热镀锌锌锅技术
- 格式:ppt
- 大小:2.90 MB
- 文档页数:55
锌锅内铝的控制培训问答1.锌液中加铝有何作用?锌液中的铝是作为有益之元素加入的。
对于一般的镀锌产品和镀铁锌合金产品来说,铝是作为改善性能的合金元素加入的,而对于镀铝锌和镀锌铝产品而言,铝则成为镀层中的一个重要组成部分,因而铝的作用更大。
下面只研究镀锌和铁锌合金产品时铝的影响。
⑴铝对镀锌过程的作用有两个方面:一是铝抑制铁和锌的反应,带钢进入锌液之后铝首先与铁反应形成一层致密的铁铝化合物薄膜,抑制了铁的扩散,从而使铁锌化合物层的形成和增厚受到阻碍。
二是铝有利于锌渣的上浮去除,这同样是因为铁比铝活泼,铝可以把铁与锌形成的锌渣中的铁置换出来,形成铝锌化合物,从而上浮去除。
⑵铝对镀锌产品的的作用也有两个方面:一是铝提高镀层的附着力,铁铝化合物能起到媒介的作用,使钢基与镀层紧密结合在一起,从而能提高镀锌板的冲压成型性能,在变形时不致造成锌层脱落。
二是铝能提高镀锌板的均匀性,铝使镀层受铁锌反应的影响变得较小,镀层厚薄均匀一致,并同时改善镀锌产品的外观。
2.什么是锌液中的有效铝?铝在锌液中有两种形式存在,一种是溶解于锌液中游离状态的铝,另一种是与铁锌化合物反应,生成铁铝锌化合物即锌渣,它是以固体形式存在的。
可以说前者是镀锌过程的反应物,而后者是反应以后的生成物。
因此对镀层形成和锌渣上浮发挥作用的只是前者,即尚未反应的处于游离状态的铝,一旦参与反应生成了化合物就失去了应有的作用。
而我们常规化学分析得出的是两种形态铝的总和,这样的结果不能代表能够继续参与镀锌过程化学反应的铝的含量,所以有必要引入有效铝的概念。
锌液中的有效铝指总铝中除去已成为铝锌化合物的,以游离状态溶解于锌液中的,对镀锌过程反应有作用的铝的含量。
测定锌液中有效铝含量的方法是:先同时分析出锌液中的总铝量和总铁含量,然后根据铁的含量推算出锌液中Fe2Al5的含量,并进一步推算出Fe2Al5中铝的含量,从而从总铝量中去除这一数量,便得到了有效铝的含量。
3.锌锅中的有效铝过低有什么影响?⑴影响到底渣的产生。
热镀锌工艺流程及说明什么是热镀锌?热镀锌又称为热浸镀锌,他是在高温下把锌锭融化,在放入一些辅助材料,然后把金属结构件浸入镀锌槽中,使金属构件上附着一层锌层。
热镀锌的优点在于他的防腐能力强,镀锌层的附着力和硬度较好。
缺点在于价格较高,需要大量的设备和场地,钢结构件过大不易放入镀锌槽中,钢结构件过于单薄,热镀又容易变形。
富锌涂料一般指的是含有锌粉的防腐涂料。
市场上的富锌涂料含锌量一。
备料—酸洗—水洗—助溶—热浸锌—冷却—钝化—清洗—分检—复检—包装—入库一、热镀锌工艺过程及有关说明工艺过程工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整理→冷却→钝化→漂洗→干燥→检验有关工艺过程说明(1)脱脂可采用化学去油或水基金属脱脂清洗剂去油,达到工件完全被水浸润为止。
(2)酸洗可采用H2SO4 15%,硫脲0.1%,40~60℃或用HCl 20%,六次甲基四胺1~3g/L,20~40℃进行酸洗。
加入缓蚀剂可防止基体过腐蚀及减少铁基体吸氢量。
脱脂及酸洗处理不好会造成镀层附着力不好,镀不上锌或锌层脱落。
(3)浸助镀剂也称结合剂,可保持在浸镀前工件具有一定活性,以增强镀层与基体结合。
NH4Cl 15%~25%,ZnCl2 2.5%~3.5%,55~65℃,5~10min。
为减少NH4Cl挥发可适当加入甘油。
(4)烘干预热为了防止工件在浸镀时由于温度急剧升高而变形,并除去残余水分,防止产生爆锌,造成锌液爆溅,预热一般为120~180℃。
(5)热镀锌要控制好锌液温度、浸镀时间及工件从锌液中移出的速度。
温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量,锌耗大,甚至无法施镀。
在同一温度下,浸镀时间长,镀层厚。
不同温度,要求同样的厚度时,高温浸镀所需时间长。
热镀锌规范作业指导热镀锌预处理作业指导书(角钢)1适用范围本标准仅适用于本公司热镀锌车间对各钢件热镀锌前预处理和作业。
包括水洗、酸洗和助镀剂的处理。
2执行标准GB/T13912 —2002《金属覆盖层钢铁制件热浸镀锌层技术要求及实验方法》3作业指导内容3.1 准备工作3.1.1工件入池前,浸镀锌收发员应与车间穿挂工进行数量交接,交接时应对照数量、工件名称、工程名称进行检查。
实物应与生产单位符合,为合格,否则为不合格。
不合格的应立即通知穿挂工及时整改,合格后方可签收。
3.1.2工件入池前,酸洗工应对穿挂质量和工件质量进行检验,穿挂时否有粘贴的工件,穿挂是否牢固,是否有掉件的隐患,工件是否有变形现象等,如没有以上情况为合格。
合格后的工件,由酸洗工和脱脂岗位的操作工结合,根据工件的表面情况,决定是否进行脱脂处理,有油漆和重油的表面工件,要进行化学脱脂或局部处理。
3.2酸洗。
酸洗工在工件酸洗时要根据酸洗池的宽度、长度和液面的深度,对照工件的长度、宽度、厚度合理地利用空间,严禁堆放过多交叉堆放,以防止工件在吊起,检查和出件时变形,或卡在池子中间吊不出来,挤压变形。
在工件吊在酸洗池正上方位置,2 个酸洗工要用手钩勾稳工件到池子的中央位置,(根据工件的大小,可放在池子的东边或西边,另一端可以酸洗其它是工件)。
行车工以8~15 度将工件浸入酸洗液的下面,稍停3~5min ,然后提起工件离开液面40cm,后重新落下,如此反复操作2~3 次,然后把工件落入酸洗槽的底部,酸性工从行车上取下吊带,把吊带放在池子的边沿上。
酸洗工每隔20min 吊工件晃动一次,以便加快酸洗速度。
同时检查工件表面的酸洗情况,如果工件表面呈灰白色为合格,如有棕色、黑色或锈斑为酸洗不彻底,应继续进行上下运动工件加快酸洗,对于合格的酸工件,应该及时吊出。
在冬季车间气温很低的情况下,为了加快酸洗速度,可对酸洗液进行加热提高酸洗液的温度,或者采取利用空气泵对酸洗液中内部通入空气,对酸洗液进行搅拌,同样可起到提高酸洗工件的速度。
镀锌工艺镀锌工艺主要分为:热镀锌和冷镀锌。
一、热镀锌热镀锌也叫热浸锌和热浸镀锌:是一种有效的金属防腐方式,主要用于各行业的金属结构设施上。
是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。
热镀锌是钢管在热浸的条件下对表面镀锌,它的附着力很强,不容易脱落,热镀锌管虽然也出现锈蚀的现象,但在很长的周期可以满足技术、卫生要求。
目前,带钢连续热镀锌工艺主要有森吉米尔法、改良森吉米尔法和美钢联法3种。
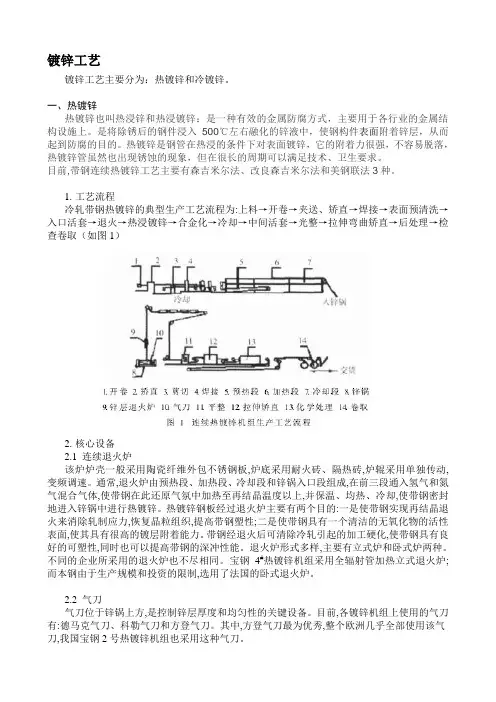
1.工艺流程冷轧带钢热镀锌的典型生产工艺流程为:上料→开卷→夹送、矫直→焊接→表面预清洗→入口活套→退火→热浸镀锌→合金化→冷却→中间活套→光整→拉伸弯曲矫直→后处理→检查卷取(如图1)2.核心设备2.1 连续退火炉该炉炉壳一般采用陶瓷纤维外包不锈钢板,炉底采用耐火砖、隔热砖,炉辊采用单独传动,变频调速。
通常,退火炉由预热段、加热段、冷却段和锌锅入口段组成,在前三段通入氢气和氮气混合气体,使带钢在此还原气氛中加热至再结晶温度以上,并保温、均热、冷却,使带钢密封地进入锌锅中进行热镀锌。
热镀锌钢板经过退火炉主要有两个目的:一是使带钢实现再结晶退火来消除轧制应力,恢复晶粒组织,提高带钢塑性;二是使带钢具有一个清洁的无氧化物的活性表面,使其具有很高的镀层附着能力。
带钢经退火后可清除冷轧引起的加工硬化,使带钢具有良好的可塑性,同时也可以提高带钢的深冲性能。
退火炉形式多样,主要有立式炉和卧式炉两种。
不同的企业所采用的退火炉也不尽相同。
宝钢4#热镀锌机组采用全辐射管加热立式退火炉;而本钢由于生产规模和投资的限制,选用了法国的卧式退火炉。
2.2 气刀气刀位于锌锅上方,是控制锌层厚度和均匀性的关键设备。
目前,各镀锌机组上使用的气刀有:德马克气刀、科勒气刀和方登气刀。
其中,方登气刀最为优秀,整个欧洲几乎全部使用该气刀,我国宝钢2号热镀锌机组也采用这种气刀。
2.3 锌锅锌锅又称锌熔化炉,主要有电加热的铁制锅和感应加热的陶瓷锅。
2013年第12卷第22期热镀锌工艺锌耗分析及技术改进Ѳ奚海明㊀邱小燕ʌ内容摘要ɔ热镀锌作为目前广泛应用的钢铁构件防腐的手段,每年消耗大量锌锭,本文重点分析在热镀锌生产过程中导致锌耗增加的主要原因,同时为企业在清洁生产过程中提高锌的直接利用率,节约成本提供技术改进措施㊂ʌ关键词ɔ热镀锌;钢铁构件;清洁生产;降低锌耗ʌ作者单位ɔ奚海明,江阴市环境监测站;邱小燕,扬州市职业大学㊀㊀一㊁引言热镀锌也称热浸镀锌,是钢铁构件浸入锌液中获得金属覆盖层达到防腐目的的一种方法㊂较厚的㊁致密的纯锌层覆盖在钢铁表面上,可以避免钢铁基体与任何的腐蚀介质的接触,保护钢铁基体免受腐蚀㊂我国目前热镀锌企业已超过千家,各企业技术水平参差不齐,加之热镀锌行业能耗高㊁物耗高㊁污染严重,各地正加紧对热镀锌企业进行清洁生产技术改造㊂降低锌耗,提高锌的直接利用率是技术改造的重点之一㊂二㊁热镀锌工艺以江苏省高邮市某热镀锌企业为例,该企业年加工能力5.5万吨,其采取的热镀锌工艺为酸洗ң清洗ң助镀ң晾干ң浸锌ң冷却ң检验ң入库㊂(一)酸洗㊂一般采用质量分数低于15%盐酸对钢构件(常称 黑件 )进行酸洗20~30分钟,达到表面除锈及去除氧化皮的目的㊂酸洗槽内加入抑雾剂抑制酸雾溢出,同时加入缓蚀剂可防止基体过腐蚀及减少铁基体吸氢量㊂(二)清洗㊂用水清洗,以去除工件件表面残余的酸液及铁盐,避免对助镀及热镀锌产生不良影响㊂(三)浸助镀剂㊂助镀剂也称溶剂,溶剂能够清除酸洗后沉积在工件表面上而未被完全清洗掉的铁盐(氯化亚铁),溶解工件从酸池到进入锌锅之前在空气作用下,亚铁盐受氧化而形成的氧化膜,预防工件进入锌锅时的表面氧化,保证锌液充分地浸润工件表面,从而增强镀层与基体结合㊂该企业采用的助镀剂主要成分为ZnCl2㊁NH4Cl,控制浓度分别为100~150g/L和150~180g/L,并加入一定量的防爆剂㊂温度一般维持在60~80ħ,pH3~5.5,工件浸没1~2分钟㊂增加,其衰减程度降低;随着深度增加,衰减程度增加㊂在极端情况下,衰减程度将达到12dB㊂四㊁电磁波经过圆形小孔的衰减特性圆形小孔呈圆管形状,可看作有一定长度的圆形波导㊂根据电磁波理论,理想圆形波导属于单导体传输系统,TE11波型是圆波导中的主波型(主模),其截止波长(ƒc)最长,截止频率(λc)最低㊂截止频率的计算方法如下:ƒc=v/λc(3)其中:λc=1.706ˑd,d为圆波导的内直径㊂v为UHF电磁波在环氧树脂材料中传播速度,即:1.5ˑ108m/s㊂对于目前常见圆孔,根据式(3)得到TE11波型的截止频率的范围为:GHzɤƒcɤ4.4GHz㊂圆波导实质上是高通滤波器,它对在其截止频率以下的所有频率都具有衰减作用㊂UHF电磁波在其内部的衰减程度与频率㊁传播距离有关,其关系如式(2)所示㊂据此可作出电磁波在经过圆孔后在不同频率下的衰减程度,如图3所示㊂可见,随着频率升高,衰减程度呈下降趋势;随着圆孔半径的减小,UHF电磁波的衰减程度加剧;随着圆孔深度的增加,UHF电磁波的衰减程度也增加㊂极限情况下,UHF电磁波的衰减程度将达到32dB㊂图3㊀电磁波圆形小孔的衰减程度㊀㊀五㊁结语通过本文研究得出结论如下:由于长条形小孔的截止频率低于圆孔,因此UHF电磁波在其内部传播时的衰减程度低于圆孔㊂极限情况下,前者衰减为12dB,后者为32dB㊂目前外置式UHF检测方法可以用于长条形小孔㊂ʌ参考文献ɔ1.汪沨,邱毓昌.气体绝缘开关装置(GIS)的近期发展动向[J].电网技术,20032.毛钧杰,刘荧,朱建清.电磁场与微波工程基础[M].北京:电子工业出版社,20042013年第12卷第22期㊀㊀(四)晾干(或烘干)㊂该企业采取自然晾干2~3分钟,去除工件表面残余水分,防止工件在浸镀时产生爆锌,造成锌液爆溅㊂(五)浸锌㊂将工件浸入锌槽内熔融的锌液中获得金属覆盖层,该企业采用纯度达99.995%的0#锌锭,锌液温度一般控制在450ħ~470ħ左右㊂采用电阻加热铁质锌锅技术,加热较为均匀,热效率高,炉子结构简单,操作环境好,温度控制精度㊂(六)冷却㊂一般采用水冷,降低构件温度,冷却水温度不可过低也不可过高,一般不低于30ħ不高于70ħ,时间10秒左右㊂(七)检验㊂要求镀层外观光亮㊁细致㊁无流挂㊁皱皮现象㊂(八)入库㊂检验合格的成品入库保存㊂三㊁锌耗分析及技术改进热镀锌生产过程中,镀锌层较厚,一般不低于70um,锌的直接利用率约为60%~70%,其余30%~40%则形成锌灰㊁锌渣等㊂锌灰主要是锌浴表面与大气接触被氧化,以及某些助镀剂进入锌槽与液态锌作用形成,其主要成分为氧化锌㊁金属锌及氯化物,锌的质量分数一般为50%~80%㊂锌渣主要是残留在工件表面的亚铁离子与锌液,以及锌槽铁本身与锌液作用形成的锌铁合金,通常沉于锅底,锌渣中锌的质量分数可高达96%㊂锌灰㊁锌渣的大量产生导致锌直接利用率降低㊁锌资源浪费,生产成本不易控制等问题㊂根据对企业的调查分析,热镀锌生产过程中导致锌耗增加的因素及可采取的改进技术主要有以下几点㊂(一)酸洗程度㊂如果酸洗不充分未完全去除钢构件表面的铁锈时,带有铁锈的工件浸入锌浴时锈斑阻碍钢铁基体与锌反应形成锌铁合金层,会导致工件漏镀㊂同时,也不能酸洗时间过长导致过酸洗,否则钢铁基体会受到严重侵蚀并产生析氢现象㊂过酸洗时产生了黏附性很强的泥渣,在工件表面很难清洗掉,就无法镀上锌层;析氢现象在钢铁基体内贮存的氢气在锌液中受热释放破坏了镀锌层的结晶而产生灰斑,导致工件漏镀㊂以上两种情况造成的漏镀工件需返工甚至报废,从而造成锌资源浪费,锌耗增加㊂为达到良好的酸洗效果且不过洗,除了需要合理控制酸液浓度㊁酸液温度㊁酸洗时间㊁添加缓蚀剂保护基体之外,还可根据工件锈蚀的程度分批清洗,以便控制酸洗时间㊂锈蚀程度轻微的工件控制较短的酸洗时间,对于锈蚀严重的工件可适当延长酸洗时间,采用酸洗辅助机械除锈的方法,或者抽酸泵使酸液产生波动冲刷除锈㊂(二)清洗效果㊂工件表面的酸液及铁盐如不能充分清洗,铁盐将随工件一起进入助镀槽,导致助镀剂中Fe2+含量过高㊂工件助镀后将Fe2+带入锌浴,导致锌渣增多,锌耗增加㊂为增强清洗效果,可将冷却池内冷却水回用至清洗池㊂将热镀锌工件冷却后的冷却水温度可达70ħ,将冷却水引入到清洗池,且采用两级逆流清洗,可有效利用冷却水热量,提高清洗效果,减少进入助镀池中的亚铁离子,实现锌耗减少㊂(三)助镀剂除铁方法㊂随着工件不断将铁盐带入助镀槽,助镀液中Fe2+含量增高,当Fe2+浓度高于1g/L,此时需要对助镀废水进行处理㊂该公司之前采用倒槽法,将助镀废水导入另外一池,加入氨水调节pH到5,再加入双氧水将Fe2+氧化Fe3+形成Fe(OH)3沉淀㊁为增强沉淀效果加入少量絮凝剂,然后将上部澄清溶液泵入助镀池中继续使用㊂该法不易控制助镀液中Fe2+浓度且不能保证热镀锌生产持续稳定进行㊂该公司对助镀剂除铁工艺进行改进,采用天津某公司的助镀剂连续除铁设备,该设备采用氧化法结合氨水将助镀剂中的Fe2+滤除,经过过滤的溶液返回到助镀槽中继续循环使用,氨水中和后的产物即为单一的溶剂氯化铵㊂同时,通过电控系统实时控制药剂添加量,从而确保助镀剂槽内亚铁含量始终维持在1g/L以下,并可节约锌约4%㊂(四)锌锅材质及尺寸㊂目前热镀锌企业普遍采用铁质锌锅,锌浴加热过程中,锌与锌锅铁发生反应生成锌铁合金,导致锌渣产生㊂早期锌锅采用08F钢,使用寿命较短㊂现在可供选择的锌锅钢种牌号有 XG08 ㊁ WKS ㊁ WDT0b 和德国进口钢板材料,材料的化学成分中C㊁Si㊁Mn㊁P㊁S含量较低,如C<0.08,Siɤ0.03,能有效地抗锌的腐蚀,减少锌渣产生量㊂锌锅尺寸也对锌灰产生量有影响,锌浴加热过程中锌液面与空气接触面积越大锌液氧化及锌灰产生量就越大㊂一般要求锌锅小时产量与容锌量之比为1:24~40,在满足此要求下应尽可能减少锌锅的长㊁宽尺寸㊂(五)锌浴温度控制㊂锌浴温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差㊂温度过高,锌液流动性好,锌液易脱离工件,且工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差,锌耗高㊂严格控制锌浴温度处在450ħ~470ħ,需要采用计算机精确控温系统㊂对于传统的煤气发生炉加热锌锅难以实现自动精确控温,应根据企业情况进行窑炉改造,采用电加热或天然气等清洁能源,一方面实现燃煤废气减排,同时可实现精确控温,降低锌耗㊂(六)锌浴成分㊂为改善锌浴性能,提高产品质量,可在锌浴中加入铝㊁镍等金属㊂加入0.01%~0.02%的铝,控制少量多次加入,可提高在锌液在较低温度下的流动性,防止镀层过厚,降低锌耗,并改善镀层外观㊂但铝含量不能过高,否则易出现漏镀㊂加入0.04%~0.06%的镍可抑制含硅活性钢镀层的异常生长,减少灰暗镀层㊂镍含量也不能过高,否则易出现大量浮渣㊂四㊁结语降低锌耗技术改进过程中,企业需根据自身实际情况选择采取的措施,并通过反复试验得出最佳工况,达到降低锌耗的目的㊂此外,提高员工素质及运行维护水平,对企业安全㊁稳定生产及清洁生产技术改进同样重要㊂ʌ参考文献ɔ1.何小凤,李运刚,陈金.热镀锌渣锌灰处理工艺评述[J].中国有色冶金,20082.王琰姣.改进热镀锌工艺降低镀锌锌耗[J].红水河,20073.孔纲等.热浸锌清洁生产技术[J].电镀与涂饰,2010。
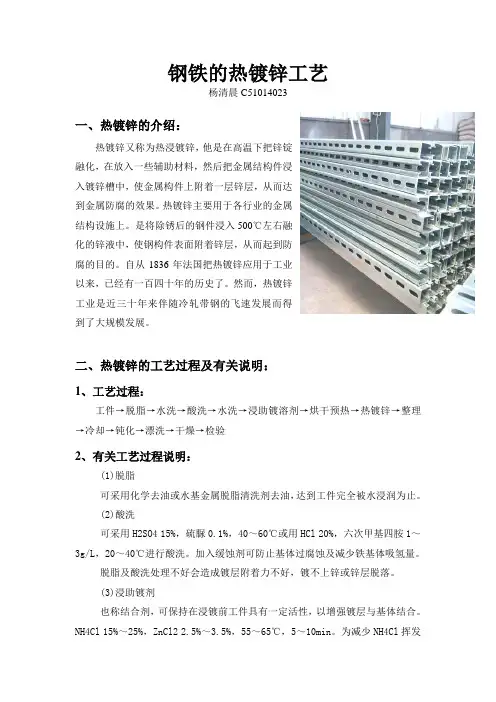
钢铁的热镀锌工艺杨清晨C51014023一、热镀锌的介绍:热镀锌又称为热浸镀锌,他是在高温下把锌锭融化,在放入一些辅助材料,然后把金属结构件浸入镀锌槽中,使金属构件上附着一层锌层,从而达到金属防腐的效果。
热镀锌主要用于各行业的金属结构设施上。
是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。
自从1836年法国把热镀锌应用于工业以来,已经有一百四十年的历史了。
然而,热镀锌工业是近三十年来伴随冷轧带钢的飞速发展而得到了大规模发展。
二、热镀锌的工艺过程及有关说明:1、工艺过程:工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整理→冷却→钝化→漂洗→干燥→检验2、有关工艺过程说明:(1)脱脂可采用化学去油或水基金属脱脂清洗剂去油,达到工件完全被水浸润为止。
(2)酸洗可采用H2SO4 15%,硫脲0.1%,40~60℃或用HCl 20%,六次甲基四胺1~3g/L,20~40℃进行酸洗。
加入缓蚀剂可防止基体过腐蚀及减少铁基体吸氢量。
脱脂及酸洗处理不好会造成镀层附着力不好,镀不上锌或锌层脱落。
(3)浸助镀剂也称结合剂,可保持在浸镀前工件具有一定活性,以增强镀层与基体结合。
NH4Cl 15%~25%,ZnCl2 2.5%~3.5%,55~65℃,5~10min。
为减少NH4Cl挥发可适当加入甘油。
(4)烘干预热为了防止工件在浸镀时由于温度急剧升高而变形,并除去残余水分,防止产生爆锌,造成锌液爆溅,预热一般为120~180℃。
(5)热镀锌要控制好锌液温度、浸镀时间及工件从锌液中移出的速度。
温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量,锌耗大,甚至无法施镀。
在同一温度下,浸镀时间长,镀层厚。
热镀锌知识及技术一、热镀锌钢材的用途镀锌刚才用途广泛,遍及国民经济中各部分。
镀锌刚才的用途主要集中于建筑、汽车、家电及各种容器等。
下表列出镀锌钢材的主要用途。
二、热镀锌钢材的性能①力学性能镀锌钢板使用时均需成形加工,故要求它具有一定的强度外,还应具有良好的深冲性能。
对于普通低碳钢板采用森吉米尔法生产线的线内退火达不到此要求。
但对于一般轻度深冲加工的产品,可采用降低钢带运行速度的方法(即延长其在还原炉内的停留时间)解决。
②耐腐蚀性镀锌钢板具有良好的耐大气腐蚀性。
这是由于锌的电位比铁低,锌层对钢基体呈阳性,铁呈阴性。
在电解液中,锌层溶解而保护钢基体不被腐蚀;此外,锌层在一般的大气环境中,其腐蚀产物通常为碱式碳酸锌[ZnCO3?Zn(OH)2],它对锌层有一定的保护作用。
但在含硫的产业大气中,其腐蚀产物是易溶于水的硫酸锌盐,易被雨水冲洗流失,不能阻碍锌层的进一步腐蚀。
因此,在产业大气中,锌层的腐蚀较快。
③焊接性能镀锌钢板具有良好的焊接性,可以点焊和缝焊。
点焊时,其焊接强度与低碳钢点焊接近。
但焊接电流需增大10%~15%。
三、锌锅及加热热源1. 锌锅锌锅是钢材热镀锌的关键设备,选择时应留意几个主要题目:①尺寸与外形②材质③厚度④内结构件2. 加热热源采用何种热源时应留意几个主要题目:①较高的热效率②良好的可调节性③能保持锅外壁的最低温度④沿锅外壁的均匀加热,无冷区及过热区存在。
四、热镀锌钢板1. 热镀锌工艺主要采用熔剂法热镀锌工艺熔剂法单张板热镀锌工艺流程如下:2. 钢带连续热镀锌生产线其主要有以下四种:无氧化炉生产线、美钢联法、Wheeling 生产线、Selas生产线。
3. 镀锌钢板品种主要品种有:大锌花镀锌钢板、小锌花镀锌钢板、差厚镀锌钢板、单面镀锌钢板。
4. 合金化镀锌钢板近十余年来,由于汽车业及家电业大量使用了镀锌钢板,并对镀锌钢板的性能提出了更高的要求,即除了应具有好的耐蚀性外,还应具有好的冲压成形性、焊接性和涂装性。
热浸镀锌线锌锅加热炉控制系统的设计学院自动化学院专业自动化班级14070202学号XX姓名XX指导教师XX负责教师沈阳XX航天大学2015年6月摘要近些年来,随重工业的发展和我国基础设施的建设,钢铁的使用量在逐年上升,根据统计,我国每年有50%的在用钢铁腐蚀报废,虽然约有70%的报废钢铁金属可以回收再利用,但是每年也有约10%的钢铁损失。
所以钢铁材料防腐蚀是近些年重要的研究课题,目前国际上采用金属防腐的方法主要有两种:一,金属合金防腐,即将钢铁材料中加入一些其他金属元素,变成不锈钢;二,金属表面镀锌,因为锌比钢铁金属特性活跃,能够保护钢铁表面不受腐蚀。
由于钢铁合金成本比较昂贵,所以很少采用这种方法。
但是镀锌无毒,廉价并且防护性能也很优良,所以在金属防腐和表面防锈处理上经常采用热浸镀锌的方法,在该工业过程中最关键的工业设备就是锌锅加热炉,其在加热效率,能源消耗,锌锅使用寿命、系统运行与维护、废气排放等均受到人们的关注和重视。
针对这一问题,本文详细设计了镀锌的关键设备锌锅加热炉,该加热炉采用西门子S7-300PLC作为控制系统,应用PID控制技术并配合外围硬件设备,HMI等组成锌锅温度控制系统,在严格控制锌液温度的同时还能保证炉膛的温度和压力不超过设定值范围,能够有效的保护炉体本身,延长加热炉的使用寿命。
关键字:S7-300PLC;热浸镀锌;加热炉;PID应用The design of zinc pot control system of heating furnace in hotdip galvanizing lineAbstractwith the development of heavy industry and the construction of the infrastructure in our country. the amount of steel used in increased year by year.according to statistics, 50% of China's annual scrap steel corrosion.although about 70% of the iron and steel scrap metal can be recycled, every year there are about 10% of the iron loss. So the steel corrosion is an important research topic in recent years.the current international method using metal corrosion mainly has two kinds: one, the metal alloy corrosion, stainless steel into adding some other metal elements, the iron and steel materials; two, galvanized metal surface, because zinc is more active than the steel metal properties, can protect the steel surface by corrosion. Because the steel alloy cost is relatively expensive, so rarely used this method. But the galvanized non-toxic, cheap and protective performance is also very good, so the application of hot dip galvanizing as antirust metal materials, anti-corrosion treatment process widely, zinc pot heating furnace is a key equipment in the industrial process, the energy consumption, heating efficiency, zinc pot life, system operation and maintenance, emissions were affected by the people concern and attention. To solve this problem, this paper uses Siemens S7-300PLC as the application of PID control technology and control system with the hardware device, HMI etc. the zinc pot temperature control system, but also in the strict control of the temperature of zinc liquid while ensuring the furnace temperature and pressure doesnot exceed the set value, can effectively protect the furnace body, prolong furnace service life.Keywords: S7-300PLC; hot dip galvanizing; heating furnace;application of PID目录第一章绪论 (1)1.1热浸镀锌及锌锅加热炉控制系统发展概况 (1)1.1.1热浸镀锌发展概况 (1)1.1.2镀锌原理 (2)1.2加热炉控制系统的发展概况 (2)1.2.1串级并联双交叉限幅控制技术 (2)1.2.2模糊控制技术 (2)1.2.3PID控制技术 (3)1.3可编程控制器的发展历程 (3)1.4本文研究的主要内容 (4)第二章燃烧系统单线图及常见设备简介 (5)2.1燃烧系统单线图概述 (5)2.1.1烟道管路 (5)2.1.2空气主管路 (5)2.1.3助燃风机 (5)2.1.4燃气总管 (6)2.1.5燃气总管快切阀 (7)2.1.6烧嘴控制 (7)2.1.7总机械设计安装图纸 (8)2.2常见设备简介 (9)2.2.1烧嘴 (9)2.2.2点火控制器SFD258介绍 (10)2.2.3点火变压器 (11)2.2.4空气/燃气比例调节阀GIK (12)2.2.5空气电动调节阀 (14)第三章电气图纸设计及接线原理图 (15)3.1配电柜的设计 (16)3.1.1配电原理图 (16)3.1.2风机变频器的接线原理图 (17)3.2PLC控制柜的设计 (18)3.2.1PLC柜供电原理 (18)3.2.2模块硬件配置 (19)3.2.3数字量输入模块接线原理 (21)3.2.4数字量输出模块接线原理 (22)3.2.5模拟量输入模块接线原理 (22)3.2.6模拟量输出模块接线原理 (22)3.2.7电动阀及电磁阀控制原理 (22)3.2.8信号隔离器原理图 (23)3.3点火箱的设计 (23)3.4端子接线原理 (24)第四章PLC控制程序的设计 (24)4.1OB1组织块调用的功能函数 (25)4.1.1输入输出变量的转换(FC8、FC9、FC10) (26)4.1.2风机和燃气总管快切阀控制(FC11) (29)4.1.3烧嘴吹扫点火及复位控制(FC12) (30)4.1.4烧嘴大火控制(FC13) (31)4.1.5变频器频率的设定(FC14) (33)4.1.6报警输出(FC20) (33)4.1.7烘炉曲线(FC21) (34)4.1.8OB1调用结构图 (35)4.2 OB35组织块调用的功能函数 (36)4.2.1模拟量的数字值转工程值(FC30) (36)4.2.2控温方式的选择(FC31) (37)4.2.3模拟量的工程值转数字值(FC32) (38)4.2.4PID温度控制(FC33) (39)4.2.5 OB35调用结构图 (41)第五章基于组态软件的锌锅加热炉控制系统HMI设计 (42)5.1 WinCC flexible简介 (43)5.2变量的连接 (43)5.3画面的设计 (43)5.3.1主画面的设计 (43)5.3.2控温设置画面 (44)5.3.3烧嘴操作画面 (45)5.3.4参数设置画面 (46)5.3.5历史趋势画面 (46)5.3.6历史报警画面 (46)5.4建立连接驱动 (47)结论 (50)参考文献 (50)致谢 (52)第一章绪论1.1热浸镀锌及锌锅加热炉控制系统发展概况1.1.1热浸镀锌发展概况镀锌钢铁主要应用于家电,轻工等行业,长期以来我国的镀锌钢铁每年进口率达50%,最近几年来,镀锌发展技术主要集中在汽车行业,镀锌表面质量对于该行业是很重要的,镀锌表面质量与光滑度和清洁度等有关,与此同时镀锌的工艺,锌液的纯度也是影响表面质量的因素,但锌液中的锌渣是影响镀锌表面最重要的因素。
球墨铸铁低温热镀锌工艺作者:admin 发表时间:2011-10-17 11:12:23 阅读:次热镀锌是一种应用得最为广泛的钢铁防腐技术,与电镀相比,热镀锌具有镀层厚、结合牢固、耐蚀性强等优点。
拫据热镀锌作业温度,一般分为高温(580〜660℃)和低温(450〜470℃)两种工艺。
目前我国铸铁件基本采用高温镀锌工艺,但锌耗及对锌锅的腐蚀相当严重。
针对球墨铸铁出口件热镀锌生产要求,采用低温镀锌法,以提高镀锌件的耐蚀性并明显降低了锌耗,使产品具有很强的竞争力,多元低温热镀锌特点实践表明,热镀锌的最低温度应以工件取出时锌液能自由地从工件流下来为准。
锌的熔点为419. 4℃,对于钢材热镀锌工作温度在450℃(低温镀锌)即能获得满意效果,而对于铸铁件,因为其中的C、Si、P的含量>钢件的,这些非金属夹杂物妨碍了铁一锌合金层的形成,故传统的铸铁件镀锌温度为580〜660℃(高温镀锌),但在该温区,锌液对铁的溶解速度以直线上升,会产生大量的锌灰与锌渣,并造成钢铁制造的镀锌锅寿命明显降低。
当作业温度低于470℃时,锌液对铁溶解度栢当小,几乎不造成锌铁相的固溶体,大大降低了锌液的消耗。
我们采取的低温镀锌工艺作业温度取450〜470℃。
为使球墨铸铁在祗温条件下镀锌的镀液有良好的流动性,我们采用添加铝、硅、镍等元素,以形成以锌为主的多元合金锌液。
铝是镀锌过程中的主要添加剂,少量的铝,即0.05%左右的铝,可减少锌液的氧化,使工件表面光亮,但主要目的是增加锌液流动性。
同时,锌液中少量的铝,还会引起镀锌层结构显著变化,促使合金层变薄且具有良好的韧性。
这里需特别注意的是,加铝量不能大于0.1%,否则不仅使镀锌变得面难,还会使铝渣堆积在工件表面,因此添加时宜“少而勤”。
少量硅和镍的添加,除了与铝反应增加锌液流动性外,还能使镀层烕薄,并提高耐蚀性和光亮度。
实践表明,采用多元合金能使锌液熔点较明显降低,从而使锌液的流动性得到较大提高,同时也使热镀锌成本大为降低。