产品展示:CNC 卧式镗铣加工中心 >> BMC-110R 系列 CNC 卧式镗铣床 BMC-110R1双工位
详细信息: 详细信息: 台湾远东机械工业股份有限公司 CNC 卧式镗铣床 BMC-110R1APC
双工作台
● 本機主要結構件,皆採用高級米漢納鑄鐵。 ● 具有 X、Y、Z、W 四軸控制,可同時四軸控制。 ● 選購加裝自動刀具交換系統(ATC), 本機即可輕易提昇為加工中心 機。 ● X、Y、Z 軸附電子尺,構成閉迴路控制系統。 ● 強勁油壓系統,確保工作台鎖緊牢固。 ● 工作台採程式控制,自動迴轉至每90度定位,適合各種加工需求。 ● 標準配備 FANUC 控制器。 ● 主軸延伸襯套(選配),提升深孔加工鋼性。
規格說明 行程 工作台橫向行程 主軸箱上下行程 工作台縱向行程 尺寸 最大荷重 快速進給率 行程(W) 直徑 錐度 刀柄錐度 拉緊螺栓 銑削主軸直徑 1400 mm 1400 mm 1100 mm 1100 X 1100 mm 3000 kg 1 rpm 500 mm ? 110 mm ISO 50 BT 50 MAS II (MAS I*) 225 mm
工 作 台
主軸
馬達<連續/30分> 低速轉速 高速轉速 刀具容量 最大刀具直徑 最大刀長 允許最大刀具重量 換刀時間 X軸 Y軸 Z軸 W軸 控制軸數 同時控制軸數 X、Y、Z 軸 W軸 佔地面積 高 機器重量 荷電量 0-4000 mm/min X/Y/Z(選配) FANUC ? 規格若有改,恕不另行通知?
22/26kW 8-765 rpm 766-2500 rpm 32 / 60 / 90 PCS 120 / 250 mm 400 mm 15/25/25 kg 15 sec 6 (α40/3000i) kW 7 (α30/3000i) kW 6 (α40/3000i) kW 4 (α22/3000i) kW 4 (5 for 21iM) 3 (4 for 21iM) 10 m/min 4 m/min 4160 x 7000mm 3370mm 20000kg 55KVA
刀具自動 交換裝置
伺服馬達
控制器 快速移動 速率
外觀尺寸
各軸向進 給率 電子尺 控制系統 其他說明
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 数控卧式镗铣床安全操作规程 (新版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
数控卧式镗铣床安全操作规程(新版) (一)开机前准备: 1、遵守铣镗工一般安全操作规程。按规定穿戴好劳动保护用品,扎紧袖口。 2、检查操作手柄、开关、旋钮、夹具等机构的联结是否处在正确位置,操作是否灵活,安全装置是否齐全、可靠。机床开机后预热后方可加工。 3、检查机床各轴有效运行范围内是否有障碍物。 4、严禁超性能使用机床。按工件材料选用合理的切削速度和进给量。 5、装卸较重的工件时,必须根据工件重量和形状选用合理的吊具和吊装方法。 6、主轴转动,移动时,严禁用手触摸主轴及安装在主轴端部的
刀具。 7、更换刀具时,必须先停机,经确认后才能更换,更换时应该注意刀刃的伤害。 8、禁止踩踏设备的导轨面及油漆表面或在其上面放置物品。严禁在工作台上敲打或校直工件。 (二)工作过程中的安全注意事项: 1、对新的工件在输入加工程序后,必须检查程序的正确性,未经试验不允许进行自动循环操作,以防止机床发生故障。 2、在工作中需要旋转工作台(B轴)时,应确保其在旋转时不会碰到机床的其它部件,也不能碰到机床周围的其它物体。 3、机床运行时,禁止触碰旋转的镗杆、主轴,操作者不得停留在机床的移动部件上。 4、机床运转时操作者不准擅自离开工作岗位。 5、机床运行中出现异常现象及响声,应立即停机,查明原因,及时处理。 6、当机床的主轴箱,工作台处于或接近运动极限位置,操作者
卧式镗铣床 1.镗床的定义:主要用镗刀对工件已有的预制孔进行镗削的机床。通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动。它主要用于加工高精度孔或一次定位完成多个孔的精加工,此外还可以从事与孔精加工有关的其他加工面的加工。使用不同的刀具和附件还可进行钻削、铣削、切它的加工精度和表面质量要高于钻床。镗床是大型箱体零件加工的主要设备。螺纹及加工外圆和端面等。 镗床分为卧式镗铣床、落地镗铣床、金刚镗床和坐标镗床等类型(见彩图)。①卧式镗床:应用最多、性能最广的一种镗床,适用于单件小批生产和修理车间。②落地镗床和落地镗铣床:特点是工件固定在落地平台上,适宜于加工尺寸和重量较大的工件,用于重型机械制造厂。③金刚镗床:使用金刚石或硬质合金刀具,以很小的进给量和很高的切削速度镗削精度较高、表面粗糙度较小的孔,主要用于大批量生产中。④坐标镗床:具有精密的坐标定位装置,适于加工形状、尺寸和孔距精度要求都很高的孔,还可用以进行划线、坐标测量和刻度等工作,用于工具车间和中小批量生产中。其他类型的镗床还有立式转塔镗铣床、深孔镗床和汽车、拖拉机修理用镗床等。 卧式镗铣床 卧式镗床是镗床中应用最广泛的一种。它主要是孔加工,镗孔精度可达IT7,表面粗糙度Ra值为1.6-0.8um.卧式镗床的主参数为主轴直径。
镗轴水平布置并做轴向进给,主轴箱沿前立柱导轨垂直移动,工作台做纵向或横向移动,进行镗削加工。这种机床应用广泛且比较经济,它主要用于箱体(或支架)类零件的孔加工及其与孔有关的其他加工面加工。 坐标镗床 坐标镗床是高精度机床的一种。它的结构特点是有坐标位置的精密测量装置。坐标镗床可分为单柱式坐标镗床、双柱式坐标镗床和卧式坐标镗床。 163b型单柱坐标镗床 有精密坐标定位装置的镗床,它主要用于镗削尺寸、形状、特别是位置精度要求较高的孔系,也可用于精密坐标测量、样板划线、刻度等工作。 单柱式坐标镗床:主轴带动刀具作旋转主运动,主轴套筒沿轴向作进给运动。特点:结构简单,操作方便,特别适宜加工板状零件的精密孔,但它的刚性较差,所以这种结构只适用于中小型坐标镗床。 双柱式坐标镗床:主轴上安装刀具作主运动,工件安装在工作台上随工作台沿床身导轨作纵向直线移动。它的刚性较好,目前大型坐标镗床都采用这种结构。双柱式坐标镗床的主参数为工作台面宽度。 卧式坐标镗床:工作台能在水平面内做旋转运动,进给运动可以由工作台纵向移动或主轴轴向移动来实现。它的加工精度较高。 金刚镗床
[新版]数控卧式镗床主动换刀机械手设计题目:数控卧式镗床自动换刀机械手 学生姓名: 学号: 专业班级: 学部: 指导教师: 2012年05月24日 摘要 在当今大规模制造业中,企业为提高生产效率,保证产品质量,普遍重视生产过程的自动化程度,机械手作为自动化生产线上的重要成员,逐渐被企业所认同并采用。机械手的技术和应用程度在一定程度上反应了一个国家工业自动化的水平。目前,机械手主要承担着焊接、喷涂、搬运以及堆垛等重复性并且劳动强度极大的工作,工作方式一般采用示教再现的方式。 本文将设计一台四自由度的机械手,主要的功用就是自动换刀。首先,本文将设计机器人的底座、大臂、小臂和机械手的结构,然后选择合适的传动方式、驱动方式,搭建机器人的结构平台;在此基础上,本文将设计该机器人的控制系统,包括数据采集卡和伺服放大器的选择、反馈方式和反馈元件的选择、电子板电路的设计以及控制软件的设计,重点加强控制软件的可靠性和机器人运行过程的安全性,最终实现的目标包括:关节的伺服控制和制动问题、实时监测机器人的示教编程和在线修改程序、设置参考点和回参考点。 关键词:自动换刀机械手;数控示教编程;液压伺服;制动
全部设计资料联系小企鹅:229780692 KeyWords:robot ; playback; servocontrol; brake 目录 摘 要 ...................................................................... 错误~未定义书签。 Abstract ........................................................... .............. 错误~未定义书签。1引 言 ..................................................................... . (1) 1.1机械手的分 类 ..................................................................... .. (1) 1.1.1机械手的简 史 ..................................................................... . (2) 1.1.2机械手的现 状 ..................................................................... . (3)
数控卧式镗床平旋盘复合加工使用技巧 在卧式加工中心的发展过程中,普通的X、Y、Z 轴配合主轴已经很难满足现代加工的要求。在液压气动、工程机械、石油化工设备、汽车、机车车辆、电力设备等行业中,以桥体、差速器壳体、泵体及阀体类零件为主要加工对象,此类零件由于自身结构特点,常有2 英寸以上的锥管螺纹加工;泵体及阀体结合端面常有弧形或异型密封槽,其密封性要求非常高;大量的直径不同的同轴孔系使得此类零件的加工在普通的卧式加工中心上难以实现,需要有B 轴、U 轴、W 轴等轴联动实现复合加工。 为了解决此类零件的加工,机床制造商和刀具制造商都推出了具备U 轴的解决方案。 一、具备U 轴功能的刀具 此类刀具配有CNC 控制单元与机床伺服系统连接(有关技术协议需事先与机床制造商讨论),另配有连接轴完成驱动,用以实现U 轴与Z 轴联动,可以完成锥孔、R 面、车螺纹等加工。选配的探头可进行自动测量、自动加工、提高加工精度。此方法对于普通卧式加工中心临时追加U 轴功能可以满足要求。但是,在实际使用过程中,具备U 轴功能的刀具存在下列不足之处: (1) 刀具的伺服单元及机械结构空间有特殊要求; (2) 自身结构较单薄,不适用于强力切削; (3) 对于孔径差别大的或加工內容有区别的加工,仍需采用多把U 轴功能的刀具,由于这是专用刀具,价格昂贵,所以很不经济。 二、具备U 轴的卧式加工中心 日本新泻铁工(NAGITA)开发生产的BFN 系列复合加工中心带来了新的概念,其U 轴功能不仅仅解决了上述异型件的加工问题,同时也大大减少了刀具使用数量,提高了刀具集成化。其主要特点为: (1) U 轴单元直接安装于高刚性主轴端部,驱动单元通过主轴内部的齿轮、齿条传动实现,使得U 轴刚性大大加强; (2) U 轴行程为50mm,最大镗孔直径可达300 mm; (3) 刀柄形式为1/10 的短锥、端面双接触刀柄,适用于高精度强力重切削: (4) 采用独特U 轴冷却系统,与U 轴保持同步旋转,增强刀刃冷却效果; (5) 配有专用编程辅助软件(SNAP3),可简化、优化编程及程序调试; (6) 另配有自动探测、补偿系统作为选择功能(机内非换刀式),自动完成“粗加工→ 孔径自动测量→ U 轴自动补偿→ 精加工”全过程。 NIGATA 的专用编程辅助软件(SNAP3)以宏程序的型式编制,依靠宏程序执行器调用,既提高程序调用速度又释放用户宏程序可用空间。且用户应用SNAP3 专用编程软件编制加工程序,仅需依照加工轮廓的纵剖面,给出各拐点坐标值即可,宏程序自动安排加工工步,减少计算量及人为错误。但这种复合加工中心在机械结构及软件支持上还需进一步完善。 三、具备U 轴的数控卧式镗床 我公司推出的数控卧式镗床TK6113、TK6111 系列产品,其具有固定平旋盘
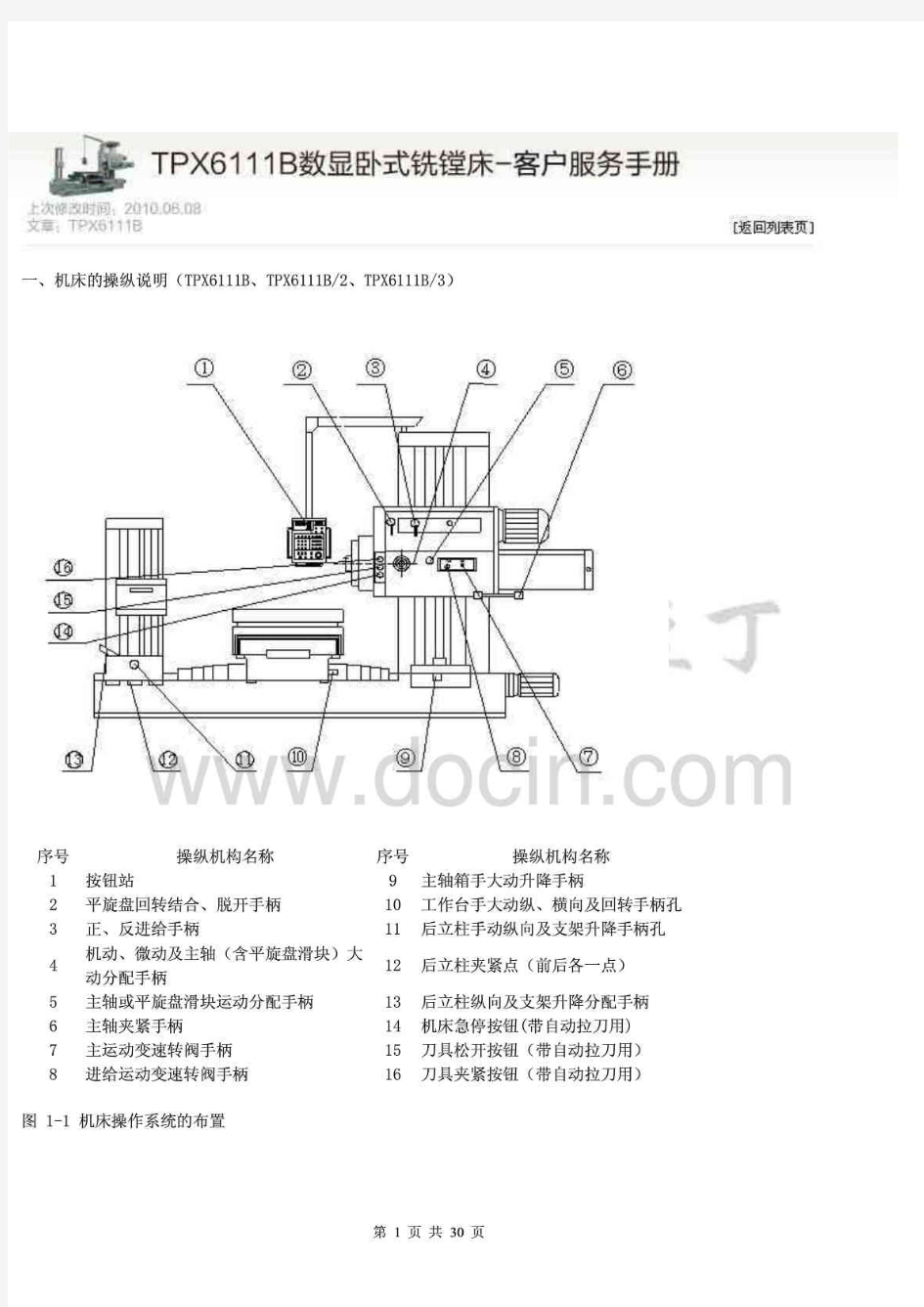
一、机床的操纵说明(TPX6111B、TPX6111B/2、TPX6111B/3) 序号操纵机构名称序号操纵机构名称 1按钮站9主轴箱手大动升降手柄 2平旋盘回转结合、脱开手柄10工作台手大动纵、横向及回转手柄孔 3正、反进给手柄11后立柱手动纵向及支架升降手柄孔 机动、微动及主轴(含平旋盘滑块)大 4 12后立柱夹紧点(前后各一点)动分配手柄 5主轴或平旋盘滑块运动分配手柄13后立柱纵向及支架升降分配手柄 6主轴夹紧手柄14机床急停按钮(带自动拉刀用) 7主运动变速转阀手柄15刀具松开按钮(带自动拉刀用)
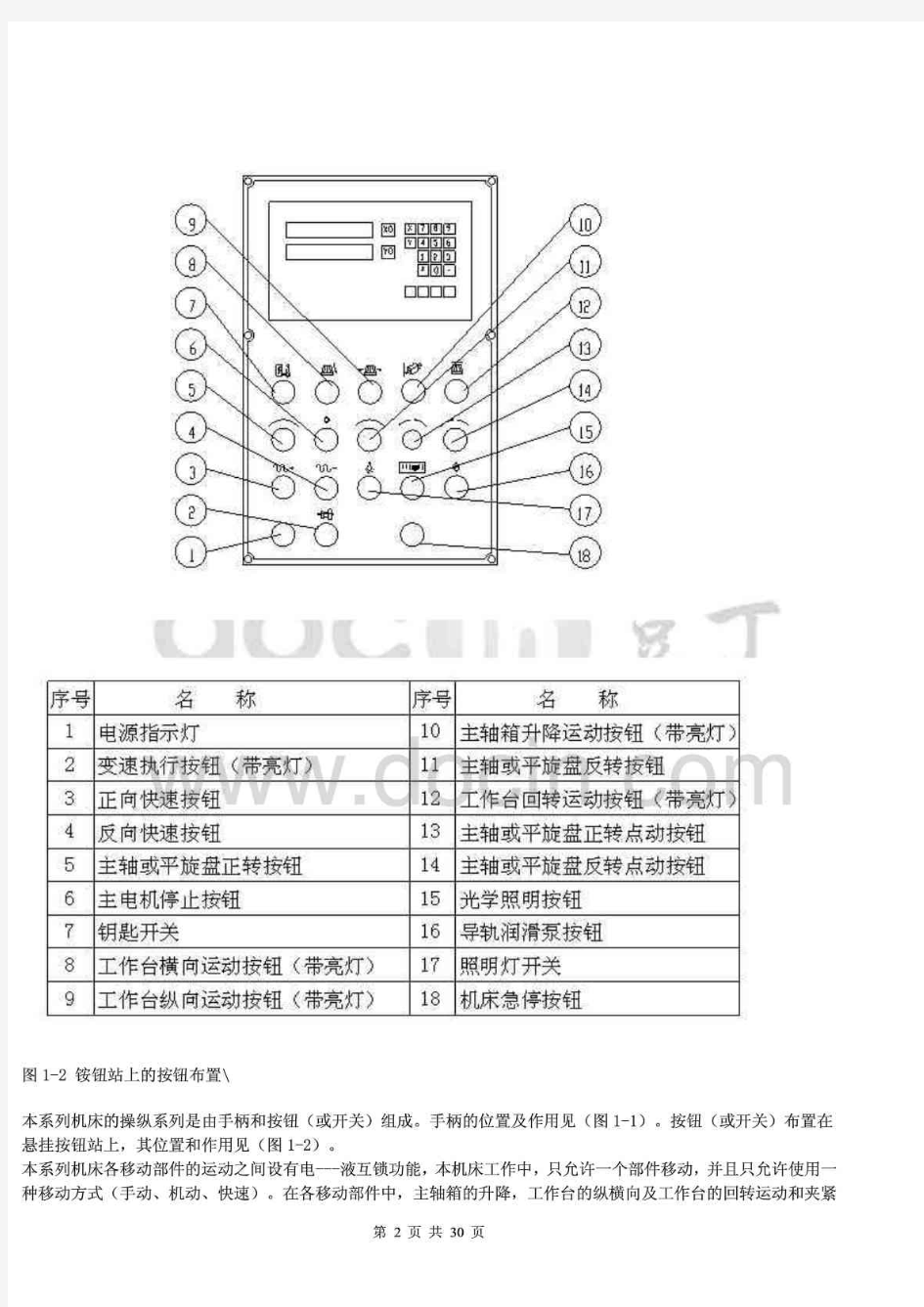
8进给运动变速转阀手柄16刀具夹紧按钮(带自动拉刀用)图 1-1 机床操作系统的布置 图1-2 铵钮站上的按钮布置\
本系列机床的操纵系列是由手柄和按钮(或开关)组成。手柄的位置及作用见(图1-1)。按钮(或开关)布置在悬挂按钮站上,其位置和作用见(图1-2)。 本系列机床各移动部件的运动之间设有电---液互锁功能,本机床工作中,只允许一个部件移动,并且只允许使用一种移动方式(手动、机动、快速)。在各移动部件中,主轴箱的升降,工作台的纵横向及工作台的回转运动和夹紧装置就自动松开,而没有被分配的各项运动均处于夹紧状态。为了提高机床的功能,机床镗轴的轴向移动, TPX6111B、TPX6111B/2、TPX6111B/3型的平旋盘滑块的径向移动不设自动夹紧的互锁,而采用手动夹紧的形式,操纵机床时应注意它的正确使用。下面介绍一下机床的操纵方法: 1.接通电源。用钥匙打开按钮站(图1-2)上的钥匙开关⑦,电源指示灯①亮,此时表示机床电源已经接通可以工作了. 2.主轴旋转运动的操纵,按(图1-2)中的按钮⑤或⑾,就可相应得到主轴正向或反向连续旋转运动。当按(图1-2)中的按钮⒁或⒀时就可相应得到主轴正向或反向的点动旋转。 、TPX6111B/2、TPX6111B/3型的平旋盘旋转运动的操纵。将(图1-1)中手柄②置于平旋盘旋转结合的位置,然后按(图1-2)中的按钮⑤或⑾就可相应得到平旋盘正向或反向连续旋转运动。当按(图1-2)中的按钮⒁或⒀时就可相应得到平旋盘正向或反向的点动旋转。在平旋盘的旋转中,如果不需要主轴同转,在上述操作之前,应将(图1-1)中的主变速转阀⑦置于0转。按(图1-2)中的变速执行按钮②变速结束后即达到此目的。 4.主传动变速和进给传动变速的操纵 (1).主传动变速操纵。当需要变换主传动转速时,首先将(图4-1)中主运动变速转阀⑦转至所需转速位置,然后按(图1-2)中变速执行按钮②,几秒钟后即可得到所需的转速。在机床的使用中,还可对主传动的转速进行预选。其方法是:在机床工作时,就把下一工步需要的主传动变速选好,也就是旋转主运动变速转阀至下一工步需要的转速,当需要变速时,再按变速执行按钮②。 (2).进给传动变速的操纵、操作方法与主传动变速操纵基本相同,主要区别是:选择进给量时,要转动图1-1中进给运动变速转阀⑧,进给传动变速同样具有预选功能。 5.各移动部件的机动进给和快速移动。
摘要 在当今大规模制造业中,企业为提高生产效率,保障产品质量,普遍重视生产过程的自动化程度,机械手作为自动化生产线上的重要成员,逐渐被企业所认同并采用。机械手的技术水平和应用程度在一定程度上反映了一个国家工业自动化的水平,目前,机械手主要承担着焊接、喷涂、搬运以及堆垛等重复性并且劳动强度极大的工作,工作方式一般采取示教再现的方式。 本文将设计一台四自由度的机械手,主要的功用就是自动换刀。首先,本文将设计机器人的底座、大臂、小臂和机械手的结构,然后选择合适的传动方式、驱动方式,搭建机器人的结构平台;在此基础上,本文将设计该机器人的控制系统,包括数据采集卡和伺服放大器的选择、反馈方式和反馈元件的选择、端子板电路的设计以及控制软件的设计,重点加强控制软件的可靠性和机器人运行过程的安全性,最终实现的目标包括:关节的伺服控制和制动问题、实时监测机器人的各个关节的运动情况、机器人的示教编程和在线修改程序、设置参考点和回参考点。 关键词:机械手,示教编程,伺服,制动
ABSTRACT In the modern large-scale manufacturing industry, enterprises pay more attention on the automation degree of the production process in order to enhance the production efficiency, and guarantee the product quality. As an important part of the automation production line, industrial robots are gradually approved and adopted by enterprises. The technique level and the application degree of industrial robots reflect the national level of the industrial automation to some extent, currently, industrial robots mainly undertake the jops of welding, spraying, transporting and stowing etc. , which are usually done repeatedly and take high work strength, and most of these robots work in playback way. In this paper I will design an industrial robot with four DOFs, which is used to carry material for a punch. First I will design the structure of the base, the big arm, the small arm and the end manipulator of the robot, then choose proper drive method and transmission method, building the mechanical structure of the robot. On this foundation, I will design the control system of the robot, including choosing DAQ card, servo control, feedback method and designing electric circuit of the terminal card and control software. Great attention will be paid on the reliability of the control software and the robot safety during running. The aims to realize finally include: servocontrol and brake of the joint, monitoring the movement of each joint in realtime, playback programming and modifying the program online, setting reference point and returning to reference point. KEY WORDS: robot playback servocontrol brake
本科毕业设计(论文) 题目:数控卧式镗铣床主轴箱变速操纵机构 设计 系别:机电信息系 专业:机械设计制造及其自动化 班级: 学生: 学号: 指导教师: 2013年05月
数控卧式镗铣床主轴箱变速操纵机构设计 摘要 机械行业是运用数控机床最多的,很多企业为了提高自己的生产效率,常常会对机床内部结构进行多方面的改造。社会主义市场经济的发展为我国工业生产创造了条件,在现代一体化生产模式中运用了很多先进的设备。对于数控机床而言,主轴箱是其最为核心的组织结构,整个主轴箱影响着数控机床的变速情况。大部分制造企业在实行技术改造时把重点放在了主轴箱变速器上,这是调整机床运行速度的重点。在设计过程中必须要对主轴箱的每个部件加以控制,这样才能确保数控机床主轴变速性能的良好。 本文对主轴箱变速操纵机构的工作原理进行结构设计和计算分析,利用两个液压油缸,经拨叉带动双联滑移齿轮移动到需要的多个位置。 关键字:数控机床;主轴箱;结构;设计
Mechanism design of CNC horizontal boring and milling machine spindle box transmission control Abstract Machinery industry is the use of CNC machine tools the most, a lot of enterprises to improve their production efficiency, often transform many aspects of the internal structure of machine tool. The society pays attention to the development of the market economy to create the conditions for the industrial production of our country, a lot of advanced equipment for use in the integration of modern production mode. For NC machine tool, the spindle box is the most core structure, the spindle box of CNC machine tool gear case. Most of the manufacturing enterprises in the implementation of technical transformation to focus on the main spindle box transmission, which is the key to adjust the machine running speed. In the design process must each component of the headstock to control, so as to ensure the good performance of NC machine tool spindle speed. In this pear, the working principle of the headstock gear control mechanism on the analysis of the structure design and calculation, using two hydraulic oil cylinders, the shifting fork drives a sliding duplex gear moving to a plurality of positions need. Key Words:CNC machine; machine head; structure; design
数控镗床操作规程 1、操作者必须熟悉本设备结构性能,传动原理以及控制程序,经考试合格取得操作证后方可独立操作。 2、操作者要认真做到“三好”(管好、用好、修好)“四会”(会使用、会保养、会检查、会排除故障)。 3、操作者必须遵守使用设备的“五项纪律”和维护设备的“四项要求”的规定。 4、操作者要随时按照“巡回检查容”的要求对设备进行检查。 5、严格按照设备用油要求进行加油,做到润滑“五定”(定时、定点、定量、定质、定人)。 6、禁止两人或多人同时操作。 7、严禁超负荷、超规使用设备。 8、当设备停机八小时以上,应先启动机床液压润滑5—10分钟,然后再用手动方式运转各运动轴,查看各部运转是否正常;确认运转正常、润滑良好、无任何报警、方能开始工作。 9、工作前应根据工件材质、技术要求、刀具材料合理选择切削用量,正确编写加工程序,核对无误后方能进行试切及工件加工。 10、主轴变档必须在停车状态下进行,如果齿轮位置挂不上,可将电机点动一下,停机后,再进行换档,直到正确。进给变速也应在停车或低速时进行。 11、在开动机床各运动轴时,应注意观察周围环境有无障碍物,确认安全后方能开动。 12、在调整对刀时,刀具距离加工面50mm不得使用快速,应使用手动对刀。 13、当机床各运动轴距离极限位置100mm处,不得再使用快速移动。 14、严禁在切削过程中停止主电机。停止主轴应先停自动走刀,退出刀具,降低转速,方能停车。 15、切削过程中绝不允许测量尺寸、对样板、手摸加工面或将头贴近主轴观察,避免发生人身安全事故。 16、任何情况下禁止用镗杆和方滑枕(花盘)顶撞或校正工件。 17、在工作中应爱护主轴(镗杆),避免碰伤和研伤。在装刀时应将镗杆及附件铣头锥孔、刀具锥面清擦干净,避免研伤。 18、在铣削加工过程中经常注意刀具与工件的紧固情况,刀刃磨钝了,不得继续使用。 19、因切削时间长,热膨胀使镗轴或滑枕移动困难时,不准强行移动。 20、更换刀具时,不应转动主轴。。 21、必须清楚机床“紧急停车按钮”的位置,遇到紧急情况应及时按下“紧急停车按钮”以断开主电源。 22、应经常保持镗杆、方滑枕及立柱裸露导轨清洁,严禁在操作面板、方滑枕、操作室、导轨护板上堆放杂物,不允许踩踏机床护板。 23、高速镗杆一般只用于钻孔,轻铣及铣槽时使用。 24、设备开动时,严禁操作者离开岗位或托人代管。 25、停机前,各轴应低速运动,将镗轴、方滑枕缩回,其他移动部件运行至安全位置。 26、未经许可禁止打开电控柜。 27、注意观察机床稳压柜、电柜空调、油制冷单元、排削装置等辅助设施运行是否正常;及时倒掉制冷设施的冷凝水,避免油质乳化,保持环境整洁。 28、工作中如发生异常情况,如声音不正常,局部温度升高、电流增大、油路不畅通、运动不均匀、指示信号不正常等都应停车检查,如不能判断排除时,应停止使用设备,报告维修人员处理。当设备发生事故时,应保持现场并及时报告公司和设备科。
TX6513AX2数显卧式双面铣镗床 培 训 教 案
TX6513AX2数显卧式双面铣镗床培训教案 课程设计: 教学目的: 通过此次教学,让操作工能掌握双面铣镗床的正确操作方法及日常的设备维护保养方法,并充分了解机械和电气部分的结构特点和性能,以及操作过程中需要注意的一些安全注意事项和容易发生危险的危险源。 重点难点: 1.必须熟悉该设备的基本结构和工作性能; 2.必须熟练掌握本机床的通电、断电过程; 3.要熟知设备的日常维护、保养方法及注意事项; 4.必须掌握操作过程中需要注意的机械及电气方面安全注意事项。 教学过程:(讲课内容) 一、双面铣镗床安全技术操作规程 TX6513AX2数显卧式双面铣镗床安全技术操作规程 1.操作本机床的人员,必须熟悉本机床的结构、性能和使用方法,做好维护 保养工作,并填写日常使用保养记录。 2.机床启动前,禁止非机床人员进入机床移动范围内。机床主轴运转或主 轴换挡摆动时,不要操作松刀开关。机床松刀时,不要进行换挡或主轴运转等操作。
3.任何时候只允许一个人操作机床,且操作者应熟悉本机床室温操作步骤。 决不允许有两个或多个操作者同时操作机床。如果确实需要有两人同时操作机床,那么这两个操作者之间应协调好彼此知道对方在做什么。4.接通电源后,应检查压力表,导轨润滑站,主液压箱,各坐标润滑泵液 压油位。检查油温控制箱是否工作,且工作正常。主要是检查油压,液位,油质,油温。 5.操作机床时,请随时注意避免转台或加工零件与主轴,以及机床附件在 空间产生干涉,操作机床无论在手动方式还是自动方式时,必须清楚明了要移动的轴之间是否会发生干涉,机床每一步的动作是否都确认无误。 6.机床在进给操作前,应先将导轨松开,刀具夹紧。镗轴,铣轴(包括安 装了附件,如平旋盘等等)在转动或要转动前严禁有人在旋转体周围。 操作者必须在站台内,站台门要关闭。 7.如果机床由于电网电源故障停机,必须立即将电柜上的电源总开关(空 气开关)扳到“断开”的位置。 8.将刀具装于主轴锥孔前,必须用干净布仔细擦拭主轴孔和刀柄的推拔前, 以免拉伤主轴锥孔。 9.主轴运转时,决不要试图用手去除铁屑,触摸工件或刀具。否则会造成 严重人身伤害。 10.不要将刀具,测量器具或其他东西(例如手持盒)丢放在机床的移动或 非移动部件上。特别注意工作时,勿将衣服或头发松散,以防止被缠在机床移动部件上。工作时要穿安全鞋。切削加工时,不要试图用手去直接触摸铁屑,更不能用手去除铁屑。 11.加工过程中始终保证工件和刀具是夹紧的。
第一章:刀库故障处理 图1 图2
ATC:刀库端 SPINDLE:主轴端 BP FROM ATC:从ATC至BP初始处 BP from Spindle:从主轴端至BP初始处 ATC rot +:刀库刀链正转 ATC rot -:刀库刀链反转 Hand forhard:刀臂上 Hand backhard:刀臂下 Hand cw/cww:刀臂正传/反转 Tool management:工具管理 当刀库出现故障时,把模式开关切换至JOG模式,按功能键CUSTOM1按键进入control ATC画面如图3 图3
1:启动active control,信号指示灯为绿灯 图4 2:当刀臂上有刀具时,应先把刀具先还回刀库,把刀臂至于初始位置 3:按软键tool management,进入工具管理画面
图5 按编辑软键修改管理表 编辑完成后按结束保存 4:当刀库刀号与实际刀号不一致时,修改参数D556 5:将D560—D572设置为0
第二章网络传输 软件FTP Server 3.1 lite 端口:CD38A I/O频道=9 网线:交叉线 注意关闭电脑防火墙 直通线:两端线序一样,从左至右线序是:白橙,橙,白绿,蓝,白蓝,绿,白棕,棕。 交叉线:一端为正线的线序,另一端为从左至右:白绿,绿,白橙,蓝,白蓝,橙,白棕,棕。 568A 白绿/绿/白橙/蓝/白蓝/橙/白棕/棕 568B 白橙/橙/白绿/蓝/白蓝/绿/白棕/棕 设置机床IP地址及网关 公共(COMMON)画面 设置机床IP地址:192。168。133。20 子关掩码:255。255。255。0
数控卧式镗铣床刀库机械手回转与装卸刀机构设计 摘要 数控卧式镗铣床是一种具有自动换刀装置和任意分度数控转台的数字控制机床,工件在一次装夹后能自动完成几个侧面的多种工序的加工。数控卧式镗铣床刀库机械手回转与装卸刀机构用于主轴和刀库间的装刀与卸刀操作。良好的结构设计能够实现刀库与机床主轴之间刀具的快速装卸,提高机床的工作效率。镗铣床主要是刀具在工件上加工已有预制孔的机床。通常,刀具旋转为主运动,刀具或工件的移动为进给运动。它主要是用来加工高精度孔或一次定位完成多个孔的精加工,此外还可以从事与孔精加工有关的其他加工面的加工。自动换刀装置是数控加工中心在工件的一次装夹中实现多道工序加工不可缺少的装置,主要由刀库、机械手和驱动装置几部分组成。 关键字:卧式镗铣床;自动换刀装置;回转机构;装卸刀装置
CNC horizontal boring and milling machine tool storage manipulator rotary knife with loading and discharging mechanism design Abstract CNC horizontal boring and milling machine is a kind of digital control machine tools, automatic tool changer and arbitrary indexing NC rotary table machining of the workpiece in a fixture can automatically complete the side of a variety of processes. CNC horizontal boring and milling machine magazine robotic swing and handling knife institutions for the loading the knife and unloading knife operation between the spindle and magazine. The good structure designed to achieve rapid loading and unloading of the tool between the magazine and the machine tool spindle to improve the efficiency of the machine. Boring and milling machine is a machine tool on the workpiece processing has been pre-hole. Typically, the rotation of the tool main movement, the movement of the tool or workpiece feed movement. It is mainly used to process high-precision holes or location to complete the finishing of a plurality of apertures, in addition to in the hole finishing machining surface processing. The automatic tool changer CNC machining centers in the workpiece clamping device, multi-channel processes indispensable mainly by the magazine, robots and drives several parts. Keywords:horizontal boring and milling machine;automatic tool changer;rotating mechanism;loading and unloading knife device
数控卧式铣镗床 1.遵守铣镗床一般安全操作规程。按规定穿戴好劳动保护用品。2.检查操作手柄、开关、旋钮、夹具机构、液压活塞的联结是否处在正确位置,操作是否灵活,安全装置是否齐全、可靠。 3.检查机床各轴有效运行范围内是否有障碍物。 4.严禁超性能使用机床,按工件材料选用合理的切削速度和进给量。5.装卸较重的工件时,必须根据工件重量和形状选用合理的吊具和吊装方法。 6.主轴转动,移动时,严禁用手触摸主轴及安装在主轴端部的刀具。7.更换刀具时,必须先停机,经确认后才能更换,更换时应该注意避免刀刃的伤害。三维|cad|机械|汽车|技术|catia|pro/e|ug|in 8.禁止踩踏设备的导轨面及油漆表面或在其上面放置物品。严禁在工作台上敲打或校直工件。三维,cad,机械,技术,汽车,catia,p 9.对新的工件在输入加工程序后,必须检查程序的正确性,模拟运行程序是否正确,未经试验不允许进行自动循环操作,以防止机床发生故障。三维|cad|机械|汽车|技术|catia|pro/e|ug|invento 10.使用平旋径向刀架单独切削时,应先把镗杆退回至零位,然后在MDA方式下用M43换到平旋盘方式,若U轴要移动,则须确保U轴手动夹紧装置已经松开。 11.在工作中需要旋工作台(B轴)时,应确保其在旋转时不会碰到机床的其它部件,也不能碰到机床周围的其它物体。 12.机床运行时,禁止触碰旋转的丝轴、光杆、主轴、平旋盘周围,
操作者不得停留在机床的移动部件上。三维,cad,机械,技术,汽车13.机床运转时操作者不准擅自离开工作岗位或托人看管。; u. n; I+ 14.机床运行中出现异常现象及响声,应立即停机,查明原因,及时处理。 15.当机床的主轴箱,工作台处于或接近运动极限位置,操作者不得进入下列区域:https://www.doczj.com/doc/6015559889.html,( X6 v8 H/ k3 H (1)主轴箱底面与床身之间; (2)镗轴与工作之间;三维网技术论坛1 B5 U% s2 D3 o7 v, t0 d) (3)镗轴伸出时与床身或与工作台面之间;三维|cad|机械|汽车|(4)工作台运动时与主轴箱之间; (5)镗轴转动时,后尾筒与墙、油箱之间; (6)工作台与前主柱之间;https://www.doczj.com/doc/6015559889.html,7 ^4 \. G. @5 t (7)其他有可能造成挤压的区域;l, h" W3 R [% y! q) U) a/ G 16.机床关机时,须将工作台退至中间位置,镗杆退回,然后退出操作系统,最后切断电源。三维网技术论坛, H, q
数控卧式镗铣床自动换刀机械手的设计 目录 摘要 (1) 关键词 (1) Abstract (1) Key words (1) 引言 (2) 1 材料与方法 (2) 1.1 机械手的发展现状 (2) 1.2 课题的构想与思路 (3) 1.3 设计的主要内容 (3) 1.4 要解决的计算部分 (4) 2 总体方案设计 (4) 2.1 位置检测与定位方式 (4) 2.2 缓冲方式 (4) 2.3 换刀机械手与驱动装置的研究 (4) 2.4 刀库结构 (4) 2.5 智能型控制系统的研究 (4) 3 机械结构设计 (5) 3.1 自动换刀机械手的组成和配置 (5) 3.2 自动换刀机械手升降(即手架升降)机构 (5) 3.3 自动换刀机械手的滑座伸缩和手架回转运动机构 (6) 3.4 装、卸刀手手臂和手部结构 (7) 4 液压系统设计 (8) 5 PLC控制系统设计 (10) 5.1 PLC的介绍 (10) 5.2 PLC的结构及基本配置 (11) 5.2.1 CPU的构成 (11) 5.2.2 IO模块 (12) 5.2.3 电源模块 (12) 5.2.4 板底或机架 (12) 5.2.5 PLC的外部设备 (12) 5.3 自动换刀过程 (12)
菏泽学院本科毕业设计(论文) 总结 (16) 参考文献 (18) 致谢 (19)
数控卧式镗铣床自动换刀机械手的设计 机械电子工程专业学生韦忠爽 指导教师杨桂林 摘要:工业机械手又称通用自动机械手,是一种“独立”的可变程序的自动机械手。它是在五十年代末期出现,近年来才迅速发展起来的重要自动化装置,现已成为实现工业自动化的一种重要手段。工业机械手已应用在机械制造的多种工艺中以代替人工,并成为机械加工人员所需掌握的生产工具。近年来随着工业自动化的发展机械手逐渐成为一门新兴的学科,并得到了较快的发展。机械手广泛地应用于锻压、冲压、铸造、焊接、装配、机加、喷漆、热处理等各个行业。特别是在笨重、高温、有毒、危险、放射性、多粉尘等恶劣的劳动环境中,机械手由于其显著的优点而受到特别重视。总之,机械手是提高劳动生产率,改善劳动条件,减轻工人劳动强度和实现工业生产自动化的一个重要手段,国内外都很重视它的应用和发展。传动主要分为机械传动,流体传动和电传动三类。作为机械手的辅助运行机构,它决定了机械手的使用范围和实用性,有着十分重要的作用。 关键词:卧式镗床;自动换刀;机械手 The Design of CNC Horizontal Boring and Milling Machine Automatic Tool Changing Manipulator Student majoring in Mechanical and Electronic Engineering Li Zenglei Tutor Yang Guilin Abstract:Industrial robots and general automatic robot, it is a kind of "independent" variable automatic robot. It is late in the 1950s, in recent years to rapidly develop automation equipment, important industrial automation is a kind of important means. Industrial robots used in various mechanical manufacturing process to replace artificial and become mechanical processing personnel of master production tools.In recent years, with the development of industrial automation gradually become a new robot of disciplines, and the rapid development. Manipulator is widely used in forging, stamping, molding, welding, assembling, machining, paint, . Anyhow, manipulator is to improve labor productivity, improve working conditions, reduce labor intensity and realize the automation of industrial production, and is an important means to to the