低电流密度离子膜电解槽零极距改造运行总结
- 格式:pdf
- 大小:238.00 KB
- 文档页数:3
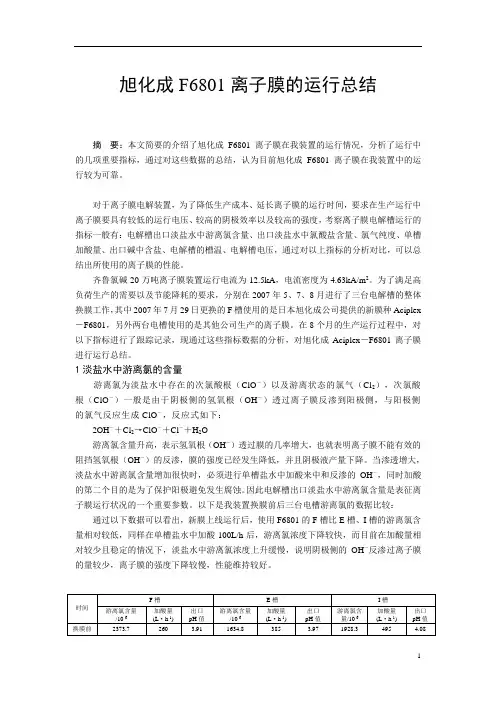
旭化成F6801离子膜的运行总结摘要:本文简要的介绍了旭化成F6801离子膜在我装置的运行情况,分析了运行中的几项重要指标,通过对这些数据的总结,认为目前旭化成F6801离子膜在我装置中的运行较为可靠。
对于离子膜电解装置,为了降低生产成本、延长离子膜的运行时间,要求在生产运行中离子膜要具有较低的运行电压、较高的阴极效率以及较高的强度,考察离子膜电解槽运行的指标一般有:电解槽出口淡盐水中游离氯含量、出口淡盐水中氯酸盐含量、氯气纯度、单槽加酸量、出口碱中含盐、电解槽的槽温、电解槽电压,通过对以上指标的分析对比,可以总结出所使用的离子膜的性能。
齐鲁氯碱20万吨离子膜装置运行电流为12.5kA,电流密度为4.63kA/m2。
为了满足高负荷生产的需要以及节能降耗的要求,分别在2007年5、7、8月进行了三台电解槽的整体换膜工作,其中2007年7月29日更换的F槽使用的是日本旭化成公司提供的新膜种Aciplex -F6801,另外两台电槽使用的是其他公司生产的离子膜。
在8个月的生产运行过程中,对以下指标进行了跟踪记录,现通过这些指标数据的分析,对旭化成Aciplex-F6801离子膜进行运行总结。
1淡盐水中游离氯的含量游离氯为淡盐水中存在的次氯酸根(ClO-)以及游离状态的氯气(Cl2),次氯酸根(ClO-)一般是由于阴极侧的氢氧根(OH-)透过离子膜反渗到阳极侧,与阳极侧的氯气反应生成ClO-,反应式如下:2OH-+Cl2→ClO-+Cl-+H2O游离氯含量升高,表示氢氧根(OH-)透过膜的几率增大,也就表明离子膜不能有效的阻挡氢氧根(OH-)的反渗,膜的强度已经发生降低,并且阴极液产量下降。
当渗透增大,淡盐水中游离氯含量增加很快时,必须进行单槽盐水中加酸来中和反渗的OH-,同时加酸的第二个目的是为了保护阳极避免发生腐蚀。
因此电解槽出口淡盐水中游离氯含量是表征离子膜运行状况的一个重要参数。
以下是我装置换膜前后三台电槽游离氯的数据比较:通过以下数据可以看出,新膜上线运行后,使用F6801的F槽比E槽、I槽的游离氯含量相对较低,同样在单槽盐水中加酸100L/h后,游离氯浓度下降较快,而目前在加酸量相对较少且稳定的情况下,淡盐水中游离氯浓度上升缓慢,说明阴极侧的OH-反渗过离子膜的量较少,离子膜的强度下降较慢,性能维持较好。
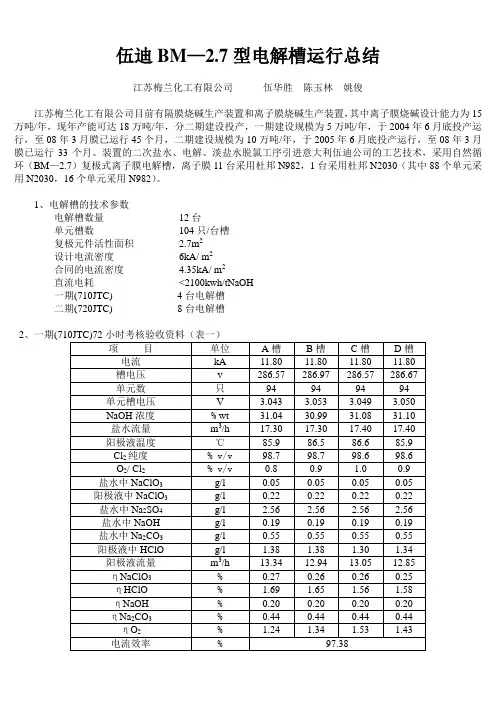
伍迪BM—2.7型电解槽运行总结江苏梅兰化工有限公司伍华胜陈玉林姚俊江苏梅兰化工有限公司目前有隔膜烧碱生产装置和离子膜烧碱生产装置,其中离子膜烧碱设计能力为15万吨/年,现年产能可达18万吨/年,分二期建设投产,一期建设规模为5万吨/年,于2004年6月底投产运行,至08年3月膜已运行45个月,二期建设规模为10万吨/年,于2005年6月底投产运行,至08年3月膜已运行33个月。
装置的二次盐水、电解、淡盐水脱氯工序引进意大利伍迪公司的工艺技术,采用自然循环(BM—2.7)复极式离子膜电解槽,离子膜11台采用杜邦N982,1台采用杜邦N2030(其中88个单元采用N2030,16个单元采用N982)。
1、电解槽的技术参数电解槽数量12台单元槽数104只/台槽复极元件活性面积 2.7m2设计电流密度6kA/ m2合同的电流密度 4.35kA/ m2直流电耗<2100kwh/tNaOH一期(710JTC) 4台电解槽二期(720JTC) 8台电解槽2、一期备注:710JTC72小时考核验收时每台槽的单元数为94只,备用预留单元数每台槽为10只。
从表一、表二可看出:1)伍迪BM2.7离子膜电解槽电流效率>97%;2)氯气纯度>98%,O2/ Cl2≤1%;3)阳极液中NaClO3、HClO含量低;4)进槽盐水中NaOH含量偏高,达0.13~0.34 g/l,说明进树脂塔盐水的pH值偏离9~10.5的控制指标。
4、电解主装置工艺设备简述电解主装置电解槽及附件、二次盐水过滤器、树脂塔、阴极液泵、真空泵由伍迪公司提供,二次盐水过滤器为二台,树脂塔为三台,采用PLC控制,信号传输到DCS操作中心,其它均为国产设备。
整流变压器由原江西变压器厂和原南通变压器厂生产(现均改名称),整流器、极化整流器由原九江整流器厂生产(现均改名称),DCS系统由西门子公司提供,电解槽界区外阴极液管道采用PTFE/CS,盐水管道采用CPVC,同电解槽相连的支管盐水、碱管道均采用CPVC/FRP,电解槽主管由伍迪公司提供。
3万t/a膜极距离子膜电解装置开车小结摘要:通过3万t/a自然循环膜极距离子膜电解装置调试、开车、考核过程进行小结,分析蓝星(北京)化工机械有限公司的膜极距电解装置的装置性能、工艺技术特点,分析生产中不正常现象的原因以及处理措施,总结开车过程的注意事项等,探寻离子膜电解系统的开发方向。
关键词:离子膜;膜极距;装置性能;技术特点一.概述2010年4月14日*****化工有限公司3万t/a自然循环膜极距离子膜电解装置与原有3万t/a高电流密度自然循环复极式电解装置顺利并网,一次性开车成功。
正常运行后对其进行了连续72小时性能考核,取得理想结果。
该项目工程及其配套工程总投资约4000万元。
该项目建设过程中,消防、工业卫生、安全、环保符合国家“三同时”规定。
二.装置性能指标该装置的核心是蓝星(北京)化工机械有限公司NBZ-2.7型自然循环膜极距电解槽,北化机汲取了高电流密度自然循环电解槽的特点,膜极距电解槽(NBZ-2.7型)与高电密电解槽(NBH-2.7型)具有相同的外形尺寸、安装尺寸、外围工艺路线,并且具有相同的阳极结构,盐水循环充分,气液波动小;与高电密电解槽的不同之处在于,膜极距电解槽阴极采用弹性网结构,使得阴极与离子膜的极距为零,从而具有运行电密高、吨碱电耗低的特点,在5.5kA/m2电密运行时吨碱电耗2100kWH/MT。
北化机技术人员于2010年4月21日20:00至4月24日20:00对二期膜极距电解槽以及一期高电密电解槽同时进行了连续72小时性能考核。
结果见表1:表1 北化机膜极距电解装置72小时性能考核表三.北化机膜极距电解装置系统工艺技术特点1.进入盐水二次精制系统的盐水进行部分循环加热,提高进树脂塔的温度,从此方面考虑,北化机公司一方面考虑了选用适合于离子交换树脂塔的精盐水温度,同时也考虑了自然循环电解装置槽温达到理想的控制状态,因为仅通过电流来控制槽温稳定是不足取的。
2.设置了盐酸稀释系统,控制加水比例,将盐酸稀释至17%左右再加入电解槽,避免了高浓度酸进入电解槽后对离子膜产生酸化现象。
旭化成膜极距电解槽应用总结摘要:介绍了四台旭化成复极式高电密膜极距离子膜电解槽在河南永银化工实业有限公司全卤水工艺生产烧碱的应用情况,电解槽运行平稳,槽压低,烧碱单位耗电低。
膜极距电解槽是未来我国烧碱生产首选电解槽型。
关键词:膜极距电解槽;烧碱;应用;总结一、10万吨/年烧碱装置工艺简介永银公司10万吨/年烧碱装置采用全卤水工艺,设计上卤水使用率可根据生产实际100%调整。
卤水由盐矿供应,烧碱生产过程产生的淡盐水、废水、杂水、预处理器和凯膜过滤器排放的盐泥均进入返井罐返回盐矿。
盐矿具有4对8口对流井,单对对流井产卤能力60立方米/小时。
一次盐水采用通用的预处理加凯膜工艺,盐水系统的芒硝采用膜法除硝工艺抽出部分淡盐水由脱硝装置除去,控制盐水硫酸根含量在6.9g/l以下,脱硝装置能力400Kg/h。
二次盐水采用通用的三塔工艺。
电解采用旭化成制造的四台膜极距电解槽,离子膜为旭化成配套的F6801离子膜,单台能力2.5万吨/年。
电解槽直流供电采用1拖2方式。
氯处理采用通用工艺,硫酸干燥为2塔3级干燥,1塔和2塔下部是填料,2塔顶部设置5块泡罩塔板。
氯气压缩采用国产小透平机。
液氯采用通用低压工艺。
高纯盐酸采用二合一副产蒸汽合成炉。
二、旭化成膜极距电解槽的应用综合各公司电解槽的性能、市场占有率、价格、技术支持情况,永银化工10万吨/年离子膜烧碱装置采用旭化成公司制造的四台膜极距NCZ型电解槽。
旭化成公司供货包括电解槽、离子膜、挤压机、补膜机、部分控制阀和仪表等。
其主要性能如下:单元槽尺寸1,289×2,400mm:单元槽有效面积 2.7 m2:电流密5.0 KA/m2 ;最大电流密度 6.0 KA/m2;单槽单元槽数量;162(最多168;单元槽电压(期待最低)2.92 V (5.0 KA/m2);离子交换膜F6801。
三、电解槽运行总结1. 电解槽产碱量电解槽运行初期由于市场和氯气平衡问题,4台电解槽没有同时投入运行或者运行电流未达到额定电流。
膜极距电解槽运行总结
路爱敏;司志坦
【期刊名称】《氯碱工业》
【年(卷),期】2014(050)007
【摘要】介绍新矿集团泰山盐化工分公司膜极距电解装置n-BiTAC和i-BiTAC的运行情况,并就不同离子膜的运行状况进行说明.
【总页数】2页(P21-22)
【作者】路爱敏;司志坦
【作者单位】新矿集团泰山盐化工分公司,山东泰安271024;新矿集团泰山盐化工分公司,山东泰安271024
【正文语种】中文
【中图分类】TQ114.262
【相关文献】
1.膜极距改造电解槽运行总结 [J], 庞智强;申文强
2.2类电解槽改膜极距运行总结 [J], 申文强;熊鹏
3.离子膜电解槽改膜极距电解槽运行总结 [J], 钟永铎
4.离子膜电解槽膜极距改造及运行总结 [J], 荆智海
5.ZMBCH一2.7离子膜电槽改膜极距电解槽运行总结 [J], 于慧梅;金翔宇
因版权原因,仅展示原文概要,查看原文内容请购买。

何谓零极距离子膜电解槽
如今我国氯碱行业新建和改造项目基本都采用离子膜法烧碱工艺,其中采用的电解槽多为高电流密度自然循环复极式离子膜电解槽。
而近几年出现的新型零极距离子膜电解槽比我们现在使用的普通离子膜电解槽节能减排效果明显,同样产能情况下可以节省大量的能源消耗,更加符合现代工业可持续发展作业的要求。
什么是零极距电解槽?它为什么可以节约更多的能源呢?所谓零极距电槽,就是阴阳两电极直接与膜接触,极间距只有膜的厚度,故又称为膜极距电槽。
众所周知,离子膜法烧碱电解装置中,电解单元的阴阳极间距(极距)是一项非常重要的技术指标,其极距越小,单元槽电解电压越低,相应的生产电耗也越低。
零极距电解槽通过降低电解槽阴极侧溶液电压降,从而达到节能降耗的效果。
原有电解槽阴阳极之间的极间距为1.8—2.2毫米,溶液电压降为200毫伏左右,零极距电解槽就是改进阴极侧结构,增加弹性构件,使得阴极网贴向阳极网,电极之间的间距为膜的厚度。
与普通电槽相比,同等电密下零极距电槽电压降低约180毫伏,相应吨碱电耗下降127千瓦时。
我国北化机自主开发的该项技术按烧碱年产量为50万吨计算,年节约电能约6350万千瓦时,综合技术指标达到国际先进水平。
目前,天津大沽、新疆天业、齐鲁石化、河北冀衡、宁波东港电化、黑龙江昊华、榆社化工等单位已相继从国内外引进或改造了零极距技术设备。
通过几年的运行实践,国内零极距复极式离子膜电解槽已逐步成熟,操作方便、运行平稳,并且能够满足国内原盐情况下氯碱工业的生产工艺要求。
由于此项技术节能减排效果明显,切合目前国内氯碱行业生产要求,已入选烧碱行业清洁生产技术推行方案推广技术目录,将成为今后一段时间内氯碱行业发展的主要方向。
零极距离子膜电解槽近年来,中国新建和改造项目基本都采用离子膜法烧碱工艺,离子膜法烧碱产能已占到总产能的69%,其中采用的电解槽多为高电流密度自然循环复极式离子膜电解槽。
近两年出现的新型零极距离子膜电解槽也开始在我国逐步推广应用,该离子膜电解槽比普通离子膜电解槽节能减排效果明显。
离子膜法烧碱电解装置中,电解单元的阴阳极间距(极距)是一项非常重要的技术指标,其极距越小,单元槽电解电压越低,相应的生产电耗也越低,当极距达到最小值时,即为零极距,亦称之为膜极距。
一般用的电解槽都是窄极距的,即阴阳电极间距约2~3mm,从而避免电解单元槽挤坏离子膜,且电压也稍高一些;而零极距是在窄极距的基础上将阴极上加一层弹性缓冲网和面网,即弹性阴极,从而将阴阳电极间距缩小到离子膜的厚度,从而使电解槽的欧姆降大大减小了。
不仅提高的电流密度和产量,且电耗明显降低许多。
零极距电解槽通过降低电解槽阴极侧溶液电压降,从而达到节能降耗的效果。
原有电解槽阴阳极之间的极间距为1.8~2.2毫米,溶液电压降为200毫伏左右,零极距电解槽就是改进阴极侧结构,增加弹性构件,使得阴极网贴向阳极网,电极之间的间距为膜的厚。
与普通电槽相比,同等电密下零极距电槽电压降低约180毫伏,相应吨碱电耗下降约127千瓦时。
此外,零极距复极式离子膜电解槽操作方便、运行平稳,可满足大规模生产工艺要求。
我国目前烧碱年产量为1850万吨,如果全部改造为零极距电解槽,年节约电能约23.5亿千瓦时。
我国已提出推广该项新技术,根据安排,2012年之前将完成300万吨烧碱产能应用零极距离子膜电解槽的目标,年可节约电能约3.81亿千瓦时。
附:相关介绍1.弹性网弹性网是由金属线材(镍)编制,由机械压花折弯使其具备一定弹性的丝网产品。
2.极网极网由纯镍线材编制加工,有特殊涂层(各个公司有自己不同专利)是膜极距电解槽电极重要组成部分。
3.保护网保护网是保护膜极距电解槽电极产品,也是由金属线材编织防止电极弹性网、极网脱落。
离子膜电解运行总结陈玉国【摘要】对比旭化成NCH离子膜电解槽性能变化情况.根据膜极距改造前后运行数据,分析了电解槽膜极距改造的利弊.针对电解装置运行中出现的问题,提出相应解决措施.【期刊名称】《氯碱工业》【年(卷),期】2017(053)009【总页数】6页(P14-19)【关键词】离子膜;电解槽;膜极距【作者】陈玉国【作者单位】中国石油化工股份有限公司齐鲁分公司氯碱厂,山东淄博255411【正文语种】中文【中图分类】TQ114.262某公司离子膜法烧碱装置于2004年10月建成投产,设计生产力能力为20万t/a。
二次盐水、电解及淡盐水脱氯工序引进日本旭化成公司的工艺技术,采用旭化成自然循环复极式ML-32NCH电解槽,共10台电解槽,每台166个单元槽,正、负半区各83个单元槽,分别用油压系统压紧。
复极元件面积为2.7 m2,设计寿命为6年。
A槽采用杜邦N982膜;B~J槽采用旭化成F4401膜。
精制盐水及阴极液均通过高位槽进入电解槽,以保持流量、压力稳定。
阴极液循环量每单元槽0.3 m3/h,通过手阀调节电解槽入口流量为50 m3/h;阳极液循环量由调节阀通过电流负荷串极控制,最低流量为13.3 m3/h。
阴极高位槽至电解槽碱总管设置高纯水管线,根据分析调节加水量,控制出电解槽阴极液总质量分数在31.5%~32%,不能对单台电解槽阴极液浓度单独进行调整。
精制盐水进入高位槽之前加高纯盐酸调节pH值在4.5~5.0之间,每台电解槽阳极入口管设有加酸线,根据单槽氯气纯度、游离氯等分析结果,调节单槽加酸量,以保持阳极效率;同时,部分淡盐水回流至高位槽出口管线,以避免上槽盐水钛管线被腐蚀。
设计电解槽运行参数如下。
电流密度 4.2 kA/m2;最高电流密度 4.63 kA/m2;极网面积 2.7 m2;阴极液质量分数 32%;阴极效率 96%;单元槽电压 2.95 V(F4401膜),2.99 V(N982膜);直流电耗 2 100 kW·h/t。
电流密度的改变对离子膜电解槽稳定运行中的影响河南省化工技师学院朱宝光平煤集团开封东大化工有限公司张菊青摘要通过实际生产中发现的问题去分析电流密度的改变对离子膜电解装置的影响,避免盲目的操作,并尽量减少系统停车的次数和时间,确保装置长期稳定运行。
关键词电流密度槽电压电极电流密度在很大范围内变化对电流效率影响很小,使得离子膜电解槽在操作上有很大弹性,国外有厂家为了适应电价的差别而采取白天与晚上在不同电流密度下运行。
但多年的实践发现电解槽运行电流密度在1.5-4.0KA/m2波动对电流效率影响不大,但随着电流负荷的改变必须及时调整工艺控制指标,实际中很难做到。
相反电流密度的频繁改变却会对电解槽的稳定运行产生负面影响,特别是低电流密度运行对离子膜的危害会更大。
1、电流密度的改变直接影响电解槽的槽压差由于电流密度的不同,电解槽内的气体产生量会发生变化,造成电解系统内气相压力的波动从而影响电解槽槽压差。
从操作上为了保证槽压差的稳定而去调整进槽阴、阳极进槽流量。
首先我们必须意识到槽压差对电解槽稳定运行的重要性:由于阳极液电导率远远小于阴极液电导率,故对强制循环复极式离子膜电解槽多控制正压差15KPa,自然循环复极式离子膜电解槽控制为4KPa。
正压差有效的减少了槽电压,相反负的压差增加槽电压,每片增加0.4—0.5V。
若正压差过大将使阳极变形、极距增大、离子膜易损坏。
若正压差过小或形成负压差不仅使槽电压上升,而且使槽压波动,离子膜膜贴向阴极,膜与阴极摩擦而出现针孔。
下面以几组数据来说明电流密度频繁调整将使槽压差波动厉害。
(正常电流密度控制为3.3KA/m2运行电流9.5KA)时间电流调整情况时间间隔(小时)压差波动情况( m H2O )2月21日18:30——20:00 9.0KA 1.5 1.23--2.03 最大2.20 22 日00:00——09:00 9.5KA 9 压差稳定 1.2—1.509:00——10:50 9.0KA 1.7 压差波动厉害10:50——12:00 8.5KA 1.3 1.12—2.02 最大2.0922 日16:00——24:00 9.5KA 8 压差稳定 1.2—1.523 日04:00——21:00 9.5KA 17 压差稳定 1.3—1.521:50——23:50 8.0KA 3 1.2—1.7 最大 1.84 24 日01:30——03:00 8.0KA 2.5 压差波动厉害从以上数据可以直观地看到:若电流调整频繁,即使能够及时调节阴阳极进槽流量,但压差仍不稳定。