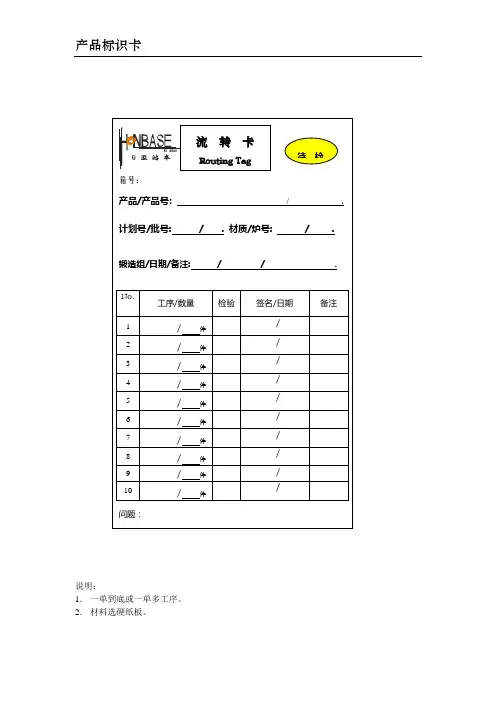
工厂产品流转标识卡(一单到底)
- 格式:doc
- 大小:53.00 KB
- 文档页数:1

产品批次管理规范(IATF16949/ISO9001-2015)1目的和范围:1.1用批号管理的方法实现产品的可追溯性。
1.2适用于本公司所有自制产品从原材料进厂至投料到产品交付入库、成品出货过程的批次管理。
2定义:可追溯性:根据记载的标志追踪产品的历史、应用情况和所处场所的能力。
3职责:3.1生产部包装组负责批号管理控制规定的归口管理并负责实施和控制。
3.2技质部负责对批次管理工作实施监督、开具自制件的合格产品过程流转卡、最终记录保存。
3.3采购负责物料批号的编制和供应商提供相关证明追溯性资料的临时保存。
3.4各生产车间依物料批号管理规定实施物料在生产中的转移记录和标识。
4批次管理总则:4.1在生产的全过程中,批次管理与其他同步进行,出入帐、单据和标识卡,对各环节按批次进行管理,保证主要产品的可追溯性。
4.2批次编号是以原材料、半成品(本厂内和外协件)、成品(单个产品或零组件)为对象,代表同一批生产的产品或同一批投入加工的零组件,使产品的过程来龙去脉清晰。
批次编号按时间和流水号连续编号,不得重号。
批次号的编制和记录:批次编号按物料(原材料)、半成品(自制件和外协件)、成品(单个产品或零组件)的不同分别编号。
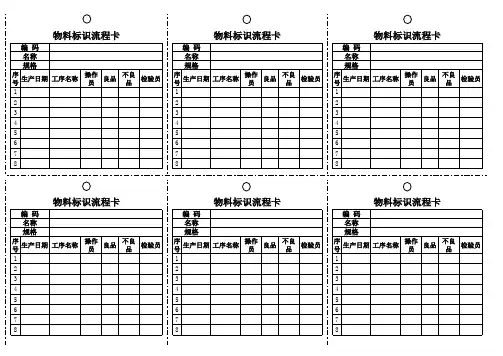
1.采购部:板材、压线框、螺丝、冷轧材等外购物料均用我司采购部下达采购订单时与供应商确认统一的物料批次号,并建立物料采购批次管理台账,同时要求供应商按照我司要求在物料的最小包装物(塑料颗粒同样)上注明批次号和“货品编码”,原材料则要求供应商在原材料卷/板上面注明批次号;我司编制物料批次号由四组组成:XX(大类)+X(供应商代码)+XXXX(收货年月)+ XXXX(流水号)针对客户(如HN)的指定原材料的批次号则把RM更改为HN:即:HN+ X(供应商代码)+XXXX(收货年月)+ XXXX(流水号);2半成品仓管:①收料入库时在“采购收货单”的“备注”栏写上批次号;②在仓库物料卡上标明“批次号”,不同批次物料不要混料;③生产领料/仓管发料在“领料单”/“生产发料单”上注明“批次号”,领/发料遵循先进先出原则;④退料时半成品仓管在“出库单存根”的“备注”栏填写“批次号”,手工建立批次管理台账。

对本厂生产批次标识的流转进行规定,以确保达到产品标识和可追溯性的要求。
2.适用范围本细则适用于本厂的主要产品生产批次标识的流转。
3.批次确定按CA-7.5.3-01《生产批次的确定及编号方法》规定实施。
4.圆簧主要产品流转方法4.1由原材料库管员根据车间领料单内容和《生产批次的确定及编号方法》填写原材料发放标识, 标识随材料发放, 由头道工序质检员负责收存并填写《圆簧生产批次工序流转小票》(下简称小票)4.2头道工序盘簧班组须按投放原材料生产批次对原材料和半成品进行隔离堆放。
4.3盘制的弹簧半成品,经检验合格后,由盘簧工序检验员负责签发(小票)并逐桶放置。
4.4中间库搬运人员必须查验(小票)后产品才流转下道工序,严禁无票搬运。
4.5下道工序在加工前由该道工序质检员负责查验和收存(小票)后才能加工;加工完毕后经该工序检验员检验合格后,再重新签发并逐桶放置工序(小票),依次逐序更替流转。
4.6批次工序流转小票,逐序更替流转至包装班为止,由包装班班长负责按批次号收存,并在产品包装盒上加盖所包装产品的批次号。
4.7各工序批次流转小票每月由车间技术组负责收集、统计、保存,保存期为一年。
4.8各工序质量检验员须做好各产品批次流转数量记录、监督各生产批次准确流转,防止混淆。
4.9道序发外加工弹簧,由该道序质检员负责发放批次流转小票,要求加工方按批次隔离加工,防止混淆。
5.板簧主要产品批次流转方法5.1鉴于板簧原材料委托代管的实际情况,由前道质检员负责按《生产批次的确定及编号方法》填写原材料发放标识和工序流转卡(并做发放记录),流转卡随前道板簧半成品流转到总厂下道工序,无流转卡,总厂不得检验与接收。
5.2板簧工序流转卡在车间内部流转时,由质检员在检验完毕后签字或盖章,方可相互传递,最后由成品检验员收存,月底交车间技术组保存,保存期为一年。
5.3在板簧合格证上加盖批次号。
6.碟簧主要产品批次流转方法6.1由原材料库管员根据碟簧车间领料单内容按《生产批次的确定及编号方法》填写原材料发放标识,(并做发放记录),碟簧车间根据原材料发放标识填写工序流转卡,工序流转卡随板材流转到第一道工序,无流转卡,下道工序不得检验与接收。