X62W万能铣床的实训说明 一、X62W万能铣床实训的基本组成 1、面板1 面板上安装有机床的所有主令电器及动作指示灯、机床的所有操作都在这块面板上进行,指示灯可以指示机床的相应动作。 2、面板2 面板上装有断路器、熔断器、接触器、热继电器、变压器等元器件,这些元器件直接安装在面板表面,可以很直观的看它们的动作情况。 3、电动机 三个380V三相鼠笼异步电动机,分别用作主轴电动机、进给电动机和冷却泵电动机。 4、故障开关箱 设有32个开关,其中K1到K29用于故障设置;K30到K31四个开关保留;K32用作指示灯开关,可以用来设置机床动作指示与不指示。 二、原理图
三、机床分析 1、机床的主要结构及运动形式 (1)主要结构由床身、主轴、刀杆、 横梁、工作台、回转盘、横溜板和升降台等 几部分组成,如右图所示。 (2)运动形式 1)主轴转动是由主轴电动机通过弹性 联轴器来驱动传动机构,当机构中的一个双 联滑动齿轮块啮合时,主轴即可旋转。 1)工作台面的移动是由进给电动机驱动,它通过机械机构使工作台能进行三种形式六个方向的移动,即:工作台面能直接在溜板上部可转动部分的导轨上作纵向(左、右)移动;工作台面借助横溜板作横向(前、后)移动;工作台面还能借助升降台作垂直(上、下)移动。 2、机床对电气线路的主要要求 (1)机床要求有三台电动机,分别称为主轴电动机、进给电动机和冷却泵电动机。 (2)由于加工时有顺铣和逆铣两种,所以要求主轴电动机能正反转及在变速时能瞬时冲动一下,以利于齿轮的啮合,并要求还能制动停车和实现两地控制。 (3)工作台的三种运动形式、六个方向的移动是依靠机械的方法来达到的,对进给电动机要求能正反转,且要求纵向、横向、垂直三种运动形式相互间应有联锁,以确保操作安全。同时要求工作台进给变速时,电动机也能瞬间冲动、快速进给及两地控制等要求。 (4)冷却泵电动机只要求正转。 (5)进给电动机与主轴电动机需实现两台电动的联锁控制,即主轴工作后才能进行进给。 3.电气控制线路分析
维修培训系列资料
第四讲 加工中心维修的电路基础
第一节 电路的基础知识
一、电工原理
1、欧姆定律(Ohm’s Law)E=IR E:(V,伏特)I:电流(A,安培)R:电阻(Ω,欧姆) 2、瓦特定律(Watt’s Law):
P=EI=I2R=E2/R
[电功率(W,瓦特)E:(V,伏特)I:电流(A,安培)R: 电阻(Ω,欧 姆)]
3、交流电功率 单相电功率:P=EIcosθ 三相电功率:P=√3EIcosθ E:(V,伏特)I:电流(A,安培) cosθ :功率因子 4、电阻串联与并联 电阻串联:R=R1+R2+…+Rn 二电阻并联:1/R=1/R1+1/R2 5、变压器 V1/V2=N1/N2=I1/I2 V:端电压 N:绕线匝数 I:电流 R=R1R2/(R1+R2)
二、基本元件原理介绍
凡是自动或手动接通和断开电路,以及能实现对电路或非电对象切换、控制、保护、检测和调 节目的的元件统称电器 1、电阻(Resister) 电阻,用符号R表示。其最基本的作用就是阻碍电流的流动。 衡量电阻器的两个最基本的参数是阻值和功率。阻值用来表示电阻器对电流阻碍作用的大 小,用欧姆表示。除基本单位外,还有千欧和兆欧。功率用来表示电阻器所能承受的最大电流, 用瓦特表示,有1/16W,1/8W,1/4W,1/2W,1W,2W等多种,超过这一最大值,电阻器就会烧坏。 一般電阻器通常是以不同色环标记法來表示電阻值,每種顏色分別代表1至9不同的數字,如 圖1所示;電阻器上第一與 第二條代表十位數與個位數 值,第三條為阻值的倍數值, 而最後一條則表示製造的 電阻值誤差範圍;容許誤 差的色碼是以棕色表示1% 誤差,紅色表示2%誤差等 等;例如一個電阻器如圖, 上面顏色依序為綠、棕、 紅、金,依照色碼對應數 值,可以得到其阻值為 5.1K?±5%。
63
注塑机工作原理及构造 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。在料筒内装有在外动力油马达作用下驱动旋转的螺杆。物料在螺杆的作用下,沿着螺槽向前输送并压实。物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。 塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20所示。
第二节 注塑机组成 注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑 部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。 第二节注 塑 机 结 构 注塑机总体结构 注塑 注塑部件 塑化装置 注射座 注射油缸 螺杆驱动装置 注射座油缸 螺杆 料筒 螺杆头 喷嘴 合模部件 合模装置 调模装置 制品顶出装置 机身 液压系统 泵、油马达、阀 蓄能器、冷却器、过滤装置 管路、压力表 冷却系统 入料口冷却、模具冷却 润滑系统 润滑装置、分配器 电器控制系统 动作程序控制;料筒温度控制;泵电机控制 安全保护;故障监测、报警;显示系统 机械手 加料装置 图1-21 注塑机组成示图 图1-20 注塑机工作程序框图
电气图纸制图规范及电气图纸的识读方法(二) 本篇共计七个章节: 九、图线、字体及其他: 1、图线:粗实线、细实线、波浪线、双折线、虚线、细点划线、粗点划线、双点划线,代号依次为A、B、C、D、F、G、J、K。 2、字体:如上图 3、箭头和指引线 开口箭头:用于电气能量、电气信号的传递方向(能量流、信息流流向) 实心箭头:用于可变性、力或运动方向,以及指引线方向。 指引线:指示注释的对象,应为细实线。 指引线末端加注标记:指向轮廓线内,用一黑点;指向轮廓线上,用一实心箭头;指向电气连接线上加一短划线。 4、围框:当需要在图上显示出图的某一部分,如功能单元、结构单元、项目组时,可用点划线围框表示。如在图上含有安装在别处而功能与本图相关的部分,这部分可加双点划线。 5、比例:图面上图形尺寸与实物尺寸的比值。通常采用的缩小比例系列:1:10、1:20、1:50、1:100、1:200、1:500。 6、尺寸注法 尺寸由尺寸线、尺寸界线、尺寸起止箭头(或45°短划线)、尺寸数字四个要素组成。 ⑴、尺寸注法的基本规则 ①、物件的真实大小应以图样上的尺寸数字为依据,与图形大小及绘图的准确度无关。 ②、图样中的尺寸数字,如没有明确说明,一律以mm为单位。 ③、图样中所标注的尺寸,为该图样所示机件的最后完工尺寸。 ④、物件的每一尺寸,一般只标注一次,并应标注在反映该结构最清晰的图形上。 ⑵、尺寸注法 ①、线性尺寸(长度、宽度、厚度)的尺寸数字一般注写在尺寸线的上方,也可注写在尺寸线的中断处。 ②、角度数字一律写成水平方向,注写在尺寸线的中断处,也可采用引出注写的方式。 ③、在没有足够的位臵画箭头或注写数字时也可移出标注。 ④、一些特定尺寸必须标注符号,如直径符号Φ、半径符号R、球符号S、球直径符号SΦ、球半径符号SR,厚度符号δ、用参考尺寸用()表示。正方形符号用□。 7、安装标高有绝对标高和相对标高之分。
D E E D C B C B C:\Documents and Settings\All Users\Application Data\EPLAN\Electric P8\图片\SMTCL\smtc.bmp 机 床 名 称机 床 型 号 生 产 单 位电 路 图 工 作 电 压 数 控 系 统沈阳机床股份有限公司 VMC E系列立式加工中心中捷立加分公司380 V AC FANUC
D E E D C B C B 沈阳机床内部使用页 注:本页为沈阳机床内部使用!
D E F F E D C B =A00/1 2C B =+/1COVER SHEET 封页2008-11-22=A00+/1COVER SHEET 封页 2008-1-9=A01+/52008-1-9=A01+/6EXPLANATION OF REFERENCE DESIGNATION 2008-1-9=A01+/7 EXPLANATION OF REFERENCE DESIGNATION 2008-1-9=D02+C1/12008-10-30=D10+C1/1Servo Transfromer 1 变压器12008-11-21=D20+C1/1DC24V-NC 2010-3-12=D21+C1/1DC24V-OTH 2010-3-12=E00+C1/1HYDRAULICS 液压站 2009-3-20=E01+C1/1HYDRAULICS FAN 液压站风扇2009-3-20=E02+C1/1 HYDRAULICS_2 液压站22009-5-7=E10+C1/1CONVEYOR 螺旋排屑2009-3-20=E20+C1/1WATER COOLANT 水冷2009-2-27=E21+C1/1INTERNAL COOLANT 内冷2009-3-20=E22+C1/1AIR COOLANT 气冷2009-2-27=E24+C1/1OIL COOLANT MOTOR 油冷机2009-2-27=E27+C1/1WATER VALVE 水阀 2009-5-8=E31+C1/1 PLATE MAGAZINE 斗笠式刀库2009-2-27=E31+C1/2PLATE MAGAZINE 斗笠式刀库2008-11-10=E31+C1/3PLATE MAGAZINE 斗笠式刀库2009-2-27=E32+C1/1CHAIN MAGAZINE 机械手刀库2009-2-27=E32+C1/2CHAIN MAGAZINE 机械手刀库2008-11-10=E32+C1/3CHAIN MAGAZINE 机械手刀库2009-2-27=E51+C1/1OPERATE PANEL 2 操作面板 22008-8-20=E51+C1/2 OPERATE PANEL 2 操作面板 22008-10-21=E51+C1/3OPERATE PANEL 2 操作面板 22009-2-27=F11+C1/1WORKPIECE LIGHTING 工件照明2009-2-27=F30+C1/1CABINET FAN 电柜风扇 2010-3-12=F31+C1/1EXCHANGER COOLANT 冷热交换器冷却2010-3-12EXPLANATION OF CONDUCTOR DESIGNATION X Administrator X Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator Administrator user Administrator Administrator Administrator Administrator Administrator 3AC Power Supply-3 =F32+C1/1CABINET AIRCONDITIONER 电柜空调2010-3-12=F40+C1/1LUBRITION 润滑 2010-3-12=F50+C1/1 OIL AND WATER SEPARATOR 油水分离 2009-2-27 Administrator Administrator Administrator
注塑机电气控制系统 第一节 概述 注塑机控制系统是一套以控制器为控制核心,包括各种电器、电子元件、仪表、加热器、传感器等组成,与液压系统配合,正确实现注塑机的压力、温度、速度、时间等各工艺过程以及调模、手动、半自动、全自动等各程序动作的系统设备。控制系统在注塑机中以独立部分而存在。 第一节 注塑机工作原理 一、注塑机工作原理 注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。注塑部件主要由料筒和螺杆及注射油缸组成示意如图1-19所示。 注塑成型是用塑性 的热物理性质,把物料 从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。在料筒内装有在外动力油马达作用下驱动旋转的螺杆。物料在螺杆的作用下,沿着螺槽向前输送并压实。物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。 塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20所示。 1-模具 2-喷嘴 3-料筒 4-螺杆 5-加热圈 6-料斗 7-油马达 8-注射油缸 9-储料室 10-制件 11-顶杆 图1-19 注塑成型原理图 闭模 注射座前进 注射 保压 制品顶出 启模 冷却 注射座动
电气施工图识图与详解 1 .电气施工图的组成 电气设备安装工程施工图一般包括变配电工程图、动力工程图、照明工程图、外电工程图、防雷接地工程图等。电气施工图一般由基本图和详图两部分组成。 (1)基本图 电气施工图中的基本图包括图纸目录、施工图说明、系统图、平面图、立(剖)面图、控制原理图等,设备材料表也属于基本图的范围。 ①施工图说明 在电气施工图中,施工说明一般注明的是供电方式、电压等级、主要线路敷设形式及在图中未明确的各种电气设备安装高度、工程主要技术数据、施工和验收要求及有关事项等。 ②主要设备材料表 设备材料表列出该项工程所需的各种主要设备、管材、导线等器材的名称、型号、规格、数量,是提供订购主要设备、材料的依据。 ③电气系统图 电气系统图是依据电气工程的组成和配电方式画出的,它是概括地把整个工程的供配电线路用单线连结形式表示的线路图,它不表示电气设备、电气线路的具体空间位置关系。 ④电气平面图 电气平面图一般包括变配电工程平面图、动力平面图、照明平面图、弱电(电话、广播)平面图、室外电气工程平面图,在高层建筑中有标准层平面图,干线布置图等。 ⑤控制原理图 用于对用电设备的控制和保护的电器设备,一般统称为控制电器。 控制原理图是根据控制电器的工作原理,用规定的图形和文字符号画成的电路展开图。它一般不表示电器元件的具体安装空间位置。 (2)详图
①大样图 电气工程详图多为配电盘(箱、板)、控制盘盘面布置及某些安装部件的大样图。 ②标准图 标准图是一种具有通用性质的详图,它表示一组设备或部件的具体图形和详细尺寸,便于制作安装。 2.电气施工图的特点 电气施工图不同于机械工程图,一般的电气平面图是在简化的土建平面图上绘制的,另外还有一些电气系统图、原理图和接线图。电气施工图的特点是: (1) 简图是电气施工图的主要形式,即它是用图形符号、带注释的围框或简化外形表示系统或设备之间相互关系的图。 (2) 图形符号、文字符号和项目代号是构成电气施工图的基本要素。 (3) 电气装置和电气系统主要是由电气元件和电气连接线构成,所以电气元件和电气连接线是电气施工图描述的主要内容。 (4) 位置布局法和功能布局法是电气施工图中两种最基本的布局方法。 (5) 电气设备和线路在平面图中并不按比例画出它们的形状和外形尺寸,通常采用图例来表示的。
目录
一建筑电气工程图基本知识 (一)、建筑电气工程施工图概念 建筑电气工程施工图,是用规定的图形符号和文字符号表示系统的组成及连接方式、装置和线路的具体的安装位置和走向的图纸。 电气工程图的特点 (1)建筑电气图大多是采用统一的图形符号并加注文字符号绘制的。 (2)建筑电气工程所包括的设备、器具、元器件之间是通过导线连接起来,构成一个整体,导线可长可短能比较方便的表达较远的空间距离。 (3)电气设备和线路在平面图中并不是按比例画出它们的形状及外形尺寸,通常用图形符号来表示,线路中的长度是用规定的线路的图形符号按比例绘制。 (二)、建筑电气工程图的类别 1、系统图:用规定的符号表示系统的组成和连接关系,它用单线将整个工程的的供电线路示意连接起来,主要表示整个工程或某一项目的供电方案和方式,也可以表示某一装置各部分的关系。系统图包括供配电系统图(强电系统图)、弱电系统图。 供配电系统图(强电系统图)是表示供电方式、供电回路、电压等级及进户方式;标注回路个数、设备容量及启动方法、保护方式、计量方式、线路敷设方式。强电系统图有高压系统图、低压系统图、电力系统图、照明系统图等。 弱电系统图是表示元器件的连接关系。包括通信电话系统图、广播线路系统图、共用天线系统图、火灾报警系统图、安全防范系统图、微机系统图。 2、平面图:是用设备、器具的图形符号和敷设的导线(电缆)或穿线管路的线条画在建筑物或安装场所,用以表示设备、器具、管线实际安装位置的水平投影图。是表示装置、器具、线路具体平面位置的图纸。 强电平面包括:电力平面图、照明平面图、防雷接地平面图、厂区电缆平面图等;弱电部分包括:消防电气平面布置图、综合布线平面图等。 3、原理图:表示控制原理的图纸,在施工过程中,指导调试工作。 4、接线图:表示系统的接线关系的图纸,在施工过程中指导调试工作。 (三)、建筑电气工程施工图的组成 电气工程施工图纸的组成有:首页、电气系统图、平面布置图、安装接线图、大样图和标准图。 1、首页:主要包括目录、设计说明、图例、设备器材图表。 (1)设计说明包括的内容:设计依据、工程概况、负荷等级、保安方式、接地要求、
第一章注塑机工作原理及构造 第一节注塑机工作原理 一、注塑机工作原理 注塑成型机简称 注塑机,其机械部分主 要由注塑部件和合模部 件组成。注塑部件主要 由料筒和螺杆及注射油 缸组成示意如图 1-19所示。 注塑成型是用塑性 的热物理性质,把物料 从 料斗加入料筒内,料筒外由 加热圈加热,使物料熔融。在料筒内装有在外动力 油马达作用下驱动旋转的螺杆。物料在螺杆的作用下,沿着螺槽向前输送并压实。 物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。当螺杆旋转时, 物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同 时,螺杆在物料的反作用力作用下向后退, 使螺杆头部形成储料空间,完成塑化 过程。然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的 熔融料通过喷嘴注射到模具的型腔中。 型腔中的容料经过保压、冷却、固化定型 后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模 具顶出落下。 塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、 启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20 所示。 1—模具 2—喷嘴 3—料筒 4—螺杆 5—加热圈 6—料斗7 —油马达 8—注射油缸 9 一储料室 10 —制件 11—顶杆 注射 > 座动 作选 择
第二节注塑机组成 注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑 部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料 装置等组成,如图 1?21所示。 厂螺杆 料筒 r 塑化装置 s 螺杆头 注射座 丿 i 喷嘴 A 注射油缸 螺杆驱动装置 I 注射座油缸 r 合模装置 合模部件x 调模装置 I 制品顶出装置 厂泵、油马达、阀 S 蓄能器、冷却器、过滤装置 ?管路、压力表 冷却系统 —— 入料口冷却、模具冷却 润滑系统——润滑装置、分配器 「动作程序控制;料筒温度控制;泵电机控制 、" 1安全保护;故障监测、报警;显示系统 加料装置 机械手 图1-21注塑机组成示图 注塑部件 机身 液压系统
一、图幅分区 由边框线围成的图面称为图纸的幅面。幅面大小共分为五类:A0~A4; A3分别留装订边和不留装订边的尺寸,基本幅面尺寸 表1 基本幅面尺寸 表2 较长图纸的实际幅面 留有装订边的A3图框 不留装订边的A3图框 为了确定图上内容的位置及其他用途,一些幅面较大、内容较复杂的电气图可进行分区。图幅分区的方法是将图纸相互垂直的两边的两边加以等分。分区数为偶数,每一分区的长度为25~75mm。每个分区内竖边方向用大写拉丁字母编号,横边方向用阿拉伯数字编号。 图幅分区示意图
图幅分区后相当于建立了一个坐标,分区代号用该区域的字母和阿拉伯数字表示。如在图中,继电器线圈区号为B5,电阻的区号为C5。2.图的布局 二、图的布局 图的合理布局会对正确、快速的读图带来很大影响。 图合理布局的原则是:便于绘制、易于识读、突出重点、均匀对称、清晰美观。 布局要点是:从总体到局部,从一次到二次,从主到次,从左到右,从上到下,从图形到文字。 元件的排列一般应按因果关系、动作顺序从左到右或从上到下布置。例在图(a)、(b)中,S、K3、Q闭合后,K1动作;K1的动合触点闭合后,K2动作。如不按这一顺序阅读则很难读懂。 (a)水平布局 (b) 垂直布局 图的布局示例 三、连接线 是构成电气工程图的主要组成部分,连接线可分别表示导线、导线组、电缆、电力线路、信号线路、母线、总线以及用以表示某一电磁关系、功能关系等的连线。根据各种图形和图面情况不同,连接线有多种表示方法。 导线的一般表示方法见图。连接线应采用实线,计划扩展的内容用虚线。为了突出某些电路、功能等,可以采用不同粗细的连接线,主电路、主信号通路可采用粗线,其余用细线。 (a)导线的一般符号 (b)三跟导线 (c)n跟导线 (d)三相带中性交流电路 (e)8 芯控制电路(f)柔软导线 (g)屏蔽导线 (h)2股绞合导线 (i)分支与合并 (j)相序变更 (k)电力电缆
建筑电气施工图识图方法(I) 一、电气施工图的特点 1. 建筑电气工程图大多是采用统一的图形符号并加注文字符号绘制而成的; 2. 电气线路都必须构成闭合回路; 3. 线路中的各种设备、元件都是通过导线连接成为一个整体的; 4. 在进行建筑电气工程图识读时应阅读相应的土建工程图及其他安装工程图,以了解相互间的配合关系; 5. 建筑电气工程图对于设备的安装方法、质量要求以及使用维修方面的技术要求等往往不能完全反映出来,所以在阅读图纸时有关安装方法、技术要求等问题,要参照相关图集和规范。 二、电气施工图的组成 1. 图纸目录与设计说明 包括图纸内容、数量、工程概况、设计依据以及图中未能表达清楚的各有关事项。如供电电源的来源、供电方式、电压等级、线路敷设方式、防雷接地、设备安装高度及安装方式、工程主要技术数据、施工注意事项等。 2. 主要材料设备表 包括工程中所使用的各种设备和材料的名称、型号、规格、数量等,它是编制购置设备、材料计划的重要依据之一。 3. 系统图 如变配电工程的供配电系统图、照明工程的照明系统图、电缆电视系统图等。系统图反映了系统的基本组成、主要电气设备、元件之间的连接情况以及它们的规格、型号、参数等。 4. 平面布置图 平面布置图是电气施工图中的重要图纸之一,如变、配电所电气设备安装平面图、照明平面图、防雷接地平面图等,用来表示电气设备的编号、名称、型号及安装位置、线路的起始点、敷设部位、敷设方式及所用导线型号、规格、根数、管径大小等。通过阅读系统图,了解系统基本组成之后,就可以依据平面图编制工程预算和施工方案,然后组织施工。 5. 控制原理图 包括系统中各所用电气设备的电气控制原理,用以指导电气设备的安装和控制系统的调试运行工作。 6. 安装接线图 包括电气设备的布置与接线,应与控制原理图对照阅读,进行系统的配线和调校。 7. 安装大样图(详图) 安装大样图是详细表示电气设备安装方法的图纸,对安装部件的各部位注有具体图形和详细尺寸,是进行安装施工和编制工程材料计划时的重要参考。 三、电气施工图的阅读方法 1. 熟悉电气图例符号,弄清图例、符号所代表的内容。 电气符号主要包括文字符号、图形符号、项目代号和回路标号等。在绘制电气图时,所有电气设备和电气元件都应使用国家统一标准符号,当没有国际标准符号时,可采用国家标准或行业标准符号。要想看懂电气图,就应了解各种电气符号的含义、标准原则和使用方法,充分掌握由图形符号和文字符号所提供的信息,才能正确地识图。 电气技术文字符号在电气图中一般标注在电气设备、装置和元器件图形符号上或者其近旁,以表明设备、装置和元器件的名称、功能、状态和特征。 单字母符号用拉丁字母将各种电气设备、装置和元器件分为23类,每大类用一个大写字母表示。如用“V”表示半导体器件和电真空器件,用“K”表示继电器、接触器类等。 双字母符号是由一个表示种类的字单母符号与另一个表示用途、功能、状态和特征的字母组成,种类字母在前,功能名称字母在后。如“T”表示变压器类,则“TA”表示电流互感器,“TV”表示电压互感器,“TM”表示电力变压器等。辅助文字符号基本上是英文词语的缩写,表示电气设备、装置和元件的功能、状态和特征。例如,“起动”采用“START”
目录 注塑机电气电路分析---弘讯电脑 (2) 1.电源系统 (2) 2.位置尺(A/D)的测量 (2) 3.温度的测量和控制 (3) 4.比例压力,流量(D/A) (3) 5.面板控制及显示器。 (4) 6.方向阀驱动及行程输入。 (5) 7、使用U盘传程序方法 (5) 8. 弘讯电脑常见故障分析 (7) 故障一:无显示、显示不清晰 (8) 故障二:手动灯不亮,不工作 (8) 压力、流量故障 (9) 温控故障 (9) 电子尺故障 (10) 输入、输出点故障 (11) 按键故障 (11) 资料存储故障 (11) 其它故障 (12)
注塑机电气电路分析---弘讯电脑 1.电源系统 AK580-M6C电源系统由以下4个部分组成: 1、440W变压器,输入380V,输出0,110V,220V,110V供给开关电源,220V, 供交流接触器(加热,电机启动) 2、T1015小变压器,~15V,0V,~15V,(蓝,灰,蓝)供电脑测量位置尺电源。~10V, 0V,~10V(黄,白,黄)供温度测量用电源 3、开关电源A(0V,24V),供电脑自身主机,面板用电,及比例压力,流量。 4、开关电源B(HCOM,H24V),供接近开关,行程开关,及液压电磁阀用电。 故障分析: 1、440W变压器故障判定按电工标准进行检验,输入输出是否符合标牌标准。注: 小变压器T1015,15V不得低于13.5V,10V不得低于7.5V,否则,可能会造 成电子尺显示数据大范围波动,温度跳动不准。 2、若小变压器T1015无输出,则电脑显示位置检测不良,加热,电机不能启动, 温度画面每一段实际温度显示为970。 3、开关电源A,若没输出,造成显示无,主机RUN红色指示灯不闪烁,无法开机。 4、开关电源B无,基本表现为:行程开关(PB)都无输入(PB=0),(PC)方向阀, 及溢流阀不通电。 5、C6000,C7000电脑A,B电源根据实际的负载大小配置与机器锁模力,及机型 有一定关联,开关电源型号有150W,240W,350W,500W,600W。注240W,500W, 600W的输入电压110V,220V,电源本身会自动调整,电源内的风扇会根据温 度的升高自动打开冷却,若风扇坏,工作一段时间后,开关电源发热,造成停 机。 2.位置尺(A/D)的测量 1、位置尺又称位移传感器。 S V为+10V,G为0V,S为信号端,Smin=0v,Smax=10v 电子尺的内电阻一般为5K+10%,特殊也有3K,1K,10K。 2、电脑到电子尺的连接须采用屏蔽线连接,并避开强电线路,不应与动力线路穿 同一根管。防止干扰。 3、位置尺即电脑对注塑机上模板位置,顶杆位置,螺杆位置,座台位置实际监控。 主画面动态显示三把电子尺的实际位置。既实际位置的变动,主画面上的模板, 顶杆,螺杆位置会发生变化。 4、组态画面内:位置尺的长度即实际所对应使用电子尺的长度,如电子尺标称9E, 即9*25MM=225MM,由于电子尺的本身有一定误差,设定时根据实际须作适当调
建筑电气工程图基本知识及识图--免费哦
目录 一建筑电气工程图基本知识 (3) (一)、建筑电气工程施工图概念 (3) (二)、建筑电气工程图的类别 (4) (三)、建筑电气工程施工图的组成 (5) 二电气工程图的识读 (6) (一)、常用的文字符号及图形符号 (6) (二)、读图的方法和步骤 (8) (一)、模拟项目图纸组成 (24) (二)、电力系统的组成 (24) (三)、总干线 (24) (四)、配电系统识读 (25) (五)、平面图 (26)
一建筑电气工程图基本知识 (一)、建筑电气工程施工图概念 建筑电气工程施工图,是用规定的图形符号和文字符号表示系统的组成及连接方式、装置和线路的具体的安装位置和走向的图纸。 电气工程图的特点 (1)建筑电气图大多是采用统一的图形符号并加注文字符号绘制的。 (2)建筑电气工程所包括的设备、器具、元器件之间是通过导线连接起来,构成一个整体,
导线可长可短能比较方便的表达较远的空间距离。 (3)电气设备和线路在平面图中并不是按比例画出它们的形状及外形尺寸,通常用图形符号来表示,线路中的长度是用规定的线路的图形符号按比例绘制。 (二)、建筑电气工程图的类别 1、系统图:用规定的符号表示系统的组成和连接关系,它用单线将整个工程的的供电线路示意连接起来,主要表示整个工程或某一项目的供电方案和方式,也可以表示某一装置各部分的关系。系统图包括供配电系统图(强电系统图)、弱电系统图。 供配电系统图(强电系统图)是表示供电方式、供电回路、电压等级及进户方式;标注回路个数、设备容量及启动方法、保护方式、计量方式、线路敷设方式。强电系统图有高压系统图、低压系统图、电力系统图、照明系统图等。 弱电系统图是表示元器件的连接关系。包括通信电话系统图、广播线路系统图、共用天线系统图、火灾报警系统图、安全防范系统图、微机
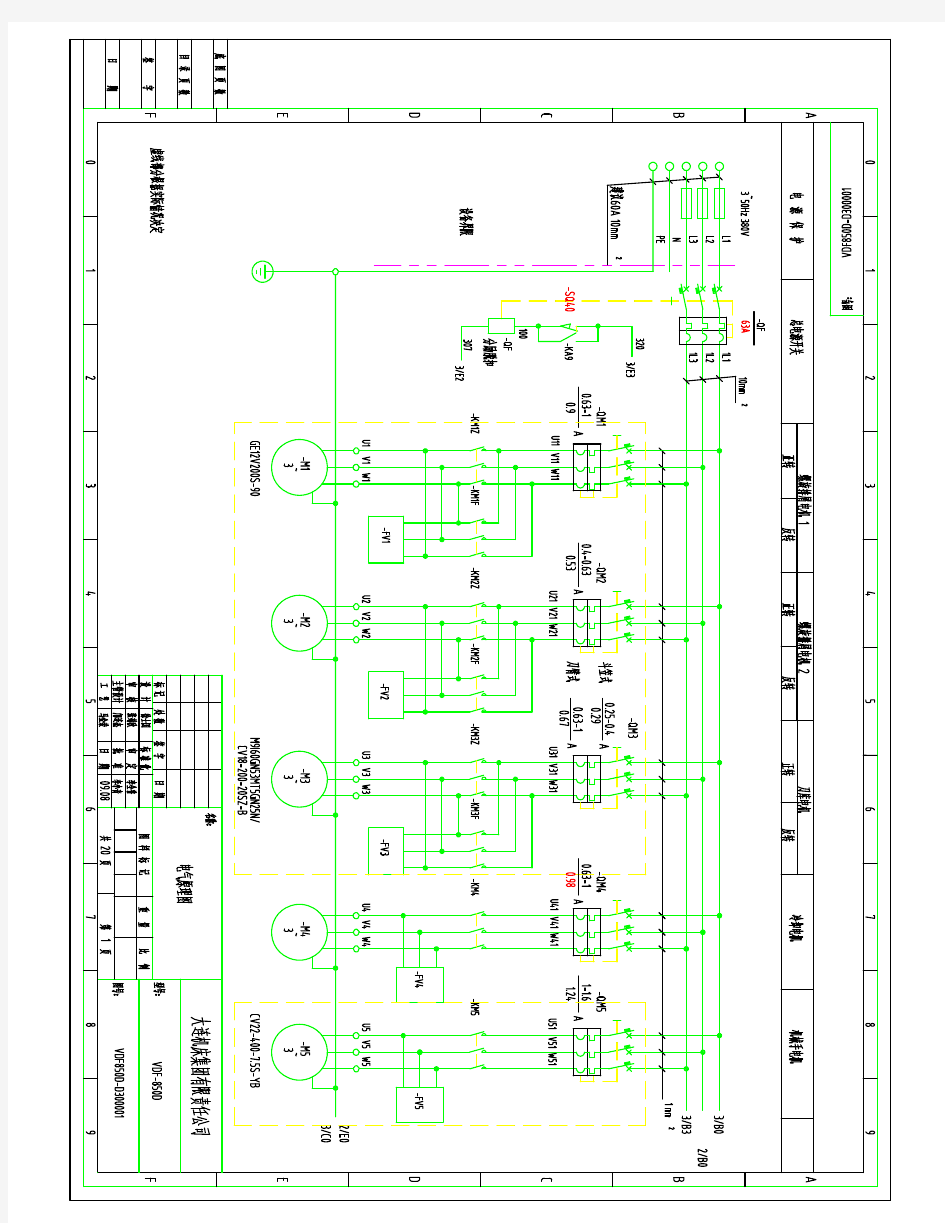
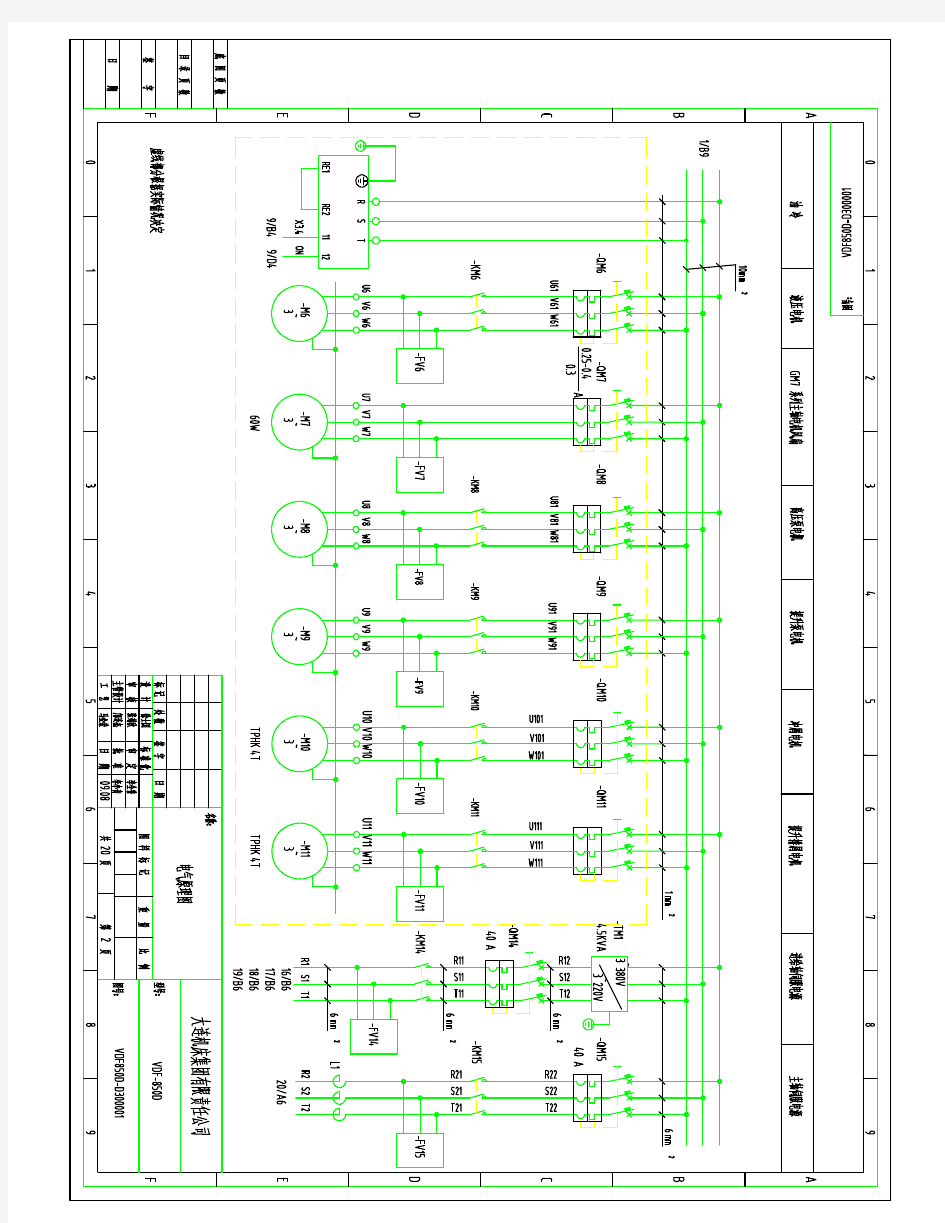
3.3 C5225型立式车床电气控制电路概述 C5225立式车床电器控制电路原理图如图1所示。 从图1(a)可知,C5225型立式车床由7台电动机拖动;主轴电动机M1、油泵电动机M2、横梁升降电动机M3、右立刀架快速移动电动机M4、右立刀架进给电动机M5、左立刀架快速移动电动机M6、左立刀架进给电动机M7。 从图1(b)、(c)可知,只有在油泵电动机M2启动运行、机场润滑状态良好的情况下,其它的电动机才能启动。 (1)油泵电动机M2控制 按下按钮SB2,接触器KM4通电闭合,油泵电动机M2启动运转,同时14区接触器KM4的常开触点闭合,接通了其它电动机控制电路的电源,为其他电动机的启动运行作好了准备。 (2)主拖动电动机M1控制 主拖动电动机M1可采用降压启动控制,也可采用正、反转电动控制,还可采用停车制动控制,由主动拖动电动机M1拖动的工作台还可以通过电磁阀的控制来达到变速的目的。 ①主拖动电动机M1的Y-△降压启动控制。按下按钮SB4(15区),中间继电器K1闭合并自锁,接触器KM1线圈(17区)通电闭合,继而接触器KMY线圈(24区)通电闭合,同时时间继电器KT1线圈(21区)通电闭合,主拖动电动机M1开始Y-△降压启动。经过一定的时间,时间继电器KT1动作,接触器KT1线圈断电释放,接触器KMY线圈断电,接触器KM△线圈(26区)通电闭合,主拖动电动机M1△接法全压运行。 ②主拖动电动机 M1正、反转点动控制。按下正转电动按钮SB5(17区),接触器KM1线圈通电闭合,继而接触器KMY通电闭合,主拖动电动机M1正向Y 接法电动启动转动。按下反转电动按钮SB6(20区),接触器KM2线圈(20区)通电闭合。继而接触器KMY通电闭合,主拖动电动机M1反向Y接法点动启动转动。 ③主拖动点动机M1停车制动控制。当主拖动电动机M1启动运转时,速度继电器电器KS的常开触点(22区)闭合。按下停止按钮SB3(15区)。中间继电器K1、接触器KM1、接触器KM△线圈失电释放,速度继电器的常开触点(22区)
电气系统图识图 从电源引入端开始向配出端顺序看: 1、SCB10-2000 10/0.4 D/Yn11 干式变压器,10KV/0.4KV,容量2000KVA,高压侧三角形接法,低压侧为星形接法,连接组别为D/Yn11(星三角11点接法); 2、TMY-3[2*(125*10)]+1*(125*10) 低压进线柜主母线或低压水平母线规格,125*10硬铜排,3条相线为双排,PEN为单排; 3、MT40H1/3P MIC5.0 I=3200A 低压总进线自动(万能)断路器,施耐德品牌,电流规格4000A,整定电流(长延时)3200A,性能要求查厂家样本; 4、4000/5A 进线侧电流互感器变比,4000/5 5、NS100H/3P I=100A GPU3-60II 浪涌保护辅助回路,配施耐德NS100H/3P开关、GPU3-60II浪涌吸收保护器; 6、D1:MNS 1000*1000*2200
低压柜编号、型号,MNS系列,进线柜尺寸为1000宽、1000深、2200高; 7、D2、D3:无功功率补偿 电容补偿柜 8、GLR-1250/3P,ZWK ARC-12/J 带熔断器隔离开关1250A/3P,无功功率自动补偿控制器(安科瑞品牌)12路; 9、FYS-0.22 浪涌吸收保护(避雷器); 10、NT100-100A 熔断器,100A; 11、LC1-DPK12M7C 施耐德产接触器,需要查产品样本(略),用于自动切换电容器组; 12、FK-Dr30/440/7 电容器组回路串接电抗器,防止瞬间切换过电流; 13、10*MKPg0.44-30-3
10组电容器,MKPg0.44型号,30KVar、三相; 14、D7,含4套NS系列断路器 低压出线柜,NS400N/3P 200A表示施耐德NS400N断路器,400A框架,整定电流为200A; 15、112KW WDZA-YJY-4*185+E95 该出线回路为112KW负荷,出线电缆为无卤低烟A级阻燃(交联聚乙烯绝缘、交联聚乙烯护套),规格为4*185+E95,E95表示PE线规格95; 16、ACR220E、300/5 安科瑞品牌仪表(出线回路电流表),配300/5电流互感器; 17、D9,含MT25H1/3P MIC5.0 I=1600A及2000/5A 低压母联柜,断路器为MT25H1/3P MIC5.0,整定电流1600A,配2000/5A 电流互感器。 18、标注:3-7-N3之类 不同的设计人员有不同的习惯,这里表示第3套变配电系统(对应变压器T3)、第7面低压柜、第3条出线回路(该柜内的第3个抽屉); 19、补充
加工中心四轴加工中,对刀时将XYZ的实际坐标输入到指定坐标系后此时第四轴的角度值也得输入到指 定坐标系? ( ⊙ o ⊙ )是的,分两种情况:1、你的加工中心为立式,4轴为附加型(可以拆装的),你的工件不是 装在4轴转盘上,可以不指定4轴坐标系。因为你就没有用。2、你装在转盘上了,你以回零点状态找正 ,始终不操作4轴。不过这样很危险,建议不用。 如果是卧式加工中心,必须在G54-59中指定4轴。 基于FANUC β 伺服电动机系列的I/ O LINK 轴的数控机床第四轴分度头电气设计 马晓东黄锟健《现代制造工程》2005(8) 摘要介绍基于FANUC 0i-mate β 系列的I / O LINK 轴在数控机床第四轴电气设计中的应用,并分析介绍分度头的工作原理,其数控功能的实现和一些相关设置连接。通过实际投产证明,基于FANUC I / O LINK 轴的第四轴设计应用能够满足加工及其设计要求,并且该设计与传统方案相比应用成本较低,性能稳定,特别适合企业设备数控化更新改造。 多面体一次装夹数控加工成形已受到用户的高度重视,但机床性能的增强导致成本随之增长。传统方案是选用具有四轴(或以上)联动功能的高档CNC
系统,虽然其控制功能强大,但价格昂贵。为此又发展到三轴CNC 系统加挂标准PMC 轴驱动模块来实现第四轴功能,使成本投入较前者有所降低。本文提供了一种性能可靠、成 本投入更加优化,并且在实际生产中得以验证的三轴CNC 系统的第四轴电气设计方案———基于FANUC 0i—mate β 系列的I / O LINK 轴数控机床第四轴分度头电气设计方法,并阐述I / O LINK 轴特点及其在第四轴分度头电气设计应用中的关键技术问题。 1 第四轴分度头动作分析及设计要求 一般情况下数控铣床或加工中心有X、Y、Z 三个基本轴,其他旋转、进给轴为第四轴,后者可以实现刀库定位,回转工作台、分度头的旋转定位,更高级的系统还可以与基本轴进行插补运算,实现四轴、五轴联动。一般多面体加工,如涡轮式空压机壳体的四面孔、槽的加工可以由第四轴分度头功能来完成,一次装夹就可以完成多道工序,其加工精度、效率得以显着的提高,以下以分度头旋转分度控制来说明。一般数控分度头的分度运动是伺服电动机通过联轴器驱动一组蜗轮蜗杆,从而使分度头旋转分度。本文提出 的设计要求:分度精度(系统)< 0. 05o,点位控制、能手动、自动运行程序,可回零。分度头的夹紧是通过一组气压夹紧装置来实现,夹紧动作的发出由一电磁阀控制。 2 数控系统选用 本文的方案是选用在中低档数控系统中有良好信誉的FANUC 0i Mate-MB 系统,并增加β 伺服电动机系列的I / O LINK 轴来实现第四轴功能。该系统采用了FSSB 技术,容易增加控制轴数,能够很好地满足设计及加工要求。FANUC I / O LINK 是一个串行接口,将CNC、单元控制器、分布式I / O 机床操作面板或Power Mate 连接
基于PLC实现注塑机的电气控制 【摘要】注塑机又名注射成型机或注射机,它是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。本文旨在使用S7-200 PLC实现控制系统的电气控制,与传统的继电器控制相比,该控制方法具有可靠性高、快速、抗干扰强等优点,从而实现了注塑机生产的自动化。 【关键词】注塑机;S7-200 PLC;电气控制;自动化 1.引言 近年来汽车、建筑、家用电器、食品、医药等行业对注塑制品日益增长的需要,更推动了注射成型技术水平的发展和提高。从而线路复杂,继电器动作慢、寿命短,系统控制精度差,故障率高的传统采用继电器控制的注塑机被采用PLC 控制的系统代替。PLC控制系统可以很好的实现注塑机的各个动作,提高了系统的控制精度和自动化。 2.注塑机液压系统的工作原理及要求 注塑机是将粒状塑料通过料斗进入螺旋推进器中,螺杆转动,将物料向前推进,因螺杆外装有电加热器,将物料熔化成黏液,在此之前,合模机构已将模具闭合,当物料在螺旋推进器前端形成一定压力时,注塑机构开始将黏液高压快速注射到模具型腔中,经过一定时间的保压冷却后开模,把成型的塑料制品顶出,便完成了一个动作循环。 对液压系统要求为:合模运动要平稳,两片模具闭合时无冲击;模具闭合后,合模机构应维持闭合压力,以防止注射时将模具冲开。注射后,注射机构应保持注射压力,使塑料充满型腔;预塑进料时,螺杆转动,物料被推至螺杆前端,螺杆与注射机构一起向后退,为使螺杆前端的塑料有一定密度,注射机构必须有一定的后退阻力;系统应设有安全联锁装置以保证安全。 3.注塑机的液压系统动作控制过程 注塑机的一个工作过程要完成快速合模、慢速合模、增压锁模、注射座前进、注射、注射保压、减压放气、再增压、预塑进料、注射座后退、快速开模、慢速开模和系统卸荷。液压原如理图1。 图1中各执行元件的动作循环主要依靠行程开关、时间继电器和压力继电器切换电磁换向阀来实现,各电磁铁动作顺序如表1。 4.传统电气控制与PLC控制 传统电气控制系统主要是通过继电器来控制电磁铁的得电和失电,控制液压
电气施工图所涉及的内容往往根据建筑物不同的功能而有所不同,主要有建筑供配电、动力与照明、防雷与接地、建筑弱电等方面,用以表达不同的电气设计内容。 ?(1)建筑电气工程图大多是采用统一的图形符号并加注文字符号绘制而成的。 ?(2)电气线路都必须构成闭合回路。 ?(3)线路中的各种设备、元件都是通过导线连接成为一个整体的。 ?(4)在进行建筑电气工程图识读时应阅读相应的土建工程图及其他安装工程图,以了解相互间的配合关系。 (5)建筑电气工程图对于设备的安装方法、质量要求以及使用维修方面的技术要求等往往不能完全反映出来,所以在阅读图纸时有关安装方法、技术要求等问题,要参照相关图集和规范。 ?(1)图纸目录与设计说明 ?包括图纸内容、数量、工程概况、设计依据以及图中未能表达清楚的各有关事项。如供电电源的来源、供电方式、电压等级、线路敷设方式、防雷接地、设备安装高度及安装方式、工程主要技术数据、施工注意事项等。 ?(2)主要材料设备表 ?包括工程中所使用的各种设备和材料的名称、型号、规格、数量等,它是编制购置设备、材料计划的重要依据之一。 ?(3)系统图 ?如变配电工程的供配电系统图、照明工程的照明系统图、电缆电视系统图等。系统图反映了系统的基本组成、主要电气设备、元件之间的连接情况以及它们的规格、型号、参数等。 ?(4)平面布置图 ?平面布置图是电气施工图中的重要图纸之一,如变、配电所电气设备安装平面图、照明平面图、防雷接地平面图等,用来表示电气设备的编号、名称、型号及安装位置、线路的起始点、敷设部位、敷设方式及所用导线型号、规格、根数、管径大小等。通过阅读系统图,了解系统基本组成之后,就可以依据平面图编制工程预算和施工方案,然后组织施工。 ?(5)控制原理图 ?包括系统中各所用电气设备的电气控制原理,用以指导电气设备的安装和控制系统的调试运行工作。 ?(6)安装接线图 ?包括电气设备的布置与接线,应与控制原理图对照阅读,进行系统的配线和调校。 ?(7)安装大样图(详图) ?安装大样图是详细表示电气设备安装方法的图纸,对安装部件的各部位注有具体图形和详细尺寸,是进行安装施工和编制工程材料计划时的重要参考。 16.1.2 电气施工图的阅读方法 ?(1)熟悉电气图例符号,弄清图例、符号所代表的内容。常用的电气工程图例及文字符号可参见国家颁布的《电气图形符号标准》。 ?(2)针对一套电气施工图,一般应先按以下顺序阅读,然后再对某部分内容进行重点识读。 ?①看标题栏及图纸目录了解工程名称、项目内容、设计日期及图纸内容、数量等。 ?②看设计说明了解工程概况、设计依据等,了解图纸中未能表达清楚的各有关事项。 ?③看设备材料表了解工程中所使用的设备、材料的型号、规格和数量。 ?④看系统图了解系统基本组成,主要电气设备、元件之间的连接关系以及它们的规格、型号、参数等,掌握该系统的组成概况。