大唐钢筋原位取样补强专项方案
- 格式:doc
- 大小:83.50 KB
- 文档页数:11
福州闽侯大唐世家工程
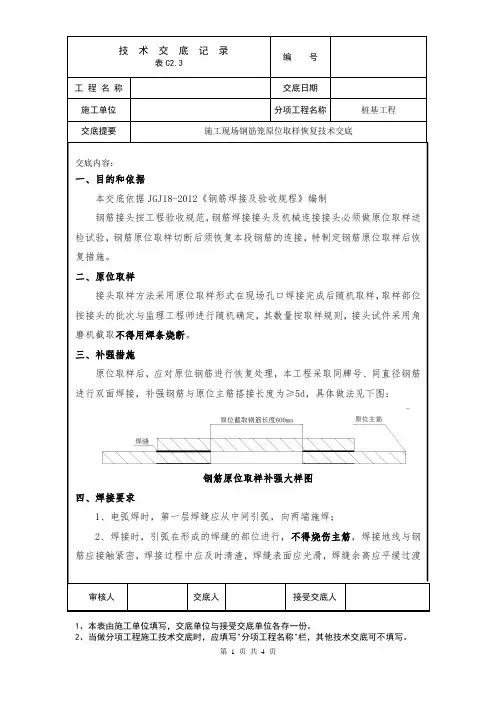
钢筋原位取样
补强专项方案
福建省顺安建筑工程有限公司
2019年 9月 一、编制依据
本工程钢筋制作安装施工专项钢筋接头有直螺纹套筒、电渣压力焊和局部搭接焊,该项原位取样后,进行补强处理的方法特编制专项补强方案。
1、由厦门上城建筑设计有限公司提供福州闽侯大唐世家项目设计图纸;
2、《混凝土结构施工质量验收规范》GB50204-2015;
3、《钢筋焊接及验收规程》JGJ18-2012;
4、《钢筋机械连接通用技术规程》JGJ107-2016
5、《建筑工程施工质量验收统一标准》GB50300-2013
二、工程概况
1、工程简介
工程名称:福州闽侯大唐世家
建设单位:福州唐美房地产有限公司
设计单位:厦门上城建筑设计有限公司
监理单位:厦门住总建设工程监理有限公司
施工单位:福建省顺安建筑工程有限公司
2、建筑概况
福州闽侯大唐世家项目拟建场地位于闽侯县上街镇青洲村。总建筑面积:179463.73平方米;实际用地面积:54188.6平方米;由11幢高层(地上21~32层,地下1层,建筑高度:95.2m)及附属商业与1幢1层社区工作用房(居民活动用房)组成,主体结构:剪力墙(高层)、框架;标准层层高2.95M、3M;基础形式为桩筏基础。工程抗震等级为二级(2#、3#、8#、9#楼)、三级(1#、5#~7#、10#~13#楼),抗震裂度为七度。
三、钢筋接头工艺标准与取样标准
现浇结构钢筋混凝土构件中,钢筋接头方式如下表:
钢筋直径(mm) 部位接头
地下室底板 剪力墙、柱 梁
12 / 电渣压力焊 /
14 / 电渣压力焊 /
16 / 电渣压力焊 /
18 /
电渣压力焊
/
20 / 电渣压力焊 /
22 直螺纹套筒 直螺纹套筒 直螺纹套筒
25 直螺纹套筒 直螺纹套筒 直螺纹套筒
1、钢筋电弧焊接头
(1)工艺流程:
检查设备、电源 钢筋接头制备 选择焊条 试焊、作试件
安装焊接钢筋 施焊 质量检查
(2)操作工艺
① 检查设备、电源
确保随时处于正常状态,严禁超负荷工作。
② 钢筋接头制备
钢筋安装之前,焊接部位钢筋接头焊接端应预弯,并应使两钢筋的轴线在同一直线上。
③ 选择焊条
钢筋电弧焊焊条型号
钢筋级别 电弧焊接头型式
帮条焊、搭接焊
HRB335 E4303
HRB400 E5003 ④ 试焊、作试件、确定焊接参数
在正式进行钢筋电弧之前,必须按照选择的焊接参数进行试焊并作试件送试,以便确定合理的焊接参数。试件合格后方可正式用于结构焊接。
电弧焊接参数
钢筋直径(mm) 端面间隙(mm) 焊条直径(mm) 焊接电流(A)
12 9~11 3.2 100~110
14 9~11 3.2 100~110
16 9~11 3.2 100~110
18 9~11 3.2 100~110
20 10~12 3.2 100~110
22 10~12 3.2 100~110
25 12~14 4.0 150~160
⑤ 安装焊接钢筋与施焊
焊接时钢筋端部的适当位置采用两点固定,定位端部的距离宜大于或等20mm;焊接时搭接焊形成焊缝中引弧;在端头收弧前应填满弧坑,分道焊接应及时敲掉焊渣,焊接收口不能损伤母材,并应使焊缝与定位焊缝发始端各终端熔合。
⑥ 质量检查
在钢筋电弧焊焊接生产中,焊工应认真进行自检,若发现焊缝表面不平整,有凹陷或焊瘤,接头区域有肉眼可见的裂纹,咬边深度、气孔、夹渣等缺陷允许值及接头尺寸允许偏差,焊缝余高大于3mm时,应及时查找原因,及清除。
(2)质量标准
① 钢筋的牌号和质量,必须符合设计要求和有关标准的规定;
② 钢筋的规格,焊接接头的位置,同一区段内有接头钢筋面积的百分比,必须符合设计要求和施工规范的规定;
③ 电弧接头的质量检验,应分批进行外观检查和力学性能检验,并应按下列规定作为一个检验批。
在现浇钢筋混凝土结构构件中,应以300个同牌号钢筋接头作为一批;当不足300个接头时,仍应作为一批。每批应现场监理单位或旁证单位现场切取3个接头做试件试验。
2、电渣压力焊接头
(1)工艺流程
检查设备、电源 钢筋端头制作
试焊、作试件
选择焊接参数
安装焊接夹具和钢筋
安放铁丝球 安放焊剂罐、填装焊剂
确定焊接参数 施焊 回收焊剂 卸下夹具 质量检查
(2)操作工艺
① 检查设备、电源
确保随时处于正常状态,严禁超负荷工作。
② 钢筋端头制作准备
钢筋安装之前,焊接部位和电极钳口接触的(150mm区段内)钢筋表面上的锈斑、油污、杂物等应清除干净,钢筋端部若有弯折、扭曲、应予以矫直或切除,但不得用锤击矫直。
③ 选择焊接参数
钢筋电渣压力焊的焊接参数主要包括:焊接电流、焊接电压各焊接通电时间,参见下表参数。采用专用焊剂或自动电渣压力焊机时,应根据焊剂或焊机使用说明书中推荐数据,通过试验确定。
不同直径钢筋焊接时,上下两钢筋轴线在同一线上。
钢筋电渣压力焊焊接参数
钢筋直径(mm) 焊接电流(A) 焊接电压(V) 焊接通电时间(S)
电弧过程U2.1 电渣过程U2.2 电弧过程t1 电渣过程t2
16 200~250 35~45 18~22 14 4
18 250~300 35~45 18~22 15 5
20 300~350 35~45 18~22 17 5
④ 安装焊接夹具和钢筋
夹具的下钳口应夹紧于下钢筋端部的适当位置,一般为1/2焊剂罐高度偏下2~10mm,以确保焊接处的焊剂有足够的掩埋深度。
上钢筋放入夹具钳口后,调准动夹头的起始点,使上下钢筋的焊接部位位于同轴状态,方可夹紧钢筋。
钢筋一经夹紧,来防晃动,以免上下钢筋错位各夹具变形。
⑤ 安放引弧用的钢丝球
安放焊剂罐、填装焊剂。
⑥ 试焊、作试件、确定焊接参数
在正式进行钢筋电渣压力焊之前,必须按照选择的焊接参数进行试焊并作试件送试,以便确定合理的焊接参数。合格后,方可正式生产。当采用半自动、自动控制焊接设备时,应按照确定的参数设定好设备的各项控制数据,以确保焊接接头质量可靠。
⑦ 施焊操作与回收焊剂
1)闭合回路、引弧:通过操纵杆事操纵盒上的开关,先后接通焊机的焊接电流回路和电源的输入回路,在钢筋端面之间引燃电弧,开始焊接。
2)电弧过程:引然电弧后,应控制电压值。借助操纵杆使上下钢筋端面之间保持一定的间距,进行电弧过程的延时,使焊剂不断熔化而形成必要深度的渣池。
3)电渣过程:随后逐渐下送钢筋,使上钢筋端部插入渣池,电弧熄灭,进入电渣过程的延时,使钢筋全断面加速熔化。
4)挤压断电:电渣过程结束,迅速压送上钢筋,使其端面与下钢筋端面相互接触,趁热排除熔渣和熔化金属。同时切断焊接电源
5)接头焊毕,应停歇20~30s冷却后,才可回收焊剂各卸下焊接夹具。
⑧质量检查
在钢筋电渣压力焊的焊接生产中,焊工应认真进行自检,若发现偏心、弯折、烧伤、焊包不饱满等焊接缺陷,应切除接头重焊,并查找原因,及时消除。切除接时,应切除热影响区的钢筋,即离焊缝中心约为1.1倍钢筋直径的长度范围内的部分应切除。
(3)质量标准
① 钢筋的牌号和质量,必须符合设计要求和有关标准的规定;
② 钢筋的规格,焊接接头的位置,同一区段内有接头钢筋面积的百分比,必须符合设计要求和施工规范的规定;
③ 电渣压力焊接头的质量检验,应分批进行外观检查和力学性能检验,并应按下列规定作为一个检验批。
在现浇钢筋混凝土结构构件中,应以300个同牌号钢筋接头作为一批;当不足300个接头时,仍应作为一批。每批应由现场监理单位或旁证单位在现场切取3个接头做试件度试验。
3、直螺纹套连接接头
(1)工艺流程
钢筋切割 滚压螺纹 丝头检验 保护帽 现场丝接
(2)操作工艺
① 钢筋切割
钢筋切割时应在每个构件中算好下料长度及标识构件部位,进行钢筋切割,确保钢筋截面平直。 ② 滚压螺纹
钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。
③ 丝头检验与保护帽
1)加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一致,且经配套的量规检验合格;
2)加工钢筋螺纹时,应采用水溶性切削润滑液;
3)操作工人应逐个检查钢筋丝头的外观质量并做出操作者标记;
4)经自检合格的钢筋丝头,应对每种规格加工批量随机抽检10%,且不少于10个,钢筋螺纹加工检验记录,如有一个丝头不合格,即应对该加工批全数检查,不合格丝头应重加工,经再次检验合格方可使用
5)已检验合格的丝头,应加以保护戴上保护帽,并按规格、构件分类堆放整齐待用。
④ 现场丝接
1)连接钢筋时,钢筋规格和连接套规格应一致,钢筋螺纹的型式、螺距、螺纹外径应与连接套匹配。并确保钢筋和连接套的丝扣干净,完好无损;
2)连接钢筋时应对准轴线将钢筋拧入连接套。
3)接头拼接完后,应使两个丝头在套筒中央位置互相顶紧,套筒每端不得有一扣以上的完整丝扣外露,加长型接头的外露丝数不受限制,但应有明显标记,以检查进行套筒的丝头长度是否满足要求。
(3)质量标准
① 钢筋的品种、规格必须符合设计要求,质量符合国家现行《钢筋混凝土用热轧带肋钢筋》(GB1499)和《钢筋混凝土用余热处理钢筋》(GB13014)标准的要求;
② 套筒与锁母材质应符合GB699规定,且应有质量检验单和合格证,几何