离子膜电解槽泄漏着火原因分析
- 格式:pdf
- 大小:2.36 MB
- 文档页数:3
影响离子膜法电解槽正常运行的因素及控制钟建云;王冀锋【摘要】分析离子膜法电解生产过程中,影响电解槽运行的因素有:盐水中的杂质,盐水浓度,电解液酸度,阳极液浓度,电解槽操作温度,氯酸盐,及操作是否得当.只有通过严格的工艺管理,保证工艺指标,才能使电解装置长周期安全稳定运行.【期刊名称】《氯碱工业》【年(卷),期】2016(052)009【总页数】8页(P20-27)【关键词】离子膜;电解槽;盐水;电解液;操作温度;氯酸盐;操作;运行条件【作者】钟建云;王冀锋【作者单位】青海盐湖海纳化工有限公司,青海西宁810000;青海盐湖海纳化工有限公司,青海西宁810000【正文语种】中文【中图分类】TQ114.262Ca2+、Mg2+:在膜内形成氢氧化物沉淀,使槽电压升高,电流效率下降。
Ca2+主要使电流效率下降,槽电压略有升高。
Mg2+主要使槽电压升高,电流效率略有下降。
Fe3+:在膜上形成杂质层,含量低只影响槽电压,含量高时也影响电流效率。
Ba2+、I-:在膜内形成结晶沉淀,使槽电压略有升高,电流效率略有下降,主要影响电流效率。
Ni2+:在膜上形成杂质层,主要影响槽电压。
Si2+、Al3+:形成化合物,主要影响电流效率。
在膜上形成杂质层,使电流效率下降。
TOC:污染离子膜,使槽电压升高[1]。
1.1 Ca2+、Mg2+杂质离子含量高的原因及影响一次盐水pH值为9~11,在碱性条件下,部分Ca2+、Mg2+杂质以Ca(OH)2、Mg(OH)2形式存在,这些微小胶粒附着在树脂表面,减少了树脂使用面积,降低了树脂的吸收能力,且螯合树脂只对离子态的Ca2+、Mg2+有交换能力,从而造成分子态的Ca、Mg在螯合树脂塔内未脱除而进入电解槽。
在酸性条件下,分子态的Ca、Mg转化成离子状态,使得阳极液中Ca2+、Mg2+含量远远超过二次精制盐水中检测的量,造成杂质离子沉积在膜上,影响电流效率及槽电压,这种情况在盐水质量差时时有发生。
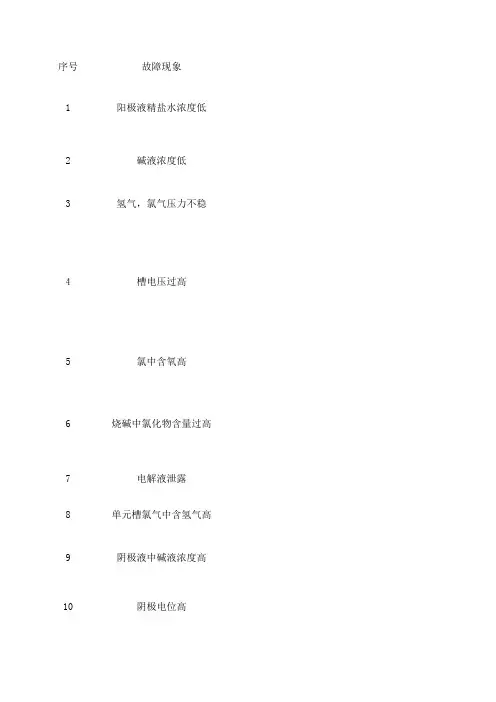
电解槽一般常出现以下问题:1、涂层脱落。
2、单槽电压出现波动打开后发现阳极极网下陷,严重时极网与加强筋的焊接处断裂。
3、某一电解槽连续多次维修,直到单槽位置调整后才能运行,且与所修单槽相邻的单元开车时出现槽电压升高现象。
4、当单槽电压出现升高时打开后发现膜下部呈规则状起泡。
5、槽电压突然升高打开后膜边部出现撕裂现象。
6、有时槽电压升高打开后膜与极片都没有问题。
7、膜针孔现象有几种现象导致?8、什么原因导致电槽爆炸?9、集液管变形后流量变化对槽电压有什么影响?10、膜被污染是什么原因?11、单元槽电压上涨的原因?1:①开停车时极化电流送反;②电槽长时间无电流循环,原电池反应损坏电极③安装极网时划伤开车后腐蚀②膜漏后氢氧根到阳极生成氧气腐蚀阳极涂层,氯气到阴极腐蚀阴极涂层2:气相压差过高压坏极网3:不能正常运行?描述下啊,是槽电压不正常吗?还是出液不正常?调整后相邻单元槽升高很明显吗?还有啥具体现象?4:①多高?工艺指标正常吗?膜下部的话能导致产生气泡的指标有阴极液流量小或槽内阴极循环不畅、进槽碱浓度高,阳极流量小、相对电流密度大、进槽盐水浓度低或循环不畅等都会造成浓度不均而造成水泡,另外还有酸度大,阴阳极温差大,正压差过大,槽温过高②如果指标没问题,可能是粘结剂涂抹过多,流到极网面上,附着在离子膜上使电流效率下降,发生盐泡和针孔,并使槽电压上升③如果阳极垫片比阴极垫片更突出于电解槽内的话,突出部位也容易产生盐泡和针孔5膜撕裂:①膜本身的问题,没检查好、膜试漏没做好②阴极有毛刺对膜产生机械损伤③垫片粘接不牢,压力增大时垫片被挤压会连带所装的膜拉伸使膜受伤,严重时会使靠近边框处撕裂④阳极垫片太靠里,产生水泡、针孔甚至撕裂⑤经常发生电解液浓度和稳定的突变6槽电压升高:①如果是整个电槽子的单元槽都偏高,一般是操作因素的影响,需要检查是否过电流、阴阳极循环流量、盐水杂质、电解液浓度温度PH、电槽压力压差②如果是单个单元槽升高,一般是膜泄露或者极板损伤,如果膜和极板都没有问题就不知道了,检查下单元槽进出软管电解液情况,7膜针孔:参照4和5,膜起泡、针孔、撕裂的原因都差不多,就是严重等级的问题8:电解槽爆炸一般都是由氯气和氢气混合造成的,比如没控制好压力压差过大等原因造成离子膜机械损伤严重使CL2和H2大量混合引起爆炸;电流超出最大负荷时产生大量气体槽内压力过大,造成槽喷裂;氢气泄漏+打火造成氢气燃烧爆炸10:金属含量高,钙镁超标,酸中含有杂质,铁超标。
锂电失火原因分析报告近年来,随着电动汽车和便携式电子设备的普及,锂电池成为主要的电能储存装置。
然而,锂电池在使用过程中偶尔会发生失火事故,给人们的生命财产安全带来了潜在威胁。
本报告旨在分析锂电池失火的主要原因,并提出相关的预防措施。
首先,锂电池失火的主要原因之一是过充。
过充会导致电池内部压力过大,进而引发火花或爆炸。
这主要是由于充电电流大于电池所能承受的最大电流引起的。
因此,在充电时,应遵循生产商提供的充电规范,确保充电电流与电池规格相匹配。
其次,过度放电也是锂电池失火的常见原因。
过度放电会导致锂电池极化,产生高温和电解液的分解,从而引发火灾。
因此,在使用锂电池时,应避免将电池放电至过低的电量,以免损害电池的稳定性。
此外,外部损伤也是锂电池失火的重要因素。
锂电池外壳的破损或变形可能会导致内部电解液泄漏,与空气中的氧气发生反应,产生火焰。
因此,使用锂电池时应保持电池的完整性,避免碰撞或挤压。
最后,温度过高也是引发锂电池失火的原因之一。
高温会导致电池内部化学反应加速,进而增加失火的风险。
因此,在储存和使用锂电池时,应尽量避免高温环境,特别是不要将电池暴露在阳光直射的地方。
为了预防锂电池失火事故的发生,我们可以采取以下措施:首先,要合理使用电池。
遵循生产商提供的充电和放电规范,避免过充和过度放电。
其次,保持电池的完好。
避免外部损伤,特别是在携带或储存电池时要小心。
此外,要避免高温环境。
尽量避免将电池暴露在高温环境中,如阳光直射的地方。
最后,定期检查和更换老化的电池。
随着时间的推移,电池性能会下降,因此要及时更换老化的电池。
综上所述,锂电池失火的原因主要包括过充、过度放电、外部损伤和高温等。
为了预防锂电池失火事故的发生,我们应该合理使用电池,保持电池的完好,避免高温环境,并定期检查和更换老化的电池。
只有这样,我们才能更好地保障自己的生命财产安全。
一起电容器起火事故分析及防范措施电容器是一种用来存储电荷的电子元器件,广泛应用于电气设备和系统中。
然而,由于其特殊的工作原理和结构,电容器在工作中存在一定的风险,特别是在高压、大电流等特殊环境下,易发生起火事故。
本文将通过对电容器起火事故进行分析,探讨其原因和危害,并提出相应的防范措施。
一、电容器起火事故分析1.电容器内部故障引发起火电容器在正常工作时,会不断地进行充放电过程,而当电容器内部存在缺陷或故障时,可能产生放电时的高温、高电压,导致电容器起火。
这种情况主要与电容器内部的绝缘材料劣化、损坏或外界环境的影响有关。
2.外部电路故障引发起火电容器通常与其他电子元器件组成电路一起工作,当外部电路中存在过载、短路、电压不稳等故障时,会导致电容器工作异常,甚至引发起火事故。
3.环境温度过高引发起火在高温环境下,电容器的工作温度也会上升,过高的温度可能导致电容器内部的绝缘材料老化、熔化,甚至引发起火事故。
二、电容器起火事故的危害1.人员伤亡风险电容器起火后,可能产生明火、烟雾等危险物质,对周围环境和人员造成威胁,严重时可能导致人员伤亡。
2.设备损坏风险电容器起火后,可能导致周围设备和电路元件损坏,影响整个电气系统的正常运行,造成经济损失。
三、电容器起火事故的防范措施1.选用优质电容器在选择电容器时,应优先考虑其质量和可靠性,避免使用低质量、假冒伪劣的产品,确保产品符合相关标准和规定。
2.合理设计电路在设计电路时,应合理布局电容器和其他元器件的位置,避免电容器受到外界环境的影响,减少外部电路故障对电容器的影响。
3.定期检查维护定期对电容器进行检查和维护,及时发现并排除电容器内部的缺陷和故障,保持其正常工作状态,减少起火事故发生的可能性。
4.控制环境温度在安装电容器时,应注意周围环境的温度和通风情况,避免高温环境对电容器的影响,减少起火风险。
5.安全使用在使用电容器时,应严格按照产品说明书和使用规范进行操作,避免超载、过压等不正常情况的出现,确保电容器正常工作。

离子膜法烧碱装置的安全保证在电解烧碱技术中,电解产品氯气剧毒,氢气易与空气或氯气混合而形成爆炸性气体,烧碱、盐酸则为强腐蚀性物质,此外,电解生产时所用直流电的电压较高,有触电和被电流灼伤的危险;因此,离子膜法烧碱装置的主要危险、有害因素是:中毒、火灾、爆炸、腐蚀、灼伤和触电等。
在多层安全防护设计的理念下,从核心层的工艺本质安全开始,经过基本过程控制系统、监测报警系统、安全连锁系统、安全附件和结构防护,逐层向外扩展至应急处置救援防护,共7方面来保证装置的安全运行。
1工艺本质安全1.1防腐措施离子膜法烧碱生产电解过程中存在着大量的烧碱、盐酸、硫酸、次氯酸钠溶液等物质,对设备具有较强的腐蚀作用,而且盐酸中的氯化氢气体逸出,或者烧碱、盐酸、次氯酸钠溶液等泄漏,会对建筑、设备产生腐蚀;长时间接触盐水,一些金属设备也会被腐蚀。
若重要建筑和设备的关键结构被腐蚀,结构损坏,强度下降,还可能产生更严重的后果。
电解会产生高温湿氯气,淡盐水中也含有少量氯气,如果氯气处理设备、管线、法兰等选材不合理,将会腐蚀穿孔,物料泄漏。
因此,生产中使用的工艺管道、设备、仪表等的防腐工作尤为重要。
(1)接触盐水(含微量游离氯)的设备,一般应采用碳钢衬鳞片玻璃钢树脂或采用整体玻璃钢的材质;泵的材料多选用钛泵或铸铁衬聚四氟乙烯。
树脂塔等几台设备,应采用碳钢衬低Ca2+、Mg2+的橡胶,以保证人电解槽盐水的高纯性;对于氯化钠盐水管线大多采用钢衬聚烯烃管道、非金属管道等。
(2)电解工序,主要是阳极液、阴极液系统设备的防腐及离子膜电解槽的防腐。
接触淡盐水的设备、泵的材质,一般采用钛材,如阳极液循环槽,主要是阳极液的腐蚀,所以选用钛材,其后的淡盐水泵、脱氯塔也选用钛材。
而接触阴极液设备,由于碱的浓度较高、温度较高,所以使用SUS310S不锈钢;阀门、管道、管件材料较多采用非金属材料如聚偏二氟乙烯(PVDF)、氯化聚氯乙烯(CPVC)、硬聚氯乙烯(PVC)、玻璃钢(FBP)等,既降低了工程造价,又保证了防腐蚀效果。
离子膜电解槽的工作原理离子膜电解槽是一种用于电解制取氯碱化合物(如氯气、氢气、氢氧化钠和氯化氢)的设备,其工作原理基于离子选择性透膜的特性。
离子膜通常是由聚合物材料制成的薄膜,具有高电导性和选择性透过特定离子的能力。
离子膜电解槽的工作原理如下:1. 电解槽结构:离子膜电解槽由阳极室、阴极室和中间的离子选择性膜组成。
阳极室和阴极室之间通过离子选择性膜隔开,形成两个相互隔离的电解液室。
2. 电解液配置:阳极室和阴极室中分别加入含有离子的电解液。
在氯碱工业中,阳极室通常使用饱和氯化钠溶液,阴极室则采用饱和氢氧化钠溶液。
3. 电极反应:在阳极室,电解液中的氯化钠溶液受电解作用,发生离解反应,产生氯离子和钠离子。
2Cl- →Cl2 + 2e-阴极室中的氢氧化钠溶液受电解作用,发生离解反应,产生水和氢气。
2H2O + 2e- →H2 + 2OH-4. 离子传递:当电流通过电解槽时,离子选择性膜只允许特定类型的离子透过。
在离子膜电解槽中,阳极室中的氯离子只能通过离子选择性膜进入阴极室,而阴极室中的氢氧化物离子也只能透过离子选择性膜进入阳极室。
这样,电解液中的离子可以在电解槽中迁移。
5. 反应生成物:在阴极室中,阴极吸收氢离子和电子,生成氢气。
2H+ + 2e- →H2在阳极室中,氯离子接受电子,生成氯气。
2Cl- →Cl2 + 2e-同时,在阳极室中,水还原成氧气和氢氧化钠。
2H2O →O2 + 4H+ + 4e- .通过上述反应,离子膜电解槽可以同时制取氯气、氢气和氢氧化钠。
离子选择性膜的隔离作用使得阳极室和阴极室能够独立操作,提高了产物的纯度和设备的效率。
离子膜电解槽的工作原理具有以下优点:1. 高纯度产物:离子选择性膜可以有效地隔离阳极室和阴极室,保证产物的纯度。
2. 高效能消耗:离子膜电解槽的电解效率高,能耗低。
3. 节约能源:离子膜电解槽不需要饱和盐溶液的氯化钠向阳极室注入而消耗能量,只需普通的低浓度溶液即可。
离子膜电解槽的工作原理
离子膜电解槽是一种利用离子膜将电解液分隔成两个隔离的电解区的电化学装置。
其工作原理如下:
1. 离子膜:电解槽内放置一种特殊的离子选择性透膜,也称为离子膜。
离子膜有正负两种类型,分别让通过正离子或负离子通过,同时阻止反离子通过。
离子膜的作用是将电解液分隔为阳极区和阴极区。
2. 电解液:电解槽内填充两种具有电导性的电解液,分别存在于阳极区和阴极区。
阳极区的电解液中含有被氧化的物质,而阴极区的电解液中含有被还原的物质。
3. 电解反应:在电解槽中通电时,正极吸引阴离子,负极吸引阳离子,导致正离子和负离子通过离子膜进入另一侧的电解液中。
4. 氧化反应:正极处发生氧化反应,氧化物质失去电子,生成氧气或者其他氧化产物,同时释放出正电荷。
这些正离子通过离子膜进入阴极区。
5. 还原反应:负极处发生还原反应,还原物质接受电子,生成还原产物,同时吸收正电荷。
这些负离子通过离子膜进入阳极区。
6. 离子传递:离子膜的选择性透过性使得阳离子只能通过阳离子膜进入阴极区,
负离子只能通过阴离子膜进入阳极区。
这样就实现了电解液的分隔和离子传递。
7. 电解产物:在阳极和阴极的反应过程中生成的气体或化学物质可在各自的电解液中收集或利用。
离子膜电解槽可用于水电解、金属电解、气体电解等多个领域的电化学反应。