厂尿素生产工艺流程简介 1.尿素的物理性质:化学名称叫碳酰二胺,分子式为CO(NH2)2,分子量为60.06.含氮量为46.65%,是含氮量最高的固体氮肥.因为人类及哺乳动物的尿液中含有这种物质,并且由鲁爱耳在1773年蒸发人尿是发现了它,故称为尿素.尿素为无色,无味,无臭的针状或棱状结晶.在20-40度温度下,晶体的比重为1.335克/cm3.尿素易溶于水和氨,也溶于醇,包装和贮存要注意防潮. 2.尿素的用途和产品标准.主要用作肥料,饲料和工业原料.在工业上尿素作为高聚物的合成原料,用来制成甲醛树脂,用于生产塑料,涂料和黏合剂.尿素也用于医药,制革,颜料等部门.国家指标GB2440--91尿素技术指标. 3.生产尿素的原料主要是液氨和二氧化碳气体,液氨是合成氨厂的主要产品,二氧化碳气体是合成氨原料气净化的副产品.合成尿素用的液氨要求纯度高于99.5%,油含量小于10PPm,水和惰性物小于0.5%并不含催化剂粉,铁锈等固体杂质.要求二氧化碳的纯度大于98.5%,硫化物含量低于15mg/Nm3. 4.尿素的生产办法和过程尿素的合成分两步进行,主要化学反应 为:NH3(液)+CO2(气)==NH4COONH3=Q NH4COONH2==CO(NH2)+H2O-Q工业过程为1.液氨与二氧化碳的净化与提压输送2.液氨与二氧化碳合成 尿素3.尿素熔融物与未反应物的分离与回收4.尿素溶液的蒸发,造粒. 老系统选用的是水溶液全循环法.该法是利用碳酸稀溶液吸收未反应的氨与二氧化碳生成甲胺或碳酸氨溶液,再利用循环泵送回合成塔,由于未反应的氨和二氧化碳呈水溶液形态进行循环,故动力消耗较小,流程也较简单,投资也省.
起重吊装方案 一、工程概况: **********综合楼,位于河东大街西临,交通局北临,本工程为14层框架剪力墙结构,有地下室及设备层,呈“L”形,南北朝向座落;楼长78.2m,宽20.7m,地下室层高4.8m,一层高4.5m,二、三层高3.9m,四层以上3.6m,总建筑面积16136平方米,总高度55.5m。 二、吊装环境: 本工程施工现场较平坦,周围无其它建筑物及高压电线,且现场施工用电线路均采用埋地,所以在施工期间无需考虑外电防护及其它建筑物的防护。 三、吊装范围: 现场实际安装塔吊二台(具体位置见附图),因本工程为框架结构,无预制构件的吊装,所以在主体施工阶段,主要是钢筋、钢管、模板的吊装。因框架砼采用泵送,故无需考虑砼的吊运,在后期装饰阶段主要是砌块、砂浆、块料面层以及其它零星材料的吊装。 四、吊装措施: 根据现场实际吊装对象,将其分为长件吊装与其它吊装。长件吊装指钢筋半成品、钢管等。其它吊装指的是砌块、砂浆、块料面层、轻质材料等。 (一)长物件的吊装: 1、吊装过程中必须设置塔吊信号指挥员,并且熟知塔机信号的操 作规程。 2、起重吊装前操作人员应对现场工作环境、建筑物及构件重量和 分布情况进行全面了解。 3、在吊装长件时,钢丝绳与物件的固定点在水平方向上的角度应 控制在45度-60度之间。若因物件太长,中部容易下沉或打弯,可以
用同长度的钢管或其它强度较高的物件进行固定,将钢筋或其它物件在长度方向上与钢管绑扎在一起,然后再起吊。 4、起吊钢筋、钢管等重物时应稍离地面试吊,当确认重物已挂牢再继续起吊。 5、在吊运过程中,塔吊司机必须严格按操作规程操作,起升和下降速度应平稳、均匀,不得突然制动,左右回转也应平衡,且有专人接收。 6、每挂起吊前必须认真检查绑口是否牢固,所吊物件是否有漏绑现象,特别模板吊装时,模板应放整,对吊装数量应严格控制,并且系点距模板两边的距离应对称,防止在吊装时因系点不对称,导致模板滑落。 7、在大风大雨等恶劣天气下,塔吊司机有权拒绝一切不合理的吊装要求。 8、对重量无法估计的物件,在吊运时必须先试吊,当发现钢丝绳有抖动,吊装设备有异常声响时,应立即停止吊装。 (二)其他材料吊装: 1、在吊运砂浆时,必须使用随车的灰斗,严禁使用改装的灰斗或用其它不符合要求的容器吊装。 2、吊装砌块以及块料面层时,应焊制专用的吊笼,并且严格控制吊装数量。 3、对轻质材料吊装时数量也不能太多,以防体积太大,不容易固定,出现漏绑现象。 4、吊物应绑扎平稳牢固,不得在已绑好重物上再堆放或悬挂零星物件。 5、吊装其他机电设备时,不得带电吊装。 6、对于地下埋设不明物或明显超载的物件严禁起吊。 五、吊装设备的检查: 吊装设备在作业期内应定期进行检查维修,对检查过程中存在的
尿素合成塔的主要破坏形式及预防措施示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
尿素合成塔的主要破坏形式及预防措施 示范文本 使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 尿素合成塔的爆破事故在国内已经发生了多起,事故 现场触目惊心,给人民生命和国家财产造成的损失,应引 起尿素生产企业的高度重视。 一、尿素合成塔的主要破坏形式 水溶液全循环法尿素合成塔是用不锈钢和低合金钢制 造的多层包扎式高压容器,塔体由多个筒节与上、下封头 焊接而成。多层包扎式厚壁圆筒由内筒、盲层与层板3部 分组成,内筒采用超低碳奥氏不锈钢板材,在高压状态下 要求严密不漏,并具有抵抗介质腐蚀的能力。层板则采用 一定的方法使之很好地贴合在内筒上,且与内筒形成一个 整体筒节,塔体质量的好坏往往取决于层板间的贴合程度
和环焊缝装配及焊接的质量。多层包扎式圆筒在包扎层板时,靠钢丝索拉紧与焊接的收缩作用使各层间存在有预应力,内层受到压紧力,当筒体承受内压时,由于预应力的作用可以抵消部分拉应力,使筒壁内应力较相同条件下的单层筒体分布均匀,可以提高筒体的弹性承载能力。从理论上讲多层包扎厚壁圆筒的壁厚应比相同条件下的单层筒体薄,但因预应力的大小与层板纵焊缝宽度、每层层板上纵焊缝数量、焊接规范、焊接材料、包扎的松紧程度等许多因素有关,在设计时尚无法定量计算。另外,多层包扎式筒体的纵焊缝沿壁厚方向是非连续的,对筒体强度的削弱也较单层筒体小。所以,在设计时仍采用单层厚壁圆筒强度计算公式进行应力计算。 尿素合成塔在使用过程中产生的主要破坏形式有2种,一是内筒泄漏引起的破坏;二是筒节层板和环焊缝发生应力腐蚀断裂而引起的破坏。
摘要 本次设计课题为32/5t通用桥式起重机机械部分设计,我在参观,实习和借鉴各种文献资料的基础上,同时在老师的精心指导下及本组成员的共同努力下完成的。 通用桥式起由于该机械的设计过程中,主要需要设计两大机构:起升机构、运行机构能将我们所学的知识最大限度的贯穿起来,使我们学以至用。因此,以此机型作为研究对象,具有一定的现实意义,又能便于我们理论联系实际。全面考察我们的设计能力及理论联系实际过程中分析问题、解决问题的能力。由于我们的设计是一种初步尝试,而且知识水平有限,在设计中难免会有错误和不足之处,敬请各位老师给予批评指正,在此表示感谢。 关键词: 桥式起重机小车起升机构。
摘要………………………………………………………………………..…..…………….. - 1 -概述 ......................................................................................................................................... - 2 - 第一章主起升机构计算.......................................................................................................... - 5 - 1.1 确定传动方案,选择滑轮组和吊钩组....................................................................... - 5 - 1.2 选择钢丝绳................................................................................................................... - 5 - 1.3 确定卷筒尺寸,转速及滑轮直径.................................................................................. - 5 - 1.4 计算起升静功率........................................................................................................... - 6 - 1.5 初选电动机................................................................................................................... - 7 - 1.6 选用减速器................................................................................................................... - 7 - 1.7 电动机过载验算和发热验算....................................................................................... - 8 - 1.8 选择制动器................................................................................................................... - 8 - 1.9 选择联轴器................................................................................................................... - 9 - 1.10 验算起动时间............................................................................................................. - 9 - 1.11 验算制动时间........................................................................................................... - 10 - 1.12高速轴计算................................................................................................................ - 11 - 第二章小车副起升机构计算.................................................................................................. - 13 - 2.1 确定传动方案,选择滑轮组和吊钩组........................................................................ - 13 - 2.2 选择钢丝绳................................................................................................................. - 13 - 2.3 确定卷筒尺寸并验算强度......................................................................................... - 13 - 2.4 计算起升静功率......................................................................................................... - 14 - 2.5 初选电动机................................................................................................................. - 14 - 2.6 选用减速器................................................................................................................. - 15 - 2.7 电动机过载验算和发热验算..................................................................................... - 15 - 2.8 选择制动器................................................................................................................. - 16 - 2.9 选择联轴器................................................................................................................. - 16 - 2.10 验算起动时间........................................................................................................... - 17 - 2.11 验算制动时间........................................................................................................... - 17 - 2.12 高速轴计算............................................................................................................... - 18 - 第三章小车运行机构计算.................................................................................................... - 21 - 3.1 确定机构传动方案..................................................................................................... - 21 - 3.2 选择车轮与轨道并验算其强度................................................................................. - 21 - 3.3 运行阻力计算............................................................................................................. - 22 - 3.4 选电动机..................................................................................................................... - 23 - 3.5验算电动机发热条件.................................................................................................. - 23 - 3.6 选择减速器................................................................................................................. - 24 - 3.7 验算运行速度和实际所需功率................................................................................. - 24 - 3.8 验算起动条件............................................................................................................. - 24 - 3.9 按起动工况校核减速器功率..................................................................................... - 25 - 第四章小车安全装置计算...................................................................................................... - 29 - 设计小结.................................................................................................................................... - 31 - 致谢 ....................................................................................................................................... - 32 - 参考文献.................................................................................................................................... - 33 -
尿素的工业发展过程 化学工程 2008级工程硕士 摘要对尿素工业发展历史进行介绍,简述了尿素工业化过程、体系结构与发展趋势 1、尿素简介 尿素,H2NCONH2学名碳酰二胺化学名称为脲,或者碳酰胺,以氨和二氧化碳合成的一种主要的氮肥。因人及哺乳动物的尿液中含有这种物质而得名,白色针状或柱状结晶,熔点132.7℃,常压下温度超过熔点即分解。现在是一 种常见而普通的化工产品,但是它的发现特别是人工合成、工业化一系列过程 却非常有意义,即体现近代工业发展的情况,更是对人类哲学、宗教理念的一 次冲击。当然现在尿素不仅作为肥料给我们带来的是农作物的高产,同时也广 泛应用与工业作为高聚合材料、多种添加剂、医药、试剂等方面。 2、尿素的发展史 尿素最先在动物的排泄物中发现。第一次得到尿素结晶是1773年,化学 家鲁埃勒(Rouelle)蒸干人尿而得。第一次得到纯尿素是1798年富克拉伊(Rourcray)等人从尿素硝酸盐中制的。 人类历史上,第一次用人工的方法从无机物中制的尿素,是在1824年,德国化学家武勒(Friedrich Wohler)使用氰酸与氨反应,产生了白色的尿素,而且证明其与从尿液中提取的尿素一样。打破了当时生命力论的理论,即有机体 内的含碳化合物是由奇妙的“生命力”造成,无法用人力取得,只能由有机物 产生有机物。这次实验的成功,成为现代有机化学兴起的标志。同时在哲学上 也是一场革命。 在这之后,又出现了50多种制备尿素的方法。但是这些方法或者原料难取、或者有毒、或者难以控制、或者不经济,最终都未工业化。1868年俄国化学家巴扎罗夫找到工业化的基础反应办法,即将氨基甲酸铵和碳酸铵长期加热 而达到尿素。 现代工业都是以氨与二氧化碳为原料生产尿素。世界上第一座这样的工厂是德国的法本公司于1922年在Oppau建成投产的,采用热混合气压缩循环。
XX公司尿素3201-D衬里检修施工技术方案 编制: 审核: 批准: XX公司 2014年11月25日
目录 1、工程概况——————————————————————————3 2、工程施工内容及技术要求——————————————————3-4 3、工程施工组织措施和步骤——————————————————4-5 4、工程施工进度计划——————————————————————5 5、工程施工组织结构——————————————————————6 6、工程施工所需机器具及消化材料———————————————6-7 7、职业健康安全及环境管理措施————————————————7-8
施工技术方案 1工程概况 1.1概述 尿素合成塔(3201-D)由德国莱茵钢厂设计制造,该设备由上、下封头、筒体和内件构成,设备规格为Φ2800×102,设备高度34100mm。筒体段由6个碳钢筒节组成,筒体总长度为5000×6=30000米,筒体采用层板包扎结构,壁厚为13×6.7+4+11=102mm,层板的材料牌号为BH54M,承压厚度为13×6.7=87.1mm;上、下封头为单层球形封头结构,其材料牌号为BH47W,图纸名义厚度为δmin=75mm。筒体的内表面衬有厚度为11mm的不锈钢衬里,上、下封头和人孔内表面衬有厚度为8mm的不锈钢衬里,筒体段衬里材质均为316L(Mod)。塔内现安装11层Casale塔盘(最下面的一层为一块分布板),塔盘间距约2200~2600mm。设计温度193℃,设计压力16.35MPa。根据股份公司设备部“2015年度尿素3201-D衬里检修内容及技术”编制施工方案。 1.2工程施工执行标准 此工程施工过程中所标准如下: 1.2.1、GB150.1~GB150.4-2011《压力容器》; 1.2.2、TSG R0004-2009《固定式压力容器安全技术监察规程》; 1.2.3、GB/T9842 -2004《尿素合成塔技术条件》; 1.2.4、JB/T4730-2005《承压设备无损检测》; 1.2.5、1.2.6 HG25718-93《尿素合成塔维护检修规程》 1.3.6、14-A32S-95《尿素厂X2CrNiMo25.2 2.2不锈钢的材料要求》; 上述标准和技术要求等均执行最新版本,如有冲突,按要求严格者执行。 2工程施工内容及技术要求 2.1工程施工内容 吊装机具就位,拆除有关保温层;拆下吊开人孔盖;拆、装存在缺陷焊缝部位的塔盘或其它内件;衬里纵、横焊缝; 1至6段筒节衬里(腐蚀严重部位)的纵横焊缝打磨、盖面焊,长度约35米,具体数量根据实际检查情况现场定;上下瓜皮焊缝,检查、消缺处理。合成塔内件(溢流管、塔盘、塔盘支耳),检查、消缺处理;人孔及人孔大盖检查、消缺处理。 2.2施工技术要求: 2.2.1设置施工组织机构,把此项目作为专项进行检修管理。施工人员应具备相应的合格资质。 2.2.2焊接材料要求:焊接材料采用SANDVIK R25-22-2LMn焊丝,焊材应有合格证。 2.2.3;焊接工艺要求:塔内不锈钢衬里的所有焊接均应采用氩弧焊,焊接电流不益过大,应严格控制焊接电流在(70~80A)。焊接益采用分段焊、快速焊,严格控制焊接的热输入量。焊接应使焊缝及其热影响区圆滑过渡,表面成形好。 2.2.4打磨方式要求:打磨用砂轮片应采用不锈钢钢玉砂轮片,避免对焊缝表面造成污染,铁素体不合格。其次,打磨应以圆滑过渡为原则,消除焊缝表面疏松层或针孔后,如焊缝高于母材可不补焊。 2.2.5禁止铁器、油污等物质对衬里的污染。 2.2.6氨渗漏试验合格 2.3施工质量要求: 2.3.1着色检测所有焊接部位按JB/T4730.5-2005 Ⅰ级验收合格。 2.3.2铁素体所有焊接部位的铁素体含量FT≤0.6%。 2.3.4酸洗钝化所有焊接、打磨部位均应进行酸洗钝化处理。 3.工程施工组织措施和步骤 3.1.施工前准备:a.检修前应制定完善的技术方案;b.参加检修人员必须了解设备图样及有关技术资料,熟悉其技术要求和注意事项;c.进塔施焊修理的焊工,必须持有相应的焊工合格证,并经过专门的技术培训和考试;d.参加检修的人员施工前应对使用机具、备品备件、材料的型号、规格、数量、质量等进行检查、核实,使其符合技术要求;e.交付检修的设备应按照操作规程泄压降温,清洗置换合格,符合有关安