不同类型电解槽改制成零极距电解槽的运行总结
- 格式:pdf
- 大小:276.46 KB
- 文档页数:4
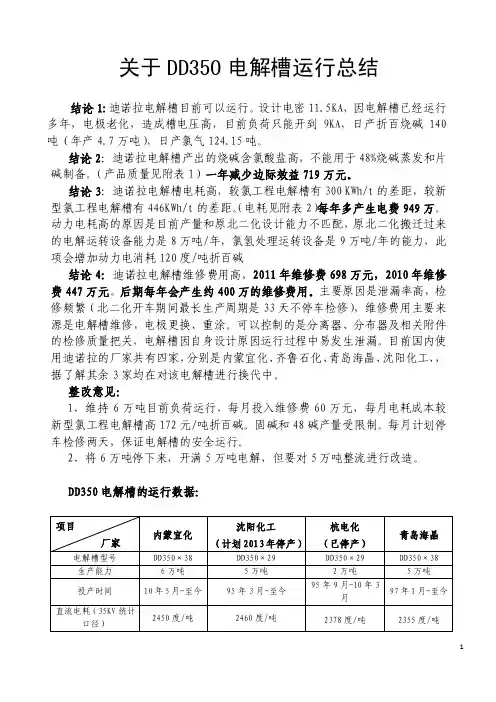
关于DD350电解槽运行总结结论1:迪诺拉电解槽目前可以运行。
设计电密11.5KA,因电解槽已经运行多年,电极老化,造成槽电压高,目前负荷只能开到9KA,日产折百烧碱140吨(年产4.7万吨),日产氯气124.15吨。
结论2:迪诺拉电解槽产出的烧碱含氯酸盐高,不能用于48%烧碱蒸发和片碱制备。
(产品质量见附表1)一年减少边际效益719万元。
结论3:迪诺拉电解槽电耗高,较氯工程电解槽有300 KWh/t的差距,较新型氯工程电解槽有446KWh/t的差距。
(电耗见附表2)每年多产生电费949万。
动力电耗高的原因是目前产量和原北二化设计能力不匹配,原北二化搬迁过来的电解运转设备能力是8万吨/年,氯氢处理运转设备是9万吨/年的能力,此项会增加动力电消耗120度/吨折百碱结论4:迪诺拉电解槽维修费用高,2011年维修费698万元,2010年维修费447万元。
后期每年会产生约400万的维修费用。
主要原因是泄漏率高,检修频繁(北二化开车期间最长生产周期是33天不停车检修),维修费用主要来源是电解槽维修,电极更换、重涂。
可以控制的是分离器、分布器及相关附件的检修质量把关,电解槽因自身设计原因运行过程中易发生泄漏。
目前国内使用迪诺拉的厂家共有四家,分别是内蒙宜化、齐鲁石化、青岛海晶、沈阳化工、,据了解其余3家均在对该电解槽进行换代中。
整改意见:1、维持6万吨目前负荷运行,每月投入维修费60万元,每月电耗成本较新型氯工程电解槽高172元/吨折百碱。
固碱和48碱产量受限制。
每月计划停车检修两天,保证电解槽的安全运行。
2、将6万吨停下来,开满5万吨电解,但要对5万吨整流进行改造。
DD350电解槽的运行数据:一、产品质量6万吨迪诺拉离子膜电解槽产出的烧碱含氯酸盐高,达到34PPm,无法生产固碱,易对固碱设备产生腐蚀。
造成氯酸盐高的原因主要有1、电解槽自身循环差,离子膜利用率不高。
2、检修频繁,离子膜在拆装过程中发生收缩,在膜的边缘易发生针孔,加剧反渗作用。
离子膜自然循环电解槽改零极距电解槽总结
王威
【期刊名称】《中国氯碱》
【年(卷),期】2008(000)012
【摘要】介绍了将普通自然循环电解槽改为零极距电解槽的改造内容及运行情况.经过改造,节电效果明显,年节省电费约1700万元.
【总页数】3页(P9-10,42)
【作者】王威
【作者单位】天津大沽化工股份有限公司,天津,300455
【正文语种】中文
【中图分类】TQ114.26
【相关文献】
1.低电流密度离子膜电解槽零极距改造运行总结 [J], 刘锦茂;周永卫;陈欣
2.离子膜电解槽改膜极距电解槽运行总结 [J], 钟永铎
3.ZMBCH一2.7离子膜电槽改膜极距电解槽运行总结 [J], 于慧梅;金翔宇
4.采用国内技术由NCS型复极离子膜电解槽改型为复极零极距电解槽 [J], 张军;庞晓辉;周克余;周中伟
5.蓝星自然循环离子膜电解槽膜极距改造技术获评定 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
电解槽工工作总结
电解槽工作总结。
电解槽是一种用于电化学反应的设备,广泛应用于金属冶炼、化工生产和环境
保护等领域。
作为电解槽工,我有幸参与了多个电解槽的运行和维护工作,积累了一定的经验和心得。
在此,我将对电解槽工作进行总结,以便与大家分享。
首先,电解槽工作需要具备一定的专业知识和技能。
在电解槽的运行过程中,
我们需要掌握电化学原理、电解反应机理以及设备操作维护技术等方面的知识。
同时,我们还需要具备一定的动手能力和分析解决问题的能力,以应对各种突发情况。
其次,电解槽工作需要高度的责任心和安全意识。
电解槽是一种高温高压的设备,一旦发生故障或事故,将会对生产和环境造成严重影响。
因此,作为电解槽工,我们需要时刻保持警惕,严格按照操作规程进行操作,确保设备的安全运行。
另外,电解槽工作还需要具备团队合作精神。
在电解槽的运行和维护过程中,
往往需要多个工种之间的密切配合,才能保证设备的正常运行。
因此,我们需要与其他岗位的同事进行良好的沟通和协作,共同完成工作任务。
最后,电解槽工作需要不断学习和提升。
随着科技的发展和工艺的更新,电解
槽的运行和维护技术也在不断进步。
作为电解槽工,我们需要不断学习新知识,提高自身的技术水平,以适应工作的需要。
总的来说,电解槽工作是一项具有挑战性和技术含量的工作,需要我们具备扎
实的专业知识和技能,高度的责任心和安全意识,良好的团队合作精神,以及不断学习和提升的精神。
希望通过我们的努力,能够为电解槽的运行和维护工作贡献自己的力量。
第46卷第3期2010年3月氯碱工业V01.46,No.3Mar.,2010Chlor—AlkaliIndustry【电解】离子膜电解槽运行总结孙建国h,张故轩2(1.锦西化工研究院,辽宁葫芦岛125000;2.平煤集团开封东大化工公司,河南开封475003)[关键词]离子膜;电解槽;树脂塔;电解;真空脱氯[摘要]介绍了离子膜制碱工艺中,树脂塔、电解槽、脱氯塔运行过程中出现的一系列问题及解决办法。
[中图分类号]’rQll4.262[文献标志码]B[文章编号]1008—133X(2010)03-0012—04离子膜法制碱工艺以其节能、环保、安全、产品纯度高等优势逐步取代隔膜法制碱工艺,成为烧碱生产的主流工艺。
离子膜法制碱工艺中设备一次性投资大,一旦出现操作失误,便会损坏设备,造成较大经济损失,所以,精心的操作和丰富的操作经验是离子膜电解槽稳定运行的保障。
平煤集团开封东大化工公司有3套离子膜法烧碱系统1996年8月投产的强制循环系统;2004年6月投产的2.5万t/a自然循环系统;2007年8月投产的10万t/a自然循环系统。
目前,强制循环系统和2.5万t/a自然循环系统正在技术改造中。
以下根据离子膜法烧碱生产中经常出现的问题,就树1.1阳极液流量低1.1.1事故经过2006年12月某夜班,2.5万t/a自然循环电解槽因阳极液流量低而停车。
经过检查,发现是树脂塔滤帽断裂造成的。
当时,树脂塔已经运行1.5年(厂家承诺滤帽的寿命是3年),因树脂过滤器故障,出塔盐水暂时通过树脂过滤器旁路直接进阳极液高位槽,恰好此时串联运行的2个塔中的第2个塔(把关塔C)的滤帽断裂,大量树脂随盐水进入阳极液高位槽,带有树脂的盐水经阳极液流量计进入阳极液进槽总管,因阳极液进槽总管装有过滤器,树脂在阳极液高位槽至进槽总管过滤器之间积累,最终树脂严重堵塞管道,电解槽因阳极液流量跟不上而停车。
停车后,收集管道内的树脂,详细检查树脂塔,发现滤帽断了2个,大部分滤帽松动,维修人员更换了2个滤帽并加固松动的滤帽。
电解槽零极距改造运行总结作者:李书念来源:《中国化工贸易·下旬刊》2018年第08期摘要:介绍了离子膜法烧碱生产中零极距改造的原因及方案,離子膜电解槽运行情况及数据分析对比。
关键词:零极距电解槽;改造;离子膜;运行;分析山东东明石化集团万海氯碱化工有限公司(以下简称“万海氯碱”)是山东东明石化集团由石油化工向氯碱化工转型的氯碱化工企业;离子膜烧碱装置引进日本氯工程公司BiTAC-875型电解槽及日本旭销子公司(AGC)生产的离子膜;由中国成达工程公司按15万吨/年烧碱能力(以100%烧碱计)配套设计,2008年5月份投产,现运行已9年有余。
1 离子膜电解槽零极距改造推动的原因由于离子膜使用寿命一般在3年左右,电解槽使用寿命在7~8年,在电解槽的运行后期,槽电压会持续升高,使企业生产成本持续增加,与新建氯碱装置在成本上处于劣势,而此时零极距改造技术在发达国家市场的应用得到了较好的效果认证,继而国内氯碱行业滨化集团等企业率先引进此技术,并得到了很好的效果,故氯碱行业得到很好的推广,万海氯碱运行时间上已运行7年余,符合做零极距改造的条件,于是对3#电解槽进行零极距改造。
2 电解槽改造的方案为了给后续改造提供依据,3#电解槽分给三家改造厂家进行。
分别是A公司、B公司、C 公司三家共同参与完成,改造内容定两个方案一、改造内容为原阴极网不再重涂,做为集电基网,其上铺设弹性网,再将活性面网铺在弹性网上面。
方案二:电解槽阴阳极重涂,并更换离子膜。
对于电解槽阴、阳极重涂和电解槽膜极距改造相比,改造只比重涂多了一道工序,阴极进行膜极距改造价格较阴极重涂价格高0.22万元/片,改造每台费用比重涂多16.5万元,但改造后每年可节约电费17.93万元,一年不到即可收回成本,我们建议采用方案一进行零极距改造。
单槽具体改造内容:①阴极改造零极距,增加面网;②更换阳极网,阳极密封面更换钛钯合金;③其他修整。
牺牲电极维修或更换、底盘腐蚀修补、边框校整等;④增加3%的烧碱流程用于停车操作;⑤配套离子膜更换;⑥极化电源更换为电流输出0~80A的极化电源。
【电解】离子膜电解槽膜极距改造后运行情况总结段东山*(山西榆社化工股份有限公司,山西晋中031800)[关键词]电解槽;离子膜;膜极距改造;使用寿命[摘要]在离子膜电解槽进行膜极距改造的同时,分别使用了F-8080膜和另一公司的离子膜。
对比改造后不同电解槽使用不同膜的电压曲线和氯气纯度,说明使用不同膜的氯气纯度和电流效率都相差不多,但是F-8080膜在电压上有较大的优势,节电效果明显。
[中图分类号]TQ114.262[文献标志码]B[文章编号]1008-133X(2016)04-0011-05Running of zero-gap remodeled ion-exchange membrane electrolyzersDUAN Dongshan(Shanxi Yushe Chemical Industry Co.,Ltd.,Jinzhong031800,China)Key words:electrolyzer;ion-exchange membrane;zero-gap remodeling;service lifeAbstract:Ion-exchange membrane electrolyzers were zero-gap remodeled,and membrane F-8080 and membrane made by another company were used.The voltage curve of remodeled electrolyzers assembled with different ion-exchange membranes and the purity of chlorine were compared.The purity of chlorine and the current efficiency of the electrolyzers assembled with different membranes were almost similar,but the membrane F-8080had a great advantage in voltage and saved electricity significantly.山西榆社化工股份有限公司(以下简称“山西榆社”)是国内大型氯碱生产企业。