汽车制造工艺基础-第三章 白车身焊接
- 格式:ppt
- 大小:6.39 MB
- 文档页数:50
汽车白车身焊接质量控制及检测和评价摘要:白车身即为车身钣金总成,其是由很多冲压成型的钣金焊接而成的结构件。
白车身结构复杂,由几百个冲压件、焊接螺栓、焊机螺母经过焊接而成,因而焊接的焊点非常多。
白车身的焊接工艺技术主要有电阻焊、电弧焊、激光焊、CO2气体保护焊。
关键词:白车身;焊接;质量控制;检测;评价引言随着汽车制造技术水平的高速发展,各汽车主机厂焊装工艺的自动化程度越来越高,其中机器人的投入使用带来的自动化提升最为明显,为适应主机厂的发展,为主机厂提供焊接零部件的供应商也开始大量使用机器人进行自动化生产,节约人力成本的同时,提升自动化率,提升产品质量的可控性与一致性。
同时,随着生活水平的提高,人们对汽车的需求越来越多样化、个性化,促使汽车制造向高柔性化方向转变。
焊接零部件供应商为适应这种需求,也在寻求更为经济,更高效率的柔性生产方式。
1装置工作原理该汽车车身板件定位切割焊接装置,包括支撑板、定位杆和板件,支撑板上设置有滑动槽,滑动槽内部通过滑动块安装有支撑块,支撑块顶部端面包覆有棉层,板件的内部通过棉层放置在支撑块上,空腔内底部通过导向槽安装有滑动板,定位杆通过调节轴固定安装在滑动板的末端,定位杆的末端通过转轴安装有定位座,并通过定位座的端面与板件端面接触设置。
切割、焊接时,对板件支撑固定,支撑块根据需要支撑固定的板件的面积通过滑动槽调节位置,支撑块通过顶部端面包覆的棉层对板件内部支撑,滑动板通过导向槽根据板件的长度或宽度从空腔内部拖出,操作盘对调节轴转动,带动定位杆转动,并根据需要焊接固定的板件宽度通过调节块在调节槽调节位置。
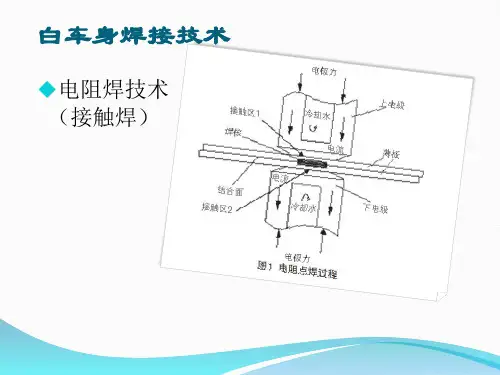
2汽车白车身焊接工艺2.1电阻焊技术电阻焊技术是指被焊接零部件在两个电极之间,以电流熔炼零部件实现白车身融合的技术。
此类白车身零部件在焊接中的电阻值相对较大,当电流经过此零部件的时候都会造成焊接部位临近区域产生电阻热。
从而融化两个零部件,将其牢固地结合在一起。
当前,电阻焊主要包含了点焊、凸焊、缝焊和对焊四种类型。
白车身名词解释1. 什么是白车身?白车身是指汽车制造过程中的一个关键组件,也是汽车的基本结构。
它是指在汽车生产线上,经过焊接、冲压、涂装等工艺处理后的未经涂装的汽车主体部分。
白车身通常由钢板制成,具有承载车辆负荷、保护乘员安全以及提供外观美观等功能。
2. 白车身的组成部分白车身通常由以下几个主要部分组成:(1) 车顶和侧围车顶是白车身的最上部分,位于整个结构的顶端。
它通常由一块承载力强且较轻的材料制成,如钢板或铝合金板。
侧围则是连接前后轮拱的部分,起到加强整个结构刚性和保护乘员安全的作用。
(2) 主梁和副梁主梁是连接前后两端的主要承重构件,负责传递碰撞力和保护乘员安全。
它通常由高强度钢板制成,以确保在碰撞时能够有效吸收和分散能量。
副梁则位于主梁的两侧,起到加强整个结构刚性和增加承载能力的作用。
(3) 车门和车窗框车门是乘员进出汽车的通道,它通常由钢板制成,并安装在白车身侧围上。
车窗框则是固定在车门上的部件,用于安装车窗玻璃和密封胶条。
这些部件不仅提供了乘员进出汽车的便利,还起到了保护乘员安全和防止噪音、水分等外界物质进入车内的作用。
(4) 车身地板和底盘车身地板是白车身底部的平台,它连接了前后轮拱,并提供了乘员座椅、脚踏板等组件的安装位置。
底盘则是白车身底部的承重结构,负责支撑整个汽车,并传递发动机、悬挂系统等力量。
3. 白车身制造工艺制造白车身需要经过多个工艺步骤,包括焊接、冲压、涂装等:(1) 焊接焊接是将不同构件进行连接的过程,通常使用电弧焊接、激光焊接等技术。
焊接可以将车身各个部件牢固地连接在一起,确保整体结构的稳定性和完整性。
(2) 冲压冲压是将扁平的金属板材通过冲压机具有一定形状的模具进行成型的工艺。
通过冲压可以制造出车门、车顶、侧围等白车身部件的形状。
(3) 涂装涂装是对白车身进行表面处理和保护的工艺。
它包括除锈、喷涂底漆、喷涂面漆等步骤。
涂装不仅可以提供白车身表面的美观效果,还能增加其耐腐蚀性和抗划伤性。

白车身生产工艺流程白车身生产是汽车生产过程中的一个重要环节,主要负责车身部分的制造,包括车身骨架、防护装置、车门、车顶、车门板等。
白车身要求制造精细、质量过硬、外观美观,以保证整个汽车的安全性、舒适性、经济性等指标。
下面将详细介绍白车身生产的流程。
1.车身钢板的加工首先需要对原材料进行加工处理。
钢板是白车身的主要组成部分,需要按照图纸进行模具制造、钢板切割、冲孔、弯曲等加工环节。
这些操作通常由自动化设备完成,以确保加工的精度和一致性。
2.焊接工序钢板加工完成后,需要进行焊接工序。
焊接是白车身不可或缺的一步,质量的好坏往往决定着整车的质量。
主要焊接方式有点焊和埋弧焊。
在其中,点焊是最常用的方式。
焊接完成后需要进行修磨等工作,让焊接点更加平整,以避免车身的变形和裂缝的发生。
3.烤漆工序烤漆工序主要是涂覆底漆、面漆、隔热涂层、保护涂层等,以防止钢板腐蚀和氧化。
该工艺需要高温烘干,以固定漆膜,并保证涂层的一致性和粘附性。
整个烤漆过程需要准确控制温度和湿度,以避免涂层发生起泡和龟裂等现象。
4.车身组装烤漆工序完成后,车身组装开始。
在此过程中,需要按照图纸和要求将车身各个零部件搭配到位,并进行固定、拧紧、质检等环节。
此外,还需要进行内饰的安装、脚垫铺设、门窗密封测试等工作。
组装完成后,车身需要进行喷漆、安装轮胎等基本工作,以转化为完整的汽车。
5.检验工序经过以上步骤,汽车已经基本成型。
最后一步是对汽车进行全面的检验。
检验步骤包括外观检查、漆面检查、内部饰面检查、车身刚度、噪音和震动测试、崩裂测试等。
总之,白车身生产需要经历多个环节,其中每一个步骤都需要精益求精。
必须准确控制每个环节的工艺流程,以便使车辆质量和生产效率达到最佳状态。
随着技术的不断进步,白车身生产中自动化设备和数字化技术的应用也越来越广泛,使生产变得更加高效和精确。
浅论汽车白车身焊接工艺分析及工装设计摘要:近年来我国的科学技术和经济水平都得到了蓬勃的发展,在这样的快节奏时代背景之下,我国社会生活当中的各行各业都紧随时代发展趋势不断地进行着与时俱进的创新和变革。
汽车制造行业当中的焊接工艺也在这样的快节奏时代洪流当中不断地引入了现代化的科学技术和工艺方法,从而在某种程度上提升了汽车车头的稳定性和安全性,相关的技术管理人员在汽车的焊接工艺以及钣金材料控制工作上,需要严格按照相关的要求和标准来管理,从而全面提升汽车制造行业的加工效果和质量水平。
本篇文章将针对这一点作出简要分析以供参考。
关键词:汽车白车身;焊接工艺;工装设计汽车生产工艺一般可分为冲压、焊装、涂装和总装工艺,其中,焊装质量直接影响着车身的精度和质量,因此对焊装工艺的研究对于汽车生产具有重要意义。
这是因为如果汽车白车身的整体焊接出现任何不稳定的变动,都会对整个汽车的工装及后期的投入使用带来极大的安全隐患。
因此,相关的技术工作人员一定要将现代化的焊接工艺引入到汽车白车身的焊接加工环节当中,并结合工装设计工作全面提升汽车白车身整体稳定性和安全性,从而全面提升汽车制造行业的加工水平。
1、白车身焊接工艺概述1.1白车身焊接方法车身的焊装质量对整个白车身的外观、精度和质量都具有重要的影响作用,因此,白车身的焊装应该引起足够的重视。
白车身焊接一般包括了对汽车的侧围、地板、后围、顶盖、总拼等的操作,按焊接方式又可分为电阻焊方式、C02电弧焊方式和激光焊方式。
在所有焊接方式中,电阻焊是目前使用得最普遍的,它主要是利用电阻发热的原理,将电阻发热产生的热量用于熔化工件,最后将工件连接起来的一种方法。
其中,电阻焊连接方式的常见点焊机械一般有两类:悬架式点焊机与定位式点焊机(固定点焊机),悬挂式点焊机一般使用于在各分总成和车身总成之间的连接过程中,固定电焊机则应用凸焊螺母及螺柱过程中。
1.2焊接流程焊装工序以车身焊装顺序计划为主要内容,即首先根据车体数模,分解焊装工序,并明确工位,再确认每个工位及所需要的零部件,最后再进行总成焊接的流程。
汽车白车身的焊接工艺设计研究摘要:焊接工艺广泛应用于在汽车白车身的制造环节,做好白车身焊接工艺设计,利于根本上提高汽车白车身品质,保障整体的设计制造效果。
我国汽车行业的未来发展趋势更注重汽车整体制造质量,随着消费市场的新要求陆续提出,这就要求增强汽车质量之外,还应具备更多元的性能来满足汽车市场需要,并从客户端逆向传导到焊接工艺设计,进一步提高汽车白车身焊接工艺设计水平。
本文详尽分析汽车白车身焊接工艺设计,并对焊接工艺设计要素展开探讨,对重点焊接工艺设计问题予以分析,归纳出科学适宜的解决策略。
关键词:汽车白车身;焊接工艺;设计汽车是工业发展的重要构成产品,随着社会发展和人民生活水平提高及新冠疫情爆发以来,乘用车领域消费者越来越关注个人出行空间的私密性、隔离性、舒适性,汽车日渐成为主流的交通工具,商用车领域驾驶室是司乘人员长时间工作的空间,驾驶室往生活舱演化的趋势日益明显,白车身焊接工艺质量是满足这些发展趋势和要求的基础,专注于汽车白车身的焊接质量,能更好的提升汽车安全性、舒适性,结合现阶段汽车行业的发展方向,提升汽车白车身焊接工艺设计水平,可有效提升汽车整体的制造质量。
一、汽车白车身焊接工艺的数模设计要求因工艺成熟、价格适中,汽车白车身结构广泛采用钢制冲压件,如果焊接环节忽视了设计要求,不符合焊接规范,极易导致车身整体强度不足,无法在车辆行驶中充分保证司乘人员的安全,因此,提升汽车白车身焊接工艺的设计研究,保障焊接工艺制造流程的顺畅性、连贯性、一致性,需明确白车身焊接工艺设计要素无遗漏,发挥焊接工艺在产品质量保证的核心作用。
白车身设计需预先完成产品概念设计数模,汽车制造行业应用三维软件完成车体数模设计,获取直观的制造工艺模型,简化汽车制造流程,借助软件的优势,将需要制造的汽车产品更直观表现,更加全面的获取相关参数,完成理想姿态的产品设计。
对于汽车白车身焊接工艺设计,可进行虚拟制造仿真评审,将数模匹配验证,设计人员获取白车身结构的尺寸等关键信息,从而构建各级分总的位置关系,协调相应的模型比例参数,提前识别设计问题提前整改,避免引入后续工业化生产。
汽车车身焊接工艺一、汽车车身焊接工艺的原理汽车车身焊接是通过将金属件加热至熔化,然后在熔融状态下进行连接的一种加工方法,其原理是利用焊接电弧产生的高温和热能,将金属件的表面熔化,形成连接。
汽车车身焊接通常使用的焊接方式主要包括点焊、焊缝焊接和激光焊接。
1.点焊点焊是一种常用的汽车车身焊接方式,其原理是利用电流通过焊枪的两个电极,使其在被焊接的金属接触点产生高温,将金属件焊接在一起。
点焊适用于汽车车身内部焊接,它能够在短时间内形成坚固的连接,焊接效果好,但是只适合连接厚度小于3mm的金属件。
2.焊缝焊接焊缝焊接是通过焊枪喷出的熔融金属填满被焊接的金属件之间的间隙,形成连续的焊缝,实现金属件的连接。
焊缝焊接适用于汽车车身外部焊接,能够焊接厚度较大的金属件,连接牢固,牢固和密实。
3.激光焊接激光焊接是一种高科技的汽车车身焊接方式,利用激光束进行焊接,其原理是通过激光束的高能量和高密度实现金属件的熔化和连接。
激光焊接速度快,精度高,连接坚固,适用于汽车车身的复杂形状焊接。
二、汽车车身焊接工艺的技术特点汽车车身焊接工艺具有以下几个技术特点:1.高效性汽车车身焊接工艺能够实现高效的生产,焊接速度快,能够大幅度降低生产成本和提高产能,同时能够保证焊接质量。
2.自动化汽车车身焊接工艺在生产线上实现了自动化,通过工业机器人和自动焊接设备实现了汽车车身的高效焊接,大大提高了焊接质量和生产效率。
3.多样性汽车车身焊接工艺能够适应不同形状、材质和厚度的金属件的焊接,能够实现汽车车身的多样性生产要求。
4.环保性汽车车身焊接工艺在焊接过程中减少了焊接烟尘和废气的排放,提高了环境保护意识,符合现代产业发展的环保要求。
5.质量稳定汽车车身焊接工艺通过严格的工艺控制和质量检测,能够保证焊接质量的稳定和一致性,提高了汽车车身的安全性和可靠性。
三、汽车车身焊接工艺的发展趋势随着汽车制造的不断发展和技术的进步,汽车车身焊接工艺也在不断发展和完善,其发展趋势主要表现在以下几个方面:1.智能化汽车车身焊接工艺将会向智能化方向发展,通过网络化控制和自动化设备实现生产线的智能化运行,实现生产和质量的高效管理。