热镀锌线锌锅配套天然气燃烧系统方案
- 格式:pdf
- 大小:154.87 KB
- 文档页数:2
热镀锌生产线方案设计一、技术指标1、生产能力:150000吨/年;2、镀锌能力:5~6杠/小时。
3、单杠重量:≤18吨4、锌锅尺寸(长×宽×高):15m×3m×4 m5、吊杠长度:15000+1600(酸槽壁厚400×2,吊杠两端突出长度400×2)=16600mm;6、锌锅烟尘处理后烟气黑度达到一级,固体颗粒小于90mg/m3 、HCl 除去率:90%。
7、酸气、酸雾处理后应达到国家排放标准(HCl≤100mg/ m3)。
8、镀锌产品标准:符合GB/T 13912-2002要求。
二、方案(一)总体布局车间布置如图1、图2所示。
根据热镀锌多年经验和试验结果,酸洗池需10个, 1个漂洗池、一个助镀池,共12个池。
酸洗池尺寸为(长×宽×高):15.5m×3.2×4m,酸洗池之间的隔壁厚度为0.4m,酸洗池、漂洗池、助镀池、总长度为43.6m。
采用先进的L型热镀锌工艺布局,酸洗和浸锌分段布置,待镀件在挂具上横向步进酸洗后,物料流向转90度轴向进入浸锌工位,物料流向成L 形流动,改变了传统的物料横向进入浸锌工位的输送方式。
酸洗时采用横向、垂直运动机械化,经PLC编程,实现酸洗步进自动化作业。
酸洗工段采用步进方式,厂房封闭方便。
锌锅在独立的空间内,空间体积小,减小了引风机的排量,从而减小了电机功率和运行费用。
1、设备组成总体布局如图1所示。
设备主要由冷却槽、钝化槽、半门式起重机、酸洗槽、水洗槽、助镀槽、酸洗自动控制系统、全封闭烟雾收集系统、热浸锌烟气净化设备、助镀液除铁盐设备、全封闭酸雾收集处理系统、酸液加热设备、烘干换热器、助镀液加热设备、浸锌环轨起重机、酸洗自动线、自行式进料地轨车、锌锅燃烧及控制系统、废酸处理设备等组成。
1-冷却槽 2-钝化槽 3-半门式起重机 4-酸洗槽 5-水洗槽 6-助镀槽 7-锌锅燃烧及控制系统 8-全封闭烟雾收集系统 9-热浸锌烟气净化设备 10-助镀液除铁盐设备11-全封闭酸雾收集处理系统 12-酸液加热设备 13-烘干换热器 14-助镀液加热设备 15-浸锌环轨起重机 16-酸洗自动线及控制系统 17-自行式进料地轨车热镀锌生产线生产运行过程:⑴将挂有待镀件的吊杠放在进料地轨车上,启动自行进料地轨车,进入全封闭酸洗工段;⑵步进式自动酸洗系统(水平、垂直升降)按规定的程序将待镀件按多槽酸洗工艺要求进行酸洗除锈处理,并按工艺要求依次递进自动完成整个酸洗过程,此时酸雾回收净化设备启动,将脱脂除锈时产生的酸雾进行回收净化处理,处理率达91.2%,处理后的气体达标排放(气体中HCL含量小于100mg/m3)。
热镀锌除尘系统方案热镀锌除尘系统技术设计方案XXXXXXXXXXXXXXXXXXX公司地址:XXXXXX联系人:XXXXX手机:XXXXXX传真:XXXXXXXXXX前言XXXXXXXXXX公司是一家集设计、制造、安装、调试及售后服务于一体的公司,是国内高档次、高质量、高性能环保产品技术开发和生产基地。
公司拥有世界先进的技术加工自动生产设备,并且有一套可行的质量保证体系。
企业始建于XXX年,现已发展成为全省同行业十强企业,主要生产四大系列100多种除尘设备及配件,产品远销全国各地。
一、粉尘分析1、概述随着国家对环境保护的日益重视,热镀锌行业也顺应潮流,对生产工艺中的各种设备,增设除尘、净化废水等各种环保措施。
在热镀锌生产过程中,除了燃料燃烧时产生的废气外,还有一些生产过程中产生、挥发、蒸发出来的废气和烟雾。
2、粉尘性质的分析燃烧废气:当热镀锌炉采用煤、油或气体作为燃料时,其主要产物为烟气流,它是由固体、液体和气体物质组成的多相气溶胶。
其主要成分包括:①在燃料燃烧过程中未参与燃烧的空气中的CO2与氮;②燃烧过程中的最终产物CO2、H2O、NO2和SOx等;③不完全燃烧的产物CO、NO和残余燃料;④燃料中的灰分、残渣经燃烧后生成的烟尘;⑤燃质分子在燃烧时,发生的裂解、环化、缩合、聚合等反应而最终形成的黑烟和其他有机碳氢化合物。
文章中存在格式错误,需要进行修改。
删除明显有问题的段落后,需要对每段话进行小幅度的改写。
燃料燃烧时会产生烟尘,其中粒径在0.001~1000μm之间。
较大的颗粒会沉降到地面上,而较小的粉尘则会随着大气流传播到较远的地方。
这些粉尘不易下沉,会悬浮在大气中,对大气质量造成损害,而人吸入大量粉尘也会对健康产生严重影响。
此外,XXXX公司的除尘系统技术设计方案中,大量的硫化物(多为SO2)会排放到大气中,与大气中的液滴结合,引发酸雨的产生,对环境造成严重危害。
通常情况下,煤燃烧时产生的硫化物及粉尘量最大,而燃气时基本不产生粉尘。
区域治理综合信息浅谈热镀锌线锌锅的使用和维护樊甲利河钢邯钢冷轧厂,河北 邯郸 056001摘要:随着我国热镀锌生产工艺的不断成熟,热镀锌产品的品质也在逐步地提升。
由于热镀锌产品的各种突出优势,目前,热镀锌产品已经被广泛地应用在社会的各个领域。
锌锅在热镀锌产品的生产过程中发挥着重要的作用,是热镀锌生产线重要的组成部分。
锌锅作为热镀锌生产线的重要设备,其使用不但能够影响热镀锌产品的质量,还能够影响热镀锌产品的生产成本,本文就镀锌线锌锅的使用和维护做了相关的阐述。
关键词:热镀锌线;锌锅;使用;维护锌锅设备是热镀锌生产线重要的组成部分,其主要的功能就是将固态锌熔化,为带钢浸锌的过程提供足够的锌液,同时对锌液进行供热。
锌锅设备的正常运行是提升热镀锌生产线生产效率的重要保障。
另外,锌锅设备还是决定热镀锌产品表面质量和锌层性能的主要因素之一。
一、锌锅设备概述1 锌锅设备的生产设计在生产锌锅设备的过程中,不但要选取合适的制造材料,还要确保锌锅的型号能够与加热系统、热镀锌件以及生产能力相匹配。
在符合生产需求的基础上,要尽可能地减小锌锅的面积,这样做的话,不但可以有效地减少热损耗,还可以有效地减少锌灰的生成。
另外,在设计锌锅设备的过程中,还需要重视锅壁热负荷这一重要因素,因为锅壁热负荷直接影响着锌锅设备的使用寿命。
2 锌锅设备的发展在以往的热镀锌产品生产过程中,锌锅设备通常使用的是铁制的锌锅。
铁制锌锅也经历了一系列的发展过程,从铸铁锌锅到后来的工业纯铁锌锅,最后又发展成为低碳钢板锌锅。
铁制锌锅的加热方式有很多种,包括煤气加热、重油加热和电阻加热等。
铁制锌锅还是有很多的优点的,铁制锌锅不但生产成本较低,制造起来也较为方便。
另外,铁制锌锅由于结构比较简单,所以维护起来也比较容易。
在实际的生产过程中,铁制锌锅还可以有效的减低能源的消耗。
但是,铁制锌锅也存在一定的弊端,一方面是使用寿命较短,另一方面是会生成很多的底渣。
随着时代的不断发展,铁制锌锅逐步地被陶瓷锌锅所取代,现代化的热镀锌生产线大多使用的是陶瓷锌锅,陶瓷锌锅可以有效地解决锌耗较多的问题。
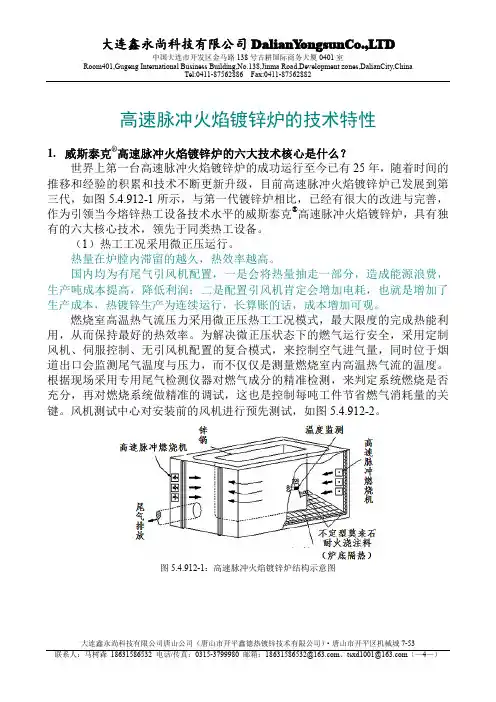
Tel:0411-******** Fax:0411-********高速脉冲火焰镀锌炉的技术特性1.威斯泰克®高速脉冲火焰镀锌炉的六大技术核心是什么?世界上第一台高速脉冲火焰镀锌炉的成功运行至今已有25年,随着时间的推移和经验的积累和技术不断更新升级,目前高速脉冲火焰镀锌炉已发展到第三代,如图5.4.912-1所示,与第一代镀锌炉相比,已经有很大的改进与完善,作为引领当今熔锌热工设备技术水平的威斯泰克®高速脉冲火焰镀锌炉,具有独有的六大核心技术,领先于同类热工设备。
(1)热工工况采用微正压运行。
热量在炉膛内滞留的越久,热效率越高。
国内均为有尾气引风机配置,一是会将热量抽走一部分,造成能源浪费,生产吨成本提高,降低利润;二是配置引风机肯定会增加电耗,也就是增加了生产成本,热镀锌生产为连续运行,长算账的话,成本增加可观。
燃烧室高温热气流压力采用微正压热工工况模式,最大限度的完成热能利用,从而保持最好的热效率。
为解决微正压状态下的燃气运行安全,采用定制风机、伺服控制、无引风机配置的复合模式,来控制空气进气量,同时位于烟道出口会监测尾气温度与压力,而不仅仅是测量燃烧室内高温热气流的温度。
根据现场采用专用尾气检测仪器对燃气成分的精准检测,来判定系统燃烧是否充分,再对燃烧系统做精准的调试,这也是控制每吨工件节省燃气消耗量的关键。
风机测试中心对安装前的风机进行预先测试,如图5.4.912-2。
图5.4.912-1:高速脉冲火焰镀锌炉结构示意图Tel:0411-******** Fax:0411-********图5.4.912-2:每一台高速脉冲火焰镀锌炉均需进行风机定制和预先测试(2)高速脉冲高温气流。
燃烧机的初始速度越高或者越稳定,循环气流越好,锌锅的受热越均衡,寿命也越长。
全球顶级品牌为美国“天时”燃烧机,注意甄别其他进口品牌,以及国产品牌。
高速的、高温热气流从燃烧机喷嘴出来后,速度高达150.00m/s,高温热气流在惯性作用下,环绕锌锅外壁加热,热工强度均匀,大大降低了锌锅内壁在锌液中的浸蚀速率,提高了锌锅的服役寿命;而燃烧室内高温热气流随着热量交换,速度逐渐降低,低速、低温热气流,在无引风机状态下,由烟囱被动排放。
热浸镀锌线锌锅加热炉控制系统的设计学院自动化学院专业自动化班级14070202学号XX姓名XX指导教师XX负责教师沈阳XX航天大学2015年6月摘要近些年来,随重工业的发展和我国基础设施的建设,钢铁的使用量在逐年上升,根据统计,我国每年有50%的在用钢铁腐蚀报废,虽然约有70%的报废钢铁金属可以回收再利用,但是每年也有约10%的钢铁损失。
所以钢铁材料防腐蚀是近些年重要的研究课题,目前国际上采用金属防腐的方法主要有两种:一,金属合金防腐,即将钢铁材料中加入一些其他金属元素,变成不锈钢;二,金属表面镀锌,因为锌比钢铁金属特性活跃,能够保护钢铁表面不受腐蚀。
由于钢铁合金成本比较昂贵,所以很少采用这种方法。
但是镀锌无毒,廉价并且防护性能也很优良,所以在金属防腐和表面防锈处理上经常采用热浸镀锌的方法,在该工业过程中最关键的工业设备就是锌锅加热炉,其在加热效率,能源消耗,锌锅使用寿命、系统运行与维护、废气排放等均受到人们的关注和重视。
针对这一问题,本文详细设计了镀锌的关键设备锌锅加热炉,该加热炉采用西门子S7-300PLC作为控制系统,应用PID控制技术并配合外围硬件设备,HMI等组成锌锅温度控制系统,在严格控制锌液温度的同时还能保证炉膛的温度和压力不超过设定值范围,能够有效的保护炉体本身,延长加热炉的使用寿命。
关键字:S7-300PLC;热浸镀锌;加热炉;PID应用The design of zinc pot control system of heating furnace in hotdip galvanizing lineAbstractwith the development of heavy industry and the construction of the infrastructure in our country. the amount of steel used in increased year by year.according to statistics, 50% of China's annual scrap steel corrosion.although about 70% of the iron and steel scrap metal can be recycled, every year there are about 10% of the iron loss. So the steel corrosion is an important research topic in recent years.the current international method using metal corrosion mainly has two kinds: one, the metal alloy corrosion, stainless steel into adding some other metal elements, the iron and steel materials; two, galvanized metal surface, because zinc is more active than the steel metal properties, can protect the steel surface by corrosion. Because the steel alloy cost is relatively expensive, so rarely used this method. But the galvanized non-toxic, cheap and protective performance is also very good, so the application of hot dip galvanizing as antirust metal materials, anti-corrosion treatment process widely, zinc pot heating furnace is a key equipment in the industrial process, the energy consumption, heating efficiency, zinc pot life, system operation and maintenance, emissions were affected by the people concern and attention. To solve this problem, this paper uses Siemens S7-300PLC as the application of PID control technology and control system with the hardware device, HMI etc. the zinc pot temperature control system, but also in the strict control of the temperature of zinc liquid while ensuring the furnace temperature and pressure doesnot exceed the set value, can effectively protect the furnace body, prolong furnace service life.Keywords: S7-300PLC; hot dip galvanizing; heating furnace;application of PID目录第一章绪论 (1)1.1热浸镀锌及锌锅加热炉控制系统发展概况 (1)1.1.1热浸镀锌发展概况 (1)1.1.2镀锌原理 (2)1.2加热炉控制系统的发展概况 (2)1.2.1串级并联双交叉限幅控制技术 (2)1.2.2模糊控制技术 (2)1.2.3PID控制技术 (3)1.3可编程控制器的发展历程 (3)1.4本文研究的主要内容 (4)第二章燃烧系统单线图及常见设备简介 (5)2.1燃烧系统单线图概述 (5)2.1.1烟道管路 (5)2.1.2空气主管路 (5)2.1.3助燃风机 (5)2.1.4燃气总管 (6)2.1.5燃气总管快切阀 (7)2.1.6烧嘴控制 (7)2.1.7总机械设计安装图纸 (8)2.2常见设备简介 (9)2.2.1烧嘴 (9)2.2.2点火控制器SFD258介绍 (10)2.2.3点火变压器 (11)2.2.4空气/燃气比例调节阀GIK (12)2.2.5空气电动调节阀 (14)第三章电气图纸设计及接线原理图 (15)3.1配电柜的设计 (16)3.1.1配电原理图 (16)3.1.2风机变频器的接线原理图 (17)3.2PLC控制柜的设计 (18)3.2.1PLC柜供电原理 (18)3.2.2模块硬件配置 (19)3.2.3数字量输入模块接线原理 (21)3.2.4数字量输出模块接线原理 (22)3.2.5模拟量输入模块接线原理 (22)3.2.6模拟量输出模块接线原理 (22)3.2.7电动阀及电磁阀控制原理 (22)3.2.8信号隔离器原理图 (23)3.3点火箱的设计 (23)3.4端子接线原理 (24)第四章PLC控制程序的设计 (24)4.1OB1组织块调用的功能函数 (25)4.1.1输入输出变量的转换(FC8、FC9、FC10) (26)4.1.2风机和燃气总管快切阀控制(FC11) (29)4.1.3烧嘴吹扫点火及复位控制(FC12) (30)4.1.4烧嘴大火控制(FC13) (31)4.1.5变频器频率的设定(FC14) (33)4.1.6报警输出(FC20) (33)4.1.7烘炉曲线(FC21) (34)4.1.8OB1调用结构图 (35)4.2 OB35组织块调用的功能函数 (36)4.2.1模拟量的数字值转工程值(FC30) (36)4.2.2控温方式的选择(FC31) (37)4.2.3模拟量的工程值转数字值(FC32) (38)4.2.4PID温度控制(FC33) (39)4.2.5 OB35调用结构图 (41)第五章基于组态软件的锌锅加热炉控制系统HMI设计 (42)5.1 WinCC flexible简介 (43)5.2变量的连接 (43)5.3画面的设计 (43)5.3.1主画面的设计 (43)5.3.2控温设置画面 (44)5.3.3烧嘴操作画面 (45)5.3.4参数设置画面 (46)5.3.5历史趋势画面 (46)5.3.6历史报警画面 (46)5.4建立连接驱动 (47)结论 (50)参考文献 (50)致谢 (52)第一章绪论1.1热浸镀锌及锌锅加热炉控制系统发展概况1.1.1热浸镀锌发展概况镀锌钢铁主要应用于家电,轻工等行业,长期以来我国的镀锌钢铁每年进口率达50%,最近几年来,镀锌发展技术主要集中在汽车行业,镀锌表面质量对于该行业是很重要的,镀锌表面质量与光滑度和清洁度等有关,与此同时镀锌的工艺,锌液的纯度也是影响表面质量的因素,但锌液中的锌渣是影响镀锌表面最重要的因素。
山东天然气镀锌炉施工方案1. 引言本文档旨在详细介绍山东地区天然气镀锌炉的施工方案。
镀锌炉是一种用于对金属制品进行镀锌处理的设备,能够提供高温和高压的环境,以确保锌层能够牢固附着在金属制品表面。
本方案将包括施工前的准备工作、主要施工步骤、安全注意事项以及施工后的清理工作等内容。
2. 施工前的准备工作2.1 设备选购在施工前,首先需要选择合适的天然气镀锌炉设备。
选择设备时,应考虑到以下几个因素:•炉内尺寸:根据需要镀锌的金属制品的尺寸确定炉子的大小;•加热方式:选择适合自己需要的加热方式,常见的有电加热、燃气加热等;•控温系统:确保设备有稳定的温度控制系统,以防止温度波动造成炉内的金属制品不均匀镀锌;•电力和燃气供应:确定设备所需的电力和燃气供应是否满足要求。
2.2 施工场地准备在施工前,需要对施工场地进行准备工作。
包括以下几个方面:•场地平整:确保施工场地平整稳固,以便设备能够稳定地安装和运行;•环境通风:炉子操作时产生大量废气,需要通过合理的通风设施将废气排出;•安全设施:在场地周围设置明显的警示标识,配备合适的灭火器材和应急救援设备;•排水系统:确保施工现场有良好的排水系统,以防止设备发生故障时水浸。
2.3 材料准备在施工前,需要准备合适的材料,包括但不限于以下内容:•金属制品:根据需要镀锌的金属制品种类和数量,进行采购准备;•镀锌溶液:根据需要进行溶液的准备和配比;•防护设备:包括工作服、手套、护目镜等个人防护设备;•施工工具:包括但不限于刷子、搅拌器、清洗剂等。
3. 主要施工步骤3.1 设备安装和调试首先,在施工现场安装天然气镀锌炉设备,根据厂家提供的指导书进行设备组装。
接下来,对设备进行调试,确保各项功能正常,操作简单。
3.2 设备预热在进行实际镀锌之前,需要对设备进行预热。
根据设备的要求,将温度逐渐升高至设定的目标温度,并保持一段时间以确保设备达到稳定状态。
3.3 表面处理在进行镀锌之前,需要对金属制品进行表面处理,以去除表面的油脂、铁锈等杂质,以确保镀锌效果。
湖北天然气镀锌炉施工方案1. 引言本文档旨在提供湖北地区天然气镀锌炉施工的详细方案。
天然气镀锌炉是一种常用的热处理设备,用于给金属制品表面镀上一层保护性的锌层。
本方案将介绍施工前的准备工作、施工过程及施工后的检验与维护等内容。
2. 施工前准备在施工天然气镀锌炉之前,需要进行以下准备工作:2.1 设备调试确保天然气镀锌炉的设备正常运行,包括燃烧系统、废气排放系统、温度控制系统等。
2.2 工作区域准备确保施工区域干净整洁,废气排放通畅,并配备足够的消防设备和防护用具。
2.3 原料准备准备好所需的锌粉、燃料、助熔剂等原料,并进行储存和管理。
2.4 施工方案编制编制详细的施工方案,包括施工工序、工艺参数、操作规范等。
3. 施工过程天然气镀锌炉的施工过程可以分为以下几个步骤:3.1 准备工作•清理炉膛:清除炉膛内的积灰和杂物,确保炉膛干净。
•加煤:向炉膛中加入适量的煤料,建立煤火,提供热能。
3.2 预热炉膛•打开炉门:打开炉门,让烟气排出,提高炉膛内的温度。
•调节炉温:根据工艺要求,逐渐调节炉温,使其达到预定的温度。
3.3 镀锌操作•加入镀锌原料:将预先准备好的锌粉投入炉膛,通过燃烧使其熔化。
•观察镀锌情况:注意观察锌液状况,确保锌液的面积和厚度均匀。
•控制加热时间:根据要求控制炉膛内的加热时间,保证金属制品表面获得适当的锌层。
3.4 炉体冷却•断气:关闭通往炉膛的燃气管道,停止加热。
•炉体冷却:等待炉体自然冷却,确保镀锌炉炉体的温度降到安全范围。
4. 施工后的检验与维护完成施工后,需要进行以下检验与维护工作:4.1 检验锌层质量使用合适的检测工具,对镀锌炉处理后的金属制品进行质量检验,确保表面的锌层均匀、附着力强。
4.2 清理工作施工结束后,及时清理炉膛和周围的杂物和残留物,维持工作区域的整洁。
4.3 维护与保养定期检查天然气镀锌炉的设备,保养和维护燃烧系统、废气排放系统,确保其正常运行。
5. 安全注意事项在进行天然气镀锌炉施工时,需注意以下安全事项:•仅由经过培训的人员操作设备。
天然气加热镀锌安全操作使用说明书天然气是发热值效高的能源,使用时要特别注意安全,为做好使用过程中的安全工作,应加强管理,特制定此规程。
1)点火前准备1. 点火前应对管路进行仔细的检查,并按规定要求进行气密性试验,不允许漏气。
2. 所有阀门均要求开、阀灵活。
3. 引风机、助燃风机均能正常起动,停止。
4. 检查所有的计控仪表均保持正常状态。
a.烘炉镀锌炉砌筑完后,一般应进行自然风干,以消除炉内砌体的水分,保证炉体质量。
如因时间较紧,也可采用点火升温干燥的方法,一般先用木柴点火烘烤4-8小时,然后交叉点燃部分烧嘴,使炉子按照设定升温曲线升温。
b.点火操作1. 起动引风机、助燃风机、使炉内为负压状态(用纸片在观察孔试验,如纸片向炉内飘动,则炉内为负压)。
2. 点火装置可采用高能点火器或火把。
3. 点火时,应关闭烧嘴上的送风阀,微微打开天然气阀,点燃天燃气后,然后缓慢的打开送风阀,并反复调整天然气阀、送风阀、直到火焰为圆盘状平焰燃烧。
按此方法依次点燃所有的烧嘴,根据控制屏上显示的炉膛温度,调节各烧嘴的燃烧量,保证炉膛温度均匀。
4. 烧嘴安全点火时间最大为3-5分钟,如果烧嘴未点着,应立即关闭烧嘴上的天然气阀门,等3-5分钟后再重新点火。
第三节操作1. 本镀锌炉控制系统设有手动和自动两种操作方式,点火开炉时应采用手动控制方式,待炉子锌液温度达到正常后,方可转换为自动控制方式。
2. 炉温、锌温的控制,是通过调节天然气和助燃空气的供给量来实现的,应严格的按规定程序开、关操作计算机监控运行情况。
3. 注意观察仪表及计算机的显示信息,报警信息及工作情况。
如遇停电、停气、风机停转等应是立即检查天然气快速切断阀是否关闭。
如果没有自动关闭,立即拉下快速切断阀的重垂,使天然气总管关闭,并赶快关闭烧嘴上的天然气阀及送风阀(下次启动时快速切断阀需人工复位)。
4. 正常工作时,炉膛应为微负压,炉膛的压力可以通过引风机的调节阀来实现。
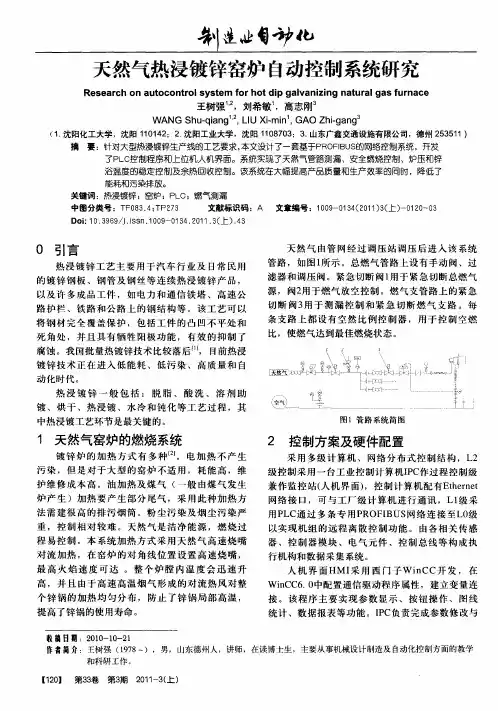
热镀锌流水线锌锅配套天然气燃烧系统方案1.锌锅基本参数锌锅尺寸:4000*1700*1000mm加热物料:锌锭锌锅容重:45T锌液工作温度:450℃燃气类型:天然气2.配置说明燃烧设备:450kw天然气高速烧嘴烧嘴数量:2台烧嘴布局方式:同侧布局(建议对角交叉布局,因此现场条件有限采用同侧布局方式)燃气使用压力:5-8kpa助燃系统:高压离心风机1台火焰检测方式:离子针检测控温方式:自动控温3.系统简介本燃烧系统采用自动点火,熄火保护,自动控温方式,降低对工人操作技术的要求,安全可靠、经济实惠。
烧嘴、点火装置、电磁阀、火焰检测器、手动阀门、比例阀、执行器共同组成燃烧系统,系统运行过程为:点火前人工吹扫炉膛→点火器打火→电磁阀打开→燃气喷出并点燃→火焰检测器发现火焰→电磁阀继续打开→火焰正常燃烧→PID智能仪表调温。
本系统采用连续比例调节燃烧,执行器控制风量大小,通过比例阀调节燃气大小,达到空燃比例燃烧。
每个烧嘴上设置燃气电磁阀,每个烧嘴配有独立点火器,具有自动点火,及火焰检测,熄火报警功能。
采用的烧嘴属于低压高速烧嘴,自带双电极(点火电极与检测电极),烧嘴内部设置稳焰盘,有效避免因天然气燃料自身原因导致的易脱火及离焰问题,调节比可达1:10,高温烟气每秒达100米,对流传热有效提高炉膛热利用率。
自动点火装置由烧嘴控制器及点火电极组成,点火电极对点火柱或是烧嘴内壁通过高压放电产生电弧以点燃燃气,烧嘴控制器自身配置点火变压器。
熄火保护是由火焰检测器和电磁阀共同完成,火焰检测采用离子棒检测,利用火焰的导电性,一旦火焰存在,电磁阀接通,信号产生,经烧嘴控制器放大信号,并输出是否火焰存在。
断电及其他紧急情况下电磁阀出于关闭状态,安全性高。
山东天然气镀锌炉施工方案一、施工前场地准备确定施工地点,确保场地平整,方便设备运输与安装。
评估现场电力供应情况,确保能够满足镀锌炉的用电需求。
规划好设备布局,预留足够的操作空间,保证生产流程的顺畅。
设置施工临时设施,如搭建工人休息室、材料仓库等。
二、材料准备根据镀锌炉的生产能力,提前采购适量的镀锌原料和辅助材料。
确保所有材料符合国家相关标准和施工要求。
对进场材料进行严格检查,确保无损坏、无污染。
三、设备安装与调试按照镀锌炉安装图纸和技术要求,进行设备的安装工作。
安装过程中,确保各部件连接紧固,无泄漏现象。
完成安装后,进行设备调试,确保各项功能正常。
四、设备预热在正式投产前,对镀锌炉进行预热处理。
预热过程中,密切监视设备温度变化,确保预热均匀。
预热完成后,对设备进行全面检查,确保无异常。
五、金属制品表面处理对需要镀锌的金属制品进行表面处理,去除油污、锈迹等。
处理后的金属制品应符合镀锌工艺要求。
六、镀锌操作将处理后的金属制品放入镀锌炉中。
控制镀锌温度和时间,确保镀锌层均匀、致密。
镀锌过程中,定期检查镀锌液成分,确保镀锌质量。
七、质量检测与评估对镀锌后的金属制品进行外观检查,确保无缺陷、无漏镀。
对镀锌层进行厚度检测,确保符合标准要求。
对整个镀锌过程进行质量评估,总结经验教训,优化施工工艺。
八、施工安全与环保严格遵守安全操作规程,确保施工过程无人员伤亡事故。
采取有效的防尘、防噪措施,减少对周边环境的影响。
合理安排施工时间,避免夜间施工,减少噪音扰民。
施工结束后,及时清理现场,保持场地整洁。
本施工方案为山东天然气镀锌炉施工的基本流程和要求,实际施工过程中,应根据具体情况进行调整和优化,确保施工质量和安全。
同时,应加强对施工人员的培训和管理,提高施工效率和环保意识。
镀锌燃气系统安全操作手册安全守则注意危险:燃烧器是将燃料和与空气合并燃烧而设计的,若使用不当,任何情况都可能引致火警及爆炸,正确的安装、调教、控制及维修亦同样重要。
不可跨越任何设置,你可能引致火警及爆炸。
若燃烧器有损坏或故障的迹象,就不能点燃燃烧器。
警告:燃烧器表面可能灼热,注意要穿着防护衣物。
燃烧器都有其独特的设计用途,未有书面认可的,不可让燃烧器超越使用的限制。
操作人员:系统内电动及机械部件的调教、保养及检修须由认可的人员负责。
他们除了有良好的机电知识外,还应有燃烧器方面的经验,具有较高警觉性的操作人员是安全保证的最佳前提。
新人员须经训练,以了解设备操作,定期再培训更是维持操作正确良好方法。
系统描述本系统用于提供热能。
燃烧器系统是自动控制的。
系统包括安全连锁和自动切断阀。
以下是对系统主要设备的简要说明。
系统包括:安全连锁和主控制主要功能:监视所有安全开关,燃气压力开关,助燃风压力开关。
依据安全开关条件对系统进行启动或关闭。
控制点火程序,实时监测火焰信号。
主燃气阀组主要功能:燃气压力调节系统安全切断燃气流量控制TJ0200主要功能:热量输入详见燃烧器说明书产品说明ThermJet是一种喷嘴混合燃烧器,设计用于通过使用周围燃烧空气的一个燃烧室对热气体强气流点火。
气体的高速改善温度均匀性、产品质量和系统效率。
ThermJet燃烧器有两种形式:·高速(HV)·中速(MV)气体速度为150米/秒的为高速燃烧器,75米/秒的为中速燃烧器。
ThermJet燃烧器操作流程点火程序:1、将燃气管道上的所有相关的手阀慢慢地打开或关闭。
如供气手阀、压力手阀等是要打开的,而排开阀则要关闭上。
注意:检查燃气压力值是否正确,燃烧机、燃气阀组、空气阀组是否有异样!是否闻到燃气。
手阀必须要慢慢开启及慢慢关闭,以免损坏手阀后的重要元件。
只有遇到紧急情况时,才快速关闭手阀!2、电控箱上电。
包括主空气开关,A#风机空气开关,B#风机空气开关,变压器空气开关,漏电开关,220V AC控制开关,PLC控制开关,触摸屏控制开关。
甘肃天然气镀锌炉施工方案一、项目概述本方案旨在为甘肃地区的天然气镀锌炉施工提供全面、细致的指导,确保施工过程安全、高效,满足设计要求及生产需要。
本方案涵盖设备布局设计、材料选择与确定、施工准备工作、炉体材料安装、气管与炉体连接、调试与测试、安全操作与防护以及施工质量监控等多个方面。
二、设备布局设计根据现场实际情况和生产需求,合理规划设备布局,确保设备之间间距合理,方便操作和维护。
考虑天然气管线、电气线路等基础设施的布局,确保与设备布局相协调。
三、材料选择与确定根据设计要求和使用环境,选用符合标准的镀锌炉体材料,确保炉体耐腐蚀、耐高温。
选择质量可靠、性能稳定的天然气管道和配件,确保气体输送安全、顺畅。
四、施工准备工作清理施工现场,确保施工环境整洁、安全。
准备所需的施工工具、材料和设备,确保施工进度不受影响。
对施工人员进行技术交底和安全培训,确保施工质量和安全。
五、炉体材料安装按照设计要求,准确安装炉体材料,确保炉体结构稳定、密封性好。
在安装过程中,注意保护炉体材料,避免损坏或变形。
六、气管与炉体连接严格按照天然气管道安装规范进行管道连接,确保连接牢固、密封性好。
在连接过程中,使用专用工具和设备,确保连接质量符合要求。
七、调试与测试完成炉体安装和气管连接后,进行设备调试和测试,确保设备运行正常、稳定。
在调试过程中,及时发现并解决问题,确保设备性能达到设计要求。
八、安全操作与防护制定详细的安全操作规程和应急预案,确保施工过程安全可靠。
施工现场设置明显的安全警示标识和防护措施,防止意外事故发生。
九、施工质量监控建立完善的施工质量监控体系,对施工过程进行全面、实时的监控。
定期对施工质量进行检查和评估,及时发现并纠正问题,确保施工质量符合要求。
本方案旨在为甘肃天然气镀锌炉施工提供全面、细致的指导,确保施工过程安全、高效,满足设计要求及生产需要。
在施工过程中,应严格按照本方案执行,确保施工质量和安全。
同时,根据现场实际情况和施工进度,及时调整和完善施工方案,确保项目顺利完成。
热镀锌流水线锌锅配套天然气燃烧系统方案
1.锌锅基本参数
锌锅尺寸:4000*1700*1000mm
加热物料:锌锭
锌锅容重:45T
锌液工作温度:450℃
燃气类型:天然气
2.配置说明
燃烧设备:450kw天然气高速烧嘴
烧嘴数量:2台
烧嘴布局方式:同侧布局(建议对角交叉布局,因此现场条件有限采用同侧布局方式)
燃气使用压力:5-8kpa
助燃系统:高压离心风机1台
火焰检测方式:离子针检测
控温方式:自动控温
3.系统简介
本燃烧系统采用自动点火,熄火保护,自动控温方式,降低对工人操作技术的要求,安全可靠、经济实惠。
烧嘴、点火装置、电磁阀、火焰检测器、手动阀门、比例阀、执行器共同组成燃烧系统,
系统运行过程为:点火前人工吹扫炉膛→点火器打火→电磁阀打开→燃气喷出并点燃→火焰检测器发现火焰→电磁阀继续打开→火焰正常燃烧→PID智能仪表调温。
本系统采用连续比例调节燃烧,执行器控制风量大小,通过比例阀调节燃气大小,达到空燃比例燃烧。
每个烧嘴上设置燃气电磁阀,每个烧嘴配有独立点火器,具有自动点火,及火焰检测,熄火报警功能。
采用的烧嘴属于低压高速烧嘴,自带双电极(点火电极与检测电极),烧嘴内部设置稳焰盘,有效避免因天然气燃料自身原因导致的易脱火及离焰问题,调节比可达1:10,高温烟气每秒达100米,对流传热有效提高炉膛热利用率。
自动点火装置由烧嘴控制器及点火电极组成,点火电极对点火柱或是烧嘴内壁通过高压放电产生电弧以点燃燃气,烧嘴控制器自身配置点火变压器。
熄火保护是由火焰检测器和电磁阀共同完成,火焰检测采用离子棒检测,利用火焰的导电性,一旦火焰存在,电磁阀接通,信号产生,经烧嘴控制器放大信号,并输出是否火焰存在。
断电及其他紧急情况下电磁阀出于关闭状态,安全性高。