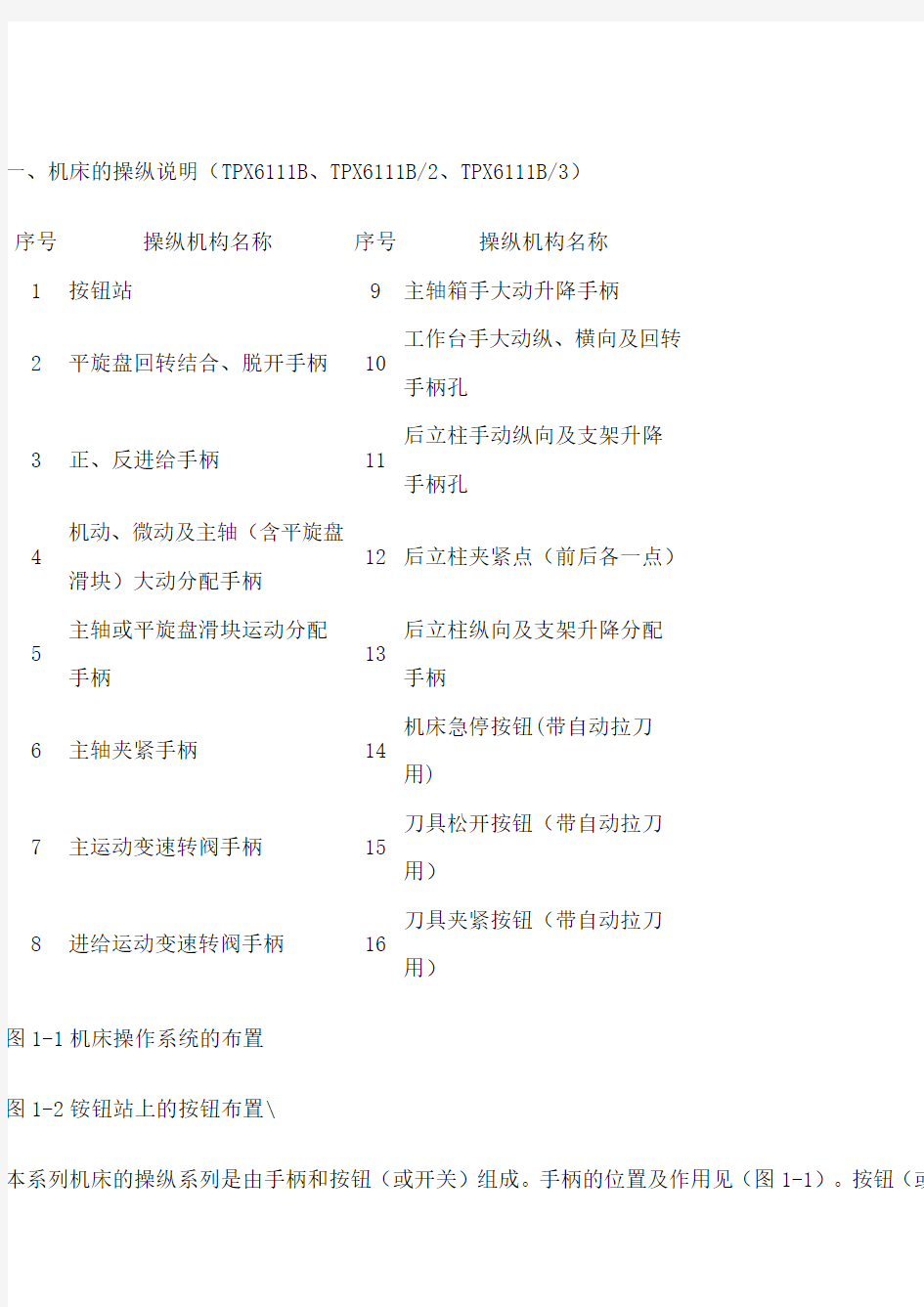
一、机床的操纵说明(TPX6111B、TPX6111B/2、TPX6111B/3)
序号操纵机构名称序号操纵机构名称
1 按钮站9 主轴箱手大动升降手柄
2 平旋盘回转结合、脱开手柄10
工作台手大动纵、横向及回转
手柄孔
3 正、反进给手柄11
后立柱手动纵向及支架升降
手柄孔
4
机动、微动及主轴(含平旋盘
滑块)大动分配手柄
12 后立柱夹紧点(前后各一点)
5
主轴或平旋盘滑块运动分配
手柄13
后立柱纵向及支架升降分配
手柄
6 主轴夹紧手柄14
机床急停按钮(带自动拉刀
用)
7 主运动变速转阀手柄15
刀具松开按钮(带自动拉刀
用)
8 进给运动变速转阀手柄16
刀具夹紧按钮(带自动拉刀
用)
图1-1机床操作系统的布置
图1-2铵钮站上的按钮布置\
本系列机床的操纵系列是由手柄和按钮(或开关)组成。手柄的位置及作用见(图1-1)。按钮(或
开关)布置在悬挂按钮站上,其位置和作用见(图1-2)。
本系列机床各移动部件的运动之间设有电---液互锁功能,本机床工作中,只允许一个部件移动,并且只允许使用一种移动方式(手动、机动、快速)。在各移动部件中,主轴箱的升降,工作台的纵横向及工作台的回转运动和夹紧装置就自动松开,而没有被分配的各项运动均处于夹紧状态。为了提高机床的功能,机床镗轴的轴向移动,TPX6111B、TPX6111B/2、TPX6111B/3型的平旋盘滑块的径向移动不设自动夹紧的互锁,而采用手动夹紧的形式,操纵机床时应注意它的正确使用。下面介绍一下机床的操纵方法:
1.接通电源。用钥匙打开按钮站(图1-2)上的钥匙开关⑦,电源指示灯①亮,此时表示机床电源已经接通可以工作了.
2.主轴旋转运动的操纵,按(图1-2)中的按钮⑤或⑾,就可相应得到主轴正向或反向连续旋转运动。当按(图1-2)中的按钮⒁或⒀时就可相应得到主轴正向或反向的点动旋转。
3.TPX6111B、TPX6111B/2、TPX6111B/3型的平旋盘旋转运动的操纵。将(图1-1)中手柄②置于平旋盘旋转结合的位置,然后按(图1-2)中的按钮⑤或⑾就可相应得到平旋盘正向或反向连续旋转运动。当按(图1-2)中的按钮⒁或⒀时就可相应得到平旋盘正向或反向的点动旋转。在平旋盘的旋转中,如果不需要主轴同转,在上述操作之前,应将(图1-1)中的主变速转阀⑦置于0转。按(图1-2)中的变速执行按钮②变速结束后即达到此目的。
4.主传动变速和进给传动变速的操纵
(1).主传动变速操纵。当需要变换主传动转速时,首先将(图4-1)中主运动变速转阀⑦转至所需转速位置,然后按(图1-2)中变速执行按钮②,几秒钟后即可得到所需的转速。在机床的使用中,还可对主传动的转速进行预选。其方法是:在机床工作时,就把下一工步需要的主传动变速选好,也就是旋转主运动变速转阀至下一工步需要的转速,当需要变速时,再按变速执行按钮②。
(2).进给传动变速的操纵、操作方法与主传动变速操纵基本相同,主要区别是:选择进给量时,要转动图1-1中进给运动变速转阀⑧,进给传动变速同样具有预选功能。
5.各移动部件的机动进给和快速移动。
(1).主轴的机动进给和快速移动。当需要主轴机动进给时,首先将图1-1中手柄④置于最外边,再将图1-1中手柄⑤置于主轴进给结合位置,然后将手柄③置于正、反向进给位置,即可使主轴获得正、反向机动进给。当需要主轴作快速移动时,只需在上述操作的基础上,将进给手柄③置在中间位置,再按动按钮站(图2-1)上的正、负向快速铵钮③、④按钮即可获得主轴的正、负向快速移动。
(2).TPX6111B、TPX6111B/2、TPX6111B/3型平旋盘滑块的机动进给和快速移动。当需要平旋盘滑块作机动进给快速移动时,其操作过程与主轴的机动进给和快速移动类似。不同的是要将图1-1中的手柄⑤置于平旋盘滑块进给结合的位置上。
(3).主轴箱、工作台纵向、横向的机动进给和快速移动。这三项运动的机动进给的操纵程序是,首先图1-1中的手柄④置于中间位置(主轴、平旋盘滑块手大动位置),再将图1-1中的手柄③置于正、反向进给位置,当按动按钮站上(图2-1)的按钮⑩即可获得主轴箱的机动进给,当按动按钮站上的按钮⑨即可获得工作台的纵向机动进给,当按动按钮站上的按钮⑧即可获得工作台的横向机动进给。这三项运动的快速移动的操纵程序是,把图1-1中的手柄④置于中间位置,将图1-1中的手柄③置于中间位置,按动按钮站上的按钮⑩⑨⑧任一按钮(选择其中一项)再按按钮站上的正、负快速按钮③④即可获得三项运动的快速移动。
(4).工作台的快速回转的操纵。工作台的快速回转的操纵方法同主轴箱、工作台纵向、横向的快速移动的操作方法。注意:工作台没有机动进给。
6.各移动部件的手动操纵
(1).手微动。
主轴(或平旋盘滑块)的手微动:将图1-1中手柄④置于最里边,再将图1-1中的手柄⑤;置于主轴(或平旋盘滑块)的进给位置,转动图1-1中手柄④即可实现。
主轴箱、工作台的纵、横向及工作台的回转四项运动的手微动:将图1-1中手柄④仍置于最里边,再将图4-1中的手柄⑤置于0位上,选择四项运动中的任意一项(按图1-2中铵钮⑧⑨⑩⑿任意一个),当转动图1-1中手柄④即可实现四项运动中的任意一项的手微动。注意:各移动部件做手微动时,要将图1-1中手柄③置于中间位置。
(2).手大动。将图1-1中手柄④置于中间位置,并转动便可获得主轴(或平旋盘滑块)的手大动。将专用长手柄(随机附件)插入图1-1中的手柄孔⑨并转动之,可获得主轴箱的手大动。将专用短手柄(随机附件)插入图1-1中手柄孔⑩并转动之,即可获得工作台纵、横向及工作台回转的手大动。注意:上述手大动操作时,应将图1-1中手柄③置于中间位置,并事先按图1-2中的按钮⑧或⑨⑩⑿选择其中一项运动。
(3).后立柱纵向和后立柱支架的手动。将专用长手柄(随机附件)插入图1-1中手柄孔⑾并转动即可获得后立柱纵向和后立柱支架的手动,扳动图1-1中⒀时就可选择其中一项运动。
(4).各移动部件手移动的数值:
图1-1中的手柄④上装有两个刻度盘,大刻度盘为主轴(或平旋盘滑块)手大动之用,公制刻度盘每一格为1mm,每1转一周为200mm,英制刻度盘每一格为0.04英寸,每转一周为8英寸。小刻度盘为各移动部件手微动时用,公制刻度盘每一格为0.01mm,每转一周为0.5mm,英制刻度盘每格为0.0004英寸,每转一周为0.02英寸。
图1-1中的手柄孔⑨上的刻度盘,公制一格为0.05毫米,转一周为8毫米,英制一格为0.002英寸,
每转一周为0.3英寸。
图1-1中的手柄孔⑩上的刻度盘一格为0.05毫米,转一周为4毫米。
工作台下部圆周处设有刻度,作为工作台粗分度之用,一格为1度,一周为360度。
7.带有自动装卸刀的机床卸刀时,按图1-1中的松开按扭⒂,刀具可以从主轴上卸下;装刀时将刀具插入主轴锥孔后,按图1-1中的夹紧按钮⒃,刀具自动锁紧。
8.机床的急停
当机床发生意外情况时,可按图1-2中的急停按钮⒅或按图1-1中的急停按钮14使全台机床断电。当需要重新开动机床时,必须将电源手柄拉到断开位置,然后再推到接通位置,方可继续操纵。
二、安全规程(TPX6111B、TPX6111B/2、TPX6111B/3)
1.全面了解机床性能,自觉遵守机床的各种操作说明是实现机床无故障工作的前提条件。因此,我
们特别强调的是,机床在操作及维修前,要认真阅读产品说明书。说明书是机床的重要组成部分,
能帮助了解掌握机床结构性能。安全操作规范和机床上所有“警告标牌”的内容,严格按要求操作,
否则会造成人身伤亡事故。
2.机床的安装、操作、保养、检修要经过专门培训过的专业人员按照使用说明书中规定的步骤进行。
3.操作者使用机床时,要穿好劳动保护服,禁止穿宽松外衣,佩戴各种饰物,以避免事故的发生。
4.开动机床前检查各部件的安全防护装置和周围工作环境,各移动部件的限位开关是否起作用,在
行程范围内是否畅通,是否有障碍物,是否能保证机床在任何时候都具有良好的安全状况。
5.工作进行中不要触摸旋转的刀具。进行测量、调整、维修和清洁时必须停机,不然会导致偶然事
故的发生。对电机等电气件要经常打扫积尘,以免防碍通风(禁止使用压缩空气清扫机床)。
6.操作及维修人员在机床运转中应注意:不允许将身体任何部位靠近或置于旋转移动部件;机床运
转时严禁打开防护门或任何护盖;工作和切削刀具必须夹持牢固;不许超负荷工作等。
7.接通电源前必须做好相关的安全检查工作,了解各开关功能。打开电柜门,护盖门或维修前必须
切断或锁住电源,如需带电维修时,必须由专门培训的专业人员进行。
8.机床工作环境周围禁止堆放易燃物品,切削运转时严禁使用容易燃烧的冷却液。工作结束后必须
切断机床总电源,避免无人照管时有着火的危险。
9.机床工作过程中,要远离移动部件。
10.预防噪声危害,进行噪声控制,可以采取安装隔离机罩和防噪声休息室等。
11.安全标牌及位置
图2.1安全标牌种类
图2.2安全标牌位置
三、机床的保养和润滑(TPX6111B、TPX6111B/2、TPX6111B/3)
图3-1
图3-2
1.主轴箱内部齿轮及轴承润滑的润滑油来自尾部箱的齿轮泵。为检查供油情况在主轴箱正面上方设有视油窗。在主轴箱与尾部箱结合的平面上设有油标。当需注油时,取下尾部箱顶盖,即可注油。
2.尾部箱的润滑油来自设在主轴箱中的管式分油器。尾部箱的油池与主轴箱相通。
3.快速箱内部的润滑采用飞溅润滑形式。在快速箱的上部设有油标尺孔用来测量油位,油标尺上的上、下两条刻线各为最高、最低油位的界线。油标尺孔也是注油孔。
4.上、下滑座、回转工作台内部及各处导轨(不含后立柱部分)的润滑是由安装在下滑座后面的定量润滑泵提供润滑油。定量泵上设有注油孔及油标。其原理见(图3-1)。下滑座前端齿轮箱为飞溅润滑,侧面设有油标及注油孔。
5.后立柱滑座和刀杆支架在移动前进行人工润滑。
6.其它各部润滑按(图3-1)或按机床尾部箱处的润滑标牌进行。
7.每月检查滤油器滤芯并根据情况需要更换,保证油液净化精度范围在10~40μm
四、常见问题与维修(TPX6111B、TPX6111B/2、TPX6111B/3)
机床调整的正确与否对机床的精度、性能、寿命影响很大,尤其对被加工工件的质量起着决定性作用,因此,必须按下面所介绍的方法正确地调整机床。
图4-1TPX6111B主轴结构图
图4-27:2450#主轴结构图
图4-3平旋盘滑块传动简图
图4-4保险结合子简图
图4-5快速保险机构简图
图4-6机床夹紧器装置
1.平旋盘主轴轴承的调整
TPX6111B、TPX6111B/2、TPX6111B/3型莫氏6#主轴结构如(图4-1)所示,7:24-50#主轴结构如(图4-2)所示。当平旋盘主轴的圆锥滚子轴承磨损后,需要调整时,首先拆下主轴箱前面的盖子,再拧下防松螺钉③,重新调整螺母①,调整好后,转动螺母②,使螺母②的螺钉与锁紧螺母①的螺钉孔对正后重新拧紧防松螺钉③即可。
2、主轴轴承的调整
当空心主轴的圆锥滚子轴承磨损后,需要调整时,首先拆下尾筒上盖。然后参照(图4-1),拧下防松螺钉⑥,重新调整锁紧螺母④,调整好后转动螺母⑤,使螺母⑤的螺孔与锁紧螺母④的螺纹孔对正后,重新拧紧防松螺钉⑥即可。
3.平旋盘滑块传动间隙的调整.
参照(图4-3),首先拆下螺钉①,②再将堵③拆下,拧下锁紧螺杆④,旋转调整螺杆⑤推动压套⑥,表针轴承⑦、轴承座⑧及推力轴承⑨,压紧螺杆⑩,使螺杆⑩、⑾与齿条⑿间的间隙得以消除,调整后,再把所拆下的各零件重新装好即可。
4.进给保险结合子的调整。(参看图4-4)
将主轴箱前端罩盖上的进给保险结合子调整标示牌①拆下,将锁紧螺母②拧松,然后拧动螺钉③就可使弹簧压缩或伸张。
调整到什么程度才算合适,有两种检查方法。
其一、用压力计在工作台上装一工件,用工作台进给,当压力计指在12250N以内,机床保险装置应能正常工作;当压力计指在16600N以上时,保险装置应能脱开,起到保险作用。
其二、切削法检验。在工作台上装一铸铁件,硬度HB150-180用高速钢Φ50钻头钻孔,主轴转速为50转/分,用工作台进给,进给量为0.31毫米/转(0.0123寸/转)机床正常工作,如果进给量为0.50毫米/转(0.0197寸/转)机床保险装置脱开。
调整后将锁紧螺母②拧紧即可。
5.快速移动机构保险装置的调整(参看图4-5)
将床身上的铁皮盖揭开,拧动调整螺母①,压缩或伸长弹簧②,达到工作台上放2500公斤重量,对于加大载荷的工作台上放3000公斤重量,然后快速移动工作台,保险装置能拖动,再继续加重量,保险装置的摩擦片③出现打滑现象为适宜。
6.上、下滑座及主轴箱夹紧装置的调整(参看图4-6)
首先将调整螺钉③和②松开,然后使夹紧器处于夹紧状态;重新调整夹紧螺钉②,使净加紧力矩达到要求,用本机床的专用手摇把作为力臂,分别摇动各部夹紧力。使夹紧力达到要求后,将夹紧器处于松开状态,检查弹簧板应能活动,然后再将防松螺钉紧固即可。
机床结构爆炸图
机床外观MACHINEAPPERANCE
部别GROUP00
插图号FIGNo00-01
图上序号POSITIONNo
部别
GROUPNo
名称
DESCRIPTION
数量Q’TY附注
REMARKS
TPX6213
1 2 3 4 5 10
12
13
20
21
床身快速箱
BODY
立柱
COLMN
滑座
1
1
1
1
1
6 7 8 9
10
11 22
24
25
26
27
29
SADLE
主轴箱
SPINDLEBOX
主运动
SPINDLECHANGEMECHANISM
进给箱
FEEDBOX
变速操纵
CHANGEOPERATING
MECHANISM
主轴结构
SPINDLEMECHANISM
平旋盘
FACING-HEAD
手轮
HANDDLEPULLET
尾部箱
BACKBOX
1
1
1
1
1
1
机床外观MACHINEAPPERANCE 部别GROUP00
插图号FIGNo00-01
图上序号POSITIONNo
部别
GROUPNo
名称
DESCRIPTION
数量Q’TY附注
REMARKS
TPX6213
1 2 3 TX6211
-10101
TX6211
床身
BODY
齿条
1
4
2
4 -10332
TX6211
-10102
TX6211
-10301
RACK
油槽
OILCHANNEL
限位块
BLOCK
2
立柱COLMN
部别GROUP12
插图号FIGNo12-01
图上序号POSITIONNo
件号
PARTNo
名称
DESCRIPTION
数量Q’TY附注
REMARKS
TPX6213
1 2 3 4 5 6 7 8 9
10
11
12
TPX6213-12302
TPX6213-12303
T6113-10316
55X100X23;7211
T6113-10111
T6113-10324
TPX6213-12306
T6113-10310
T6113-10108
40X80X18;208
T6113-10309
TPX6213-12305
顶盖
COVER
焊接前立柱顶盖
COLMNTOPCOVER
盖
COVER
轴承
BEARING
轴承座
BEARINGFRAME
盖
COVER
丝杠
SCREWBAR
盖
COVER
1
1
1
2
1
1
1
1
1
2
1
1
BEARINGFRAME
轴承
BEARING
盖
COVER
丝杠SCREWBAR
图上序号POSITIONNo
件号
PARTNo
名称
DESCRIPTION
数量Q’TY附注
REMARKS
TPX6213
13
14
15
16
17
18
19
20
21
22
23
24
TPX6213-12331
TPX6213-12902
TPX6213-12329
TPX6213-12902
TPX6213-12103A
TPX6213-12101A
TPX6213-12304
TPX6213-12106
30X72X19;306
T6113-10110
T6113-10315
T6113-10314
滚轮体
PULLET
胶圈
RUBBERRING
滚轮轴
SHAFT
盖
COVER
重锤
BALANCEHUM
立柱
COLMN
角钢
GUIDE
滑轮架
PULLETFRAME
8
8
8
8
1
1
2
1
4
2
2
4
BEARING
滚轮体
PULLET
滚轮轴
SHAFT
套
SLEEVE 滑座SADDLE
部别GROUP13
插图号FIGNo13-01
图上序号POSITIONNo
件号
PARTNo
名称
DESCRIPTION
数量Q’TY附注
REMARKS
TPX6213
1 2 3 4 5 6 7 8 9
10
11 TPX6213-13386
TPX6213-13127
TPX6213-13318
TPX6213-13116
TPX6213-13384
TPX6213-13385
TPX6213-13382
TPX6213-13143
TPX6213-13375
TPX6213-13144
TPX6213-13101
盖
COVER
盖
COVER
盖
COVER
盖
COVER
盖
COVER
盖
COVER
盖
1
1
1
1
10
1
1
6
3
2
1
压板
BLOCK
支架
FRAME
镶条
BLOCK
滑座
SADDLE 滑座SADDLE
部别GROUP13
插图号FIGNo13-02
图上序号POSITIONNo
件号
PARTNo
名称
DESCRIPTION
数量Q’TY附注
REMARKS
TPX6213
1 2 3 4 5 6 7 8 9 10 TPX6213-13112
TPX6213-13102
TPX6213-13103
TPX6213-13105
TPX6213-13104
TPX6213-13106
TPX6213-13337
TPX6213-13338
TPX6213-13123
TPX6213-13122
盖
COVER
分配箱体
DISTRIBUTIONBOX
盖
COVER
盖
COVER
蜗轮箱体
WORMBOX
快速支架
SPEEDFRAME
2
1
1
1
1
1
1
1
1
1
导油管OILTUBE
套SLEEVE 支架FRAME
堵BLOCK
产品展示:CNC 卧式镗铣加工中心 >> BMC-110R 系列 CNC 卧式镗铣床 BMC-110R1双工位
详细信息: 详细信息: 台湾远东机械工业股份有限公司 CNC 卧式镗铣床 BMC-110R1APC
双工作台
● 本機主要結構件,皆採用高級米漢納鑄鐵。 ● 具有 X、Y、Z、W 四軸控制,可同時四軸控制。 ● 選購加裝自動刀具交換系統(ATC), 本機即可輕易提昇為加工中心 機。 ● X、Y、Z 軸附電子尺,構成閉迴路控制系統。 ● 強勁油壓系統,確保工作台鎖緊牢固。 ● 工作台採程式控制,自動迴轉至每90度定位,適合各種加工需求。 ● 標準配備 FANUC 控制器。 ● 主軸延伸襯套(選配),提升深孔加工鋼性。
規格說明 行程 工作台橫向行程 主軸箱上下行程 工作台縱向行程 尺寸 最大荷重 快速進給率 行程(W) 直徑 錐度 刀柄錐度 拉緊螺栓 銑削主軸直徑 1400 mm 1400 mm 1100 mm 1100 X 1100 mm 3000 kg 1 rpm 500 mm ? 110 mm ISO 50 BT 50 MAS II (MAS I*) 225 mm
工 作 台
主軸
馬達<連續/30分> 低速轉速 高速轉速 刀具容量 最大刀具直徑 最大刀長 允許最大刀具重量 換刀時間 X軸 Y軸 Z軸 W軸 控制軸數 同時控制軸數 X、Y、Z 軸 W軸 佔地面積 高 機器重量 荷電量 0-4000 mm/min X/Y/Z(選配) FANUC ? 規格若有改,恕不另行通知?
22/26kW 8-765 rpm 766-2500 rpm 32 / 60 / 90 PCS 120 / 250 mm 400 mm 15/25/25 kg 15 sec 6 (α40/3000i) kW 7 (α30/3000i) kW 6 (α40/3000i) kW 4 (α22/3000i) kW 4 (5 for 21iM) 3 (4 for 21iM) 10 m/min 4 m/min 4160 x 7000mm 3370mm 20000kg 55KVA
刀具自動 交換裝置
伺服馬達
控制器 快速移動 速率
外觀尺寸
各軸向進 給率 電子尺 控制系統 其他說明
卧式镗铣床 1.镗床的定义:主要用镗刀对工件已有的预制孔进行镗削的机床。通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动。它主要用于加工高精度孔或一次定位完成多个孔的精加工,此外还可以从事与孔精加工有关的其他加工面的加工。使用不同的刀具和附件还可进行钻削、铣削、切它的加工精度和表面质量要高于钻床。镗床是大型箱体零件加工的主要设备。螺纹及加工外圆和端面等。 镗床分为卧式镗铣床、落地镗铣床、金刚镗床和坐标镗床等类型(见彩图)。①卧式镗床:应用最多、性能最广的一种镗床,适用于单件小批生产和修理车间。②落地镗床和落地镗铣床:特点是工件固定在落地平台上,适宜于加工尺寸和重量较大的工件,用于重型机械制造厂。③金刚镗床:使用金刚石或硬质合金刀具,以很小的进给量和很高的切削速度镗削精度较高、表面粗糙度较小的孔,主要用于大批量生产中。④坐标镗床:具有精密的坐标定位装置,适于加工形状、尺寸和孔距精度要求都很高的孔,还可用以进行划线、坐标测量和刻度等工作,用于工具车间和中小批量生产中。其他类型的镗床还有立式转塔镗铣床、深孔镗床和汽车、拖拉机修理用镗床等。 卧式镗铣床 卧式镗床是镗床中应用最广泛的一种。它主要是孔加工,镗孔精度可达IT7,表面粗糙度Ra值为1.6-0.8um.卧式镗床的主参数为主轴直径。
镗轴水平布置并做轴向进给,主轴箱沿前立柱导轨垂直移动,工作台做纵向或横向移动,进行镗削加工。这种机床应用广泛且比较经济,它主要用于箱体(或支架)类零件的孔加工及其与孔有关的其他加工面加工。 坐标镗床 坐标镗床是高精度机床的一种。它的结构特点是有坐标位置的精密测量装置。坐标镗床可分为单柱式坐标镗床、双柱式坐标镗床和卧式坐标镗床。 163b型单柱坐标镗床 有精密坐标定位装置的镗床,它主要用于镗削尺寸、形状、特别是位置精度要求较高的孔系,也可用于精密坐标测量、样板划线、刻度等工作。 单柱式坐标镗床:主轴带动刀具作旋转主运动,主轴套筒沿轴向作进给运动。特点:结构简单,操作方便,特别适宜加工板状零件的精密孔,但它的刚性较差,所以这种结构只适用于中小型坐标镗床。 双柱式坐标镗床:主轴上安装刀具作主运动,工件安装在工作台上随工作台沿床身导轨作纵向直线移动。它的刚性较好,目前大型坐标镗床都采用这种结构。双柱式坐标镗床的主参数为工作台面宽度。 卧式坐标镗床:工作台能在水平面内做旋转运动,进给运动可以由工作台纵向移动或主轴轴向移动来实现。它的加工精度较高。 金刚镗床
一、机床的操纵说明(TPX6111B、TPX6111B/2、TPX6111B/3) 序号操纵机构名称序号操纵机构名称 1按钮站9主轴箱手大动升降手柄 2平旋盘回转结合、脱开手柄10工作台手大动纵、横向及回转手柄孔 3正、反进给手柄11后立柱手动纵向及支架升降手柄孔 机动、微动及主轴(含平旋盘滑块)大 4 12后立柱夹紧点(前后各一点)动分配手柄 5主轴或平旋盘滑块运动分配手柄13后立柱纵向及支架升降分配手柄 6主轴夹紧手柄14机床急停按钮(带自动拉刀用) 7主运动变速转阀手柄15刀具松开按钮(带自动拉刀用)
8进给运动变速转阀手柄16刀具夹紧按钮(带自动拉刀用)图 1-1 机床操作系统的布置 图1-2 铵钮站上的按钮布置\
本系列机床的操纵系列是由手柄和按钮(或开关)组成。手柄的位置及作用见(图1-1)。按钮(或开关)布置在悬挂按钮站上,其位置和作用见(图1-2)。 本系列机床各移动部件的运动之间设有电---液互锁功能,本机床工作中,只允许一个部件移动,并且只允许使用一种移动方式(手动、机动、快速)。在各移动部件中,主轴箱的升降,工作台的纵横向及工作台的回转运动和夹紧装置就自动松开,而没有被分配的各项运动均处于夹紧状态。为了提高机床的功能,机床镗轴的轴向移动, TPX6111B、TPX6111B/2、TPX6111B/3型的平旋盘滑块的径向移动不设自动夹紧的互锁,而采用手动夹紧的形式,操纵机床时应注意它的正确使用。下面介绍一下机床的操纵方法: 1.接通电源。用钥匙打开按钮站(图1-2)上的钥匙开关⑦,电源指示灯①亮,此时表示机床电源已经接通可以工作了. 2.主轴旋转运动的操纵,按(图1-2)中的按钮⑤或⑾,就可相应得到主轴正向或反向连续旋转运动。当按(图1-2)中的按钮⒁或⒀时就可相应得到主轴正向或反向的点动旋转。 、TPX6111B/2、TPX6111B/3型的平旋盘旋转运动的操纵。将(图1-1)中手柄②置于平旋盘旋转结合的位置,然后按(图1-2)中的按钮⑤或⑾就可相应得到平旋盘正向或反向连续旋转运动。当按(图1-2)中的按钮⒁或⒀时就可相应得到平旋盘正向或反向的点动旋转。在平旋盘的旋转中,如果不需要主轴同转,在上述操作之前,应将(图1-1)中的主变速转阀⑦置于0转。按(图1-2)中的变速执行按钮②变速结束后即达到此目的。 4.主传动变速和进给传动变速的操纵 (1).主传动变速操纵。当需要变换主传动转速时,首先将(图4-1)中主运动变速转阀⑦转至所需转速位置,然后按(图1-2)中变速执行按钮②,几秒钟后即可得到所需的转速。在机床的使用中,还可对主传动的转速进行预选。其方法是:在机床工作时,就把下一工步需要的主传动变速选好,也就是旋转主运动变速转阀至下一工步需要的转速,当需要变速时,再按变速执行按钮②。 (2).进给传动变速的操纵、操作方法与主传动变速操纵基本相同,主要区别是:选择进给量时,要转动图1-1中进给运动变速转阀⑧,进给传动变速同样具有预选功能。 5.各移动部件的机动进给和快速移动。
TX6513AX2数显卧式双面铣镗床 培 训 教 案
TX6513AX2数显卧式双面铣镗床培训教案 课程设计: 教学目的: 通过此次教学,让操作工能掌握双面铣镗床的正确操作方法及日常的设备维护保养方法,并充分了解机械和电气部分的结构特点和性能,以及操作过程中需要注意的一些安全注意事项和容易发生危险的危险源。 重点难点: 1.必须熟悉该设备的基本结构和工作性能; 2.必须熟练掌握本机床的通电、断电过程; 3.要熟知设备的日常维护、保养方法及注意事项; 4.必须掌握操作过程中需要注意的机械及电气方面安全注意事项。 教学过程:(讲课内容) 一、双面铣镗床安全技术操作规程 TX6513AX2数显卧式双面铣镗床安全技术操作规程 1.操作本机床的人员,必须熟悉本机床的结构、性能和使用方法,做好维护 保养工作,并填写日常使用保养记录。 2.机床启动前,禁止非机床人员进入机床移动范围内。机床主轴运转或主 轴换挡摆动时,不要操作松刀开关。机床松刀时,不要进行换挡或主轴运转等操作。
3.任何时候只允许一个人操作机床,且操作者应熟悉本机床室温操作步骤。 决不允许有两个或多个操作者同时操作机床。如果确实需要有两人同时操作机床,那么这两个操作者之间应协调好彼此知道对方在做什么。4.接通电源后,应检查压力表,导轨润滑站,主液压箱,各坐标润滑泵液 压油位。检查油温控制箱是否工作,且工作正常。主要是检查油压,液位,油质,油温。 5.操作机床时,请随时注意避免转台或加工零件与主轴,以及机床附件在 空间产生干涉,操作机床无论在手动方式还是自动方式时,必须清楚明了要移动的轴之间是否会发生干涉,机床每一步的动作是否都确认无误。 6.机床在进给操作前,应先将导轨松开,刀具夹紧。镗轴,铣轴(包括安 装了附件,如平旋盘等等)在转动或要转动前严禁有人在旋转体周围。 操作者必须在站台内,站台门要关闭。 7.如果机床由于电网电源故障停机,必须立即将电柜上的电源总开关(空 气开关)扳到“断开”的位置。 8.将刀具装于主轴锥孔前,必须用干净布仔细擦拭主轴孔和刀柄的推拔前, 以免拉伤主轴锥孔。 9.主轴运转时,决不要试图用手去除铁屑,触摸工件或刀具。否则会造成 严重人身伤害。 10.不要将刀具,测量器具或其他东西(例如手持盒)丢放在机床的移动或 非移动部件上。特别注意工作时,勿将衣服或头发松散,以防止被缠在机床移动部件上。工作时要穿安全鞋。切削加工时,不要试图用手去直接触摸铁屑,更不能用手去除铁屑。 11.加工过程中始终保证工件和刀具是夹紧的。
T P B数显卧式铣镗床使 用手册 集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]
一、机床的操纵说明(TPX6111B、TPX6111B/2、TPX6111B/3) 序号操纵机构名称序号操纵机构名称 1 按钮站9 主轴箱手大动升降手柄 2 平旋盘回转结合、脱开手柄10 工作台手大动纵、横向及回转手柄孔 3 正、反进给手柄11 后立柱手动纵向及支架升降手柄孔 4 机动、微动及主轴(含平旋盘滑 块)大动分配手柄 12 后立柱夹紧点(前后各一点) 5 主轴或平旋盘滑块运动分配手柄13 后立柱纵向及支架升降分配手柄 6 主轴夹紧手柄14 机床急停按钮(带自动拉刀用) 7 主运动变速转阀手柄15 刀具松开按钮(带自动拉刀用) 8 进给运动变速转阀手柄16 刀具夹紧按钮(带自动拉刀用)图 1-1 机床操作系统的布置
图1-2 铵钮站上的按钮布置\ 本系列机床的操纵系列是由手柄和按钮(或开关)组成。手柄的位置及作用见(图1-1)。按钮(或开关)布置在悬挂按钮站上,其位置和作用见(图1-2)。 本系列机床各移动部件的运动之间设有电---液互锁功能,本机床工作中,只允许一个部件移动,并且只允许使用一种移动方式(手动、机动、快速)。在各移动部件中,主轴箱的升降,工作台的纵横向及工作台的回转运动和夹紧装置就自动松开,而没有被分配的各项运动均处于夹紧状态。为了
提高机床的功能,机床镗轴的轴向移动, TPX6111B、TPX6111B/2、TPX6111B/3型的平旋盘滑块的径向移动不设自动夹紧的互锁,而采用手动夹紧的形式,操纵机床时应注意它的正确使用。下面介绍一下机床的操纵方法: 1.接通电源。用钥匙打开按钮站(图1-2)上的钥匙开关⑦,电源指示灯①亮,此时表示机床电源已经接通可以工作了. 2.主轴旋转运动的操纵,按(图1-2)中的按钮⑤或⑾,就可相应得到主轴正向或反向连续旋转运动。当按(图1-2)中的按钮⒁或⒀时就可相应得到主轴正向或反向的点动旋转。 、TPX6111B/2、TPX6111B/3型的平旋盘旋转运动的操纵。将(图1-1)中手柄②置于平旋盘旋转结合的位置,然后按(图1-2)中的按钮⑤或⑾就可相应得到平旋盘正向或反向连续旋转运动。当按(图1-2)中的按钮⒁或⒀时就可相应得到平旋盘正向或反向的点动旋转。在平旋盘的旋转中,如果不需要主轴同转,在上述操作之前,应将(图1-1)中的主变速转阀⑦置于0转。按(图1-2)中的变速执行按钮②变速结束后即达到此目的。 4.主传动变速和进给传动变速的操纵 (1).主传动变速操纵。当需要变换主传动转速时,首先将(图4-1)中主运动变速转阀⑦转至所需转速位置,然后按(图1-2)中变速执行按钮②,几秒钟后即可得到所需的转速。在机床的使用中,还可对主传动的转速进行预选。其方法是:在机床工作时,就把下一工步需要的主传动变速选好,也就是旋转主运动变速转阀至下一工步需要的转速,当需要变速时,再按变速执行按钮②。 (2).进给传动变速的操纵、操作方法与主传动变速操纵基本相同,主要区别是:选择进给量时,要转动图1-1中进给运动变速转阀⑧,进给传动变速同样具有预选功能。 5.各移动部件的机动进给和快速移动。 (1).主轴的机动进给和快速移动。当需要主轴机动进给时,首先将图1-1中手柄④置于最外边,再将图1-1中手柄⑤置于主轴进给结合位置,然后将手柄③置于正、反向进给位置,即可使主轴获得正、反向机动进给。当需要主轴作快速移动时,只需在上述操作的基础上,将进给手柄③置在中间位置,再按动按钮站(图2-1)上的正、负向快速铵钮③、④按钮即可获得主轴的正、负向快速移动。 (2). TPX6111B、TPX6111B/2、TPX6111B/3型平旋盘滑块的机动进给和快速移动。当需要平旋盘滑块作机动进给快速移动时,其操作过程与主轴的机动进给和快速移动类似。不同的是要将图1-1中的手柄⑤置于平旋盘滑块进给结合的位置上。 (3).主轴箱、工作台纵向、横向的机动进给和快速移动。这三项运动的机动进给的操纵程序是,首先图1-1中的手柄④置于中间位置(主轴、平旋盘滑块手大动位置),再将图1-1中的手柄③置于正、反向进给位置,当按动按钮站上(图2-1)的按钮⑩即可获得主轴箱的机动进给,当按动按钮站上的按钮⑨即可获得工作台的纵向机动进给,当按动按钮站上的按钮⑧即可获得工作台的横向机动进给。这三项运动的快速移动的操纵程序是,把图1-1中的手柄④置于中间位置,将图1-1中的手柄③置于中间位置,按动按钮站上的按钮⑩⑨⑧任一按钮(选择其中一项)再按按钮站上的正、负快速按钮③④即可获得三项运动的快速移动。
机床的操纵说明(TPX6111B、TPX6111B/2、TPX6111B/3) 号操纵机构名称序号操纵机构名称 按钮站9 主轴箱手大动升降手柄 平旋盘回转结合、脱开手柄10 工作台手大动纵、横向及回转手柄孔 正、反进给手柄11 后立柱手动纵向及支架升降手柄孔 机动、微动及主轴(含平旋盘滑块)大 12 后立柱夹紧点(前后各一点) 动分配手柄 主轴或平旋盘滑块运动分配手柄13 后立柱纵向及支架升降分配手柄 主轴夹紧手柄14 机床急停按钮(带自动拉刀用) 主运动变速转阀手柄15 刀具松开按钮(带自动拉刀用) 进给运动变速转阀手柄16 刀具夹紧按钮(带自动拉刀用) 1 机床操作系统的布置 铵钮站上的按钮布置\ 列机床的操纵系列是由手柄和按钮(或开关)组成。手柄的位置及作用见(图1-1)。按钮(或开关)布置在悬挂按钮站上,置和作用见(图1-2)。 列机床各移动部件的运动之间设有电---液互锁功能,本机床工作中,只允许一个部件移动,并且只允许使用一种移动方式(手机动、快速)。在各移动部件中,主轴箱的升降,工作台的纵横向及工作台的回转运动和夹紧装置就自动松开,而没有被分配项运动均处于夹紧状态。为了提高机床的功能,机床镗轴的轴向移动, TPX6111B、TPX6111B/2、TPX6111B/3型的平旋盘滑块向移动不设自动夹紧的互锁,而采用手动夹紧的形式,操纵机床时应注意它的正确使用。下面介绍一下机床的操纵方法: 通电源。用钥匙打开按钮站(图1-2)上的钥匙开关⑦,电源指示灯①亮,此时表示机床电源已经接通可以工作了. 轴旋转运动的操纵,按(图1-2)中的按钮⑤或⑾,就可相应得到主轴正向或反向连续旋转运动。当按(图1-2)中的按钮⒁或就可相应得到主轴正向或反向的点动旋转。 6111B、TPX6111B/2、TPX6111B/3型的平旋盘旋转运动的操纵。将(图1-1)中手柄②置于平旋盘旋转结合的位置,然后按(图中的按钮⑤或⑾就可相应得到平旋盘正向或反向连续旋转运动。当按(图1-2)中的按钮⒁或⒀时就可相应得到平旋盘正向或的点动旋转。在平旋盘的旋转中,如果不需要主轴同转,在上述操作之前,应将(图1-1)中的主变速转阀⑦置于0转。按(图中的变速执行按钮②变速结束后即达到此目的。 传动变速和进给传动变速的操纵 .主传动变速操纵。当需要变换主传动转速时,首先将(图4-1)中主运动变速转阀⑦转至所需转速位置,然后按(图1-2)中执行按钮②,几秒钟后即可得到所需的转速。在机床的使用中,还可对主传动的转速进行预选。其方法是:在机床工作时,就一工步需要的主传动变速选好,也就是旋转主运动变速转阀至下一工步需要的转速,当需要变速时,再按变速执行按钮②。 .进给传动变速的操纵、操作方法与主传动变速操纵基本相同,主要区别是:选择进给量时,要转动图1-1中进给运动变速转,进给传动变速同样具有预选功能。 移动部件的机动进给和快速移动。 .主轴的机动进给和快速移动。当需要主轴机动进给时,首先将图1-1中手柄④置于最外边,再将图1-1中手柄⑤置于主轴进
TPX6113型卧式铣镗床技术协议 沈阳机床股份有限公司中捷钻镗床厂(乙方)生产的TPX6113型卧式铣镗床 二. TPX6113型卧式铣镗床的机床描述 本机床是万能性机床,可对箱体、壳体、机座等大型零件进行钻孔、镗孔、扩孔、铰孔、锪平面、铣平面、切槽、车螺纹等切削加工,广泛应用于能源、交通、重型、石化机械等行业,是加工箱体类零件的关键设备。 产品型号介绍: T P X 61 13 T:机床类别,铣镗类 P:机床功能,带固定式平旋盘 X:数显 61:机床结构形式,卧式 13:机床第一主参数,主轴直径为130 mm 结构特点 ◆机床总体布局为单立柱、侧挂箱、带固定式平旋盘;工作台在床身上进行纵、横向移动, 机床具有很好的刚性、使用性和较大的加工范围; ◆主轴系统采用优化设计,主轴为三点支承,具有刚性好、回转精度高的特点,主轴经过氮 化处理,提高了硬度、增强了耐磨性、延长了使用寿命; ◆机床设有悬挂式按钮站,操作集中,灵活方便。主运动、进给运动变速均采用液压预选变 速转阀,节省了辅助时间,提高了加工效率; ◆主轴箱升降、工作台纵横向及回转运动的分配均采用电磁离合器操纵,其夹紧、松开采用 液压控制,夹紧后具有机械自锁、夹紧可靠,减轻劳动强度,提高了机床的自动化程度; ◆该机床导轨为铸铁导轨,经淬火磨削,刚性强,移动灵活轻便、无爬行,上下滑座设有机 械卸荷,防止低速爬行;
◆在进给箱和快速箱内分别设有保险离合器,当机床超负荷时,保险离合器即脱开,避免内 部机构损坏; ◆凡不同时移动的部件均设有电气互锁装置、确保安全; ◆主轴箱升降和工作台横向移动两个座标采用英国球栅数显装置,该球栅尺为整体尺,无需 拼接,易于安装、精度稳定,全封闭结构,能有效地防止油、冷却液、切屑等侵入,经久耐用,读数精度为0.005mm; ◆X 、Z 向导轨设有不锈钢拉板防护装置,保护导轨; ◆机床配有日本三菱PLC ,对机床电气进行控制; 三. 机床的主要技术参数