磨齿机型号大全
- 格式:doc
- 大小:34.94 KB
- 文档页数:2
3、其它:我公司为湖北二汽某单位生产的特殊规格 SG 砂轮(规格分别为:,我公司为洛阳某公司生产的磨齿机专用SG 砂轮),为湖南某公司生产的磨齿机专用 SG 砂 ),为上海某公司生产的蜗杆磨专用 SG 砂 ),为广州某公司生产的磨胶车昆专用SG 大气孔砂轮 P400*40*203-3SG60HV N330*89*269-5SG60JV PSX1350*32*127-3SG60JV PSX1350*26*127-3SG60KV P400*100*101.4-3SG60JV P350*40*127-3SG60HV N312*89*269-5SG60JV 及 (具体规格为: 轮(规格为: 轮(规格为: (具体规格为: 等),为中国一航北京航材院专门研制生产的磨钛合金专用SG 砂轮,从根本上解决了世界上磨削钛合金的技术难题,……,在以上当中所有生产厂家都对我公司生产的 SG 砂轮 有着极高的评价,尤其是磨削效率及使用的综合成本上,都达到或高于进口产品水平。
磨齿砂轮选择的一般原则1. 磨料一般选择38A,25A,32A,SG , 54A,93A,93N 等磨料以及其混合磨料。
2. 齿轮表面硬度越高,表面粗糙度值要求越小,选择的砂轮硬度应越软,粒度应越细。
当齿轮要求的精度很高而磨削 余量较大时,最好选择不同粒度和硬度的砂轮分别进行粗磨和精磨。
3. 成型磨时,由于砂轮接触面积大,容易烧伤,在保证形状精度的情况下,应选择较软的砂轮。
4. 蜗杆磨时,为保证齿形精度,齿轮的模数越小,砂轮的粒度应该越细,硬度越高 (郑州德力砂轮制造有限公司,,崔先生 ) SG 磨具产品的推广及使用随着新技术、新材料、新工艺的不断出现及机械行业对零部件加工精度越来越高,同时国产及进口全自动数控磨 床在国内越来越普及,对磨料磨具行业也提出了更高的要求,这就需要研制出高性能的磨具产品来解决。
随着机械行业的飞速发展,对磨具产品的要求越来越高,使用SG 磨料制成的磨具产品以其特有的磨削性能得到了更多的高端用户的认可,因此 SG 磨具的普及使用势在必行。

1序言粉末冶金是制取金属粉末或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术。
粉末冶金材料是用粉末冶金工艺制得的多孔、半致密或全致密材料(包括制品)。
随着对新材料应用的不断探究,航空发动机齿轮类零件越来越多地采用粉末冶金材料。
但是,由于粉末冶金材料特殊的成形方法及材料本身所具有的特殊性能,因此使得在磨齿时会出现尺寸不稳定、烧伤等现象。
高精度齿轮精度要求在国标4~5级时,只能用磨齿、玷齿的方法来保证其加工精度。
大模数齿轮(模数m≥5)磨齿时,齿根转接处和根径烧伤十分严重。
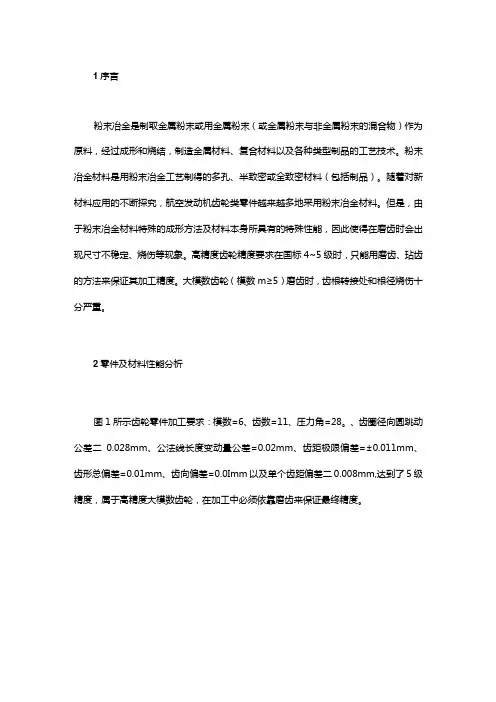
2零件及材料性能分析图1所示齿轮零件加工要求:模数=6、齿数=11、压力角=28。
、齿圈径向圆跳动公差二0.028mm、公法线长度变动量公差=0.02mm、齿距极限偏差=±0.011mm、齿形总偏差=0.01mm、齿向偏差=0.0Imm以及单个齿距偏差二0.008mm,达到了5级精度,属于高精度大模数齿轮,在加工中必须依靠磨齿来保证最终精度。
图1齿轮零件示意该零件模数虽较大,但只有11个齿,属于根切齿轮。
零件的变位系数为O,没有变位,这就意味着在零件的齿根转接处会形成很大的转接半径R及内凹,在成形磨齿加工中,齿根转接处的散热性较差,容易产生烧伤。
另外,在磨齿过程中由于模数较大,因而砂轮与齿面的接触面积也较大,散热受阻,严重影响了齿轮加工精度。
零件材料为AHPIOV粉末冶金高钢工具钢材料中碳化物多,在渗氮处理后,其硬度高达65~70HRC材料耐磨性高,其多孔性及高硬度直接影响了磨齿精度。
3磨齿时齿根转接处烧伤分析经多次实际加工发现,此种大模数少齿数粉末冶金齿轮磨齿时,烧伤大多发生在齿根转接处,分析其原因,主要有以下几个方面。
1)粉末冶金材料本身具有难磨削性,渗氮处理后,其硬度高达65~70HRC,高硬度使得材料磨削困难。
2)由于模数大、齿数少以及没有变位,因而齿轮本身就会有严重的根切,在齿根转接处会产生内凹,这样一来,磨齿时就会在转接处积累大量的磨削热,导致散热性不好。
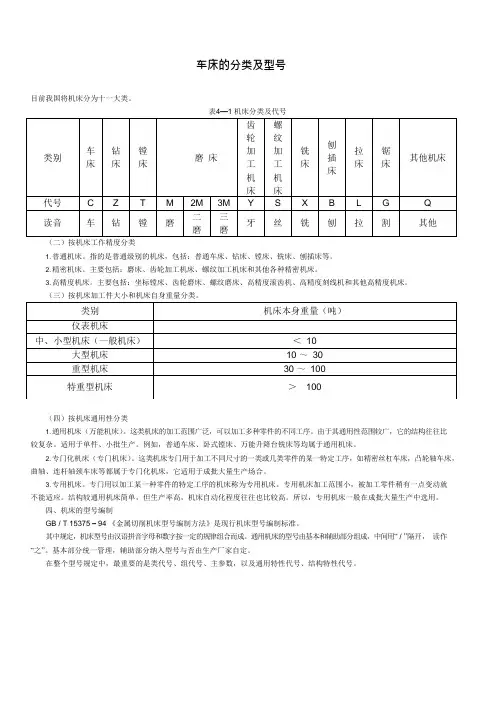
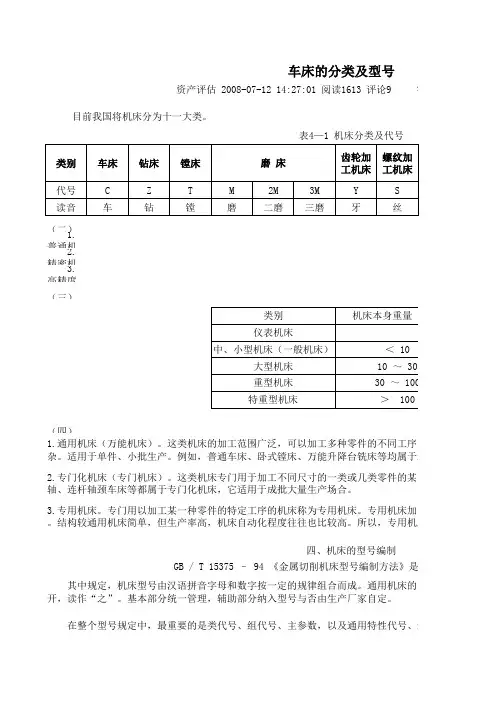
车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1. 普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2. 精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3. 高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1. 通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2. 专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3. 专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 –94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2. 结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
车床的分类及型号资产评估 2008-07-12 14:27:01 阅读1613 评论9 字号目前我国将机床分为十一大类。
表4—1 机床分类及代号 (二)按机床工作精度分类 1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他 (三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量 四、机床的型号编制 GB / T 15375 – 94 《金属切削机床型号编制方法》是现其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构 (一)机床的类代号: (二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代 表4—2 机床通用特性代号 2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音 结构特性代号用汉语拼音字母表示,如A、D、E、L、N、P、R、S、T、U、V、W、X、使用。
课题1金属切削机床金属切削机床是用刀具切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为“工作母机”,习惯上简称为机床。
机床是机械制造的基础机械,其技术水平的高低,质量的好坏,对机械产品的生产率和经济效益都有重要的影响。
金属切削机床诞生到现在已经有一百多年了,随着工业化的发挥咱,机床品种越来越多,技术也越来越复杂。
我国第三次工业普查的结果表明,截止到1995年底,我国机床拥有量为383.52万台,其中金属切削机床为298.39万台,已占机床总数的77.80%。
一、金属切削机床的分类、型号与主要技术参数???? 机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
? 在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。
??? 除了上述基本分类方法外,还有其它分类方法:1.按照万能性程度,机床可分为:??? ①通用机床:??? 这类机床的工艺范围很宽,可以加工一定尺寸范围内的多种类型零件,完成多种多样的工序。
如,卧式车床,万能升降台铣床,万能外圆磨床等。
???②专门化机床:这类机床的工艺范围较窄,只能用于加工不同尺寸的一类或几类零件的一种(或几种)特定工序。
如,丝杆车床,凸轮轴车床等。
? ?? ③专用机床:???? 这类机床的工艺范围最窄,通常只能完成某一特定零件的特定工序。
如,加工机床主轴箱体孔的专用镗床,加工机床导轨的专用导轨磨床等。
它是根据特定的工艺要求专门设计,制造的,生产率和自动化程度较高,使用于大批量生产。
组合机床也属于专用机床。
?? 2.按照机床的工作精度,可分为普通精度机床,精密机床和高精度机床。
?? 3.按照重量和尺寸,可分为仪表机床,中型机床(一般机床),大型机床(质量大于10t),重型机床(质量在30t以上)和超重型机床(质量在100t以上)。

滚齿机主要被分为圆柱滚齿机与锥滚齿机这两大类。
对于圆柱滚齿机来讲的话,它主要也就是会被用于加工不同种类的圆柱齿轮、齿条与蜗轮。
比较常用的其实也就是插齿机、铣齿机、剃齿机等。
就现在的工业发展当中,对于绿色环保的概念来讲的话,它其实也就是全社会都在进行提倡的一个话题,不管是哪个行业,在追求效益的同时,其实也就是会把它放在首要位置。
就这个方面来看的话,数控滚齿机的发展也不例外。
滚齿机用滚刀按展成法粗、精加工直齿、斜齿、人字齿轮和蜗轮等,加工范围广,可达到高精度或高生产率。
而磨齿机是用砂轮,精加工淬硬圆柱齿轮或齿轮刀具齿面的高精度机床。
滚齿机是齿轮加工机床中应用广泛的一种机床,在滚齿机上可切削直齿、斜齿圆柱齿轮,还可加工蜗轮、链轮等。
用滚刀按展成法加工直齿、斜齿和人字齿圆柱齿轮以及蜗轮的齿轮加工机床。
这种机床使用特制的滚刀时也能加工花键和链轮等各种特殊齿形的工件。
普通滚齿机的加工精度为7-6级,高精度滚齿机为4-3级。
大加工直径达15m。
磨齿机适用于各种锯片修磨、开齿,准确定位、高速复合可对硬质合金、白钢圆锯片进行修磨。
经过市场几十年的磨练,是部非常成熟的机器,可以很轻易的研磨出锋利的圆锯片,锯片磨齿机在修磨过程中,能够自动磨齿、快捷准确。
磨齿机经过严格的制造和品管,只须例行的保养,可长时间确保研磨精度。
必须动到的调整杆或钮,都做了合理的排列,让操作手可以容易的调整锯齿的切削角、背隙角、齿深等等。
机头可调摆上、或调摆下、在不必更换砂轮情况下研磨倒角工作。
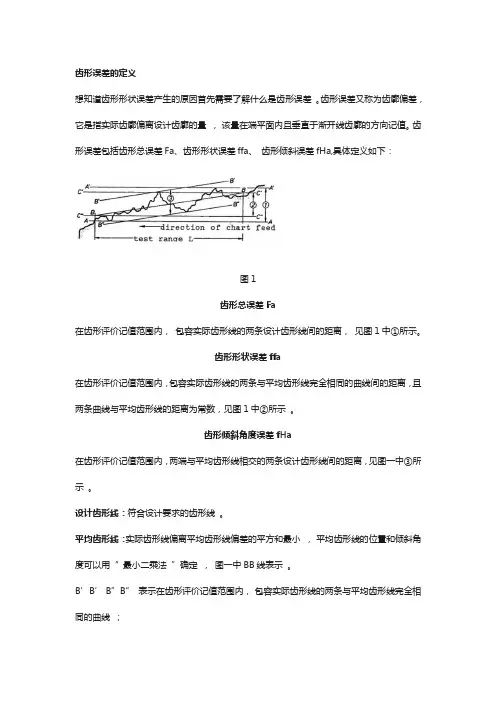
齿形误差的定义想知道齿形形状误差产生的原因首先需要了解什么是齿形误差。
齿形误差又称为齿廓偏差,它是指实际齿廓偏离设计齿廓的量,该量在端平面内且垂直于渐开线齿廓的方向记值。
齿形误差包括齿形总误差Fa、齿形形状误差ffa、齿形倾斜误差fHa,具体定义如下:图1齿形总误差Fa在齿形评价记值范围内,包容实际齿形线的两条设计齿形线间的距离,见图1中①所示。
齿形形状误差ffa在齿形评价记值范围内,包容实际齿形线的两条与平均齿形线完全相同的曲线间的距离,且两条曲线与平均齿形线的距离为常数,见图1中②所示。
齿形倾斜角度误差fHa在齿形评价记值范围内,两端与平均齿形线相交的两条设计齿形线间的距离,见图一中③所示。
设计齿形线:符合设计要求的齿形线。
平均齿形线:实际齿形线偏离平均齿形线偏差的平方和最小,平均齿形线的位置和倾斜角度可以用“最小二乘法”确定,图一中BB线表示。
B’B’B”B”表示在齿形评价记值范围内,包容实际齿形线的两条与平均齿形线完全相同的曲线;C’C’C”C”表示在齿形评价记值范围内,两端与平均齿形线相交的两条设计齿形线;AA A ’A’表示在齿形评价记值范围内,包容实际齿形线的两条设计齿形线。
齿形形状误差分析我公司在实际生产过程中使用的是进口数控成型磨齿机,其采用的是成型法磨削,即把砂轮修整成和工件轮廓相吻合的形状进行磨削。
砂轮的轮廓形状精度决定了齿形形状误差值的大小,通过对齿形形状误差(ffa)定义的理解,齿形的形状误差值来自于齿形波纹的深度,标准设计齿形理论上是一直线,那么在生产过程中实际齿形线上的波纹是如何产生的呢?波纹的大小又受哪些因素的影响呢?我将从以下几个方面去进行分析和探讨:砂轮在成型法磨削中,磨齿机所使用的刀具是砂轮。
砂轮的选用主要取决于齿轮材料的可磨削性及其所要求的表面质量、修整滚轮和可修整砂轮的耐用度及所要求的磨削功率。
砂轮的材质将影响着砂轮的磨削能力,也影响着所磨齿轮齿面的表面特性,其中齿面粗糙度大小决定了齿形波纹度的大小从而影响着齿形的形状误差值。

第一名:昆山合济机械有限公司(合济)昆山合济机械有限公司为台湾合济工业股份有限公司于2001年在中国江苏省昆山成立的独资企业。
台湾“合济”工业专业生产金属用带锯床,圆锯机已三十几年,是台湾最大的锯床生产工厂。
各种规格从小型到超大型一应俱全将近二百个机种之多,产品大量外销欧﹑美﹑亚洲等国家,质量处于世界领先水平,也获得国内10大炼钢厂及各企业的信任。
昆山合济机械有限公司采用台湾合济的先进的生产技术和严格的以人为本的管理经验,10多年以来就取得了骄人成绩,营销服务网点含盖华夏,大、小型锯床畅销国内外市场,引领国内同行业共同进步。
合济每年参加美国芝加哥IMTS、欧洲EMO、中国CIMT、中国国际铝工业展等诸多展览会,获得国际ISO-9001和CE认证。
产品自设计﹑制造﹑销售至售后服务完全按照ISO-9001的标准与原则进行,产品亦充分考虑到操作的安全性与方便性及机械性能的高精度与高效率。
针对行业中用户买得起带锯床而用不起带锯条的状况,合济为您提供原产于德国,日本,美国的“EVERISING”品牌带锯条,并从带锯床以下几方面努力,使锯床达到切削效果,从而确保了带锯条的使用寿命。
第二名:浙江晨雕机械有限公司(神雕)浙江晨雕机械有限公司是一家致力于“神雕”牌系列高端锯切装备研发、设计、制造、销售与一体的企业,公司通过了ISO9001质量体系、机械安全及欧盟CE等认证,并荣获:国家高新技术企业、省高新技术研究开发中心、省科技型企业、省(市)名牌产品、省AAA 级守重企业、AAA级资信企业、2016年度县生态工业50强、2017年度镇工业20强、中国机床工具工业协会理事单位、中国机床工具工业协会锯床分会理事单位、全国金属切削机床标准化技术委员会刨床分技术委员会委员、中国锻压协会会员、浙江省机械工业联合会理事单位、缙云锯床行业协会理事单位、缙云县网商协会理事单位、缙云县工商联执行委员会委员、缙云县壶镇商会副会长单位、中国锻压协会锻造下料技术装备委员会第一届执行委员单位、市百博进百企合作单位。

矿渣立磨型号参数
根据您的要求,我提供以下关于一种矿渣立磨的型号参数:
1. 矿渣立磨型号:M400型
2. 生产能力:最大产量100吨/小时
3. 研磨物料:适用于矿渣、煤渣、水泥熟料等粉状物料的研磨
4. 电机功率:主电机功率为500千瓦
5. 转速范围:可调速范围为20-40转/分钟
6. 研磨轮直径:研磨轮直径为4000毫米
7. 进料粒度:最大进料粒度为100毫米
8. 产粉细度:可以达到300目
9. 控制系统:采用自动化控制系统,可实现全程控制和监测
10. 料仓容量:配备1000吨的矿石料仓和500吨的研磨粉细料仓
11. 设备尺寸:整机尺寸长x宽x高为8000x4000x6000毫米
12. 设备重量:整机重量为80吨
13. 设备特点:采用先进的研磨工艺和技术,在矿渣研磨过程中能够实现高效、低能耗的特点。
以上为一种矿渣立磨的型号参数,仅为示例,不涉及真实产品和引用。
详细参数请参考实际产品指南和生产厂家提供的信息。
课题1金属切削机床金属切削机床是用刀具切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为“工作母机”,习惯上简称为机床。
机床是机械制造的基础机械,其技术水平的高低,质量的好坏,对机械产品的生产率和经济效益都有重要的影响。
金属切削机床诞生到现在已经有一百多年了,随着工业化的发挥咱,机床品种越来越多,技术也越来越复杂。
我国第三次工业普查的结果表明,截止到1995年底,我国机床拥有量为383.52万台,其中金属切削机床为298.39万台,已占机床总数的77.80%。
一、金属切削机床的分类、型号与主要技术参数机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。
除了上述基本分类方法外,还有其它分类方法:1.按照万能性程度,机床可分为:①通用机床:这类机床的工艺范围很宽,可以加工一定尺寸范围内的多种类型零件,完成多种多样的工序。
如,卧式车床,万能升降台铣床,万能外圆磨床等。
②专门化机床:这类机床的工艺范围较窄,只能用于加工不同尺寸的一类或几类零件的一种(或几种)特定工序。
如,丝杆车床,凸轮轴车床等。
③专用机床:这类机床的工艺范围最窄,通常只能完成某一特定零件的特定工序。
如,加工机床主轴箱体孔的专用镗床,加工机床导轨的专用导轨磨床等。
它是根据特定的工艺要求专门设计,制造的,生产率和自动化程度较高,使用于大批量生产。
组合机床也属于专用机床。
2.按照机床的工作精度,可分为普通精度机床,精密机床和高精度机床。
3.按照重量和尺寸,可分为仪表机床,中型机床(一般机床),大型机床(质量大于10t),重型机床(质量在30t以上)和超重型机床(质量在100t以上)。
4.按照机床主要器官的数目,可分为单轴,多轴,单刀,多刀机床等。
第五章项目能源消耗和能效水平评估第一节项目能源消耗种类、来源及消费量分析评估根据《综合能耗计算通则》(GBT2589-2008),实际消耗的各种能源应包括一次能源、二次能源和生产使用耗能工质所消耗的能源。
本项目生产过程中实际消耗的能源品种有:◇一次能源天然气◇二次能源电力、柴油◇耗能工质新鲜水、氮气、循环冷却水、压缩空气以上耗能工质中的循环冷却水、压缩空气分别由本项目配备的循环冷却水系统及空压站供应,计入电力消耗,其消耗的能源不再重计。
因此,本项目纳入能源折算分析的耗能品种为:电力、新鲜水、天然气、氮气及柴油。
一、用能品种及数量的分析评估1、新鲜水(1)生产用水主要为循环冷却水系统补充水、设备清洗用水等,其中项目循环冷却水补充水量为45700t/a,设备清洗用水用量约为5300t/a。
(2)生活用水本项目新增员工1500人,人均用水指标50L/d,用水量约为22500t/a。
(3)绿化用水本项目绿化面积为15500m2,绿化用水按1.5L/m2?d计算,用水量约为7000t/a。
表5-1新鲜水消耗量表2、电力(1)全厂年用电量估算本项目主要分为生产、检测、公辅工程及办公生活用电。
生产装置用电主要有热处理车间用电设备、齿轮加工设备用电、各类机床及行车等用电设备等;检测设备有三座标测量仪、齿轮测量仪等;公辅工程用电设备有循环冷却水系统的冷却风机及水泵、空压机;办公及照明用电。
各单元或工序具体用电设备装机功率详见表5-2。
表5-2用电量估算表注,①根据《工业与民用配电设计手册》(第三版),平均有功负荷系数一般取0.7~0.75②根据《机械工厂年时基数设计标准》(JBJ/T2-2000),以本项目生产班制为基础,考虑各类型设备的年时基数损失率,从而确定各类型设备相应的年运行时间。
根据上表,本项目计算有功功率为4625.7kW,车间生产(除热处理车间外)的全年工作时间为4800小时;热处理车间的全年运行时间为7200小时;检测设备的全年运行时间为3200小时;公用工程的全年运行时间为4800小时;办公生活、照明的全年工作时长为4800小时,平均有功负荷系数为0.75。
麦太保电动工具麦太保角磨机W67100 W72100 W72125 W78100 W78125 W85100 W85125 W85100 W85125 W8-100 W8-125 WP8-115 Quick Protect麦太保快换角磨机W11-125 Quick W11-150 Quick麦太保角磨机W10100 W 12125 W 12150 W12125 RT W 12150 RT麦太保带调速角磨机WE14-125 RT WE14-150 RT麦太保自动平衡型角磨机WA 11-125 Quick WBA11-125 Quick WBA11-150 Quick麦太保角磨机W14-150 Ergo W 17-150麦太保带调速角磨机WE14-150 Plus WEA14-150 Plus麦太保角磨机W20180 W21180 W20230 WX22180 WX22230 W23-180 W24-180 W24-230 WX24-180 WX24-230 WXLA 24-180 Quick WXLA 24-230 WXLA 26-230 W21-180 W26-180麦太保不锈钢专用打磨机WE14-125 Inox Plus麦太保管道打磨机套装RBE12-180 Set麦太保管道打磨机RBE12-180麦太保边角打磨机套装KNSE12-150 Set麦太保边角打磨机KNSE12-150麦太保带式打磨机套装BFE9-90 Set麦太保带式打磨机BFE9-90麦太保滚轮式抛光机套装SE 12-115麦太保滚轮式抛光机SE 12-115麦太保圆盘式抛光机PE12-175麦太保云石机TC4110麦太保钢材切断机CS 23-355麦太保手电钻BE6 BE10 B10 B561 BE561麦太保冲击钻SB561 SBE561 SBE610麦太保脉冲型冲击钻SBE610 Impulse麦太保手电钻BE4006 BE4010麦太保电动起子SE4000 SE2800麦太保手电钻BE 75-16麦太保大功率手电钻BE1100麦太保大功率手电钻BDE 1100麦太保冲击钻SB710 Impact Drill SBE710 Impact Drill麦太保角钻WBE 700麦太保磁力座钻MAG 32 MAG 50 B32/3 Drill Stand M100麦太保充电式磁力钻Drill Stand M100麦太保锤钻BHE2643 KHE2643 KHE2643 KHE2650 KHE2850 BHE24 KHE3250 麦太保KHE76 KHE56 KHE96麦太保电镐MHE56 MHE96 KHE75麦太保锤钻KHE75麦太保快换式曲线锯STEB 70 Quick STEB 80 Quick麦太保曲线锯STE 100 SCS STEB135 STEB 140麦太保直磨机G 500 GE710麦太保快换夹头式直磨机GE700麦太保直磨机GE710 Plus麦太保直磨机(不带快换功能夹头)GE700 Basic麦太保直磨机GE Plus麦太保充电式便携式灯ULA 9.6 – 18麦太保充电式电动起子--简装版BS 12 Nicd Eco麦太保充电式电动起子--基本版BS 12 Nicd Basic麦太保充电式电动起子--专业版BS 12 Nicd Pro麦太保充电式电动起子BS 12 Nicd 铝合金套装麦太保充电式电钻BZ9,6SP BSZ9,6 BSZ9,6 Impuls麦太保充电式起子机--简装版PowerMaxx Li麦太保10.8V充电式起子机-- 简装版PowerMaxx 12 Li麦太保10.8V充电式起子机-- 基本版PowerMaxx 12 Basic 麦太保10.8V充电起子机-- 专业版PowerMaxx 12 Pro麦太保10.8V充电式扳手PowerImpact 12麦太保10.8V充电式马刀具-- 裸机PowerMaxx ASE Bare 麦太保10.8V充电式马刀具-- 经济型PowerMaxx ASE Eco.麦太保10.8V充电式马刀具-- 专业型PowerMaxx ASE Pro.麦太保10.8V LED 充电手电筒PowerLED 12麦太保10.8V多功能收音机RC 12 Wild Cat麦太保10.8V充电式硅胶枪PowerMaxx KP Bare麦太保10.8V充电式硅胶枪PowerMaxx KP Set麦太保7.2V充电式起子机PowerGrip Li麦太保充电式篱笆剪Power Trimmer Li麦太保充电式修枝机Power Cutter Li麦太保充电式冲击起子SSD 14.4 SSD 14.4 SSW 14.4麦太保充电式冲击扳手SSW 14.4麦太保充电式冲击起子SSD 18麦太保充电式冲击起子SSD 18 LT/LTX麦太保充电式冲击起子SSD 18麦太保充电式冲击起子SSD 18麦太保充电式冲击扳手SSW 18麦太保充电式冲击扳手SSW 18 LT/LTX麦太保充电式冲击扳手SSW 18麦太保充电式多功能组合工具包Combo 4.2 18 V麦太保充电式电钻BS 14.4 Li麦太保充电式电钻BS 18 Li麦太保充电式电钻(脉冲型)BS 14.4 LTX Implus麦太保充电式电钻(脉冲型)BS 18 LTX Implus麦太保充电式冲击钻(脉冲型)SB 18 LTX Implus麦太保充电式锤钻BHA 18 LT麦太保充电式锤钻BHA 36 LTX Compact麦太保充电式锤钻KHA24 Li麦太保充电式角磨机W18LTX125麦太保充电式曲线锯STA 18 LT麦太保充电式圆锯KSA 18 LTX KSA 18 LTX麦太保充电式马刀锯ASE 18 LTX麦太保充电式马刀锯ASE 18 LTX麦太保履带砂光机BAE 75 Belt Sander麦太保三角形平板砂光机DSE300 Intec麦太保方形砂光机FSR 200 Intec麦太保平板砂光机Sr356 Sr358 SR10-23 SR20-23麦太保偏心砂光机SXE 325 SXE 425 Turbo Tec SXE 450 Turbo Tec麦太保多功能吸尘器AS 1200 ASA1202 ASR2025 ASR2050 ASR AutoCleanASR AutClean麦太保雕刻机OFE738 OFE1229 Signal麦太保热风枪H 16-500 Hot-air gun HE 20-600 Hot-air gun HE 23-650 Control Hot-air gun麦太保熔胶枪KE3000麦太保钉枪TAE2019 TAE3030 TAM3034麦太保电剪刀Ku6870 Ku6872电冲剪Kn6875麦太保墙壁开凿机MFE30麦太保圆锯KS54 KS66麦太保马刀锯(电源型) PSE1200麦太保介铝机MITRE SAW KS216麦太保推拉式介铝机MITRE SAW KGS216 MITRE SAW KGS254 KGS 255 230/1/50 KGS 303 230/1/5 0 KGS 301 230/1/50 KGS 331 230/1/50 KGS315 Plus麦太保斜切据KS 305 Plus麦太保台式砂轮机DS125 DS150 DS175 DS200麦太保台式砂轮机-三相(380V) DSD200 DSD250麦太保台式砂轮机DS 175 D DS 200/25 D TNS 150 W TNS 175 W BS 200电厂分散控制系统故障分析与处理作者:单位:摘要:归纳、分析了电厂DCS系统出现的故障原因,对故障处理的过程及注意事项进行了说明。
磨齿机的工作原理
磨齿机是一种用于磨削齿轮的机械设备,其工作原理如下:
1. 刀具选择:根据所要磨削的齿轮种类、齿轮模数、齿数等参数,选择合适的磨削刀具。
2. 安装齿轮:将待磨削的齿轮装夹在磨齿机的工作台上,并通过夹具固定住。
3. 磨削刀具位置调整:根据齿轮的模数、齿数等参数,通过调整刀具的位置、角度,确保刀具与齿轮的接触点正确。
4. 磨削刀具进给:开启磨齿机的进给装置,使磨削刀具沿着齿轮的齿廓进行切削。
5. 切削过程:磨削刀具通过旋转和进给的方式,削除齿轮齿廓上的金属材料,使其与理想的齿廓接近。
6. 进给速度控制:磨削刀具的进给速度通常由电机控制,通过调整电机的转速来控制进给速度,以达到所需的磨削效果。
7. 冷却润滑:为了防止磨削刀具过热和加工表面损坏,通常在磨削过程中使用冷却润滑剂对刀具和齿轮进行冷却和润滑。
8. 表面效果检验:完成磨削后,对齿轮的表面效果进行检验,如齿形偏差、齿距、齿廓误差、表面粗糙度等。
这是磨齿机的基本工作原理,根据具体型号和制造商的不同,会有一些细节差异。
(二) 1.普通机 2.精密机 3.高精度 (三)(四)车床的分类及型号资产评估 2008-07-12 14:27:01 阅读1613 评论9 字号目前我国将机床分为十一大类。
表4—1 机床分类及代号 四、机床的型号编制1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量 在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构 GB / T 15375 – 94 《金属切削机床型号编制方法》是现其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
(一)结构特 对主参数 当型号中 (三) 机床的组 (二)机床通用特性、结构特性代号 1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代 表4—2 机床通用特性代号 结构特性代号用汉语拼音字母表示,如A、D、E、L、N、P、R、S、T、U、V、W、X、使用。
如AD、AE等。
在同类机床中,主要布局和使用范围基本相同的机床即为一组;在同一组机床中,其床即为同一系。
每类机床分为10个组,每个组又分为10个系(系列)。
表4—3 金属切削机床类、组划分表 例如:C 6 C 5立式车 其中,C 5 C52双柱立 (四) 反映机床规格大小的主要数据称为第一主参数,简称主参数。
不同的机床,主参数内示。
台机齿轮减速机产品型号大全台机减速机生产厂家主营型号有四大系列:一、R系列同轴斜齿轮减速机(1)r107硬齿面减速机斜齿轮减速马达(2)r177硬齿轮减速机斜齿轮减速电机(3)r167硬齿轮减速机同轴减速电机(4)减速机r系列斜齿轮减速机(5)减速机斜齿轮减速机(5)r17同轴斜齿轮减速机。
二、F系列平行齿轮减速机(1)f127平行轴齿轮减速箱(2)f87平行轴齿轮减速箱(3)f77平行轴齿轮减速箱(4)f57平行轴齿轮减速箱(5)f47硬齿面减速机平行轴齿轮减速器(6)f37齿轮减速箱机f系列减速器。
三、K系列垂直伞齿轮减速机(1)k187垂直伞齿轮减速机(2)k167垂直伞齿轮减速机(3)k87垂直伞齿轮减速机(4)k77硬齿面减速机伞齿轮减速机箱(5)k47垂直伞齿轮减速机(6)k37垂直伞齿轮减速机。
S 系列斜齿轮蜗轮减速机(1)S87斜齿轮蜗轮减速机(2)S57斜齿轮蜗轮减速机(3)S47斜齿轮蜗轮减速机减速机产品介绍:R系列减速器基本版型:RX底脚安装斜齿轮减速机R法兰安装单斜齿轮减速机RF法兰立式安装斜齿轮减速机R..F法兰卧式安装斜齿轮减速机RZ法兰安装斜齿轮减速机R系列减速机特点:1.R系列减速机采用了系列化、模块化的设计,传动比覆盖范围广、分精细;2.传动效率高,耗能低,性能优越;3.齿轮经高精度磨齿机磨削加工,传动平稳,噪音低,承载能力大,寿命长;4.设计精巧,体积小,安装简便,用途广泛;5.安装方式多样,适合全方位的能安装配置;6.可实现R系列减速机、F系列减速机、K系列减速机、S系列减速机与RF系列双联体组合,适用于特殊低速的应用。
R系列减速机主要材料:1.箱体:HT250高强度铸铁,射型内腔,有效减少零件磨损;2.齿轮:20CrMo优质合金钢,碳氮共渗处理(精磨后保持齿面硬度HRC60);3.平键:45钢,表面硬度HRC50。
R系列减速机使用条件:1.环境温度-40至50°C(0°C以下启动时润滑油需加热到0°C以上或采用防冻润滑油);2.输入转速不大于2800转/分;3.可用于正反转;4.无行业限制。
磨齿机型号
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
19世纪末,为了磨削插齿刀,在美国创制了大平面砂轮磨齿机。
20世纪初,随着汽车工业的发展,德国研制出锥面砂轮磨齿机,美国采用成形砂轮磨削汽车齿轮。
1914年,为了提高齿轮精度,瑞士制造出碟形砂轮磨齿机,采取了补偿砂轮磨损等措施。
30年代后期,瑞士又研制出蜗杆砂轮磨齿机,提高了效率。
依据齿轮磨齿原理的不同,磨齿机分为展成砂轮磨齿机和成形砂轮磨齿机。
1、展成砂轮磨齿机特点
展成磨齿法是基于啮合切削原理的磨齿方法。
展成法磨齿对砂轮要求简单,同一模数齿轮磨削时,只需相同的砂轮即可,并对砂轮的修整要求不高,因而展成磨齿机得到了充分发展,形成了多种系列产品。
在展成砂轮磨齿机中,蜗杆砂轮磨齿机应用最广。
其加工原理和滚齿机类似,一个具有蜗杆形状的砂轮连续与齿轮啮合,从而展成轮齿的渐开线形状。
该方法是磨齿工艺中效率较高的方法之一,在中小模数齿轮批量磨齿加工中效率最高,运用最为广泛。
2、成形砂轮磨齿机特点
成形砂轮磨齿法是基于成形加工原理的磨齿方法,是通过使用特定轮廓的砂轮磨削齿轮。
成形磨齿法多用于大直径,大模数,少齿数齿轮加工。
随着现代数控技术的快速发展,相对展成砂轮磨齿机,成形砂轮磨齿机的优势越来越明显,主要表现在:
(1)操作、调整方便。
机床无展成运动、结构简单、控制与调整更方便。
(2)效率高。
砂轮磨削接触面积大于展成磨,单位时间磨削量大大增加。
同时采用深切缓进给与强力冷却技术,在降低磨削烧伤概率的情况下,减少了粗磨次数,进一步提高了磨削效率。
(3)磨削精度高、稳定性好。
机床运动相对简单,故运动平稳无冲击。
CNC成形砂轮磨齿机采用的伺服控制系统和位置检测技术大大提高了机床运动精度。
数控砂轮修整技术与机床在机检测技术的运用,有效地保证了成形砂轮磨齿机的磨齿精度。
目前,成形磨齿精度可达2~1级,稳定在3级。
(4)适用范围广。
数控砂轮修整技术的运用,使成形磨削可以方便地实现齿轮修形。
通过配备相应的软件可磨削各种特殊的齿形,如花键齿、圆弧齿、摆线齿等。
因成形砂轮磨齿机的优点逐渐显现,20世纪末以来,成形砂轮磨齿机得到了充分发展。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。